СТАНОК
ТОКАРНО-
ВИНТОРЕЗНЫЙ
<К62Д
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
1К62Д.000.000.РЭ
chipmaker.ru
ЧЕЛЯБИНСКОЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ
«ЗАВОД ИМЕНИ ОРДЖОНИКИДЗЕ»
СТАНОК
ТОКАРНО-
ВИНТОРЕЗНЫЙ
1К62Д
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
1К62Д.000.000.РЭ
Челябинск 1987
chipmaker.ru
Руководство по эксплуатации не отражает незначительных
конструктивных изменений в стайке, внесенных изготовителем
после подписания к выпуску данного руководства, а также изме-
нений по комплектующим изделиям и документации, поступаю-
щей с ними.
chipmaker.ru
i. ОБЩИЕ СВЕДЕНИЯ
1.1. Назначение и область применения.
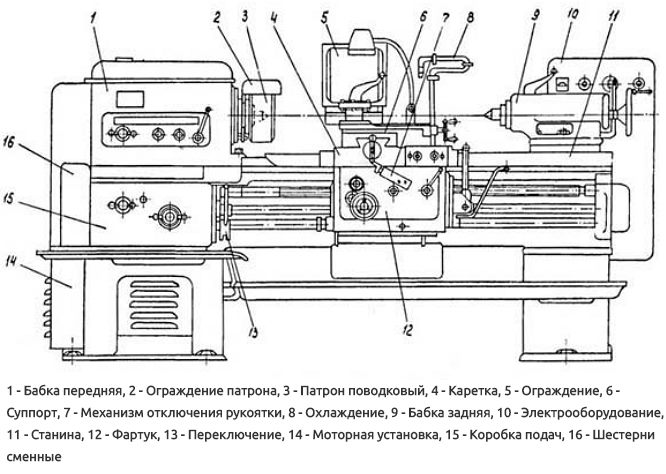
Станок токарно-винторезный модели 1К62Д (рис. 1) предназна-
чен для выполнения самых разнообразных токарных работ, в том
числе для нарезания резьб: метрической, дюймовой, модульной,
питчевой и архимедовой спирали с шагом 3/8"; 7/16"; 8, 10 и
12 мм. Условия эксплуатации УХЛ-4 по ГОСТ 15150—69.
Рис. 1. Станок токарно-винторезный 1К62Д
3
chipmaker.ru
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
2.1. Техническая характеристика (основные параметры н разме-
ры согласно ГОСТ 440—81):
Класс точности Н по ГОСТ 8—82
Наибольший диаметр обрабатываемого изделия над станиной, мм Наибольший диаметр обрабатываемого изделия иад суппортом, мм Наибольшая длина обрабатываемого изделия, мм Наибольшая длина хода каретки, мм Размер внутреннего конуса в шпинделе 430 224 750, 1000, 1500 680, 935, 1430 Морзе 6 М80*
Конец шпинделя по ГОСТ 12593—72 6К 6М*
Диаметр цилиндрического отверстия в шпинде- ле, мм Наибольшая масса обрабатываемого изделия, кг: закрепленного в патроне закрепленного в центрах (соответственно наибольшей его длине) Количество скоростей шпинделя: прямого вращения обратного вращения Пределы частоты вращения шпинделя, об/мин прямого вращения обратного вращения Количество подач: 55 62* 200 460, 650. 900 23 12 12,5—2000 19—2420
продольных поперечных Пределы подач, мм/об: 42 42
продольных поперечных Количество нарезаемых резьб: 0,070—4,16 0,035—2,08
метрических модульных дюймовых питчевых архимедовой спирали Шаги нарезаемых резьб: 45 38 28 37 5
метрических, мм модульных, модуль дюймовых, ниток на дюйм питчевых, питч 0,5—192 0,5—48 24—ls/8 96—1
архимедовой спирали 3/8"; 7/16", 8, 10 и 12 мм
* По требованию заказчика.
сл
М8-7Н
Рис. 2. Эскиз. Шпиндель
$106,375
chipmaker.ru
Габаритные размеры станка, мм
длина
ширина
высота
Масса станка, кг
2508, 2798, 3198
1200
1500
2520, 2580, 2750
Рис. 3. Эскиз суппорта
Наибольшее расстояние от оси центров до кромки
резцедержателя, мм 225
Наибольшая длина перемещения, мм
продольного 680
935
1430
поперечного 250
Скорость быстрого перемещения суппорта, м/мин:
продольного 4,5
поперечного 2,25
Максимально допустимая скорость перемещения
при работе по упорам, мм/мин 250
Цена одного деления лимба:
продольного перемещения, мм 1
поперечного перемещения (на диаметр), мм 0,05
6
chipmaker.ru
Резцовые салазки
Наибольшее перемещение салазок, мм 140
Шкала угла поворота, град ±90
Цена одного деления шкалы поворота, град 1
Цена одного деления лимба, мм 0,05
Индексирующая резцовая головка
Число резцов, одновременно устанавливаемых в
резцедержателе Наибольшее сечение-державки резца, мм Высота от опорной поверхности резца до оси цент- ров, мм Задняя бабка Центр в пиноли по ГОСТ 13214—79 Наибольшее перемещение пиноли, мм Цена одного деления лимба, мм Поперечное смещение корпуса, мм 4 25X25 25 конус Морзе 5 200 0,1 ±15
2.3. Установочный чертеж станка приведен на рис. 19.
2.4. Механика станка:
Данные механизма главного движения приведены в табл. 1; дан-
ные механизма подачи — в табл. 2 и 23а; настройка шага нарезае-
мой резьбы — в табл. 3.
Сменные шестерни для нарезания различных типов резьб, не
приведенные в таблице 3,через механизм коробки подач подбирают-
ся по формулам:
метрические
_ 42 t
1 “ — 50 ‘ t.
модульные 64 1 см — 97 ' m
m.
дюймовые • _ 42 n
1 см — 50 ' П1
питчевые _ 64 Pl
1 см — 97 • p
ГД€ i см “— передаточное отношение сменных зубчатых колес;
t — нарезаемый шаг резьбы, мм;
ti — шаг резьбы по таблице, мм;
m — нарезаемый модуль, мм;
mi — модуль по таблице, мм;
п — нарезаемое число ниток на дюйм;
7
chipmaker.ru
ni — число ниток на дюйм по таблице;
Р — нарезаемый шаг в питчах;
Pi — шаг в питчах по таблице.
2.5. Техническая характеристика электрооборудования
Количество электродвигателей на станке (с электронасосом) 3
Мощность электродвигателя главного движения (в зависимо-
сти от заказа), кВт 11 (7,5)
Число оборотов электродвигателя главного движения, об/мии 1450
Мощность электродвигателя быстрых ходов, кВт 0,75
Число оборотов электродвигателя быстрых ходов, об/мии 1400
Производительность электронасоса, л/мин 22
Мощность двигателя электронасоса. кВт 0,12
Число оборотов двигателя электронасоса, об/мин 2800
2.6. Сведения о содержании драгоценных материалов приведены
в табл. 4.
2.7. Сведения о содержании цветных металлов приведены в
табл. 5.
Т абл ица 1
ipmaker.ru
Механизм главного движения
Положение рукояток Прямое вратенис шпинделя Обрат ное вращение шпинделя
Поз. 9 (рис. 5) Поз. 5 (рис. 5) число оборотов шпин- деля в мин наибольший до- пустимый кру- тят. момент на шпинделе, кге • м наибольшая допустимая мощность по указателю нагрузки 14 (рис. 5), кВт число обор, шпин- деля наибольший допустимый крутящий мо- мент на шпин- деле, кге • м наибольшая допустимая мощность по указателю нагрузки 14 (рис. 5), кВт
<4т-С —fh..
V—т
12,5-т-40 1 2 12,5 16 200 200 1,7 2,1 19 200 2,7
3 4 20 25 200 200 2,7 3,4 30 160 4,2
5 6 31,5 40 200 160 4,2 5,4 48 135 6,7
504-160 1 2 50 63 135 115 6,7 8,5 75 65,5 10,5
3 4 80 100 100 82 10,7 11 121 41,4 11
5 6 125 160 65,6 51,2 11 11 190 28,1 11
Продолжение таблицы 1
chipmaker.ru
Положение рукояток Прямое вращение шпинделя Обратное вращение шпинделя
Поз. 9 (рис. 5) Поз. 5 (рис. 5) число оборотов шпин- деля в мин наибольший до- пустимый кру- тят. момент на шпинделе, кгс м наибольшая допустимая мощность по указателю нагрузки 14 (рис. 5), кВт число обор, шпин- деля наибольший допустимый крутящий мо- мент на шпин- деле, кгс • м наибольшая допустимая мощность по указателю иагрузки 14 (рис. 5), кВт
2004-630 1 2 200 250 43,9 35,1 11 11 302 28,1 и
3 4 315 400 27,9 22 11 и 475 17,1 и
5 6 500 630 17,6 13,9 11 11 755 17,7 11
6304-2000 1 2 630 800 13,9 11 11 11 950 11
3 4 1000 1250 8,8 7 11 11 1510 11
5 6 1600 2000 5,5 4,5 11 и 2420 и
Примечание. Наибольшие допустимые крутящий момент и мощность на шпинделе приведены для мощности главно-
го двигателя II кВт
chipmaker.ru
Таблица 2
Механизм подачи
Сменные зубчатые колеса Положение рукояток Величины подач, м м /об
позиция на рис 5
К N 7 8 9 2 1 продоль- ных попе- речных
42 50 А д 12,54-2000 Подача 0,0704-0,13 0,070 0,074 0,084 0,097 0,11 0,12 0,13 0,035 0,037 0,042 0,048 0,055 0,06 0,065
0,144-0,26 0,14 0,15 0,17 0,195 0,21 0,23 0,26 0,07 0,074 0,084 0,097 0.11 0,12 0,13
0,284-0,52 _ J 0,28 0,30 0,34 0,39 0,43 0,47 0,52 0,14 0,15 0,17 0,195 0,21 0,23 0,26
0 574-1,04 0,57 0,61 0,7 0,78 0,87 0,95 1,04 0,28 0,30 0,34 0,39 0,43 0,47 0,52
11
chipmaker.ru
Продолжение табл. 2
Сменные зубчатые колеса Положение рукояток Величины подач, мм/об
позиция на рнс. 5
к N 7 8 9 2 1 продоль- ных попе- речных
42 50 А Е О о я ср 1,14 1,21 1,4 0,57 0,6 0,7
1 из CN га О С 1,144-2, ( 1,56 1,74 1,9 2,08 0,78 0,87 0,95 1,04
42 50 В С 504-160 2,28 2,42 2,8 3,12 3,48 3,8 1,14 1,21 1,4 1,56 1,74 1,9
230 : 630 га т 4,16 2,08
С С 2,28 2,28 2,42 28 3,12 3,48 3,8 4,16 1,14 1,21 1,4 1,56 1,74 1,9 2,08
Наибольшее усилие, допускаемое меха- низмом подач, кгс продольное на упоре 800
на резце 600
поперечное на упоре 460
на резце 360
Таблица 3
ipmaker.ru
Настройка станка для нарезания резьб
Сменные зубчатые колеса Положение рукояток Нарезаемые резьбы
позиция на рис.5 метрическая резьба
к N 7 8 9 2 I шаг, мм
42 100 А Е 12,5—2000 0,87—1,5 0,87—1,5 1,75-3 3,5-6 7—12 0,87 1,75 3,5 7 0,5 1 2 4 8 4,5 9 1,25 2,5 5 5,5 11 0,75 1,5 3 6 12
42 50 В С К л * ¥ 10
50—160 14—24 28—48 14 28 16 32 18 36 20 40 22 44 24 48
X о.
Резьба ме-
12,5-40 28—48 56—96 112-192 28 56 112 32 64 128 36 72 144 40 80 160 44 88 176 48 96 192
w
Сменные зубчатые колеса Положение рукояток
позиция на рис 5
К N 7 8 9 2
64 97 А В Е С 12,5— 2000 Резьба модуль- ная
50-160 Резьба модульная
12,5—40
тз
i
Продолжение табл. 3 а
Нарезаемые резьбы
модульная резьба
1 модули
0,5 0,5
1 1,5 1 1,25 1,5
1,75—3 1,75 2 2,25 2,5 2,75 3
3,25-6 3,25 3,5 4 4,5 5 5,5 6
6,5 12 6,5 7 8 9 10 11 12
6,5- 12 6,5 7 8 9 10 И 12
13—24 13 14 16 18 20 22 24
26—48 26 28 32 36 40 44 48
Си
Сменные зубчатые колеса Положение рукояток
позиция на рис. 5
к N 7 8 9
42 50 А Е 12,5—2000
А Е 12,5—2000
64 97 В С 50-160
Продолжение табл. 3
Нарезаемые резьбы
дюймовая резьба
2 1 число витков на 1"
Резьба дюймовая _ о со 7 । 1 1 1 ст * “ со - «» — СО СО — 13 б7« З’Л 1s/. 14 7 з'/2 17. 16 8 4 2 18 9 4>/2 2'Л 20 10 5 2'Л 22 И 57s 23/< 24 12 6 3
Резьба питчевая 56—96 28—48 14—24 7-12 Питчевая резьба
питчи
56 28 14 7 64 32 16 8 72 36 18 9 80 40 20 10 88 44 22 11 96 48 24 12
<£> СО 1 1 вч -г — п СО — 3'/2 13Л 4 2 27* 5 2'/2 23/. 6 3
chipmaker.ru
Продолжение табл. 3
Положение рукояток
Нарезаемые резьбы
питчевая резьба
Примечание. Для нарезания модульных резьб с ша-
гом 45; 22,5 и 11,25 модулей ставить сменные шестерни
60 95 ..
, а настройку рукояток коробки подач соответст-
венно производить на модульные резьбы с шагом 48, 24 и
12 модулей.
Для нарезания дюймовых резьб с шагом 26; 28; 32; 40
,„ 42 95
ниток на г ставить сменные шестерни , а значе-
ния числа ниток на 1" на таблице рукоятки 1 в два раза
меньше.
Для нарезания на оборотах 12,54-40 резьб метрических
с шагом 14; 16; 18; 20; 22; 24 ставить сменные шестерни
42 95
ТТГ ’ Tnrv модульных с шагом 3,25; 3,5; 4; 4,5; 5; 5,5; 6 и
Уи 1 w
питчевых с шагом З'/г; 4; 5; 6 — ставить сменные шестер-
ни — • —, а значение шагов на таблице рукоятки 1 — в
два раза больше.
Для нарезания метрических резьб с шагом 0,5 и 0,75 мм
ставить сменные шестерни §2 • , а значения шагов на
таблице рукоятки 1 — в два раза больше.
Правые резьбы с шагом 0,5 и 0,75 мм можно нарезать
также при сменных колесах с z = 42 и 50, установив руко-
ятку 8 в положение D и значение шагов на таблице руко-
ятки 1 — в два раза больше нарезаемых.
Для нарезания резьбы 19 ниток на 1" сменные шестерни
ставить рукоятку 2 (см. рис. 5) в положение «Резь-
ба метрическая», рукоятку 1 — в положение 0,87.
При нарезании резьб с крутым шагом до 192 мм сечение
стружки брать не более 1 мм2.
Таблица 4
Сведения о наличии драгоценных металлов
Наименование Обозначение Сборочные единицы, комплексы, комплекты Масса 1 штуки, г Масса в изде ЛИН, г Номер акта Приме- чи н не
обозначение количество
R Сбо- рочных ед. в сбороч- ных ед. в изде- лии
Серебро Выключатель АЕ-2О43-1204ЮУЗ 1К62Д.180.Ю0 1 1 2,7557 2,733?
Выключатель АЕ-2О4вМ-10Р-О0 1К62Д.180.100 1 1 0,6507 0,8307
Выключатель ВПК 2010AW 1К62Д.180.100 2 1 0,547 1,0 94
Выключатель ВПК 2010 ДМ 1К63Д.180.000 1 1 0,547 0,54?
Пост управления ПКЕ-622-2 У2 1К32Д. 180.000 1 1 0,22J«
М икроперекл ючател ь МП-1203 1К62Д.180.000 1 1 ДЗИ62 0,31162
Выключатель ВПК 21НУ2 1К62Д. 180.000 1 1 Ц547 0,547
Переключатель ПЕ ОПУЗ 1К62Д.180.100 1 1 0,255< 0,2551
Пускатель магнитный пмя'Згоа 1К62Д. 180.100 1 1 П,5В9Я 12,58956
Пускатель магнитный пмл пае о* а 1К62Д.180.100 2 1 2,592 5,184
Реле времени РВП72-3121-00У4 1К62Д.180.100 1 ' 1 0,375$- 0,3769
Р1Л-/003 м 1К62Д.180,100 1 1 о.иоз 0,4803
Содержание драгоценного металла: серебра — 24,577
Таблица 5
chipmaker, ru
Сведения о содержании цветных металлов
Наименование металла, сплава Количество (масса) цветных металлов, содержащихся в станке, кг Норматив цветных металлов, подлежащих сдаче в металлолом при капитальном ремонте станка, кг Норматив цветных металлов, подлежащих сдаче в металлолом при полном износе станка и его списании, кг
Классификация по группам ГОСТ 1639—78
1 2 9 10 1 2 9 10 1 2 9 10
Медь и сплавы на медной основе Цинк и цинковые сплавы 0,33*' 0,5*4 — 3,5*2 0,44*3 0,1 - 3,5 0,4 0,3 0,15 3,5 0,4
Трубки систем смазки (медь).
*2 Втулки передней бабки, фартука, коробки подач, коробки передач, гайки поперечного и ходового винта (Бр. 05
’)•
*3 Сухари механизмов переключения шестерен в передней бабке (Бр. А9ЖЗЛ).
** Протектора задней бабки, угольники системы охлаждения, клеммная коробка (ЦАМ4-1).
chipmaker.ru
Таблица 6
3. КОМПЛЕКТ ПОСТАВКИ
Обозначение Наименование Кол во Примечание
1К62Д 1К62Д.30 1К62Д.090 16Д20.100 16Д20.101 СТ 250-Ф6 1К62Д ООО 000 РЭ Станок в сборе Инструмент и при над ле: Инструмент Патрон поводковый Люнет подвижный Люнет неподвижный Патрон трехкулачковый Центр 1-5-Н ГОСТ 8742—75 Центр ГОСТ 13214—79 7032-0035 7032-0043 Шприц 3 ГОСТ 3643—75 Документы Руководство по эксплуата- ции Поставляются по требова- нию заказчика за отдель- ную плату кности 1 комплект 1 1 1 1 комплект 1 1 1 1 1 0 2О...011О 03О...016О Допускается 1К62Д.091.000 (патрон 7100-0009 ГОСТ 2675—80) или 7100-0035 Допускается шприц 1 ГОСТ 3643—75
Сменные части
1 К62Д.080.000-01 Комплект сменных зубча- тых колес для нарезания резьб «напрямую» 1 Принадлежности
1К62Д.45.000 Резцедержатель задний 1
1К62Д.049.000 •К62Д.210.000 1К62Д.220.000 Державка для сверл 1 Устройство гидрокопиро- вальное 1 Упор микрометрический по- перечного хода 1
1К62Д.230.000 Линейка конусная 1 Втулки переходные корот- кие ГОСТ 13598—68
19
chipmaker.ru
Продолжение табл. 6
Обозначение Наименование Кол-во Примечание
6100-0143 6100-0146 1 1
6100-0147 I
Втулки переходные для упорного центра 6101-0134 ГОСТ 18258—82 1
Клинья к инструменту с коническим хвостовиком ГОСТ 3025—78 7851-0012 7851-0013 1 I
7851-0014 1
Оправка 6039-0009 ГОСТ 2682—72 1
Патрон 7103-0049 ГОСТ 38190—82 1
Патрон сверлильный 13 ГОСТ 8522—79 1
Центр упорный 7032-0035 ГОСТ 13214—79 1
Виброопоры ОВ-31 6
Документация
1К62Д.000.000.01Р I Спецификация и чертежи I
I запасных деталей | 1
4. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
4.1. К работе на станке допускаются только лица, прошедшие
соответствующий инструктаж. Обслуживающему персоналу необхо-
димо соблюдать все общие правила техники безопасности при рабо-
те на металлорежущих станках.
4.2. В конструкции и электросхеме станка в соответствии с
ГОСТ 12.2.009—80 предусмотрены меры безопасности:
— обеспечена нулевая защита станка;
— предусмотрено устройство, блокирующее отключение враще-
ния рукоятки поперечного перемещения суппорта при включении
его механической подачи;
— предусмотрена блокировка левой и правой рукояток включе-
ния фрикциона;
— невозможно включение вращения шпинделя при откинутом
защитном кожухе зажимного патрона;
— на кожухе сменных шестерен установлена табличка «Внима-
ние! При включенном станке не открывать!»;
20
chipmaker.ru
— дверца электрошкафа закрывается специальным ключом;
— предусмотрен прозрачный экран для защиты от стружки;
— для питания светильника местного освещения применено на-
пряжение 24 В.
Величина сопротивления между винтом заземления и любой ме-
таллической частью станка, на которую может произойти однофаз-
ное замыкание, не превышает 0,1 Ом.
Защита от токов коротких замыканий цепей питания электро-
двигателей и трансформаторов, осуществляется автоматами, цепей
управления и освещения — плавкими вставками.
На шкафу управления около вводного выключателя, которым
производится подключение станка к электросети, установлено запи-
рающее устройство, при помощи которого можно запирать привод
выключателя в отключенном состоянии, и следовательно предотвра-
тить пуск станка при каких-либо неисправностях. Запирающее
устройство допускает установку от одного до трех висячих замков
со скобами диаметром 9 мм.
Необходимо следить за исправностью указанных защитных уст-
ройств.
5. СОСТАВ СТАНКА
5.1. Общий вид с обозначением составных частей станка приве-
ден на рис. 4.
5.2. Перечень составных частей приведен в табл. 7.
Перечень составных частей
Таблица 7
Позиция на рис. 4 Наименование Обозначение
1 Бабка передняя 1К62Д.020.000
2 Электрооборудование 1К62Д. 180.000
3 Ограждение патрона 1К62Д.260.000
4 Каретка 1К62Д.050.000
5 Ограждение суппорта 1К62Д.261.000
6 Суппорт 1К62Д.040.000
7 Охлаждение 1К62Д.250.000
8 Бабка задняя 1К62Д.030.000
9 Станина 1К62Д.010.000
10 Привод быстрых ходов 1К62Д. 140.000
11 Фартук 1К62Д.060.000
12 Управление фрикционом 1К62Д. 160.000
13 Установка моторная 1К62Д. 150.000
14 Коробка подач 1 К62Д.070.000
15 Коробка передач 1 К62Д.080.000
21
6
8
4
Рис. 4. Расположение составных частей станка
chipmaker.ru
6. УСТРОЙСТВО И РАБОТА СТАНКА
И ЕГО СОСТАВНЫХ ЧАСТЕЙ
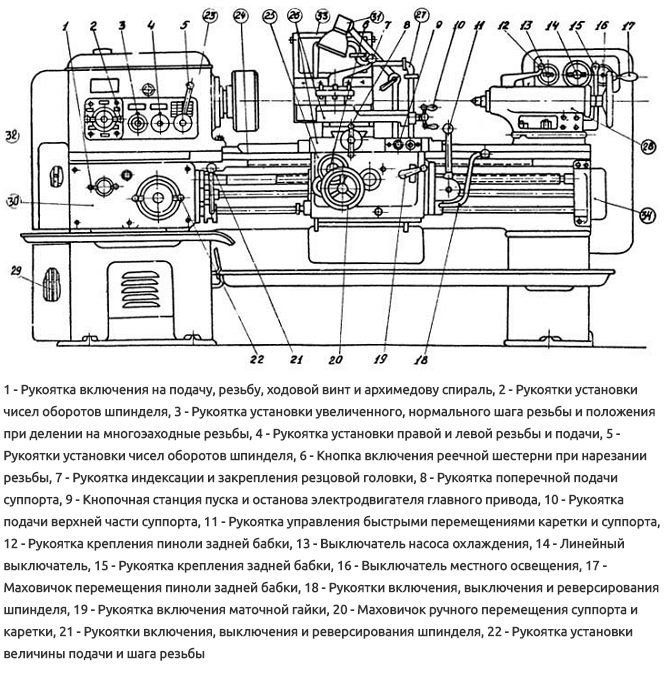
6.1. Общий вид с обозначением органов управления приведен на
рис. 5.
6.2. Перечень органов управления и способ использования дан в
табл. 8.
6.3. Перечень графических символов, указываемых на таблич-
ках — в табл. 9.
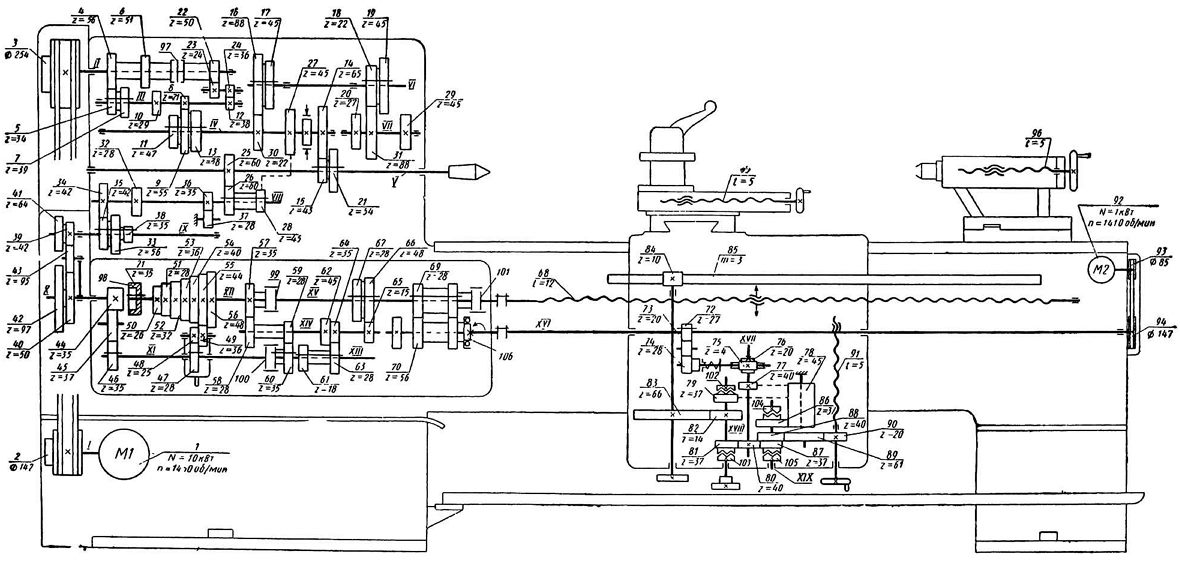
6.4. Схема кинематическая (рис. 6).
Кинематическая схема приведена для понимания связей и взаи-
модействия основных элементов станка.
В табл. 10 указан перечень к кинематической схеме.
6.5. Станина
Станина станка коробчатой формы с поперечными П-образными
ребрами имеет две призматические и две плоские направляющие.
Направляющие подвергнуты закалке с последующей шлифовкой.
В нише правого торца станины размещен электродвигатель при-
вода быстрых ходов суппорта.
6.6. Ножки
Станина устанавливается на две пустотелые ножки. В левой нож-
ке на плите, имеющей вертикальное перемещение для натяжения
ремней, смонтирован электродвигатель главного движения.
Таблица 8
Органы управления
Поз. но рис. 5 Органы управления и их назначение Способ использования Примечание
1 Рукоятка установки величины подачи и ша- га резьбы Двадцать восемь фиксированных положе- ний Переключать, когда рукоятка 9 находится в любом левом положении. При затруднении вклю- чения слегка провернуть
2 Рукоятка выбора ти- па резьбы и вида работ (резьбы или подачи) Пять фиксированных положений ^вручную шпиндель, пред- варительно выключив электродвигатель и уста- новив рукоятку 35 в од- ном из крайних положе- ний
5 Рукоятка установки частот вращения шпин- деля Шесть фиксирован- ных положений То же
7 Рукоятка установки нормального, увеличен- ного шага резьбы и по- ложения при делении многозаходных резьб Три фиксированных положения
23
Рис. 5. Расположение органов управления и табличек с символами
chipmaker.ru
Продолжение табл. 8
Поз. по рис. 5 Органы управления и их назначение Способ использования Примечание
8 Рукоятка установки правой и левой резьбы и подачи Три фиксированных положения То же
9 Рукоятка установки частот вращения шпин- деля Четыре фиксирован- ных положения Переключать, когда рукоятки 27 и 35 уста- новлены в средних поло- жениях. При затрудне- нии включения слегка повернуть вручную шпиндель
10 Вводный автоматиче- ский выключатель Включение и выклю- чение производится в соответствии с символа- ми на панели электро- шкафа управления Включение и выключе- ние контролируется лам- почкой 12. Автоматиче- ское выключение может происходить по причи- нам, названным в разде- ле «Электрооборудова- ние»
12 Сигнальная лампа Лампа светится — электропитание вклю- чено Загорается при вклю- ченном выключателе 10
13 Выключатель электро- насоса подачи охлаж- дающей жидкости Включение и выклю- чение производится в соответствии с символа- ми на панели электро- шкафа управления Пользоваться при включенном выключате- ле 10
14 Указатель нагрузки станка Служит для определе- ния нагрузки на элек- тродвигатель главного привода при обработке деталей. Закрашенная зона является зоной максимального К. П. Д. станка, а правая ее гра- ница является предель- ной, переход стрелки за которую не допускается Внимание! В диапазоне числа оборотов шпйнделя 12,5—40 предельные зна- чения нагрузки следует брать по таблице 2
16 Кран смазки направ- ляющих каретки и попе- речных салазок суппор- та Поворот — открыва- ние крана См. раздел 9
17 Рукоятка поворота и крепления индексируе- мой резцовой головки Вращение против ча- совой стрелки — от- крепление и поворот резцовой головки. Вра- щение по часовой стрел- ке — фиксирование и за- Резцовая головка мо- жет быть установлена в любом промежуточном положении, кроме четы- рех фиксированных
25
chipmaker.ru
Продолжение табл. 8
Поз. по рис. 5 Органы управления и их назначение Способ использования Примечание
крепление резцовой го- ловки
18 Выключатель лампы Поворот в сторону Пользоваться при
местного освещения цоколя лампы — вклю- чение. Поворот в сторо- ну колбы лампы — вы- ключение включенном выключате- ле 10
19 Болт крепления ка- Поворот болта клю- Каретку закреплять
ретки на станине чом по часовой стрел- ке — закрепление ка- ретки. Поворот болта ключом против часовой стрелки — открепление каретки при транспортировке станка и тяжелых торцо- вых работах
20 Регулируемое сопло Поворот по часовой Пользоваться при
подачи охлаждающей стрелке — уменьшение включенном выключате-
ЖИДКОСТИ количества охлаждаю- щей жидкости, подавае- мой к режущему инст- рументу. Поворот про- тив часовой стрелки — увеличение ле 13
21 Рукоятка ручного пе- ремещения резцовых са- лазок суппорта Вращение по часовой стрелке — перемещение салазок вправо. Враще- ние против часовой стрелки — перемещение салазок — влево
22 Кнопка включения Нажатие — включс- Пользоваться для ocv-
электродвигателя при- вода быстрых перемеще- ний каретки и попереч- ных салазок суппорта иие электродвигателя ществления быстрых хо- лостых перемещений суп- порта при включенной рукоятке 23
23 Рукоятка управления Поворот влево — Пользоваться при
механическими переме- включение перемещения включенной рукоятке 34
щениями каретки и по- каретки влево. Поворот и выключенной рукоятке
перечных салазок суп- порта вправо — включение пе- ремещения каретки вправо. Поворот от се- бя — включение пере- мещения поперечных салазок вперед. Пово- рот на себя — включе- ние перемещения попе- речных салазок назад 29
24 Рукоятка зажима пи- Поворот вправо — пи- Зажимать при обра-
ноли задней бабки ноль зажата. Поворот влево — пиноль раз- жата ботке детали в центрах
26
chipmaker.ru
Продолжение табл. 8
Поз. по рис. 5 Органы управления и их назначение Способ использования Примечание
25 Рукоятка крепления задней бабки к станине Поворот от себя — закрепление задней бабки. Поворот на се- бя — открепление зад- ней бабки Задняя бабка должна постоянно находиться в закрепленном состоянии. Открепление произво- дить только при устано- вочных перемещениях задней бабки по станине
26 Маховик перемеще- ния пиноли — задней бабки Вращение по часовой стрелке — перемещение пиноли влево. Враще- ние против часовой стрелки — перемещение пнноли вправо Вращать, когда руко- ятка 24 находится в ле- вом положении
27 Рукоятка управления фрикционной муфтой главного привода (сбло- кирована с рукояткой 35) Три фиксированных положения. Среднее по- ложение — муфта вы- ключена, тормоз вклю- чен. Нажатие влево и поворот вверх — вклю- чение прямого враще- ния шпинделя. Нажа- тие влево и поворот вниз — включение об- ратного вращения шпинделя Пользоваться при включенном выключате- ле 10 (сигнальная лампа 12 светится) и после на- жатия черной кнопки «ПУСК» иа кнопочной станции 31
29 Рукоятка включения и выключения гайки хо- дового винта Поворот вниз — включение гайки. Пово- рот вверх — выключе- ние гайки Пользоваться в случае нарезания резьб, при вы- ключенной рукоятке 23. При затруднении вклю- чения маховиком 33 слегка переместить ка- ретку. После включения рекомендуется рукояткой 34 выключить реечную шестерню
31 Кнопочная станция включения и выключе- ния электродвигателя главного привода Нажатие черной кноп- ки — включение элек- тродвигателя. Нажатие красной кнопки — вы- ключение электродвига- теля Черную кнопку нажи- мать при включенном выключателе 10 (сиг- нальная лампа 12 све- тится), красной кнопкой пользоваться в случае необходимости выключе- ния электродвигателя и для экстренной останов- ки станка
32 Рукоятка ручного пе- ремещения поперечных салазок суппорта Вращение по часовой стрелке — перемещение салазок вперед. Враще- ние против часовой Работает при выклю- ченной рукоятке 23
27
chipmaker.ru
Продолжение табл. 8
Поз. по рнс. 5 Opiairu управления и их назначение Способ использования Примечание
33 Маховик ручного не- стрелки — перемещение салазок назад Вращение против ча- Пользоваться при от-
34 ремещения каретки Рукоятка включения совой стрелки — пере- мещение каретки влево. Вращение по часовой стрелке — перемещение каретки вправо Перемещение от се- вернутом болте 19, вклю- ченной рукоятке 34 н вы- ключенных рукоятках 23, 29 Включать (сцеплять
35 и выключения реечной шестерни Рукоятка управления бя — сцепление шестер- ни с рейкой. Перемеще- ние на себя — расцеп- ление шестерни с рей- кой Три фиксированных шестерню с рейкой) при выключенной рукоятке 29 При затруднении вклю- чения слегка повернуть маховик 33, Выключать при нарезании точных резьб То же, что для рукоят-
фрикционной муфтой главного привода (сбло- кирована с рукояткой 27) положения. Среднее по- ложение — муфта вы- ключена, тормоз вклю- чен. Перемещение на себя и поворот впра- во — включение прямо- го вращения шпинделя. Перемещение на себя и поворот влево — вклю- чение обратного враще- ния шпинделя ки 27
Таблица 9
Перечень графических символов
28
chipmaker.ru
Продолжение табл. 9
29
chipmaker.ru
Продолжение табл. 9
30
chipmaker.ru
Продолжение табл. 9
Поз на рис 5 Символ Наименование
Ж Резьба правая с нормальным шагом Резьба левая с увеличенным шагом
11 1 Включение
Движение от оператора
Движение к оператору
Фиксация,
зафиксировано
Расфиксация,
расфиксировано
31
chipmaker.ru
Продолжение табл. 9
32
chipmaker.ru
33
chipmaker.ru
Продолжение табл. 9
Поз. на рис 5 Символ Наименование
36 тт Резьба метрическая
V м Подача прямолинейная продольная
Подача прямолинейная поперечная
-W Заземление
н Е Шпиндель
Таблица 10
Перечень к кинематической схеме
Сборочная единица Поз на рис. 6 Число зубьев зубчатых колес или заходов червя- ков. ходовых винтов Модуль или шаг мм
Передняя бабка 1 56 2,25
То же 2 51 2,25
» 3 50 2,25
» 4 24 2,25
5 36 2,25
» 6 38 2.25
34
Рис 6. Схема кинематическая
к ilt
chipmaker.ru
Продолжение табл. И
Сборочная единица Поз. на рис. 6 Число зубьев зубчатых колес или заходов червя- ков ходовых винтов Модуль нли шаг. мм
Передняя бабка 7 21 2,25
» 8 29 2,25
» 9 39 2,25
» 10 34 2,25
» 11 47 2,25
» 12 55 2,25
» 13 38 2,25
» 14 45 3
» 15 22* 2,5
16 65 3
» 17 30* 3,5
» 18 45 3
» 19 88* 2,5
» 20 22* 2,5
» 21 88* 2,5
» 22 30* 3.5
23 60* 3,5
» 24 43 3
» 25 60 2
» 26 60 2
» 27 45 3
» 28 35 2
» 29 28 2
» 30 42 2
» 31 28 2
» 32 35 2
» 33 56 2
» 34 42 2
Сменные шестерни То же 35 36 42 64 1,75 1,75
» 37 95 1,75
» 38 50 1,75
» 39 97 1,75
Коробка подач 40 35 1,75
То же 41 37 1,75
ъ 42 35 1.75
» 43 28 2,5
» 44 25 2,5
» 45 36 2
» 46 35 1,75
» 47 26 2
» 48 28* 2
» 49 32* 2
» 50 36 2
» 51 40 2
» 52 44 2
53 48 2
» 54 35 2
» 55 25 2
» 56 25 2
57 28 2
36
chipmaker.ru
Продолжение табл. 10
Сборочная единица Поз. на рис. 6 Число зубьев зубчатых колес или заходов червя- ков ходовых винтов Модуль или шаг, мм
Коробка подач 58 48* 2
59 28 1,5
60 28 1,5
61 28 1,5
62 56 1,5
» 63 56 1,5
» 64 56 1,5
65 15* 2
66 35 2
67 45* 2
68 28 2
69 28 2
70 25 2
То же 71 25 2
» 72 35 2
» 73 18* 2
» 74 28 2
Фартук 75 27 2
То же 76 20 2
» 77 28 2
» 78 4 левых 4
» 79 20 4
» 80 40 2
» 81 45 2
» 82 37 2
» 83 40 2
» 84 37 2
» 85 40 2
» 86 37 2
» 87 14* 2,25
» 88 37 2
» 89 66* 2,25
90 10* 3
» 91 61 2
Станина 92 — 3
Каретка 93 20 2
То же 94 1 левый 5
95 1 левый 5
Станина 96 1 правый 12
То же 97 1 правый 12
Верхняя часть суп-
порта 98 1 правый 5
То же 99 1 правый 5
» 100 24 1
Задняя бабка 101 1 левый 5
То же 102 1 левый 5
* Шестерни с корригированным зубом.
37
chipmaker.ru
На правой ножке станка установлен электронасос производи-
тельностью 22 л/мин, подающий охлаждающую жидкость из резер-
вуара, размещенного в правой ножке, к месту обработки изделий.
В резервуар необходимо залить 26...28 литров охлаждающей
жидкости.
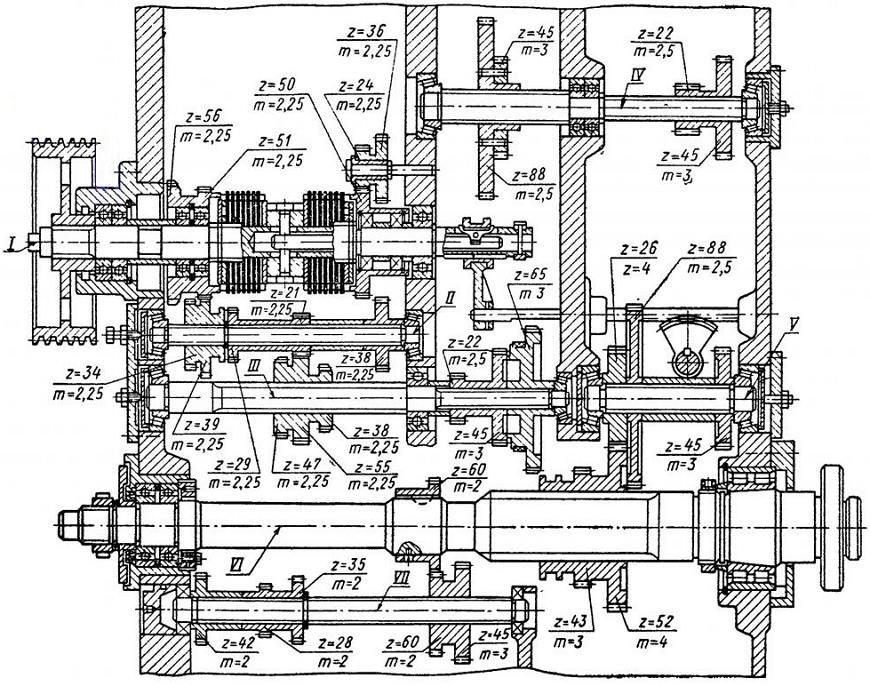
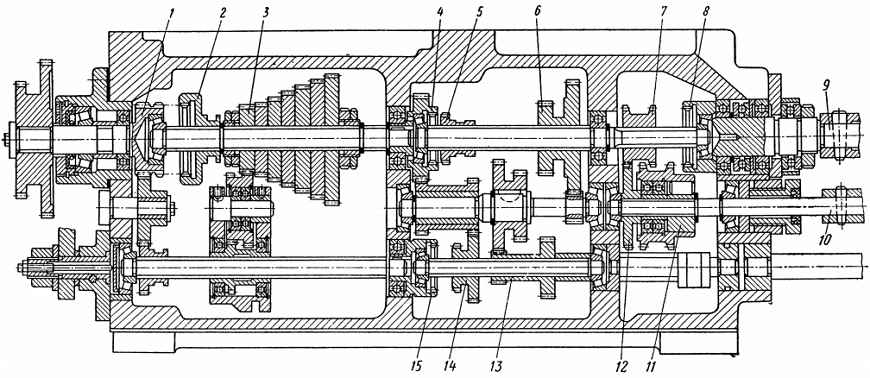
6.7. Передняя бабка
Передняя бабка служит для сообщения шпинделю различные
частот вращения при резании, сверлении, нарезании резьб и приво-
Рис. 7 Установка передней бабки
дит в движение сменные зубчатые колеса коробки передач. Меха
низм передней бабки позволяет:
а) нарезать резьбы с увеличенным шагом в 4 и 16 раз, переда
точное отношение между цепью подач и шпинделем увеличивается i
8 и 32 раза;
б) нарезать правые и левые резьбы;
в) нарезать многозаходные резьбы с делением на 2, 3, 4, 5, 6
10, 12, 15, 20, 30 и 60 заходов.
Передняя бабка устанавливается на линии центров в горизон
тальной плоскости винтами 1 (рис. 7).
Установка числа оборотов шпинделя осуществляется двумя ру
коятками 5 и 9 (рис. 5) по таблице, помещенной на передней бабке
В правой и левой части таблицы даны ряды чисел оборото!
шпинделя в минуту при прямом вращении и указаны положения ру
кояток для установки требуемого числа оборотов.
38
Рукояткой 9 устанавливается один из четырех рядов частот вра-
щения шпинделя в соответствии с обозначением положения рукоят-
ки, нанесенным на таблице.
Рукояткой 5, на ступице которой нанесены цифры от 1 до 6,
устанавливается требуемое число оборотов из выбранного ряда.
Для этого цифру, обозначающую требуемое число оборотов по
таблице, нужно совместить с вертикальной стрелкой, изображенной
над рукояткой.
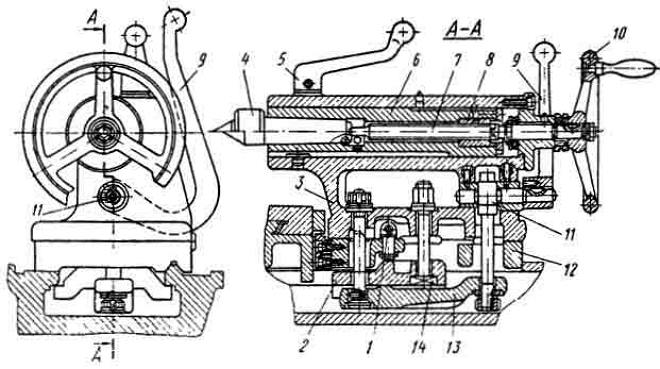
6.8. Задняя бабка
Задняя бабка перемещается по направляющим станины и кре-
пится к ней в нужном положении через систему рычагов и эксцент-
рик рукояткой 25 (см. рис. 5).
Рис. 8. Устройство поперечного перемещения задней бабки
Перемещение пиноли осуществляется вращением маховика 26,
а крепление пиноли рукояткой 24.
При помощи поперечного смещения задней бабки, осуществляе-
мого винтами 1 и 2 (рис. 8), можно обрабатывать пологие конуса.
6.9. Коробка подач
Механизм коробки подач позволяет, через ходовой винт с шагом
12 мм (без звена увеличения шага), получить следующие резьбы:
а) метрические с шагом от 0,87 до 12 мм;
б) дюймовые от 2 до 24 ниток на 1";
в) модульные от 0,5 до 3 модулей;
г) питчевые от 1 до 96 питчей.
Посредством механизма увеличения шага при числе оборотов
шпинделя от 12,5 до 40 можно получить резьбы с увеличенным ша-
гом, превышающим нормальный в 32 раза, а при числе оборотов от
39
chipmaker.ru
50 до 160 — в 8 раз в соответствии с данными таблицы на рукоятке
1 (см. рис. 5).
Через ходовой валик суппорт, при любом числе оборотов шпин-
деля, получает продольные подачи от 0,07 до 2,08 мм/об. и попе-
речные от 0,035 до 1,04 мм/об., а при числе оборотов от 50 до 630 в,
минуту — продольные подачи от 2,28 до 4,16 мм/об. и поперечные
от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке подач предусмот-
рено положение рукоятки 2 (рис. 5), при котором ходовой винт
включается напрямую, минуя механизм коробки подач. При этом
нужный шаг подбирается сменными шестернями специального
набора.
Поворотом рукоятки 1 с барабаном определяется выбор ряда
резьб или подач. Для получения требуемой величины и выбранного
ряда резьбы или подачи необходимо рукоятку из барабана выта-
щить на себя, повернуть до совпадения риски рукоятки с соответ-
ствующей графой таблицы барабана, а затем подать рукоятку впе-
ред в прежнее положение.
Для осуществления быстрых перемещений суппорта в коробке
подач на выходном валу смонтирована обгонная муфта.
6.10. Фартук
Фартук имеет четыре кулачковые муфты, позволяющие осуще-
ствить прямой и обратный ход каретки и суппорта. Управление
перемещениями каретки и нижней части суппорта осуществляется
мнемонической рукояткой 23 (см. рис. 5).
Фартук имеет блокирующее устройство, препятствующее одно-
временному включению продольной и поперечной подач суппорта,
одновременному включению ходового винта и ходового валика, а
также предохранительную кулачковую муфту, которая срабатывает
под действием усилий, возникающих при перегрузке фартука.
Зазор сцепления маточной гайки с ходовым винтом отрегулиро-
ван на заводе. При ремонте зазор устанавливается винтом, распо-
ложенным в торце корпуса маточной гайки снизу фартука.
6.11. Суппорт
Суппорт крестовой конструкции перемещается в продольном,
направлении по направляющим станины и в поперечном по направ-
ляющим каретки.
Эти перемещения могут быть осуществлены от механического
привода на рабочей подаче, быстро, а также от руки.
Кроме того, верхняя часть суппорта, несущая на себе четырех-
гранную резцовую головку, имеет независимое ручное продольное
перемещение по направляющим поворотной части суппорта и может
быть повернута на угол от ±90°.
При тяжелых торцовых работах необходимо винтом 19 (рис. 5)
затянуть прижимную планку каретки.
40
chipmaker.ru
Жесткий микрометрический упор ограничения продольных пере-
мещений крепится на передней полке станины двумя винтами.
На нижней части суппорта может быть установлен дополни-
тельно задний резцедержатель.
Для установки заднего резцедержателя на станке 1К62Д, полу-
ченного заказчиком по специальному заказу отдельно от станка,
необходимо произвести доработку нижней части суппорта (рис. 9).
Рис. 9. Дополнительная обработка нижней части суппорта для уста-
новки задней резцедержки
6.12. Механизм управления фрикционной муфтой главного при-
вода
Конструкция механизма исключает возможность включения или
выключения фрикционной муфты при случайном нажатии на ру-
коятки 27, 35 (рис. 5), которые сблокированы между собой следую-
щим образом.
При работе рукояткой 27 рукоятка 35 повторяет операции пер-
вой. Выключение возможно любой из рукояток. Если же муфта
включена рукояткой 35, то выключение можно произвести и руко-
яткой 27 только при условии предварительного поворота этой
рукоятки в соответствующее рабочее положение с последующим
возвращением в нейтральное (среднее) положение для выключения.
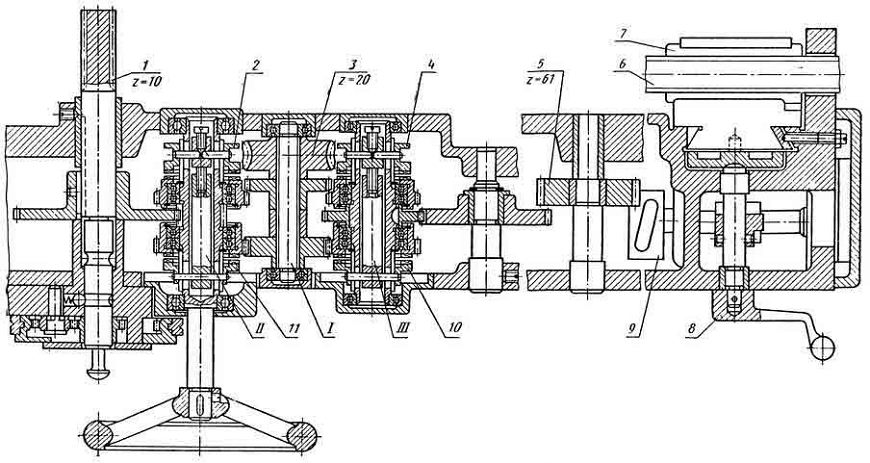
6.13. Коробка передач (сменные шестерни)
Коробка передач служит для передачи движения от выходного
вала передней бабки к приводному валу коробки подач.
41
chipmaker.ru
Для получения подачи и нарезания метрической и дюймовой
резьб устанавливаются шестерни основного набора с передаточным
42 95 „ „ -
отношением -gQ, для нарезания модульной или питчевои резьб —
64 95
тг=-и для нарезания дюймовой резьбы с шагом 19 ниток на 1" —
У О У/ " к
64 95
95 ‘ 50 ’
6.14. Патроны
Трехкулачковый самоцентрирующийся патрон соединяется со
шпинделем при помощи переходного фланца 5 (рис. 25).
При установке фланец 5 патрона центрируется на наружном
конусе шпинделя 2, четыре шпильки 6 свободно проходят через
отверстия фланца шпинделя и замкового кольца 7, затем замковое
кольцо поворачивают и посредством равномерного перекрестного
затягивания гаек 8 достигается беззазорное прилегание торца
фланца 5 к фланцу шпинделя 2.
Корпус патрона центрируется по цилиндрическому пояску
фланца 5 и притягивается к нему винтами.
Точность посадки патрона на шпиндель проверяется индикато-
ром по контрольному пояску, расположенному на наружной цилинд-
рической поверхности корпуса патрона.
Радиальное биение не должно превышать 0,02 мм.
Для обеспечения надежности зажима и безопасности работы
следует строго придерживаться требований, изложенных в паспорте
патрона. Паспорт находится в ящике, в котором упакован патрон.
Установка патрона СТ-250П-Ф6 без переходного фланца осу-
ществляется вышеуказанным способом.
Поводковый и четырехкулачковый патроны крепятся непосред-
ственно на шпинделе без переходного фланца.
6.15. Люнеты
За отдельную плату со станком могут быть поставлены люнеты:
подвижный с диаметрами установки 20... ПО мм и неподвижный с
диаметрами установки 30... 160 мм.
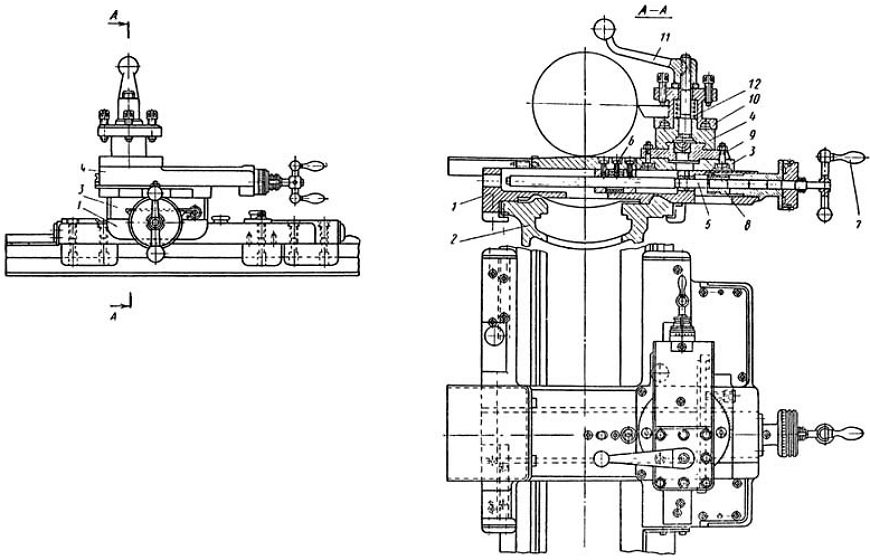
6.16. Держатель центрового инструмента (рис. 10)
В руководстве под определением «Центровой инструмент» пони-
мается режущий инструмент для обработки отверстий, ось которых
совпадает с осью шпинделя (например, сверла, зенкеры, развертки
и т. п.).
Держатель центрового инструмента применяется при обработке
отверстий с ручной и механической подачей каретки.
Держатель 1 устанавливают в позицию резцедержателя, марки-
рованную символом, обозначающим сверло, до упора в его боковую
грань и зажимают винтами.
В цилиндрическое отверстие держателя вставляется втулка 2
с коническим отверстием для инструмента и стопорится винтом 3.
42
chipmaker.ru
Рис. 10. Держатель центрового инструмента
Совмещение оси режущего инструмента с осью шпинделя
осуществляется перемещением поперечных салазок суппорта до
совпадения с риской на каретке.
Коррекция положения оси режущего инструмента производится
рукояткой перемещения поперечных салазок.
7. ЭЛЕКТРООБОРУДОВАНИЕ
7.1. Общие сведения
Электрооборудование станка предназначено для подключения
к трехфазной сети переменного тока с глухозаземленной или изо-
лированной нейтралью.
Основные параметры электрооборудования станка указаны в
табл. 11.
Таблица 11
Напряжение, В Частота, Гц Потребляемая мощность, кВт
сети цепи управления цепи местного освещения цепи сиг- нализации
220 380 400 415 440 500 но 220 24 22 50. 60 8,5 12
Примечание. Подчеркнуты параметры основного исполнения.
43
Рис. 11. Схема расположения электрооборудования
chipmaker, ru
chipmaker.ru
На станке установлены три трехфазных асинхронных электро-
двигателя (см. рис. 11, 12, 13).
В левой нише задней стороны станины установлен конечный
выключатель S6 для ограничения холостого хода главного привода.
Освещение рабочего места производится светильником НКС 01
смонтированным на каретке.
На каретке установлена кнопочная станция «S3, S4» для пуска
и остановки электродвигателя главного привода.
В рукоятке фартука встроен конечный выключатель S8 для
управления двигателем, перемещения каретки и суппорта.
Шкаф управления установлен на задней стенке передней бабки.
На лицевой стороне шкафа управления имеются следующие органы
управления:
— рукоятка включения и отключения вводного автоматиче-
ского выключателя F1 с максимальным и независимым расцепи-
телями для подключения и отключения станка от питающей сети;
— сигнальная лампа НЗ с линзой белого цвета, показывающая
включенное состояние вводного выключателя F1;
— переключатель S7 для включения и отключения электрона-
соса охлаждения;
— указатель нагрузки РА, показывающий нагрузку электродви-
гателя главного привода.
7.2. Подключение станка
При подключении станка необходимо убедиться в соответствии
напряжения и частоты питающей сети электрическим параметрам
станка, указанным в таблице, находящейся на внутренней поверх-
ности дверцы шкафа управления.
Ввод проводов заземления и электропитания может быть вы-
полнен как через верхнюю плоскость шкафа управления, так и че-
рез нижнюю. Для этого фланец с резьбовым отверстием 3/t" служа-
щий для присоединения защитной оболочки сетевых проводов,
взаимозаменяем с крышкой нижней плоскости шкафа. Подключе-
ние станка к питающей сети и системе заземления должно произ-
водиться изолированными медными проводами согласно табл. 12.
Таблица 12
Система энергопитания Напряжение сети,В Изолированный медный провод
сечение, мм2 количество, шт.
С глухозаземленной 220 6 4
нейтралью 380—500 4
С изолированной 220 6 5
нейтралью 380—500 4
45
Рис. 12. Схема электрическая принципиальная
Рис. 13. Схема электрическая соединений
ipmaker.ru
chipmaker.ru
Внимание! При системе энергопитания с изолированной нейт-
ралью снять перемычку между клеммами N и «заземление» на ввод-
ном клеммном наборе XI (рис. 13), установленном на панели управ-
ления.
В случае необходимости выполнения заземления станка сталь-
ной шиной используется специальный болт, расположенный на зад-
ней стороне станины под шкафом управления, при этом количество
вводимых проводов сокращается на один.
7.3. Указания по мерам безопасности
Станок должен быть надежно подключен к цеховому заземляю-
щему устройству.
Электрическое сопротивление, измеренное между винтом зазем-
ления и любой металлической частью станка, которая может ока-
заться под напряжением в результате пробоя изоляции, не должно
превышать 0,1 Ом.
Категорически запрещается работать с открытой клеммной ко-
робкой и шкафом управления.
В шкафу управления установлено устройство предохранитель-
ное светосигнальное, показывающее наличие напряжения между
выходными клеммами вводного автоматического выключателя и
нейтральным проводом.
Необходимо помнить, что при отключенном вводном автомати-
ческом выключателе его зажимы и вводной клеммный набор XI
находятся под напряжением питающей сети, поэтому следует из-
бегать прикосновения к ним.
7.4. Блокировочные устройства
В электросхеме станка предусмотрены следующие блокировки:
1. Пуск электродвигателя главного привода возможен только
в нейтральном положении рукоятки управления фрикционными
муфтами вращения шпинделя.
2. Отключение вводного выключателя при открывании двери
шкафа управления. Для осмотра и наладки электроаппаратуры под
напряжением (при открытой двери шкафа) специалистами-электри-
ками в электрошкафу установлено деблокирующее устройство.
Деблокирование отключения вводного выключателя осуществляется
одновременным воздействием (см. рис. 14) на подпружиненную
скобу I и шток путевого переключателя 2.
Благодаря этому действию, путевой переключатель изменяет
состояние контактов, скоба запирает его шток, а вводной выключа-
тель получает возможность подключения станка к питающей сети
при открытой двери шкафа.
При запирании двери шкафа или ручном воздействии на шток
путевого переключателя блокировка автоматически восстанавлива-
ется вследствие выталкивания сжатой пружиной 3 скобы 1.
48
chipmaker.ru
3. Останов электродвигателя главного привода при открывании
защитного кожуха, прикрывающего сменные шестерни.
4. Запрещается пуск главного привода при разъединенном
штепсельном разъеме гидростанции (только для станков, оснащен-
ных гидросуппортом).
7.5. Первоначальный пуск
При первоначальном пуске станка необходимо путем внешнего
осмотра проверить надежность заземления и качество монтажа
' электрооборудования.
После осмотра отключить на клеммном наборе Х2 и пускателе
К1 провода питания электродвигателей Ml, М2, М3. При помощи
вводного автоматического выключателя F1 станок подключить к
цеховой сети.
Проверить действие всех блокировочных устройств по п. 7.4.
Проверить при помощи органов ручного управления четкость
срабатывания магнитных пускателей и реле.
При достижении четкой работы всех электроаппаратов под-
соединить ранее отключенные провода.
Поочередным включением электродвигателей главного привода;
быстрым перемещением каретки и гидростанции проверить правиль-
ность направления их вращения.
При правильном подключении электронасоса охлаждения
охлаждающая жидкость вытекает из сопла системы охлаждения.
Убедившись в правильности вращения электродвигателей, можно
приступить к опробованию станка в работе.
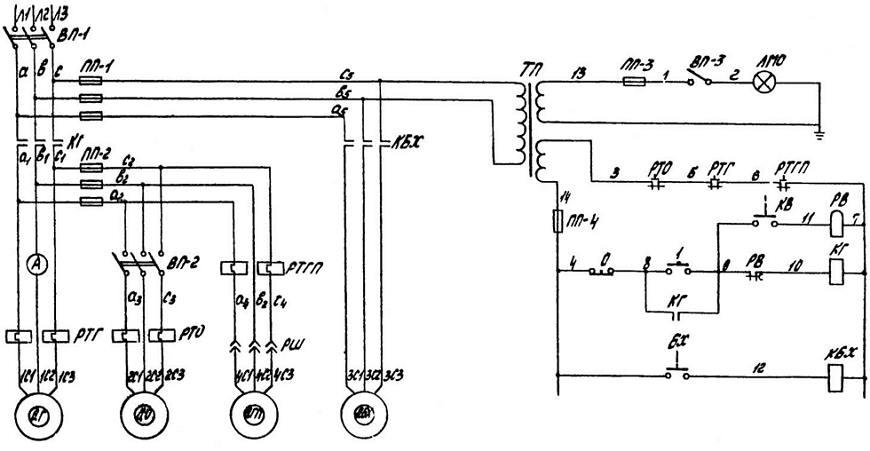
7.6. Описание работы электросхемы
Схема электрическая принципиальная станка приведена на
рис. 12. В табл. 13 указан перечень элементов к схеме. В табл. 14 —
данные элементов в зависимости от напряжения питающей сети.
Схема электрических соединений станка приведена на рис. 13.
В табл. 15 указан перечень к схеме.
Схема соединений панели управления показана на рис. 14. В
табл. 16 указан перечень к электросхеме.
Таблица 13
Перечень к схеме принципиальной
Обозначение (рис. (2, 13, 14) Наименование Кол-во Примечание
F, Выключатель автоматический типа АЕ-2043-12, 1РОО с катушкой НОВ, 50 Гц отсечка 12 iH 1
f2 Выключатель автоматический типа АЕ—2013-10, JP01, отсечка 12 iH 1
F3, F_> Предохранитель типа ПРС-бУЗ-П с плавкой вставкой ПВД1-6УЗ 2
49
chipmaker.ru
Обозначение | ПпЫ МО» Я и ч А
Обозначение (рис. 12. 13. 141 Наименование Кол-ао Примечание
F5 Реле тепловое типа РТТ -£<4.УЖЛ4 1 Встроено в ПМА- 3202
F6 Реле тепловое типа РТЛ-1Э03 04 i -
Н1 Устройство УПС-2УЗ I
Н2 Лампа накаливания МО 24—60 Светильник НКП05 ’60~00ф Уф 1 1
НЗ Ю Лампа КМ24-90 Пускатель магнитный типа ПМА 3202ПУХЛ4 Л, 1/ОВ, 25* 1 1 См. FS в табл. 8
К2 Пускатель магнитный типа ПМЛ-ИОО 1 См. F6 в табл. 8
КЗ Реле времени РВП72-3121У4 ИОВ 1 Уставйа Э0...50 с
К4 Пускатель магнитный типа ПМЛ 1100 Д,110 В 1
Ml Двигатель асинхронный типа 4А132М4У3.1М3081, Р-П кВт п = = 1450 об/мин 1
Двигатель асинхронный типа 4A132S 4, исп. IM3081, 7,5 кВт, 1450 об/мнн 1 Л о
М2 Двигатель асинхронный типа 4АА2М80В4, Р = 0.75 кВт, п = = 1425об/мнн 1
М3 РА Электронасос типа JH4-22M Р= = 0.12 кВт п = 2800 об/мин 1
Амперметр перегрузочный типа Э8034 или 38022 1
SI, S2 Выключатель путеаой типа ВПК-2010 1
S3, S4 Пост управления кнопочный типа ПКЕ 622-2У2
S5 Микропереключатель -типа МП-1203 исполнение 5 1
S6 Выключатель путевой типа ВПК Sill 1
S7 Переключатель типа . ПЕ 011УЗ исполнение 2 1
S8 Выключатель путевой типа ВПК-20 ЮУ4 . ' 7
Т Трансформатор оди-фазный типа ОСМО, 16
50
Таблица 14
ipmaker.ru
Основные характеристики электрооборудования
Обо»пл- яши (»«. W. 13,14) Параметр Напряжение питик^шей сети. В Примечание е
220 МО 400 415 440 500
F1 Расцепитель, А 50 (40)' 32 (25) —
F2 Расцепитель, А' е
F5 Нагревательный элемент, А 50-W (17-291 17-23 (Щб -14,3)
Уставка 21 (14) 20 614/ 19 (13) 1? 0*)
F6 'Нагревательный элемент, А . 0.51-1,0 Ц38- -0,55 224 -0,40 В скобках ах
Уставка 0,7 0.36 А 36 0,34 А 32 приведены данные при I
Ml I». А, 37,9 (26,2) 21,9 (15,1) 20,8 (14) 20,1 (13 8) 18,9 (13,1) 16,7 (11,5) мощности главного привода Ри
• n/i н 7,0 Р = 7,5 кВг Зт
Частота вращения При 50 Гц — 1450 об/мин, при 60 Гц - 1750 об/мин
М2 1и. А 3,7 2,2 2,0 1,9 1,8 1.6
I n/i н 4.5
Частота вращения При 50 Гц — 14 25 об/мии, при 60 Гц 17}0об/ мин
М3 1и, А 0,59 0,* А 37 о. 36 0,34 о,32
1л/1и 4.0
Частота вращения При 50 Гц — 2800 об/мии, при 00 1 и - 3360 об/мин
РА Ь, А 30 (20) 20 (15) 15 15 (10)
Т Напряжение обмо- 220/5-22—• 380/5-22- 400/5-22- 415/5-22 - 440/5-22 - 500/5-22. -
ТОК 110/24 110/24 110/24 110/24 110/24 110/24
chipmaker.ru
Таблица 1.5
Перечень к схеме электрических соединений станка
Обозначение провода (рис. 13) Расцветка Соединение Данные провода Приме- чайке
марка | сечение, мм2
Жгут 1
5 ;18 I Черный S8, Х5 | кг 1 '•° I
Жгут 2
5; 18 9; 17 | Красный Х4;Х5 [ S3; S4 | пвз 1.0 I
Жгут 3
3; 5; 9 17; 18 Красный Х4; Х2 пвз 1,0
мм Зелено-желтый Жгут 4 пвз 1.5
2С1;2С2;2СЗ Черный М2; Х2 пвз 1.0
Зелено-желтый пвз 1.5
Жгут 5
ЗС1;ЗС2;ЗСЗ Черный М3; Х2 пвз 1.3
*• Зелено-желтый Жгут 6 пвз 1,5
3 Красный ХЗ; Х4 пвз 1.0
Зелено-желтый 1,5
Жгут 7
10; 20 Красный 1 Х2; S5 ПВЗ | 1.0 |
Жгут 8
10; 17 | Красный | Х2 ;S6 | ПВЗ | ’•° I
Жгут 9
1С1; 1С2; 1СЗ Черный Ml; F5 пвз 4.0 Для 220 В
Jr ж Зелено-желтый пвз 4.0 6,0 мм2; для 4004- 4-500 В — 2,5 мм2
52
chipmaker.ru
Рис.. 14. Схема электрическая соединений шкафа управления
chipmaker.ru
Таблица 16
Перечень к схеме электрических соединений шкафа управления
Обозначение провода на рис. 14 Расцветка Соединение Данные провода Примечание
марка сечение мм2
А, В, С Fl; XI 4 Для
220 В —
6 мм2
Al, BI, С1 Fl; К1
А2 Черные К1; РА пвз 2,5 Для
220 В —
4 мм’
А4 РА; F5
Al, Bl, С1 Fl; F2 1,5
Al, Bl, С1 Fl; Н1 1
Al, С1 KI; Т 1,5
АЗ, ВЗ, СЗ F2; К4
АЗ, ВЗ, СЗ F2; К2
А5, С5 Черные К2; Гб
2CI, 2С2, 2СЗ К4; Х2
ЗС1, ЗСЗ F6; Х2
ЗС2 К2; Х2 1
N Серые Hl; SI; XI
Зелено-
желтые Т; НЗ
1 Синие Hl; 1
3 Красные F3; Х2
4 Т; НЗ
4 НЗ; S1
4 SI; F4
5 F4; Х2
6 SI; S2
7 Fl; S2
8 SI; S2
9 KI; Х2
10 KI; Х2
11 КЗ; Х2 пвз 1
54
chipmaker.ru
Продолжение табл. 16
Обоз на чение провода на рис. 4 Расцветка Соединение Данные провода Примечание
марка сечение мм2
12 КЗ; F5
13 F5; К1
14 Красный S7; F6
15 F6; К2
17 КЗ; Х2
18 К4; Х2
22 НЗ; Т
24 Т ; F3
110 Fl; К1
110 К1; КЗ
110 КЗ; Т
110 К1; К2
110 К2; К4
по К4; Х2
Пуск электродвигателя главного привода Ml осуществляется
нажатием кнопки S4, которая замыкает цепь катушки пускателя
К1, переводя его на самопитание.
Останов электродвигателя Ml осуществляется кнопкой S3.
Управление электродвигателем быстрых перемещений каретки и
суппорта М2 осуществляется нажатием толчковой кнопки, встроен-
ной в рукоятку фартука, воздействующей на конечный выключа-
тель S8.
Пуск и останов электронасоса охлаждения М3 осуществляется
переключателем S7. Работа электронасоса сблокирована с электро-
двигателем главного привода Ml и включение его возможно только
после замыкания контакта пускателя К1.
Для ограничения холостого хода электродвигателя главного
привода в схеме имеется реле времени КЗ. В средних (нейтраль-
ных) положениях рукоятки включения фрикционной муфты главно-
го привода замыкается нормально закрытый контакт конечного
55
chipmaker.ru
выключателя S6 и включается реле времени КЗ, которое через уста-
новленную выдержку времени отключит своими контактами пуска-
тель К1, а следовательно, и электродвигатель главного привода.
Производить перестройку выдержки времени в рабочем состоянии
реле категорически запрещается.
Защита электродвигателей главного привода, привода быстрых
перемещений каретки и суппорта, электронасоса охлаждения, цепи
управления и освещения производится автоматическими выключа-
телями Fl, F2 и предохранителями F3, F4.
Защита электродвигателей (кроме электродвигателя М2) от
длительных перегрузок осуществляется тепловыми реле F5, F6. Но-
минальные данные аппаратов, изменяющиеся в зависимости от на-
пряжения питающей сети, приведены в таблице 14.
Нулевая защита электросхемы станка, предохраняющая от са-
мопроизвольного включения электропривода при восстановлении
подачи электроэнергии после внезапного ее отключения, осуществ-
ляется катушками магнитных пускателей.
7.7. Указания по эксплуатации
Необходимо периодически проверять состояние пусковой и ре-
лейной аппаратуры. Все детали электроаппаратов должны быть
очищены от пыли и грязи. При образовании на контактах нагара,
последний должен быть удален при помощи бархатного напильника
или стеклянной бумаги Во избежание появления ржавчины по-
верхность стыка сердечника с якорем пускателя нужно периодиче-
ски смазывать машинным маслом с последующим обязательным
протиранием сухой тряпкой (для предохранения от прилипания
якоря к сердечнику).
При осмотрах релейной аппаратуры особое внимание следует
обращать на надежность замыкания и размыкания контактных мо-
стиков.
Периодичность технических осмотров электродвигателей уста-
навливается в зависимости от производственных условий, но не
реже одного раза в два месяца.
При технических осмотрах проверяется состояние вводных про-
водов обмотки статора, производится очистка двигателей от загряз-
нения, контролируется надежность заземления.
Периодичность профилактических ремонтов устанавливается в
зависимости от производственных условий, но не реже одного раза
в год. При профилактических ремонтах должна производиться раз-
борка электродвигателей, очистка внутренних и наружных поверх-
ностей и замена смазки подшипников.
Замену смазки подшипников при нормальных условиях эксплуа-
тации следует производить через 4000 часов работы, а при работе
электродвигателя в пыльной и влажной среде — чаще (по мере
необходимости).
56
chipmaker.ru
Перед набивкой свежей смазки подшипники должны быть тща-
тельно промыты бензином. Камеры заполнить смазкой на 2/3 ее
объема. Рекомендуемые смазочные материалы приведены в таб-
лице 17.
Профилактический осмотр автоматических выключателей необ-
ходимо производить не реже одного раза в шесть месяцев, а также
после каждого отключения при коротком замыкании, в том числе и
повторном.
При осмотре нужно очистить выключатель от копоти и нагара
металла, проверить затяжку винтов, целостность пружины и состоя-
ние контактов.
Шарниры механизма выключателя следует периодически (при-
мерно через 2...3 тысячи включений) смазывать вазелиновым при-
борным маслом.
Не следует проводить какую-либо регулировку выключателей в
условиях эксплуатации, так как она выполнена заводом-изгото-
вителем.
Допускается установка аппаратов других типов с сохранением
технических характеристик.
Станки, предназначенные для работы в условиях тропического
климата, оснащаются специальной электроаппаратурой в соответст-
вии с требуемой климатической категорией.
Та^Гца 17
Рекомендуемые смазки для подшипников
качения электродвигателей
Страна, фирма Марка смазочного материала Примечание
СССР Смазка 1-3 жировая, ОСТ 38.01145—80 Для электродвигате- лей с температурой под- шипников от 0 до +80 °C
Shell Англия Shell Retinax RB, -А, -С, -Н
Toho Shokai Ltd Япония Swallow Grease МХ-30, -ML-36, -МС-1325, -МС-1330, -МВ-2027, -М (М-20, М-25, М-30), -F-15, -F-19, -F-29, -В-100, -В-2019, -В-2025, -В-1031
Socony Vacuum Co США Gargoyle Grease АА, -В, SKF-1; SKF-28
СССР Смазка ЦИАТИМ-203 ГОСТ 8773—73 Для электродвигате- лей морозостойких и ра- ботающих в условиях тропического климата с
57
chipmaker.ru
Страна, фирма Марка смазочного материала Примечание
температурой подшипни- ков от —50 °C до + 120°С
Shell Англия Aeroshell Grease 6В-7, -8, DTD-783, 844, -606 Aeroshell Grease -5A, -14 Shell Retinax A, -C, -H-RB Alvania EP J-2
Socony Vacuum Со США Rhodina 4303; SKF-65; -OG-H; -OG-M
Texas Oil Со США Texaco RCX-169
Toho Shokai Ltd Япония Limax 1, -2, -3
8. ПНЕВМООБОРУДОВАНИЕ
8.1. Схема пневматическая принципиальная показана на рис. 15.
Перечень аппаратуры приведен в табл. 18.
8.2. Пневмооборудование служит для создания воздушной по-
душки, облегчающей перемещение задней бабки по станине и пре-
Рис. 15. Схема пневмооборудования
58
chipmaker.ru
дотвращающей износ направляющих. Пневмоаппараты смонтирова-
ны с задней стороны станка.
8.3. Пневмооборудование нужно подключить к цеховой сети
сжатого воздуха. Для этого на правой стойке имеется труба с на-
ружной резьбой 3/8" труб.
8.4. Подача воздуха на направляющие производится при нажа-
тии кулачка, укрепленного на рукоятке 25 (рис. 5), на толкатель
клапана 1 (рис. 15) при перемещении рукоятки на рабочего. Усилие
перемещения задней бабки не должно превышать 5 кге. По оконча-
нии работы салфеткой удалить влагу с направляющих и покрыть их
тонким слоем масла.
8.5. Ежедневно перед началом работы необходимо спустить вла-
гу из фильтра 3 посредством поворота воротка, установленного в
его нижней части.
Регулярно один раз в 2—3 месяца, по мере поднятия конденсата
до уровня заслонки, фильтр 3 снимать для очистки и промывки.
В маслораспылитель 2 по мере опорожнения корпуса заливать
масло индустриальное И20А ГОСТ 20799—75.
Таблица 18
Перечень пневмоаппаратов
Позиция на.рис. 15 Наименование Тип
1 Пнев мовоздухораспределите.пь П-РК 3.4
2 Маслораспылитель 2-10 ГОСТ 25521-82
3 Фильтр (влагоотделитель) 22-1040 ГОСТ 17437—81
9. СИСТЕМА СМАЗКИ
9.1. Схема смазки принципиальная приведена на рис. 16.
В таблицах 19 и 20 указан перечень элементов системы и точек
смазки.
Карта смазки с указанием мест расположения масленок показа-
на на рис. 17.
9.2. Описание работы.
В станке применена автоматическая циркуляционная система
смазки шпиндельной бабки и коробки подач.
Эта система включает в себя резервуар 1, насос шестеренчатый
2, фильтр на напорной магистрали 3, сливной фильтр 4 с заливной
горловиной и магнитным патроном.
Шестеренчатый насос 2, приводимый от электродвигателя глав-
ного привода через ременную передачу, засасывает масло из резер-
вуара 1 и подает его через сетчатый фильтр 3 к подшипникам шпин-
деля и на маслораспределительные коллекторы.
59
chipmaker.ru
Рис. 16. Схема смазки принципиальная
Контроль за работой системы осуществляется визуально при по-
мощи маслоуказателя 7 (2). Масло сливается из передней бабки и
коробки подач через заливной сетчатый фильтр 4 в резервуар.
Таблица 19
Перечень элементов системы смазки
Позиция на рис. 16, 17 Наименование Кол-во Примечание
1 Резервуар 1 17 л
2 Насос шестеренчатый ГН-11 А 1 Q = 5 л/мин Р = 5 кГс/см3
3 Фильтр сетчатый 0.04С42-52 1 Q = 5 л/мин д = 40 мкм
4 Фильтр сливной Г 42-12Ф 1 Q = 5 л/мин д = 80 мкм
5 Ванна распределительная 1
6 Коллектор 1
7(1)—7(4) Маслоуказатель 4
8 Резервуар 1 1,5 л
9 Насос плунжерный 1 1,3 см3/ход
10 Коллектор 1
60
chipmaker.ru
Рис. 17. Карта смазки
61!
chipmaker.ru
Позиция на рис 16, 17 Наименование Кол-во Примечание
11 Кран 1
12 Резервуар для фителей 1
13 Резервуар для фителей 1
14 Заливное отверстие 1
15...19 Масленка 3.2.2 ГОСТ 19853—74 5
20 Масленка 12, 5 ГОСТ 20905— 75 1 0,1 кг
21...34 Точки смазки 14 См. табл. 14
Позиция на рис. (16, 17) Расход смазочного материала Периодичность смазки или замена смазки
21,22 5 л/мин Непрерывная. Замена масла 1 раз в месяц
23 1,3 см3/ход Непрерывная. Замена масла при плановых ос- мотрах и ремонтах
24 Из резерву- ара фартука Периодическая 2 раза в смену
25 0,2 л Периодическая один раз в смену
26(1)... 26(2) Из резерву- ара задней бабки Непрерывная
27(1)... 27(3) 0,3 л Непрерывная. Зали- вать масло еженедельно
28...31 0,02 л Периодическая один раз в смену
32 0,01 л Периодическая 1 раз в смену
33 — То же
chipmaker.ru
Таблица 20
Карта смазки
Смазываемая точка Сборочная единица Смазочный материал
Механизм передней бабки и коробки подач Передняя бабка и коробка по- дач Масло индустри- альное И-20 ГОСТ 20799—75
Механизм фартука Фартук Масло индустри- альное И-30 ГОСТ 20799—75
Направляющие станины, ка- ретки Каретка То же
Пиноль, винтовая опора, опоры экцентрикового вала, винта Задняя бабка »
Направляющие под заднюю бабку То же »
Задние опоры ходового вин- та, ходового вала и вала пере- ключения Станина »
Механизм включения фрик- циона, винтовая пара и опоры винтов поперечного и верхне- го суппорта, направляющие поперечного суппорта Суппорт и каретка-фар- тук »
Ось резцедержателя Резцедер- жатель Масло индустри- альное И-30 ГОСТ 20799—75
Зубчатые колеса, опоры ме- ханизма нониуса Фартук То же
2 Продолжение табл. 20
Позиция на рис. (16. 17) Расход смазочного материала Периодичность смазки или замена смазки Смазываемая точка Сборочная единица Смазочный материал
34 — Периодическая при ремонте Подшипники поз. 53, 71, 59, 64, 65 (см. рис. 21) Фартук Солидол С ГОСТ 4366—76
Периодическая один раз в смену Сменные зубчатые колеса Коробка передач То же
35 — То же Опоры сменных зубчатых колес То же То же
chipmaker.ru
В циркуляционную проточную систему смазки ф'Дртукд, направ-
ляющих станины, каретки и суппорта входят: резервуар-8, плун-
жерный насос 9, распределительный коллектор 10, кран 11.
Плунжерный насос приводится в действие от эксцентрика, свя-
занного с червяком.
Включение подачи масла на направляющие станины и суппорта
производится краном 11.
Рекомендуется в начале смены поставить кран в положение «I»
(открыто) и два-три раза прогнать каретку по станине и нижнюю
часть суппорта по каретке на быстром ходу. После этого кран сле-
дует вернуть в положение «0» (закрыто).
ВНИМАНИЕ! Если во время работы станка кран будет оставлен
в положении «I», то все масло из резервуара фартука в течение
смены будет выкачано.
Масло заливается через отверстие, находящееся в левой стенке
фартука и закрываемое пробкой. В левой части нижней крышки
фартука расположена пробка для слива масла.
Кроме того, смазка деталей производится разбрызгиванием, что
обеспечивается наличием смазки в картере фартука, а уровень
смазки контролируется маслоуказателем 7 (3).
Смазка опор ходового винта, ходового вала, вала переключения
задней бабки осуществляется фитилями из резервуаров 12, 13, мас-
ло в которые заливается через отверстие, закрываемое колпачками.
Причем резервуар задней бабки заполняется до вытекания масла
через отверстие на лицевой стороне корпуса.
Смазка винтовой пары верхнего суппорта и опоры винта попе-
речного суппорта, механизма нониуса фартука осуществляется че-
рез масленки 28...33, при помощи шприца, периодически.
Смазка оси промежуточной сменной шестерни осуществляется
периодически с помощью колпачковой масленки 20, сменные шес-
терни смазываются вручную консистентной смазкой. Смазка ходо-
вого винта осуществляется периодически при помощи ручной мас-
ленки при включенной гайке ходового винта.
9.3. Указания по монтажу и эксплуатации системы смазки
Перед пуском станка необходимо:
— заполнить резервуар 1 через фильтр 4 маслом в количестве
16 л. Контролировать уровень по маслоуказателю 7(1);
— заполнить резервуар фартука маслом в количестве 1,5 л.
Контролировать уровень по маслоуказателю 7(3);
— заполнить резервуары 12, 13 маслом в количестве 0,03 л;
— смазать маслом в точках смазки 25...33;
— набить консистентную смазку в колпачковую масленку 20, и
колпачковую масленку после заполнения повернуть на 1,5...2 обо-
рота.
Примерно через минуту после включения электродвигателя дол-
65
chipmaker.ru
жно показаться масло в маслоуказателе 7(2) на передней бабке.
При его отсутствии необходимо тут же выключить станок и очи-
стить сетчатый фильтр 3. Для этого его надо вынуть из корпуса
резервуара, предварительно отсоединив трубы, отвернуть гайку,
расположенную в нижней части, и снять фильтрующие сетчатые
элементы в пластмассовой оправке. Каждый элемент промыть в
керосине до полного очищения. Нельзя продувать фильтрующие
элементы сжатым воздухом, т. к. это может привести к поврежде-
нию мелкой сетки. После очистки фильтр собрать, установить в
резервуар и подсоединить трубы.
В новом станке целесообразно в течение первых двух недель
чистить сетчатый фильтр 3 не реже двух раз в неделю, а затем —
раз в месяц.
Для очистки заливного фильтра 4 с магнитным вкладышем его
нужно удалить из резервуара, снять крышку, вывернуть из стакана
магнитный вкладыш и промыть в керосине все поверхности. Залив-
ной фильтр 4 чистить один раз в месяц.
Проверку работы смазочного насоса фартука осуществляют по
вытеканию масла из вертикального отверстия на направляющих
каретки, которое открывается при установке поперечных салазок
суппорта на расстоянии 180...190 мм от переднего торца каретки.
Включение насоса производится кнопкой 22 (рис. 3) при открытом
кране смазки 16.
При работе станка необходимо ежедневно контролировать уро-
вень масла в резервуарах по маслоуказателям 7(1), 7(3) и при
необходимости доливать его.
Первую замену масла производить через месяц после пуска
станка в эксплуатацию, вторую — через 3 месяца, а далее — строго
руководствуясь указаниями карты смазки.
При замене масла слив из резервуара осуществляется через
пробку в дне. Перед тем как заполнить резервуар маслом, его надо
очистить и промыть керосином.
Рекомендуется заменять масло непосредственно после выключе-
ния станка, когда все частицы износа и пыль находятся во взве-
шенном состоянии н удаляются вместе с отработанным маслом.
ВНИМАНИЕ! Фильтры 3 и 4 необходимо обязательно чистить
перед и после каждой смены масла.
9.4. Возможные нарушения в работе системы смазки, указаны
в табл. 21.
9.5. Перечень применяемых смазочных материалов и их анало-
гов указан в табл. 22.
chipmaker.ru
“ра (улица 21
Возможные нарушения в работе системы смазки,
причины и способы их устранения
Возможное нарушение Вероятная причина Способ устранения
Отсутствие вращения дис- ка маслоуказателя 7(2) Отсутствие подачи смаз- ки на направляющие стани- ны Засорение фильтра 3 Засорение всасывающего или нагнетающего клапана плунжерного насоса Промыть фильтр Промыть клапан
Таблица 22
Перечень применяемых смазочных материалов
и их аналогов
Страны и ос- новная фирма поставщик смазочных материалов Марка смазочного материала и его характеристика
И-20А, ГОСТ 20799—75, вязкость при 50 °C 17-23 сСт И-30 А, ГОСТ 20799—75, вяз- кость при 50 °C 27—33 :Ст Солидол С, ГОСТ 4366—76
Температура вспыш- ки (в открытом тиг- ле) — не ниже 165 °C Температура засты- вания 30 °C Температура вспыш- ки (в открытом тиг- ле) — не ниже 180 °C Температура застыва- ния 15 °C Эффективная вязкость при 0°С — не более 2000 П3 Испытание кор- розионного дейст- вия выдерживает
СССР Кислотное число — не более 0,14 мг КОН/1 г масла Зональность — не бо- гее 0,007% Кислотное число — не более 0,2 мг КОН/1 г масла Зональность — не бо- лее 0,007% Содержание свободных щело- чей в перерасчете на NaOH — не бо- лее 0,2%
Содержание механи- ческих примесей — от- сутствуют Содержание механи- ческих примесей — от- сутствуют Содержание свободных органи- ческих кислот — отсутствуют
Содержание водора- створимых кислот и ще- лочей — отсутствуют Содержа ние во дор а - створимых кислот и ще- лочей — отсутствуют Содержание во- ды не более 2,5%
Содержание воды — отсутствует Содержание воды — отсутствует Содержание ме- ханических приме- сей не более 0,25%
67
chipmaker.ru
Страны и ос- новная фирма поставщик смазочных материалов Марка смазочного материала и его характеристика
Допускается замена на ИГП-18, ТУ 38-1-01-413—78 Допускается замена на ИГП-30, ТУ 38-1-01-413—78
ГДР R-20 TGL11871 R 32 TGL11871
ЧССР OL-Й CSN656610 OL-J4 CSN656610
ПНР Olei maszynowy 3Z PN-55/C-96071 Olei maszynowy 4 PN-55/C-96071
СРР ТВ 5003 Stas 742—49 OL405 Stas 751—49
ВНР Szersamgepolaj Т-20 MNSZ 7747-63 Szersamgepolaj Т-ЗО MNSZ 527747—63
Югославия Cirkon 30 Cirkon 40
США, Англия «Shell Shell Vitrea Oil 27 Shell Vitrea Oil 31 Shell Tpactor, Biameta
Англия Shell «Mobil Oil» Oil Light Mobil DTE Vac HLP 36/Mobil DTE 26
Приме чание. При отсутствии указанных в перечне смазочных
Axinus-
Grease,
материалов
допускается применение только тех масел, основные характеристики которых соответ-
ствуют приведенным.
10. ПОРЯДОК УСТАНОВКИ
10.1. Распаковка
Для распаковки станка вначале снять верхний щит упаковочно-
го ящика, а затем — боковые.
Необходимо следить за тем, чтобы не повредить станок распако-
вочным инструментом.
10.2. Транспортирование
Перед транспортированием станка в распакованном виде необ-
ходимо убедиться в том, что перемещающие узлы надежно закреп-
лены на станине. Задняя бабка при помощи рукоятки 25 (рис. 5)
закрепляется в правом крайнем положении, а каретка болтом 19 —
в средней части станины.
Экран ограждения суппорта закрепляют от поворота вокруг
стойки винтами или зажимают его между задней бабкой и верхней
частью суппорта.
Транспортирование станка осуществляется согласно схеме тран-
спортировки рис. 18 при помощи четырехстропного каната, концы
68
chipmaker.ru
1 и 2 которого надеваются на две стальные штанги 3 диаметром
60 мм, вставляемые в специально предусмотренные отверстия но-
жек станка.
В местах прикасания каната к станку нужно установить дере-
вянные прокладки 4. При транспортировании к месту установки и
при опускании на фундамент необходимо следить за тем, чтобы ста-
нок не подвергался сильным толчкам и сотрясениям.
10.3. Снятие антикоррозийных покрытий
Перед установкой станок необходимо тщательно очистить от
антикоррозийных покрытий. Наружные поверхности станка покрыты
Рис. 18. Схема транспортировки
антикоррозийной ингибированной смазкой НГ-203А, а внутрен-
ние — НГ-203Б. Для их удаления нужно воспользоваться деревян-
ной лопаткой и салфетками, смоченными уайт-спиритом или бен-
зином.
Во избежание коррозии очищенные поверхности покрыть тонким
слоем масла индустриального И-ЗОА ГОСТ 20799—75 или масла,за-
меняющего его (см. табл. 22).
10.4. Монтаж (Схема установки приведена на рис. 19).
Станок установить на фундамент или на бетонную подушку.
Глубина залегания фундамента зависит от грунта, но должна быть
не менее 150 мм.
Станок крепить к фундаменту шестью фундаментными болтами
диаметром 20 мм.
Продолжительность сохранения точности станка во многом за-
висит от правильности его установки.
При установке станка следует предусмотреть наличие свободных
зон для открывания дверцы шкафа электрооборудования и поворо-
та подмоторной плиты электродвигателя главного привода.
69
chipmaker.ru
1500
A
Размеры, ПП
L А В С
750 2210 2548 1477
1000 2460 2798 1727
1500 2960 3298 2227
Рис. 19. Установочный чертеж
70
chipmaker.ru
Выверка установки в горизонтальной плоскости осуществляется
при помощи уровня, устанавливаемого на средней части суппорта
параллельно и перпендикулярно от центров (фундаментные болты
должны быть не затянуты). В любом положении каретки отклонение
не должно превышать 002/1000 мм.
ВНИМАНИЕ! На станках установить (снятую по необходимости
для транспортирования) рукоятку поперечного перемещения суп-
порта согласно рис. 28.
10.5. Подготовка к первоначальному пуску и первоначальный
пуск
Ознакомившись с назначением рукояток управления по схеме
(см. рис. 5), следует проверить от руки работу всех механизмов
станка.
Выполнить все указания, связанные с подготовкой станка к
пуску, изложенные в разделе «Смазка станка», а также в резервуар
правой ножки залить 28 л охлаждающей жидкости.
В соответствии с разделом «Электрооборудование» подсоединить
станок к цепи заземления и, проверив соответствие напряжения
сети и электрооборудования станка, подключить к электросети.
Подключить станок к магистрали сжатого воздуха согласно
указаниям раздела «Пневмооборудование».
Следует учесть, что из-за наличия блокировочных устройств
станок не может быть включен:
— при открытой дверце электрошкафа управления;
— при открытом кожухе сменных шестерен;
— при открытом кожухе ограждения патрона.
Описание блокировочных устройств помещено в разделе «Элек-
трооборудование».
После подключения к сети станок необходимо включить на ми-
нимальное число оборотов шпинделя и проверить на холостом ходу
работу механизмов станка и масляных насосов.
Убедившись в том, что все механизмы станка работают нормаль-
но, приступить к настройке станка для работы.
11. ПОРЯДОК РАБОТЫ
11.1. Настройка, наладка и режимы работы
11.1.1. Настройка необходимого числа оборотов шпинделя, вели-
чины подачи указана в описании передней бабки, коробки подач и
фартука.
11.1.2. Данные для настройки сменных шестерен приклона при-
ведены в табл. 23.
11.1.3. Данные для настройки сменных шестерен на нарезание
метрических и дюймовых резьб с использованием сменных шесте-
рен, поставляемых по требованию заказчика, приведены в
табл. 23 б.
71
chipmaker.ru
11.1.4. Данные для настройки станка для нарезания торцевых
резьб даны в табл. 24.
11.1.5. Формулы настройки приклона для нарезания торцевых
резьб
t нар. — i см ’ i п.б. * i н.п. • i ф. • t х.в *
где tHap.— шаг нарезаемой резьбы;
км. — передаточное отношение сменных зубчатых колес;
jn6 — передаточное отношение от шпинделя передней бабки до
сменных зубчатых колес;
i к.п. — передаточное отношение коробки подач;
!ф.— передаточное отношение фартука.
Таблица 23
Сменные шестерни приклона
Настройка Сменные шестерни
К N
Подача 42 50
Метрическая 42 50
Дюймовая 42 50
Модульная 64 97
Питчевая 64 97
Дюймовая 19 ниток на 1" 64 50
Рисунок
z«95
72
cFiipmaker.ru
Таблица 23а
Расширенный диапазон подач, получаемый
с использованием сменных шестерен, входящих
в комплект станка
Сменные зубчатые колеса Величина подач мм/об Настройка рукояток на подачу
К N продольных поперечных значение подачи
42 100 0,035 0,017 0,070
0,037 0,018 0,074
0,042 0,021 0,084
0,048 0,024 0,097
0,055 0,027 0,11
0,060 0,030 0,12
0,065 0,032 0,13
64 42 4,13 2,065 2,28
4,39 2,2 2,42
5,08 2,54 2,8
5,65 2,825 3,12
6,31 3,155 3,48
6,89 3,445 3,4
7,54 3,77 4,16
chipmaker.ru
Таблица 23 б
Метрические и дюймовые резьбы,
нарезаемые на станке с использованием сменных шестерен,
поставляемых по требованию заказчика
Сменные зубчатые колеса Метрическая резьба мм Настройка рукояток на шаг
к а м N
48 96 42 100 0,25 1
36 75 60 100 0,30 0,87
60 75 42 100 0,40 1
36 60 72 100 0,45 0,87
42 48 60 72 100 100 0,50 0,60 1 0,87
96 60 42 100 0,70 0,87
90 60 42 100 0,75 1
96 60 42 100 0,8 1
48 40 42 50 56 44 40 90 дюймовая резь на дюйм 1'Л 1'/2 з3л ба, число ниток 1®/в 15/в 4
100 95 42 50 43Л 5
112 74 60 113 53/4 5’/2
96 75 42 60 7У2 8
72 60 64 100 83Л 8
48 42 75 97 91 /а 10
112 74 60 113 11'А 11
96 75 42 60 15 16
72 60 64 100 17‘Л 16
42 42 75 97 19'/2 20
44 50 95 97 19 20
112 74 60 113 23 22
72 75 42 90 30 16
32 60 72 100 35 16
40 64 72 ИЗ 38 18
44 97 95 100 39 20
48 96 42 100 52 13
48 96 42 100 56 14
48 96 42 100 64 16
74
chipmaker.ru
Таблица 24
Настройка станка для нарезания торцовых резьб
Примечание. Сменные шестерни поставляются по особому заказу.
tXB — шаг ходового винта;
. = . ____________65 • 72 • 54___________
I нар. 1см |g£ . шестерни конуса • звено множителя
где шестерни конуса 26; 28; 32; 40; 44; 48; звено множителя 1; 2; 4; 8.
6*
75
chipmaker.ru
* __ ъ/а"- ; _ к___ 46 .
I нар — 0/0 , I см — — gg ,
46 • 64 • 72 • 54 • 1 o
58 • 185 • 28 • 4 9,52459 MM
Ошибка на шаге 0,00041 мм.
А 7/1 (У? • * _ 46
I нар = / /1 о ; 1 см = ~— gg;
46 • 64 • 72 • 54 • 1 .... опоо
58 • 185 • 48 2 ’ 12022 ММ
Ошибка на шаге 0,000478 мм.
11.1.6. Данные настройки станка для нарезания резьб при пря-
мом включении ходового винта приведены в табл. 25.
11.1.7. Формулы настройки станка для нарезания резьб при пря-
мом включении ходового винта:
модульные К • м _ л L N • m • z 12
метрические К • М _ L • N t нар-Z , ТТ’
питчевые К • м _ L • N 127 60 • Р ’
дюймовые К • м L • N ’ 127 . 60 • п ’
где m — модуль мм;
z — число заходов резьбы;
t — шаг нарезаемой резьбы, мм;
Р — нарезаемый шаг в питчах;
п — число ниток на дюйм.
Таблица 25
Настройка станка для нарезания резьб при прямом включении ходового винта
chipmaker.ru
m = 1,75 мм
* Шестерни изготовлять
tn = 1,5 мм
-X
Положение рукояток
позиция на рис 3
Мо ДУЛЬ Модульная резьба Метрическая резьба
Число зубьев шестерен Шаг, мм Число зубьев шестерен Шаг. « мм Число зубьев шестерен Шаг, мм Число зубьев шестерен
к L м N к L м N К L м N К L м N
1 1,25 1,5 1,75 2 2,25 2,5 3 3,15 71 71* 71 71* 71 71* 71* 96 96* 72 96* 72 72* 80* 40 50 60 70* 60 90* 75 90* 105* из из* 113 из* из из* 113* 1.5 1,75 2 2,5 3 36 42 48 36 108 42 60 72 112 96 3,5 4 4,5 5 5,5 6 28 32 36 40 44 48 95 96 7 8 9 10 И 12 28 32 36 40 4 48 108 48
Примечание Сменные шестерни поставляются по особому заказу.
chipmaker.ru
11.1.8. Нарезание многозаходных резьб
Нарезание многозаходных резьб производится следующим обра-
зом:
— рукоятки 27, 35 должны находиться в средних положениях;
— рукояткой 29 включить гайку ходового винта;
— рукоятками 5 и 9 по таблице, помещенной на шпиндельной
бабке, установить требуемое число оборотов шпинделя, а рукоят-
ками 1 и 2 — необходимое значение хода нарезаемой резьбы;
— поворачивая вручную фланец 9 (рис. 25), совместить нанесен-
ный на нем указатель-стрелку с одной из рисок делительного кольца
шпинделя, обозначенной каким-либо числом;
— при нарезании резьб с шагами в пределах метрических и мо-
дульных от 0,5 до 7, дюймовых и питчевых от 56 до 4 расцепление
шпинделя с кинематической цепью станка для деления на число
заходов производить посредством установки рукоятки 7 в положе-
ние, отмеченное специальным символом, обозначающим отключение
шпинделя. Для остальных шагов резьб расцепление осуществлять
поворотом рукоятки 9 из фиксированного в ближайшее промежу-
точное положение, отмеченное аналогичным символом;
— деление на число заходов производить путем поворота вруч-
ную шпинделя на число рисок, соответствующее числу заходов на-
резаемой резьбы (при двух заходах на 30 рисок, при трех — на 20,
при четырех на 15 и т. д.);
— прорезать нитку резьбы;
— при последующем делении операции, изложенные выше, по-
вторить.
12. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ
И МЕТОДЫ ИХ УСТРАНЕНИЯ
12.1. В станках могут быть различного рода неисправности.
Многие из них возникают из-за несоблюдения инструкций по уходу
и обслуживанию.
В любом случае прежде, чем приступить к устранению неисправ-
ности, нужно ознакомиться с перечнем основных возможных неис-
правностей (см. п. 12.2), а также с соответствующим пунктом раз-
дела 9.
При идентичности характера возникшей неисправности с описан-
ной нужно воспользоваться предлагаемыми методами устранения.
В случае, если характер неисправности не совпадает с перечи-
сленными и ее устранение вызывает затруднения, обращайтесь на
наш завод.
12.2. Перечень основных неисправностей приведен в таблице 26,
неисправности системы смазки в табл. 21.
78
chipmaker.ru
Таблица 26
Перечень основных неисправностей
Характер неисправности Причины возникновения Методы устранения
Станок не запускается Срабатывают блокиро- вочные устройства Падение или отсутствие напряжения питающей сети Проверить надежность закрытия шкафа, кожуха коробки передач Проверить наличие и ве- личину напряжения в сети
Невозможно переклю- Блок шестерн ие выходит Включить электродвига-
ченне блока шестерен 9, 10 (рис. 6) рукояткой 5 (характерный звук про- скальзывающих шесте- рен) из нейтрального положения тель и на «выбеге» произ- вести переключение
Произвольное отклю- Срабатывание теплового Уменьшите скорость ре-
чение электродвигателя во время работы реле от перегрузки дви- гателя зания илн подачу
Крутящий момент Недостаточное натяже- Увеличить натяжение
шпинделя меньше ука- ние ремней ремней
занного в руководстве Слабо затянута фрик- ционная муфта Увеличить затяжку муфты
Торможение происхо- Слабое натяжение тор- Увеличить натяжение тор-
дит слишком медленно мозной ленты мозной ленты
Не вращается диск Нет масла в системе Залить масло
м а сл ©указа теля Засорился один из фильтров Очистить фильтр
Усилие подачи суп- порта меньше указанно- го в руководстве Недостаточно затянута пружина перегрузочного устройства Подтянуть пружину
Насос охлаждения не Недостаток жидкости Долить
работает Перегорели предохрани- тели Заменить
Станок вибрирует Неправильная установка станка по уровню Износ стыка направляю- щих суппорта Неправильно выбраны режимы резания, непра- вильно заточен резец Выверить станок Подтянуть прижимные планки и клинья Изменить скорость реза- ния, подачу, заточку резца
Станок не обеспечива- Поперечное смещение Отрегулировать положе-
ет точносп обработки задней бабки при обработ- ке в центрах Деталь, закрепленная в патроне, имеет большой вылет ние задней бабки Деталь поддержать люне- том или поджать центром
79
chipmaker.ru
Продолжение табл. 26
Характер неисправности Причины возникновения Методы устранения
Нежесткое крепление резцедержателя Нежесткое крепление патрона на шпинделе Подтянуть рукоятку рез- цедержателя Подтянуть крепежные гайки патрона
13. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
Схема установки рукоятки 1 (см. рис. 5) коробки подач показа-
на на рис. 20.
ВНИМАНИЕ! При установке рукоятки А в процессе монтажа
коробки подач необходимо шпонку В совместить с рисками С и Д.
14. СХЕМА РАСПОЛОЖЕНИЯ ПОДШИПНИКОВ
Схема расположения подшипников дана на рис. 21. Перечень
подшипников качения приведен в табл. 27.
Рис. 20. Схема установки рукоятки 1
80
00
Рис. 21. Схема расположения подшипников
chipmaker.ru
chipmaker.ru
Таблица 27
Перечень подшипников качения
Наименование Класс точности Куда входит Позиция на рис 21 Кол- во
Подшипники ГОСТ 333—79 7203 0 Коробка подач 33 1
7204 0 Фартук Коробка подач 70 29, 31, 40, 50, 51 6
7205 0 Коробка подач, фартук 41,42,46, 73 4
7305 0 Передняя бабка 8 1
7306 0 Передняя бабка 11, 14, 17 3
7308 0 Передняя бабка 18 1
7309 0 Передняя бабка 19 1
7506 0 Коробка подач 27 1
7604 0 Передняя бабка 12, 13 2
2007106 0 Коробка подач 45 1
Подшипники ГОСТ 3635—78 2Ш17 2Ш20 0 0 Управление фрикциона 53 52 1 2
Подшипники ГОСТ 6874-75
8102 0 Суппорт 75, 76 2
8104 0 Задняя бабка, каретка 77, 54, 55 3
8106 6 Коробка подач 37 1
8107 0 Суппорт 74 По зака- зу
Фартук, коробка подач 72 2
8205 0 Задняя бабка 78, 79 2
8206 6 Коробка подач 35 1
Подшипник 80018 ГОСТ 7242—81 0 Ограждение патрона 20 3
Подшипники ГОСТ 8338—75
108 0 Передняя бабка 5, 6 2
109 0 Передняя бабка, короб- ка подач 3, 4, 47 48 4
НО 0 Передняя бабка 15, 16 2
82
iipmaker.ru
Тфб должен^ табл. 27
Наименование Класс точности Куда входит Позиция иа рис. 21 Кол-во
202 203 0 0 Фартук Каретка, коробка подач, фартук 57, 58 38, 39 65, 71 6
204 0 Передняя бабка 23 1
205 0 Передняя бабка, коробка подач, фартук 22, 26 32 64, 59 6
206 0 Передняя бабка коробка подач 25 30, 49 3
208 0 Передняя бабка 7,9. 10 3
209 0 Передняя бабка 1, 2 2
1000096 0 Фартук 56 1
7000106 0 Коробка подач, фартук 28, 34, 36, 60, 61, 62, 63 66, 67, 68, 69 11
7000107 0 Коробка подач 43, 44 2
Подшипники ГОСТ 21512—76
17716Л 4 Передняя бабка 21 1
697920 ЛI 4 То же 24 1
15. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
на соответствие нормам точности по
Станок токарно-винторезный 1К62Д, класс точности Н, завод-
ской номер... Л? %? "
15.1. Испытание станка
ГОСТ 18097—72 (табл. 28)
Таблица 28
Испытание станка на соответствие нормам точности
Номер проверки Что проверяется Допуск, мкм Фактическое отклонение, мкм
1.1. 1. Проверка точности станка Прямолинейность продольного пе- ремещения суппорта в горизонталь- ной плоскости (распространяется на передний и задний суппорты) На длине перемещения, мм, свыше 500 до 800 16 I
83
chipmaker.ru
Номер проверки Что проверяется Допуск, мкм Фактическое отклонение, мкм
1.2 Прямолинейность продольного не- свыше 800 до L250 20 । /f свыше 1250 до 2000 25 | /Ч В сторону осицентров На длине перемещения, мм,
ремещения суппорта в вертикальной свыше 500 до 800
плоскости (распространяется на зап- 25
ний и передний суппорты) свыше 800 до' 1250
1.3 Одновысотность оси вращения 30 | свыше 1250 до 2000 „ “ 1 // Вогнутость не допускается 30 |
шпинделя передней бабки и оси от- Ось пиноли может быть лишь
верстия пиноли (или осн вращения выше оси шпинделя
1.4 шпинделя) задней бабки по отноше- нию к направляющим станины в вертикальной плоскости Параллельность перемещения зад- При длине п еремещения, мм.
ней бабки перемещению суппорта, свыше 500 до 2000
проверяемая: а) в вертикальной плоскости; а) 40 7/
б) в горизонтальной плоскости (у б) 25
1.5 станков с разными направляющими для суппорта и задней бабки) Радиальное биение центрирующей 10 УС >
1.6 поверхности шпинделя передней баб- ки под патрон (на станки с несъем- ными планшайбами не распространя- ется ) Осевое биение шпинделя передней 8 L
1.7 бабкн Торцовое биение опорного буртика 16 /(/
1.8 шпинделя передней бабки (на станки с несъемными планшайбами не рас- пространяется) Радиальное биение конического от- верстия шпинделя передней бабки проверяемое: а) у торца а) 10
б) на длине а — 200 мм б) 16
1.9 Параллельность оси вращения шпинделя передней бабки продоль- ному перемещению суппорта: /у
84
chipmaker.ru
Номер проверки Что проверяется Допуск, Фактическое отклонение, мкм
а) в вертикальной плоскости; б) в горизонтальной плоскости; На длине п 200 мм а) 16 б) 8 Свободный конец оправ- ки может от- клоняться вверх и в на- правлении к резцу перед- него суппорта еремещения
1.10 Параллельность продольного пе- ремещения верхних салазок суппорта оси вращения шпинделя передней бабки в вертикальной плоскости На длине п до 100 мм 20 еремешения X
1.12. Параллельность перемещения пи- ноли направлению продольного пере- мещения суппорта: а) в вертикальной плоскости; б) в горизонтальной плоскости На длине а) 10 б) 8 При выдви- жении конец пиноли откло- няется вверх и в сторону резца перед- него суппорта 50 мм Г
1.13. Параллельность оси конического отверстия пиноли задней бабки пере- мещению суппорта: а) в вертикальной плоскости; б) в горизонтальной плоскости На дли а) 20 б) 20 Отклонение го конца опра скается лишь сторону резца суппорта не 200 /Г свободно- вки допу- зверх и в переднего
1.14. Точность кинематической цепи от шпинделя передней бабки до суппор- та (ходового винта) На длине перемещения 300 мм I ~ 40 | У о В случае участия коробки по- дач допуски увеличить на 25%
1.15. Осевое биение ходового винта При невозможности проведе- ния проверки 1.14 проводится проверка 2.3 и 1.15 8 । 6
85
chipmaker.ru
Продолжение табл. 28
Номер проверки Что провернется Допуск, мкм Фактическое отклонение, мкм
2.1 2.2. 2. Проверка станка в работе Точность геометрической формы цилиндрической поверхности образ- ца обработанного на станке при за- креплении образца в патроне (в от- верстии шпинделя) а) постоянство диаметра в попе- речном сечении; б) постоянство диаметра в любом сечении Плоскостность торцовой поверхно- Проверка 1.15 в случае осун верки На длин а) 8 б) 20 На длине не производится щетвления про- 1.14 200 мм 6 200 мм
2.3. сти образца, обработанной на станке Точность шага резьбы, нарезанной 16 1 /у Выпуклость не допускается На длине 300 мм
3.1. иа станке (равномерность) 3. Проверка станка на жесткость Относительное перемещение под нагрузкой резцедержателя и оправ- ки, установленной: а) в шпинделе передней бабки б) в пиноли задней бабки 40 При участии ко нарезании ре больше указа Проверку 2.3 проводить в сл провер а) б) эооки подач при зьбы допуски иных на 25% допускается ие учае проведения <и 1.14 ЮО 270 (}
15.2 . Испытание станка на соответствие нормам шума (табл.
29).
Таблица 29
Что проверяется Метод проверки Допуск 6БА Фактиче- ски 6БА Примечание
Корректированный уро- вень звуковой мощности Согласно ОСТ 2Н89-40—75 99 $
86
chipmaker.ru
15.3 . Электрооборудование
Панель СП-62М. 180.210
Завод-изготовитель «Электропанель», заводской
номер...
Питающая сеть — напряжение 380 В; род тока частота 50 Гц
Цепь управления — напряжение 110 В; род тока ~
Местное освещение — напряжение 24 В; род тока
Номинальный ток (сумма номинальных токов одновременно
работающих электродвигателей) —24 А.
Номинальный ток защитного аппарата (предохранителей, авго
матического выключателя) в пункте питания электроэнергией —
55 А.
Электрооборудование выполнено по следующим документам:
принципиальной схеме 1К62ДЛ80.000ЭЗ; .
схеме соединений шкафа управления СП-62М.'/80.21034
схеме соединений изделия 1К62Д. 180.000Э4
Электродвигатели
Обозначение по схеме (рис. 11) Назначение - Тип Мощ- ность, кВт Нсми- нальиый ток. А Ток, А
холостой хлв.* нагруз- ка**
Ml Главного при- вода 4АМ-132М4 11 22 Л
М2 Быстрых хо- 4/'
дов 4АА2М80В4 0.75 2,2
М3 Охлаждение X/4-2ZM 0,12 0.4 <7,7
* При неиагруженном. станке.
•• При максимальной'нагрузке
Испытание повышенным напряжением промышленной частоты проведено на-
пряжением 2125 Ь до ГОСТ /2434-73
Сопротивление изоляции проводов относительно земли мОм
Силовые цепи Цепи управления Не ниже i Нс ниже 1
Электрическое сопротивление между винтом заземления и ме-
таллическими частями, которое может оказаться под напряжением
50 В и выше, не превышает 0,1 Ом.
15.4 . Испытание станка на холостом ходу и под нагрузкой в со-
ответствии с требованиями, технических условий и особых условий
поставки (при наличии последних)
87
chipmaker.ru
15.5 . Принадлежности и приспособления к изделию.
Изделие укомплектовано согласно комплекту поставки.
15.6 . Дополнительные замечания
15.7 . Общее заключение.
На основании осмотра и проведенных испытаний станок признан
годным для эксплуатации. Станок соответствует требованиям ГОСТ
7599—82, ГОСТ 12.2.009—80 и техническим условиям ТУ 84-
1032—85
Дата выпуска______
Главный контролер.
16. СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
Станок ток^ыскрщпорезный 1К62Д класс точности Н, завод-
ской номер У л,4 , подвергнут консервации согласно требо-
ваниям, предусмотренным действующими нормативно-техническими
документами.
Дата консервации___________Z />
Срок защиты без переконсервации.
по ГОСТ 9.014—78 /г
Вариант временной защиты /> t
Вариант временной упаковки станка.
Категория условий хранения.
Консервацию произвел.
ПОДПИСЬ
Изделие после консервации приняд^____________
подпись
chipmaker.ru
17. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ,
ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ И РЕМОНТУ
17.1. Условия эксплуатации
Станки предназначены для использования преимущественно в
инструментальных и ремонтных цехах в условиях мелкосерийного
и единичного производства на разнообразных чистовых и полу-
чистовых работах. Температура в помещении, где они устанавли-
ваются, должна быть в пределах от 10 до 30 °C, относительная
влажность — не более 80% при 10 °C или 60% при 30 °C.
Период сохранения первоначальной точности и долговечности
станка зависит от окружающей среды, поэтому недопустимо уста-
навливать станки в помещениях с высокой концентрацией абра-
зивной пыли, окалины.
Обработка чугунных деталей способствует повышенному изно-
су трущихся частей, поэтому при обработке таких деталей нужно
несколько раз в смену особенно тщательно удалять стружку и
пыль с направляющих станины и каретки и смазывать их.
Желательно, чтобы обработка чугунных деталей не превышала
20% от общего количества изделий.
Для длительного сохранения первоначальной точности не ре-
комендуем совмещать на одном станке чистовые и обдирочные
операции
Нельзя обрабатывать детали с дисбалансом, превышающим
указанный в табл. 30.
Таблица 30
Число оборотов шпинделя в МИН Дисбаланс, кг • см
крепление в патроне установка в центрах
630 55 120
1250 15 30
1600 8 16
2000 4 8
Нужно избегать обработки изделий с ударом.
Диаметр сверла при сверлении чугунных деталей не должен
превышать 28 мм, при сверлении стальных деталей —.25 дем.
17.2. Регулирование
17 2.1. В процессе эксплуатации станка возникает необходи-
мость в регулировании отдельных составных частей станка для
восстановления их нормальной работы.
17.2.2. Регулирование натяжения ремней главного
привода (рис. 22).
89
chipmaker.ru
A-A
Рис. 22. Моторная установка
90
chipmaker.ru
Если с течением времени наблюдается уменьшение крутяще-
го момента на шпинделе, в первую очередь следует проверить
натяжение ремней. Если ремни недостаточно натянуты, то их
следует подтянуть. Для этого требуется снять нижний кожух, за-
крывающий моторную установку, ослабить три винта 1, крепящие
подмоторную плиту, и плавным вращением гайки 2 против часо-
вой стрелки опустить вниз подмоторную плиту до требуемого на-
тяжения ремней. Винты после регулировки затянуть.
Рис. 23. Фрикционная муфта
Натяжение ремня привода насоса системы смазки осуществля-
ется поднятием бака 5, для чего нужно опустить три винта 4 (на
чертеже показан один), при помощи которых бак крепится к под-
моторной плите 3.
17.2.3. Регулирование фрикционной многодисковой
м у фты
Если натяжение ремней достаточное, то, чтобы увеличить кру-
тящий момент шпинделя, следует отрегулировать фрикционную
муфту главного привода.
Для этого необходимо выключить электродвигатель главного
движения и открыть крышку передней бабки и снять маслорас-
пределительный лоток.
Поворотом круглой гайки 2 (рис. 23) по часовой стрелке при
утопленной (нажатой) защелке 4 в кольцо 1 можно подтянуть
муфту прямого вращения шпинделя, а поворотом гайки 3 — про-
тив часовой стрелки — муфту обратного вращения. Для облегчения
регулирования муфты прямого вращения рукоятка 35 (см. рис. 5)
91
chipmaker.ru
включается влево, а для облегчения регулирования муфты обрат-
ного вращения — вправо.
В большинстве случаев достаточно повернуть гайки 2 и 3 на
1/16 оборота, т. е. на один зубец. По окончании регулирования
нужно убедиться в том, что защелка 4 надежно пошла в пазы
гаек 2 и 3.
17.2.4. Регулирование ленточного тормоза
Если при выключении фрикционной муфты не происходит до-
статочно быстрого торможения шпинделя, то надо отрегулировать
тормоз натяжением тормозной ленты 1 (рис. 24) гайками 2.
Время торможения шпинделя зависит от величины натяжения
ленты. При 2000 об/мин время торможения шпинделя без изделия
и патрона не должно превышать 1,5 с.
17.2.5. Регулирование подшипниковых опор шпин-
деля (рис. 25)
ВНИМАНИЕ! Шпиндельные подшипники отрегулированы на
заводе и не требуют дополнительного регулирования.
В случае крайней необходимости потребитель может силами
высококвалифицированных специалистов прибегнуть к регулиро-
ванию шпиндельных опор. Однако перед этим необходимо прове-
рить жесткость шпиндельного узла. Для этого на станине под
фланцем шпинделя устанавливается домкрат с проверенным в
лаборатории динамометром и через прокладку, предохраняющую
шпиндель от повреждений, к его фланцу прилагается усилие, на-
правленное вертикально снизу вверх. Смещение шпинделя контро-
лируется аттестованным индикатором с ценой деления не более
0,001 мм, устанавливаемым на шпиндельной бабке и касающимся
своим измерительным наконечником верхней части фланца шпин-
деля. Отклонение шпинделя на 0,001 мм должно происходить при при-
ложенном усилии не менее 45—50 кгс. Если величина нагруз-
ки при смещении на 0,001 мм значительно ниже указанной, целе-
сообразнее всего обратиться на завод с подробным описанием
методики проверки и указанием измеренных величин. В каждом
отдельном случае будет дана конкретная консультация или ко-
мандирован специалист-наладчик.
17.2.6. Регулирование прижима задней бабки
Если рукоятка 11 (рис. 26), отведенная в крайнее заднее по-
ложение, не обеспечивает прижима задней бабки к станине, то
нужно посредством регулирования винтами 27 и 32 и при отпущен-
ных контргайках 25 и 33, изменяя положение прижимной план-
ки, установить необходимое усилие прижима.
17.2.7. Установка задней бабки по линии центров
Для совпадения осей центров передней и задней бабок совме-
щают плоскости платиков 1 и 2 (рис. 27) при помощи винтов 1
и 2 (рис. 8).
©2
chipmaker.ru
Рис. 24. Ленточный тормоз
93!
co
4к
ПОВЕРНУТО
Рис. 25. Опоры переднего и заднего концов шпинделя
Рис. 26. Задняя бабка
chipmaker.ru
chipmaker.ru
17.2.8. Устранение мертвого хода винта попереч-
ного перемещения суппорта (рис. 28)
Мертвый ход винта 16 привода поперечных салазок 13, возни-
кающий при износе гаек 11 и 12, устраняется следующим образом:
снимается крышка 9 и при помощи выколотки (бородка) из
мягкого металла отворачивается контргайка 12. Выборка зазора
в винтовой паре осуществляется вращением гайки 11. Величина
зазора определяется по лимбу 2 при легком поворачивании руко-
ятки 1. Оптимальная величина зазора в винтовой паре соответ-
Рис. 27. Установка бабки по линии центров
ствует свободному ходу в пределах одного деления лимба. Затем
контргайка 12 затягивается и устанавливается крышка 9.
17.2.9. Регулирование суппорта (рис. 28, 29)
Установка оптимального зазора между кареткой 14 и планка-
ми 15, 22, 23 осуществляется путем шлифования последних.
Выборка зазоров в направляющих поперечных салазок 19 и
резцовых салазок 8 производится подтягиванием соответствующих
клиньев 21 и 4 при помощи винтов, головки которых расположены
в отверстиях протекторов 3 и 20.
17.3. Ремонт
17.3.1. В разделе даны рекомендации по восстановлению рабо-
тоспособности станка, составленные в соответствии с принятой в
СССР «Единой системой планово-предупредительного ремонта и
рациональной эксплуатации технологического оборудования ма-
шиностроительных предприятий»,— М.: Машиностроение, 1967.
17.3.2. При эксплуатации станка в соответствии с требования-
96
6
Рис. 28. Суппорт
chipmaker.ru
chipmaker.ru
Рис. 29. Суппорт
98
chipmaker.ru
ми и рекомендациями, изложенными в предшествующих разделах
и соблюдении профилактических мероприятий настоящего раздела
его межремонтный цикл (срок работы до первого капитального
ремонта) равен 13 годам при двухсменной работе.
За период межремонтного цикла станок должен быть подверг-
нут восьми осмотрам, шести малым ремонтам и одному среднему
в сроки, указанные в рекомендуемом графике плановых ремонт-
ных работ (рис. 30).
Следует учитывать, что необходимую эффективность использо-
вания станка может обеспечить рациональное чередование и перио-
дичность осмотров и плановых ремонтов, выполняемых с учетом
конкретных для каждого отдельного станка условий эксплуатации.
М&СЯ- 1 ' ' ' ' ' * ' ' ' ' ' '
цыО 10 20 30 40 50 60 70 ВО 90 100 110 120 130 140 150 156
© Осмотр
0 Малый
ремонт
/^Средний л Капитальный
V ремон т ремонт.
Рис. 30. Рекомендуемый график плановых ремонтных работ
17.3.3. Категории ремонтосложности станка:
а) механическая часть — 10,5;
б) электрическая часть — 9.
17.3.4. Типовые ремонтные работы, выполняемые при плановых
ремонтах.
Наружный осмотр. Наружный осмотр без разборки для
выявления дефектов станка в целом и по узлам.
Проверка прочности и плотности неподвижных жестких соеди-
нений (ножек с фундаментом; станины с ножками и шпиндельной
бабкой; коробки подач со станиной; каретки с фартуком; шки-
вов с валами и т. п.).
Открывание крышек узлов для осмотра и проверки состояния
механизмов.
Выборка люфта в винтовой паре привода поперечных салазок.
Проверка правильности переключения рукояток скоростей
шпинделя и подач.
Регулирование фрикционной муфты главного привода и лен-
точного тормоза шпинделя.
Подтягивание прижимных планок каретки и клиньев попереч-
ных и резцовых салазок.
Очистка сопрягаемых поверхностей резцедержателя, зачистка
забоин и царапин.
99
chipmaker.ru
Проверка состояния направляющих станины и каретки, зачи-
стка забоин, царапин, задиров.
Очистка и промывка протекторов на каретке, салазках суп-
порта и задней бабке.
Подтягивание или замена ослабших или изношенных крепеж-
ных деталей-шпилек, винтов, гаек, а также пружин.
Чистка, натяжение, ремонт или замена ремней главного при-
вода быстрых перемещений суппорта и привода насоса смазки.
Проверка состояния и мелкий ремонт системы охлаждения.
Проверка состояния и мелкий ремонт систем смазки.
Проверка состояния, очистка и мелкий ремонт ограждающих
кожухов, щитков и т. п.
Выявление изношенных деталей, требующих восстановления
или замены при ближайшем плановом ремонте.
Осмотр перед капитальных ремонтом. Работы, выпол-
няемые при осмотрах перед другими видами ремонтов, и, кроме
того, выявление деталей, требующих восстановления или замены,
эскизирование или заказ чертежей изношенных деталей из уз-
лов, подвергающихся разборке.
Примечание. При проведении осмотра выполняются те из пере-
численных работ, необходимость в которых обусловлена состоя-
нием станка.
Малый ремонт. Частичная разборка шпиндельной бабки,
коробки подач, фартука, а также других наиболее загрязненных
узлов. Открывание крышек и снятие кожухов для внутреннего
осмотра и промывки остальных узлов.
Зачистка посадочных поверхностей под приспособления на
шпинделе и пиноли задней бабки без демонтажа последних.
Проверка зазора между валами и втулками, замена изношен-
ных втулок, регулирование подшипников качения (кроме шпин-
дельных) , замена изношенных.
Регулирование фрикционной муфты главного привода, добав-
ление дисков, регулирование ленточного тормоза шпинделя.
Зачистка заусенцев на зубьях шестерен и шлицах.
Зачистка или восстановление изношенных крепежных и регу-
лировочных деталей резцедержателей.
Пришабривание или зачистка регулировочных клиньев, при-
жимных планок и т. п.
Зачистка ходового винта, ходового вала, винтов привода по-
перечных и резцовых салазок суппорта.
Зачистка и промывка посадочных поверхностей головки.
Проверка работы и регулирование рычагов и рукояток орга-
нов управления, блокирующих, фиксирующих, предохранительных
механизмов и ограничителей; замена изношенных сухарей, штиф-
тов, пружин и других указанных механизмов.
100
chipmaker.ru
Замена изношенных деталей, которые предположительно не вы-
держат эксплуатации до очередного планового ремонта.
Зачистка забоин, заусенцев, задиров и царапин на трущихся
поверхностях направляющих станины, каретки, салазках суппорта
и задней бабки.
Ремонт ограждающих кожухов, щитков, экранов и т. п.
Ремонт и промывка системы смазки и ликвидирование утечек.
Регулирование плавности перемещения каретки, салазок суп-
порта; подтягивание клиньев прижимных планок.
Проверка состояния и зачистка зубчатых муфт.
Проверка и ремонт системы пневмооборудования и охлажде-
ния, ликвидирование утечек.
Выявление деталей, требующих замены или восстановления
при ближайшем плановом ремонте.
Проверка точности установки станка и выборочно других точ-
ностных параметров.
Испытание станка на холостом ходу на всех скоростях и пода-
чах, проверка на шум, нагрев и по обрабатываемой детали на
точность и чистоту обработки.
Примечание. При малом ремонте выполняются те из указанных
работ, которые вызываются состоянием ремонтируемого станка,
за исключением работ, предусмотренных в трех последних пунктах,
которые должны выполняться во всех случаях.
Средний ремонт. Проверка на точность перед разборкой.
Измерение износа трущихся поверхностей перед ремонтом ба-,
зовых деталей.
Частичная разборка станка.
Промывка, протирка деталей разобранных узлов, промывка,
очистка от грязи неразобранных узлов.
Замена или восстановление изношенных втулок и подшипников
качения.
Замена или добавление фрикционных дисков и замена ленты
тормоза шпинделя.
Замена изношенных зубчатых колес и муфт.
Восстановление или замена изношенных винтовых пар привода
салазок суппорта и пиноли задней бабки.
Замена изношенных крепежных деталей
Замена или восстановление и пригонка регулировочных клиньев
и прижимных планок.
Восстановление точности ходового винта (путем прорезки).
Проверка и зачистка неизношенных деталей, оставляемых в
механизмах станка.
Ремонт насоса подачи охлаждающей жидкости и арма-
туры.
При износе шарнирного механизма светильника ИКС 01 осно-
101
chipmaker.ru
вание отвернуть, повернуть против часовой стрелки на 90° и снова
закрепить.
Ремонт насоса системы смазки, аппаратуры и арматуры; ре-
монт или замена маслоуказателей, прокладок, пробок и других
элементов системы смазки.
Исправление шлифованием или шабрением нуждающихся в ре-
монте направляющих поверхностей, если их износ превышает до-
пустимый.
Ремонт или замена протекторов на каретке, салазках суппорта,
задней бабке.
Ремонт или замена ограждающих щитков, кожухов, экранов
и т. п.
Сборка отремонтированных узлов, проверка правильности
взаимодействия узлов и всех механизмов станка.
Окрашивание наружных нерабочих поверхностей с подшпак-
левкой.
Обкатка станка на холостом ходу на всех скоростях и по-
дачах.
Проверка на шум и нагрев.
Проверка станка на соответствие нормам точности.
Капитальный ремонт. Проверка станка на точность перед
разборкой.
Измерение износа трущихся поверхностей перед ремонтом ба-
зовых деталей.
Полная разборка станка и всех его узлов.
Промывка, протирка всех деталей.
Осмотр всех деталей.
Уточнение предварительно составленной (при осмотрах и ре-
монтах) ведомости дефектных деталей, требующих восстановления
или замены.
Восстановление или замена изношенных деталей.
Ремонт системы охлаждения.
Смена насоса системы смазки и ее ремонт.
Шлифование или шабрение направляющих поверхностей ста-
нины, каретки, салазок, суппорта, задней бабки.
Замена протекторов на каретке, салазках суппорта, задней
бабке.
Сборка всех узлов станка, проверка правильности взаимо-
действия узлов и механизмов.
Шпаклевка и окраска всех необработанных поверхностей в
соответствии с требованиями по отделке нового оборудования.
Обкатка станка на холостом ходу на всех скоростях и по-
дачах.
Проверка на шум и нагрев.
Проверка состояния фундамента, исправление его и установ-
ка
chipmaker.ru
ка в соответствии с разделом 9 настоящего руководства.
17.3.5. Дополнительные требования, предъявляемые к эксплуа-
тации, техническому уходу и ремонту станка.
Поддерживание станка в работоспособном состоянии обеспе-
чивается своевременно проводимыми профилактическими меро-
приятиями и высококачественным ежедневным обслуживанием.
Станок 1К62Д следует периодически подвергать проверкам на
соответствие нормам точности.
Нужно избегать лишней разборки станка, в особенности узлов,
определяющих выходную точность (шпиндельной группы, винто-
резной цепи).
Демонтированные при ремонте узлы и ответственные детали
должны храниться на специальных мягких подкладках.
Ремонт должны выполнять специально подготовленные слеса-
ри высокой квалификации.
Применяемые измерительные инструменты и приборы должны
быть проверены в измерительной лаборатории и аттестованы.
18. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА ПОСТАВЩИКА
И ОТВЕТСТВЕННОСТЬ ПОТРЕБИТЕЛЯ
18.1. Предприятие-изготовитель гарантирует соответствие стан-
ка токарно-винторезного модели 1К62Д установленным требова-
ниям и обязуется безвозмездно заменять или ремонтировать вы-
шедший из строя станок при соблюдении потребителем условий
эксплуатации станка, транспортирования, хранения и упаковки.
Срок гарантии 12 месяцев. Начало гарантийного срока исчис-
ляется со дня пуска станка в эксплуатацию, но не позднее 6 ме-
сяцев для действующих и 9 месяцев для вновь строящихся пред-
приятий с момента прибытия станка на станцию назначения или
с момента получения его на складе предприятия-изготовителя. Срок
службы станка до среднего ремонта — 6,5 лет. Срок службы стан-
ка до капитального ремонта — 13 лет. Срок сохранения точности —
46 000 отработанных часов.
chipmaker.ru
СОДЕРЖАНИЕ
1. Общие сведения 3
2. Основные технические данные и характеристики 4
3. Комплект поставки 10
4. Указание мер безопасности 20
5. Состав станка 21
6. Устройство, работа станка и его составных частей 23
7 Электрооборудование 43
8. Пневмооборудование 58
9. Система смазки 59
10. Порядок установки 68
11 Порядок работы 71
12. Характерные неисправности и методы их устранения 78
13. Особенности разборки и сборки при ремонте 80
14. Схема расположения подшипников 80
15. Свидетельство о приемке 83
16. Свидетельство о консервации 88
17 Указания по эксплуатации, техническому обслуживанию и
ремонту 89
18. Гарантийные обязательства поставщика и ответственность
потребителя 103
Редактор М. В. Васильева
Худ. редактор М. Ю. Гмызина
Техн редактор О. Л. Матвеева
Корректор Л. В. Овчинникова
Сдано в набор 03.02.86. Подписано в печать 11.09.86
Формат 60X84/16. Гарнитура литературная
Печать высокая с фотополимерных форм
Усл п л 6,0. Уч.-изд. л 6,92
Изд № 692 Тираж 14000 экз. Заказ № 2655
РИО Челябупрполиграфиздата, 454080. г Челябинск,
ул С Кривой. 51а
Областная типография Упрполиграфиздата, ул Постышева, 2