Доброе время суток. Хотел бы рассказать о новой модели Prusa i3 Steel ‘BiZon’ от 3Ddiy.
(каталог http://3dtoday.ru/ пока молчит зацепил к Prusa i3 Steel)
Выбор пал на эту модель по следующим причинам: качество печати слоя до 50 микрон, площадь печати до 300х300х350, подогрев стола, всеядность по пластикам 1,75мм, возможности вынести подачу пластика от экструдера. Еще очень хотелось первый принтер руками от винтика собрать самому. (забегая вперед, мне это еще встало боком, в механике хорошо разбираюсь, в электрике плохо, в коде совсем не буб-бум).
Открыв коробку я был безумно обрадован количеству запчастей, и первый раз призадумался удивив электрику и глянув схемы подключений.
")
")
Неспешная сборка всех железок с перекурами заняла около 7 часов. Инструкции под BiZon еще не была создана, собирал по прошлой модели с полем 200х200х220. Инструкция достаточно наглядна. Жирным помечу моменты которые были не ясны сразу.
Конструктивно, если не брать размеры и новую плату (о ней позднее) все почти как в прошлой модели, кроме расположения контроллера оси У (он переместился с задней части в переднюю, фото ниже). Еще пару замечаний по сборке. Собирая каретку под экструдер не стоит ставить хомуты на нижний подшипник, достаточно просто продеть его в нижнюю ось оси Х, иначе продеть ремень будет проблематично, а после ремня и хомуты можно поставить. Так же стоит особое внимание обратить при сборе правой и левой каретки под оси и шпильки, если не соосно собрать/не дотянуть может клинить одну из шпилек. (Первый раз был небольшой наплыв краски, не дотянул деталь каретки на 1,5мм и правую ось в середине хода подклинивало).
")
И вот корпус собран, все детали заходили с легким натягом или киянкой, жесткость и надежность конструкции не вызывает сомнений.
")
")
Второй день. Установка оставшейся электроники, куча пайки (плохо паяю) и вязки проводов. Процесс был долгим и нудным. Плата была новенькая MKS Gen V1.3 ясно дело еще без инструкции. Было выяснено следующее.
E0 — термодатчик экструдера
Bed — термодатчик стола.
E1 — (Свободен)
Endstop — для подключения концевиков подключать на -х-у-z
Stepper XY — для движков по осям. Е0 — экструдер, Е1- свободен. (подключал обмотки обоих двигателей оси Z последовательно)
heater E0 — нагрев экструдера
heater E1 — (свободный)
FAN — под обдув модели (внимание 24В)
Heat Bed- нагрев стола
5V OUT — подключить вентилятор обдува радиатора хотэнда, самый маленький ( на нем написано 5 В)
12V OUT — ( он на самом деле 24В, так как блок питания используется на 24В ) я 2 по 12В подключу.
LSD — EXP1EXP2 для подключение дисплея.
Момент 1.
Два шлейфа которые идут от дисплея к плате в моем случае, необходимо было перевернуть на 180 градусов, каждый коннектор в том месте где они подключаются к плате, пришлось срезать выступ на коннекторе, что бы он вошел в разъем. На плате перепутана распиновка была, ничего страшного.
Момент 2.
Если при работе принтера на дисплее появляются каракули, нужно изолировать шлейфы обычной фольгой, я скрутил шлейш трубочкой и обмотал раза 4 фольгой, потом закрыв для эстетики скотчем. (да черного пока не купил, замотал белым)
")
Момент 3. Если термостат кажет 350+ С — это верный признак что он где-то закорачивает. В моей случае были перетянут болтиком на экструдере. (Шел в сборе экструдер)
Момент 4. Если Одна из осей при калибровке одет от контроллера поменяйте или значение false/ true в прошивке на соответствующую ось или по парка поменять 2 провода на разъеме Stepper. (Пары можно определить замкнув провода — сопротивление возрастет если покрутить ось, я по старинке тестером)
#define INVERT_X_DIR false // for Mendel set to false, for Orca set to true
#define INVERT_Y_DIR true // for Mendel set to true, for Orca set to false
#define INVERT_Z_DIR false // for Mendel set to true, for Orca set to fals
Ниже фото экструдера в сборе, натяжителя ремня оси У (все время косит влево ремень, исправлю большими шайбочкамию-направляющими), концевик оси У пока на проволочке (винтиков 16-20мм в первых партиях KITа не хватило, на концевиках по 1 вместо 2)
")
")
Имели место некоторые проблемы с настройкой: гулята температура экструдера +/- 15С (решено), шли лишние вибрации от одного из движков (пробуем понижать ток), при печати от 260 С выдает периодически MAXTEMP triggered, отказывается корректно печатать с SD (периодически каждые 2-4 слоя отводит экструдер по ося Х или У в сторону выдавливая ‘сопли’ или в середине печати отматывает нить как на замену и печатает далее=) )
Тумбочка оказалась маловата, пока выкручиваюсь двумя щитками, позднее запалю масивный щит из ламината.
")
Подытожу, конструкция и схемы подключения очень понравились, по программной части/прошивке еще есть над чем поработать.
Команда 3Ddiy адекватные люди, подсказывали на всем периоде сборки и помогают подбирать варианты последних оставшихся проблем. Как только все будет работать идеально и накопятся разные образцы печати, напишу часть 2.
Во второй части ‘Настройка и печать’. Я опишу тонкости настройки, решения возможных странностей и возможности печати данного принтера.
![]()
8 (800) 500-45-93
Заказать звонок

Bizon 3
FDM принтеры

Stratex 350

Stratex 500

P3 Steel 300 Pro

P3 Steel 300 Dual

REX 6k mono
Фотополимерные

P3 Steel 200 Pro
Информация
О 3DiY
Где купить
Оплата
Политика
Гос закупки
Вакансии
Помощь
Тех поддержка
База знаний
Блог
Инструкции
Ремонт
Доставка
Соц контракт
Это сайт производителя 3DiY. Здесь можно посмотреть и заказать 3D-принтеры. Если вам нужен интернет-магазин комплектующих перейдите по ссылке.
В магазин
![]()
Российский производитель 3D-принтеров
© 2014-2022 3DiY
Закажите звонок
Оставьте свой номер телефона и мы вам позвоним.
-
Главная
/
-
Служба поддержки
/
-
Инструкции Bizon 3
/
-
Руководство пользователя
Начало работы
Перед запуском 3D-принтера Bizon 3, изучите пошаговое руководство пользователя.
ЕЩЕ СТАТЬИ
Click to order
Продукция
P3 Steel 200 Pro
P3 Steel 300 Pro
P3 Steel 300 Dual
Bizon 3
Stratex 350
Stratex 500
Rex 6k mono
Тех поддержка
База знаний
Блог
Применение
Задать вопрос
Политика
Гарантия
О 3DiY
Где купить
Оплата
Доставка
Гос закупки
Вакансии
Соц контракт
8 (800) 500-45-93
info@3d-diy.ru
Москва, Павловская 27с7
© 2014-2023 3DiY, официальный сайт
пн-пт 11.00-19.00
Разработка сайта: Эля Синева
Задайте вопрос
Задайте свой вопрос через форму, мы пришлем ответ на указанную вами электронную почту. Максимальное время ответа 1 рабочий день.
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности.
Сайт использует cookie-файлы, чтобы сделать ваше пребывание на нем максимально удобным
Даний посібник створено для людей, які придбали уже зібраний та відкалібрований 3д-принтер Prusa i3 Steel V2.0 виробництва diykits.com.ua.
Завдяки цьому посібнику ви зможете буквально за кілька хвилин підготувати 3д-принтер до першого запуску та розпочати друкувати.
Також хочемо звернути вашу увагу на ось цю серію статей та інструкцій, у яких описаний процес збору даного 3д-принтера. Завдяки ним Ви зможете швидко зрозуміти як збирається та функціонує кожен вузел 3-принтера, як встановити і налаштувати прошивку і тд.
Ми постійно додаємо на наш сайт корисну інформацію у якій описуються різні деталі експлуатації та оновлень 3д-принтера (ознайомитися з ними можна у розділах “Блог” та “Інструкції”).
Ринок 3д-технологій постійно розвивається, створюються нові моделі та технології, і щоб Ви мали можливість за всім цим слідкувати ми підготували для вас посилання на ресурси з яких можна черпати актуальну інформацію. Ну і не забувайте слідкувати за нашим блогом, ми також регулярно постимо цікаву та актуальну інформацію.
А тепер переходимо до самого цікавого — розпаковки та підготовки до експлуатації 3д-принтера.
Розпаковка
Розпочнемо, звичайно, ж зі розпаковки коробки з 3д-принтером. Ви отримали велику коробку, у якій акуратно запакований 3д-принтер та деталі, котрі потрібно додатково до нього прикрутити. Перед упаковкою ми зняли деякі габаритні деталі з 3д-принтера для того щоб зменшити для Вас вартість доставки.
Акуратно відкриваємо коробку зі сторони де написано “Відкривати тут” і бачимо набір коробок, у яких знаходяться додаткові деталі. Витягнуть їх, розпакуйте і відкладіть у бік.
Увага! З особливою обережністю відкривайте коробку з написом “Скло”. Ми особливо ретельно його пакуємо і тому ймовірність того що воно розбилося мінімальна. Але все-таки обережність тут не завадить.
Після цього дістаємо лист пінопласту, який закриває 3д-принтер. Тепер бачимо акуратно запакований у плівку 3д-принтер. Дістаємо його з коробки (візьміть його за верхню частину кришки для монтажу дисплею — на зображенні 1 вона виділена червоним).
Акуратно і без поспіху зніміть плівку з захисної обрешітки і побачите перед собою майже розпакований 3д-принтер (див. зобр. 1).
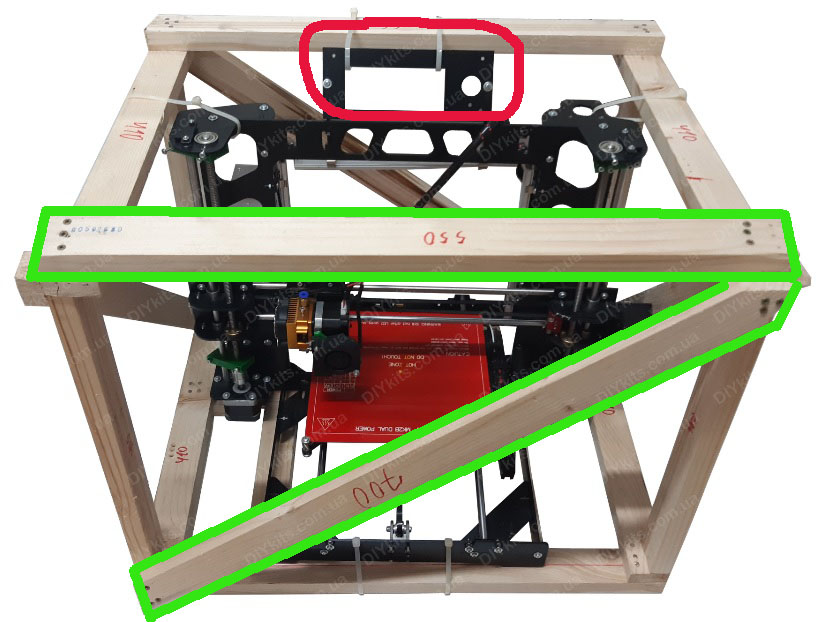
Зобр. 1. Запакований 3д-принтер
Тепер потрібно витягнути 3д-принтер з захисної обрешітки. Для початку за допомогою викрутки потрібно відкрутити бруски, виділені на фото 1 зелений кольором. Після того як ви їх знімете необхідно обрізати стяжки, котрі фіксують 3д-принтер на обрешітці (див. зобр. 2).
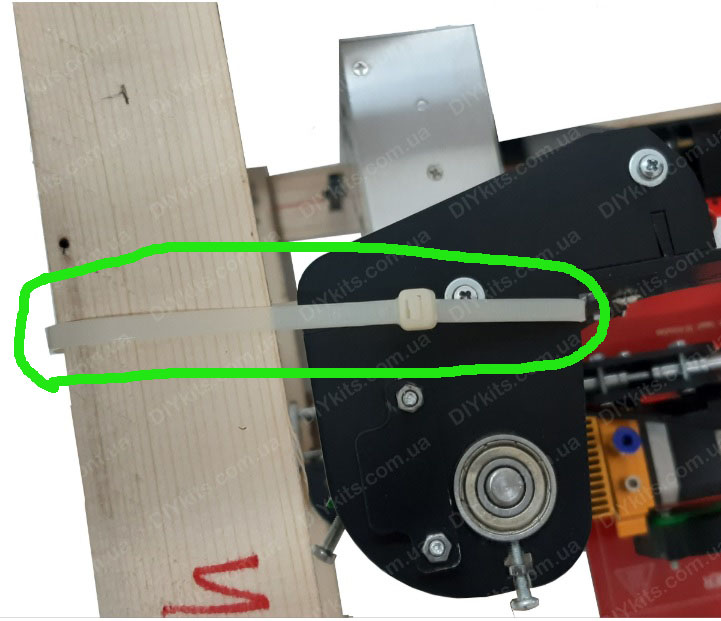
Зобр. 2 Фіксуючі стяжки
Зверніть увагу! При зборі даного 3д-принтера також використовуються стяжки, за допомогою яких фіксуються проводи на корпусі. Стяжки, котрі використовуються для упаковки зазвичай мають колір відмінний від кольору корпусу 3д-принтера. Наприклад, якщо корпус 3д-принтера чорного кольору то стяжки, котрі потрібно обрізати — білого або іншого.
Ну що, ж тепер можна дістати 3д-принтер з обрешітки (її рекомендуємо зберегти). Тепер необхідно зняти фіксатори трапецевидних гвинтів і направляючих валів осі Z. Як вони виглядають показано на зображенні 3.

Зобр. 3. Фіксатори гвинтів і направляючих
Після того як ви відкрутите всі фіксатори можна переходити до встановлення дисплею та тримачів пластику.
Розпочнемо з встановлення дисплею LCD 2004. Він знаходиться у одній з коробок, які ви витягнули коли розпаковували 3д-принтер. Для того щоб його вмонтувати візьміть 4-ри гвинти М3х25мм, 4 гайки М3 (всі метизи є у комплекті з 3д-принтером) та 4-ри пластикові дистанціювальні стійки М3х15мм. Дисплей потрібно прикрутити до кріплення, зображенного на фото 4.
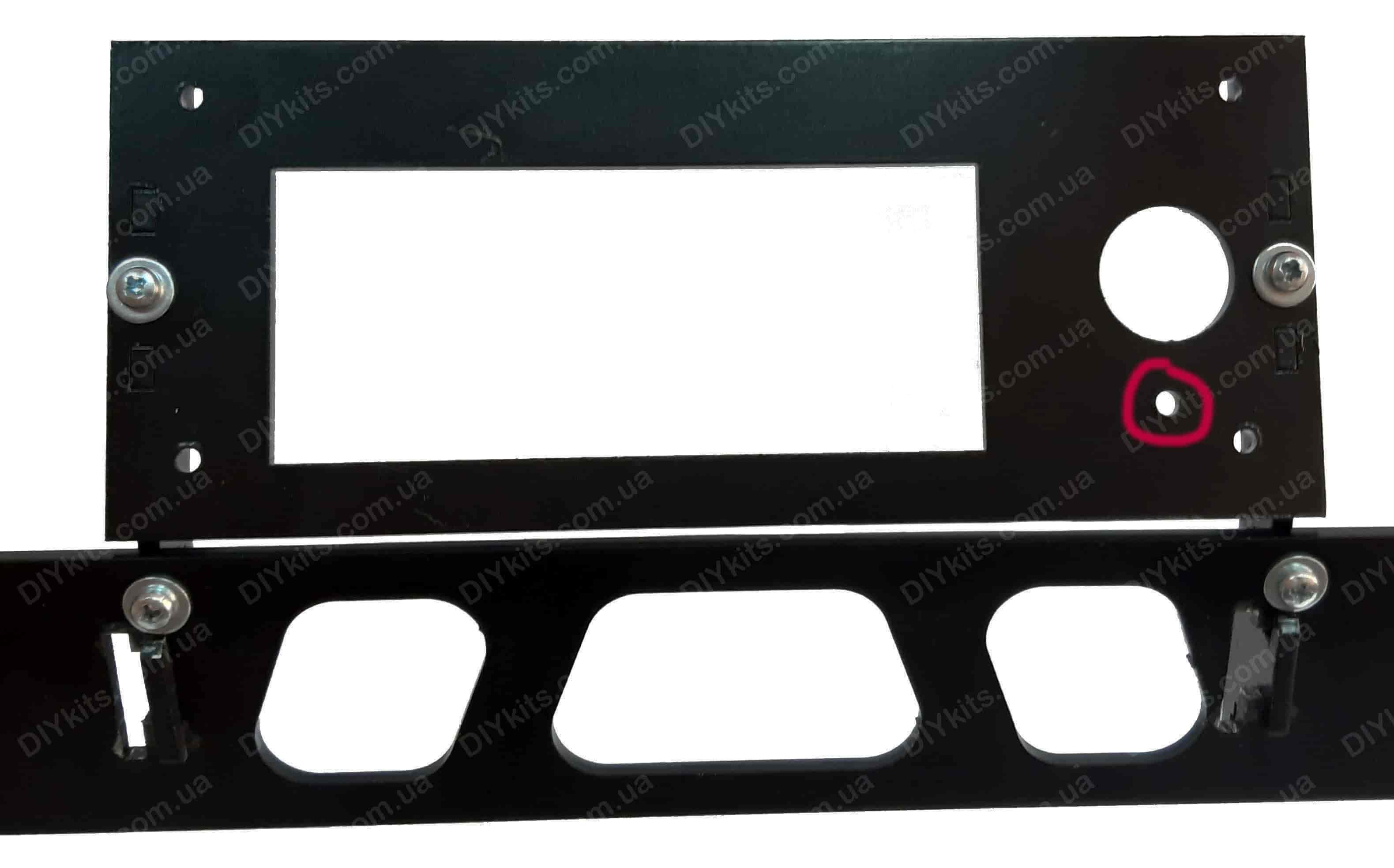
Зобр. 4. Кріплення дисплею
Прикрутіть дисплей у це кріплення (між ним та кріпленням повинні бути розташовані дистанціювальні стійки).
Що має вийти у результаті показано на зображеннях 5 та 6.

Зобр. 5. Вмонтовий дисплей (вид спереду)

Зобр. 6. Вмонтовий дисплей (вид ззаду)
Тепер необхідно підключити дисплей до плати керування MKS GEN-L V1.0. Для цього потрібно скористатись шлейфами, котрі закріплені стяжками до задньої частини корпусу 3д-принтера. Обріжте ці стяжки і витягніть шлейфи. На них є маркування “EXP1” та “EXP2”. На дисплеї (див. зобр. 7) також є такі роз’єми. Підключіть шлейфи до дисплею:
EXP1 до EXP1
EXP2 до EXP2

Зобр. 7. Роз’єми для підключення дисплею до плати керування
Переходимо до монтажу тримачів для пластику. Один з тримачів пластику ми закріпили на корпусі за допомогою стяжок. Ну а другий ви знайдете серед коробок у яких є додаткові деталі. Для кріплення тримачів є спеціальні отвори, що розташовані біля кріплення дисплею. Кріпити їх потрібно за допомогою гвинтів М3х12, гайок та шайб М3. У тримачах є круглі отвори у які має вставлятись направляючий вал довжиною 245мм. Із зовнішніх сторін тримачів вал фіксується за допомогою стопорних гайок. Як виглядають вмонтовані тримачі з встановленою котушкою пластику показано на зображенні 8.
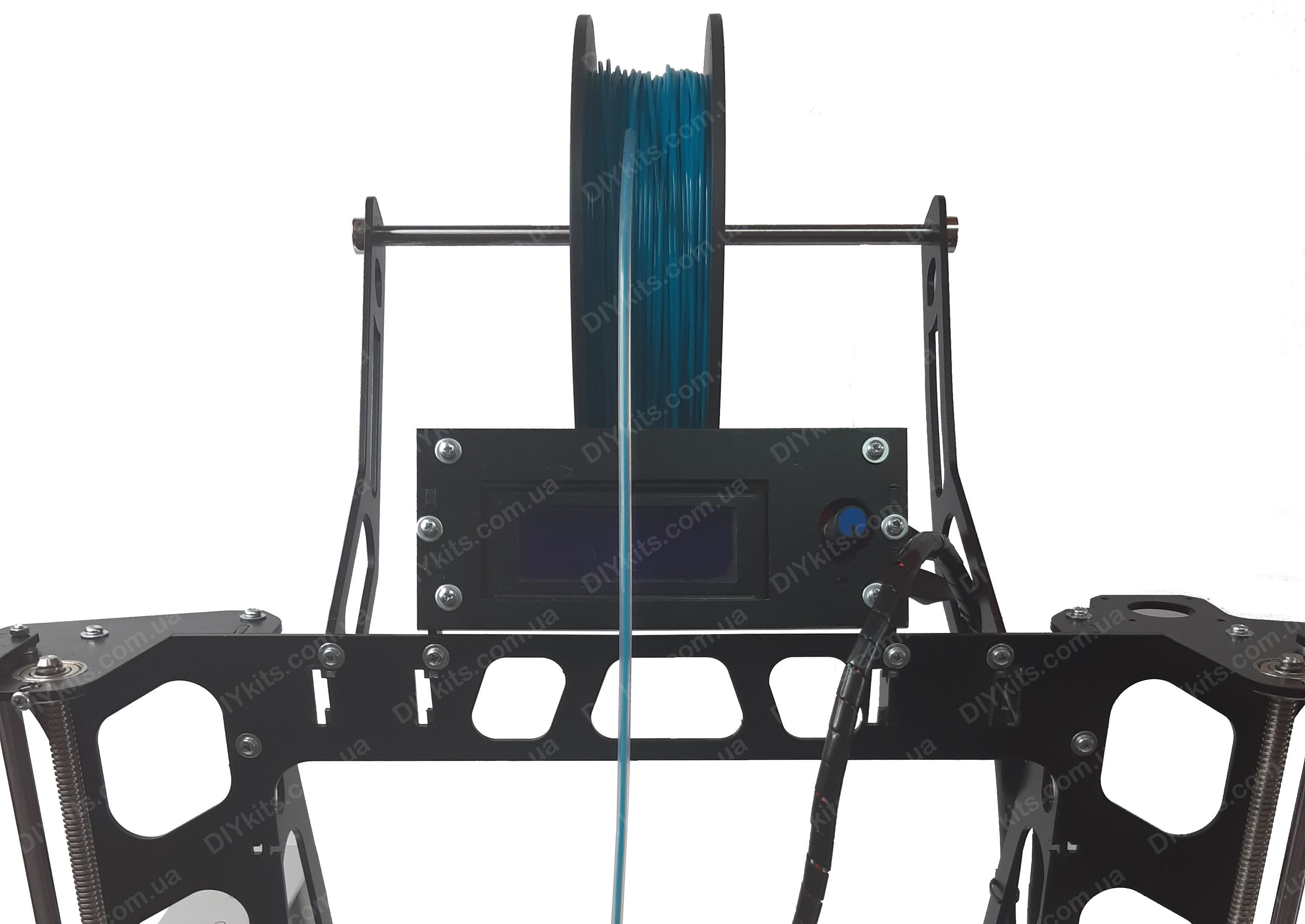
Зобр. 8. Вмонтовані тримачі для пластику
Ну що ж, ви майже все підготували. Залишилось лише натягнути ремені осей X та Y. Для цього візьміть з комплекту пластикові крутилки та гвинти М5х30. Процес натягування відбувається за рахунок того що гвинт вкручується у корпус 3д-принтера і тим самим витягує натягувач ременя у протилежний бік. Спочатку встановіть гвинт з крутилкою на натягувач осі Y (див. зобр. 9).
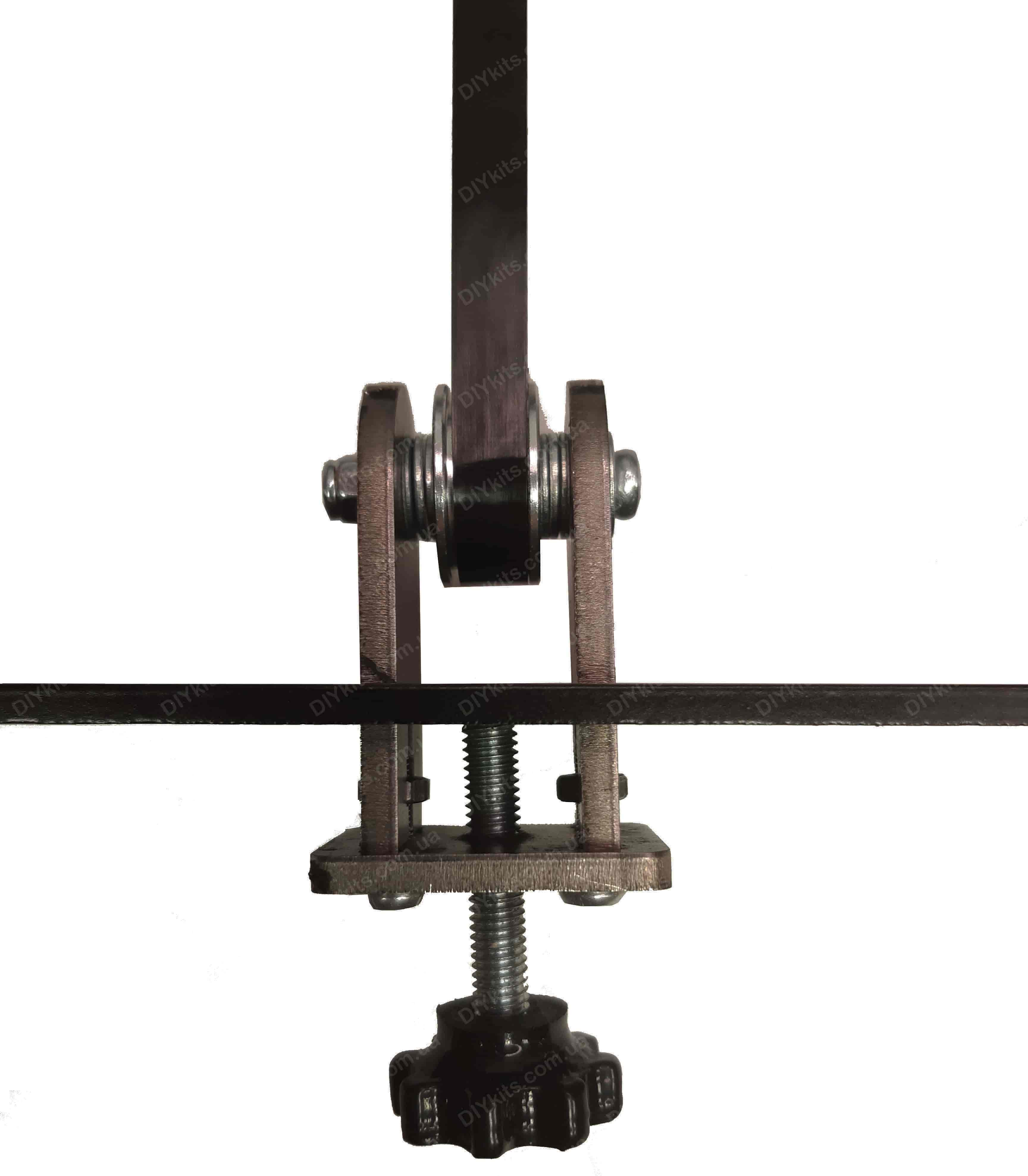
Зобр. 9. Натягування ременя осі Y
Чим сильніше ви вкрутите болт, тим більшим буде натяг ременя. Але зауважте, що перетягнутий ремінь набагато швидше зношується і дає велике навантаження на мотор. Тому натягувати потрібно так, щоб коли ви руками рухатимете каретку ремінь не провисав і не пропускались кроки мотора.
Тепер натягніть ремінь осі Y. Для цього вкрутіть такий же гвинт з крутилкою у натягувач осі Х. Він розташований на лівій каретці осі Х.
Залишилось лише встановити скло на нагрівальну платформу. Для початку обережно витягніть скло з коробки. Потім поставте його на нагрівальну платформу 3д-принтера і зафіксуйте за допомогою спеціальних фіксаторів (див. зобр. 10).

Зобр. 10. Вмонтоване скло
Процес підготовки до експлуатації завершено. Тепер можна переходити до перевірки калібрування осей.
Перший запуск та перевірка калібрування
Перед продажем всі 3д-принтери нашого виробництва проходять передпродажне калібрування та тестування.
В даний 3д-принтер уже “залита” прошивка. Якщо Ви хочете скачати вихідні файли прошивки та відкоректувати її то зайдіть ось сюди. Це одна з наших додаткових інструкцій.
3Д-принтер максимально якісно пакується для того, щоб убезпечити його від втрати калібрування під час доставки. Але як би ми не старались — все ж залишається невелика ймовірність того що при доставці щось піде не так. Тому перед тим як запустити повноцінний друк на вашому новому 3д-принтері рекомендуємо перевірити його калібрування.
Для початку огляньте весь 3д-принтер — чи немає у ньому якихось явних дефектів. Якщо ви побачите щось підозріле — скидайте фото у наш вайбер (контакти ось тут) або телефонуйте.
Якщо все добре, то спочатку перевірте чи рухаються каретки осей Х та Y (це потрібно для того, щоб зрозуміти чи Ви правильно відчепили всі фіксуючі стяжки).
Тепер можна перевірити чи не збилось калібрування осі Z. Перевірте чи права і ліва каретки осі X виставлені на однакову відстань (див. фото. 11). Для цього скористайтесь лінійкою, рулеткою або штангенциркулем. За точку відрахунку можна взяти трапецевидну гайку.
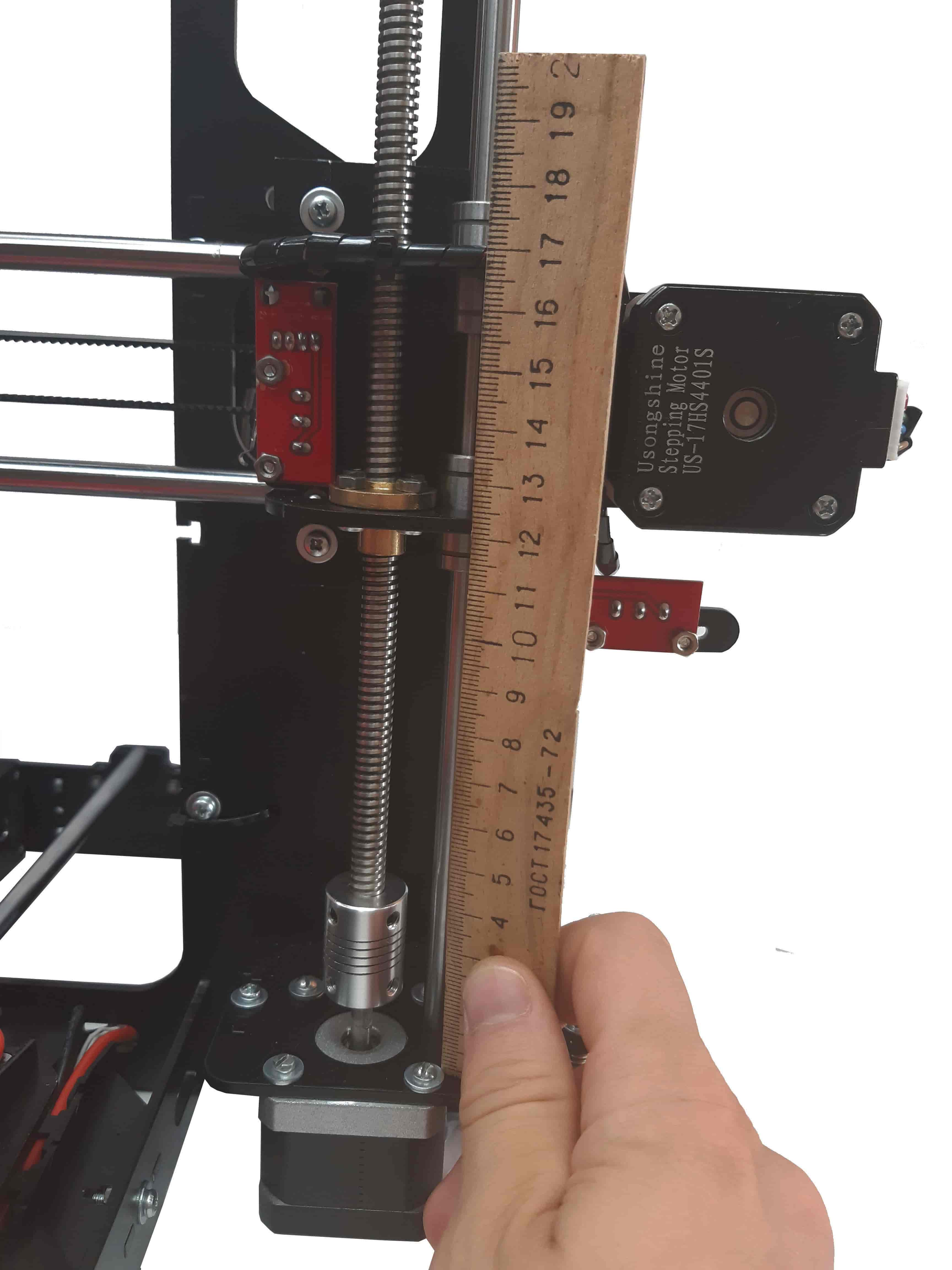
Зобр. 11. Вирівнювання осі Z
Також ще раз перевірте чи Ви зняли всі фіксатори осі Z (див. зобр. 3). Ну що ж, тепер можемо вмикати 3д-принтер.
На захисній обшивці корпусу 3д-принтера є кнопка увімкнення живлення. Вона обведена червоним на зобр. 12.

Зобр. 12 Кнопка живлення
Якщо ж у Ви придбали комплект 3д-принтера з комплектом освітлення, то відразу можете протестувати його роботу (для цього переведіть у положення “1” вимикач розташований справа від вимикача живлення 3д-принтера).
Після ввімкнення 3д-принтера на дисплеї має відобразитись загальна інформація про 3д-принтер (див. зобр. 13).
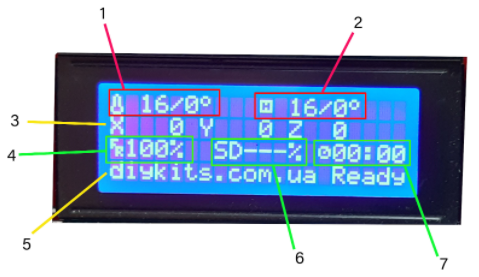
Зобр. 13. Головне меню екрану
Розглянемо всі позначення з основного екрану 3д принтера:
-
Температура екструдера. Зліва показано температуру екструдера в даний момент (16 градусів), а справа температуру яка має бути. Оскільки ми тільки ввімкнули принтер, то температури нагрівання не було задано (тому її значення — 0);
-
Температура нагрівальної платформи;
-
Розміщення екструдера у робочій області по всіх 3-ох осях. Якщо значення “0” це означає що по цій осі екструдер у початковій точці відліку. Мигаючий знак питання означає, що принтер не знає в якій точці робочої області він знаходиться;
-
Feed rate. Це швидкість друку. 100% означає що принтер друкує на швидкості встановленній у слайсері. Якщо значення 120% то це встановлене значення + 20%;
-
Рядок стану. Тут будуть відображатися всі стани у яких знаходиться принтер, а також помилки які виникають під час роботи. Ось кілька з основних станів:
-
Ready — принтер готовий до роботи;
-
Card inserted — SD карта вставлена у кард-рідер;
-
Card Removed — SD карта була витягнута;
-
Bed heating — “прогрів принтера”. Це означає що йде процес нагріву нагрівальної платформи.
-
Прогрес друку з SD карти (у відсотках);
-
Час друку.
Є два способи протестувати роботу всіх вузлів 3д-принтера:
-
За допомогою меню 3д-принтера;
-
За допомогою програмного забезпечення Repetier-Host чи аналогічного.
У першого способу є серйозна перевага — за його допомогою можна провести тести та налаштування одразу після включення 3д-принтера. Нижче описано як користуватись даним меню.
А ось тут описано як встановити Repetier-Host.
Керувати переміщенням по пунктах меню потрібно за допомогою енкодера (по-простому кнопки) на дисплеї. Натискаємо на енкодер і відкривається основне меню (див. зобр. 14).

Зобр. 14. Головне меню
В меню є 4 пункти:
-
Info screen — це перехід у головне вікно з інформацією про принтер;
-
Prepare — підготовка до друку. За допомогою інструментів з цього вікна можна без застосування Repetier-Host керувати рухом по осях, вмикати функцію “Додому” для осей і тд;
-
Control — тут можна прогріти принтер, ввімкнути обдув деталі і тд;
-
Print from SD — цей пункт меню відповідає за друк деталі з SD карти.
Обираємо пункт Prepare і бачимо підпункти, які нам потрібні (див зобр. 15).
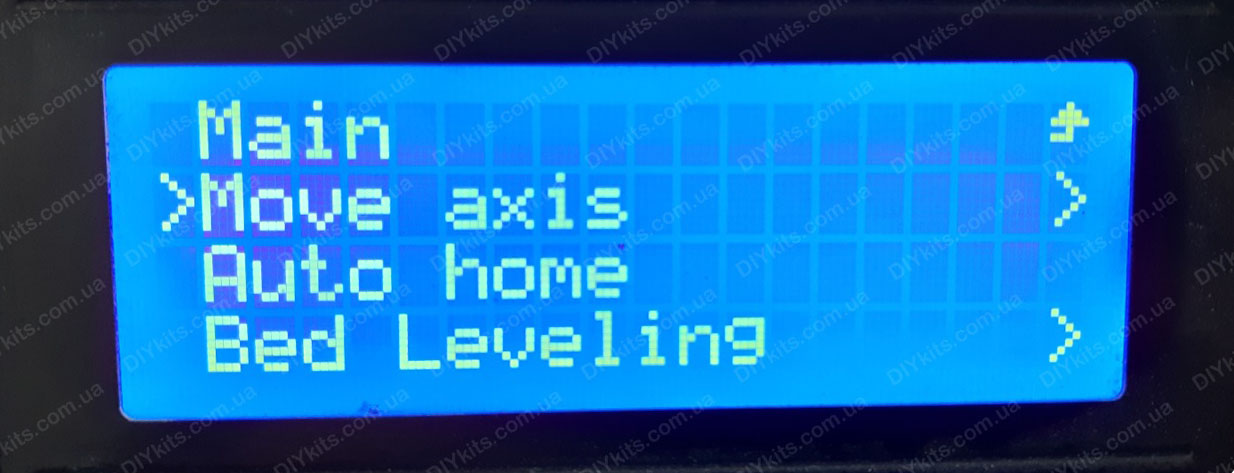
Зобр. 15. Пункт меню “Prepare”
Там ми бачимо такі підпункти:
-
Move axis — керування рухом осей 3д-принтера;
-
Auto Home — переведення 3д-принтера у режим “Дім”, тобто у стартові точки всіх осей (спочатку 3д-принтер підніме екструдер по осі Z, тоді перемістить його у стартову позицію по осі Х, потім по Y і наприкінці вниз по Z);
-
Bed leveling — автокалібрування 3д-принтера. Детальніше про це описано в Додатку 5;
-
Set home offsets — встановити відступи осей від краю нагрівальної платформи;
-
Disable steppers -відключити крокові двигуни;
-
Preheat PLA — попередній прогрів для PLA пластику;
-
Preheat ABS — попередній прогрів для ABS пластику.
Нас зараз цікавить пункт 1, тобто “Move axis”, тому переходимо до нього (зобр. 16).

Зобр. 16. Керування рухом осей
У даному підрозділі є пункти, з назви яких зрозуміло за рух якими осями вони відповідають. Розпочнемо з Move X. Переходимо туди і бачимо те, що зображено на фото 17.

Зобр. 17. Керування рухом осі Х
Як стає зрозуміло з назв даних підпунктів, там вказаний крок руху по осях — 10мм, 1мм, 0,1мм. Обираємо, наприклад, 10мм і бачимо те що зображено на фото 18.
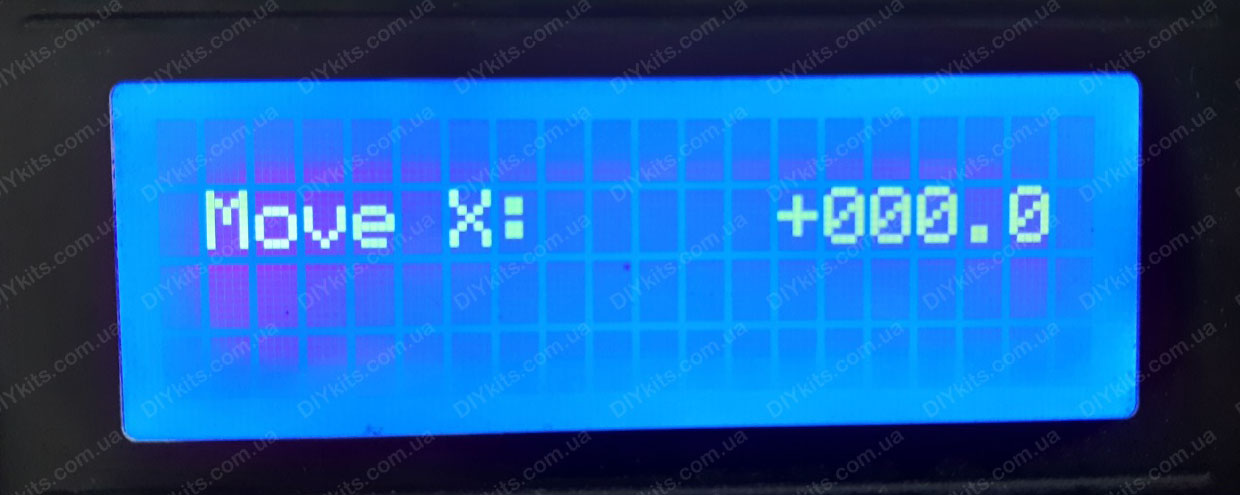
Зобр. 18. Рух осі Х
Для визначення напряму руху використовуємо енкодер (повертаємо його праворуч-ліворуч).
Після тесту осі Х натискаємо на енкодер і повертаємось до попереднього меню де обираємо тест наступної осі. Таким чином тестуємо кожну вісь та екструдер.
Увага! Тестувати екструдер потрібно лише тоді, коли він прогрітий до робочої температури (вона залежить від типу пластику, яким Ви плануєте друкувати чи тестувати). Як прогріти екструдер описано нижче.
Після тесту всіх осей (крім екструдера, який ви протестуєте після прогріву хотенду) повертаємось до головного меню (див. зобр. 14) і переходимо до розділу “Control”.
В цьому розділі є наступні пункти:
-
Temperature — налаштування прогріву хотенду та нагрівальної платформи, а також увімкнення обдуву деталі;
-
PID — дані PID-калібрування (про нього описано у додатку 4);
-
Preheat PLA-conf — налаштування передпрогріву PLA пластику;
-
Preheat ABS-conf — налаштування передпрогріву ABS пластику.
На даному етапі нас найбільше цікавить пункт 1 — Temperature. Переходимо у нього та бачимо те, що і на зображенні 19.

Зобр. 19. Розділ “Control”
Тут все доволі просто. Заходимо у пункт “Nozzle” і встановлюємо температуру хотенду, “Bed” — встановлюємо температуру нагрівальної платформи, “Fan speed” — швидкість кулера обдуву (від 0 до 255) та встановлюємо авто температуру у пункті “Auto Temperature”.
Для встановлення температури повертайте енкодер вліво-вправо (див. зобр. 20).

Зобр. 20. Встановлення температури хотенду
Встановіть прогрів хотенду до 230 градусів і можете протестувати роботу екструдера у розділі “Prepare”.
Також встановіть прогрів нагрівальної платформи до температури 90-100 градусів, для того щоб була можливість перевірити її калібрування. Після того як нагрівальна платформа і хотенд прогріються до робочих температур можна перевірити калібрування нагрівальної платформи та кінцевика осі Z. Ми перед продажем ретельно все калібруємо та перевіряємо, але під час перевезення поштовим оператором існує ймовірність того що калібрування зіб’ється і тому краще його перевірити.
Перевірка калібрування проводиться тільки “на гарячу”, саме тому потрібно прогріти нагрівальну платформу та хотенд.
Основна задача калібрування — максимально точно вирівняти нагрівальну платформу по відношенню до сопла екструдера. Якщо цього не зробити, то у певних місцях можуть бути “ямки” і там буде недостатня адгезія, а в інших навпаки — платформа буде занадто високо і пластику з сопла просто не буде куди витікати. А все це негативно впливатиме на якість друку.
Ми налаштували калібрування на вашому 3д-принтері за допомогою спеціальних точних вимірювальних приладів.
Зараз ваша задача перевірити його. Для цього можна скористатись звичайним аркушем паперу А4.
Для початку калібрування встановіть екструдер в стартову позицію по осі Z (можете скористатись пунктом “Auto Home”), після цього скориставшись можливостями пунктку Prepare->Move Axis виставте екструдер на центр нагрівальної платформи. Відстань між соплом екструдера та склом має бути такою, щоб між ними пролазив листок паперу А4. Така ж відстань між соплом та склом має бути на всіх краях платформи.
Якщо Ви хочете дізнатись більше про процес калібрування 3д-принтера, то прочитайте ось цю статтю.
Якщо ж є серйозна різниця відстані між соплом та платформою у різних точках нагрівальної платформи, то можете вручну самі відкоректувати її калібрування (це можна зробити підкручуванням регулювальних гайок, як розташовані на краях платформи).
Ручна перевірка і налаштування дозволить вам досягнути хорошої якості друку, але якщо Ви хочете ідеальний перший шар — то прочитайте як увімкнути програмну компенсацію кривизни столу.
Підготовча частина завершена. Ви вже можете розпочати перший друк, щоб дізнатись як це зробити перейдіть у цей розділ. Щоб навчитись готувати 3д-моделі до друку обов’язково ознайомтесь зі статтями про Repetier-Host та Налаштування Slic3r.
Для того щоб Ви мали можливість встановити необхідне для роботи програмне забезпечення, за бажанням могли підкоректувати прошивку та більш якісно підлаштувати 3д-принтер ми підготовили цілу серію додаткових статей та матеріалів. Давайте коротко “пробіжимось” по змісту кожної статті:
Прошивка 3д принтера — тут ви дізнаєтесь де завантажити вихідні файли прошивки та як її налаштувати під свої потреби;
Встановлення Repetier-Host — тут описано як встановити програмне забезпечення, яке потрібне для підготовчої роботи з 3д-моделями;
Калібрування нагрівальної платформи — а ось тут ви дізнаєтесь про способи калібрування нагрівальної платформи;
Налаштування Slic3r (Частина 1) — це стаття про налаштування слайсера, який дозволяє «нарізати» 3д-моделі на шари, після чого їх можна відправляти на друк;
Налаштування Slic3r (Частина 2) — продовження статті про слайсер;
Перший друк — тут ви дізнаєтесь як запустити перші деталі у друк;
Ось тут є цикл статей про те, як збирається даний 3д-принтер;
Підключення освітлення до 3д-принтера — цей додаток потрібен тим, хто купив 3д-принтер без комплекту освітлення, а потім все ж вирішив його докупити;
Заміна екструдера MK8 на E3D — якщо ви вирішили замінити штатний екструдер на E3D то цей додаток саме для вас;
Альтернативний спосіб монтажу екструдера — тут описано як по-іншому закріпити штатний екструдер MK8;
PID — калібрування — перед продажем 3д-принтера ми його тестуємо і калібруємо. Але буде ще краще якщо Ви зробите ще одне PID -калібрування в умовах близьких до експлуатації;
Mesh bed leveling — тут описано як включити програмну компенсацію кривизни столу, або по-простому як зробити так щоб виходив ідеальний перший шар;
Посилання на додаткові ресурси — тут зібрані посилання на інформаційні ресурси у яких ви дізнаєтесь багато нового про розвиток 3д-технологій.
Якщо у Вас є якісь питання — телефонуйте нам або пишіть у вайбер/телеграм.
![]()
8 (800) 500-45-93
Заказать звонок
FDM принтеры
Фотополимерные
Bizon 3
Stratex 350
Stratex 500
P3 Steel 200 Pro
P3 Steel 300 Pro
P3 Steel 300 Dual
REX 6k mono
Информация
Помощь
Вакансии
Гос закупки
Политика
Соц контракт
Оплата
Где купить
О 3DiY
Доставка
Инструкции
Ремонт
Тех поддержка
База знаний
Блог
Это сайт производителя 3DiY. Здесь можно посмотреть и заказать 3D-принтеры. Если вам нужен интернет-магазин комплектующих перейдите по ссылке.
В магазин
![]()
Российский производитель 3D-принтеров
© 2014-2022 3DiY
Закажите звонок
Оставьте свой номер телефона и мы вам позвоним.
-
Главная
/
-
Служба поддержки
/
-
Инструкции Bizon 3
/
-
Руководство пользователя
Перед запуском 3D-принтера Bizon 3, изучите пошаговое руководство пользователя.
Продукция
- P3 Steel 200 Pro
- P3 Steel 300 Pro
- P3 Steel 300 Dual
- Bizon 3
- Stratex 350
- Stratex 500
- REX 6k mono
Помощь
- Тех. поддержка
- База знаний
- Блог компании
- Применение
- Задать вопрос
- Политика
- Гарантийный ремонт
Информация
- О 3DiY
- Где купить
- Оплата
- Доставка
- Гос. закупки
- Вакансии
- Соц контракт
© 2014-2023 3DiY, официальный сайт
Разработка сайта: Эля Синева
Задайте вопрос
Задайте свой вопрос через форму, мы пришлем ответ на указанную вами электронную почту. Максимальное время ответа 1 рабочий день.
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности.
Сайт использует cookie-файлы, чтобы сделать ваше пребывание на нем максимально удобным
Ок
Доброе время суток. Хотел бы рассказать о новой модели Prusa i3 Steel ‘BiZon’ от 3Ddiy.
(каталог http://3dtoday.ru/ пока молчит зацепил к Prusa i3 Steel)
Выбор пал на эту модель по следующим причинам: качество печати слоя до 50 микрон, площадь печати до 300х300х350, подогрев стола, всеядность по пластикам 1,75мм, возможности вынести подачу пластика от экструдера. Еще очень хотелось первый принтер руками от винтика собрать самому. (забегая вперед, мне это еще встало боком, в механике хорошо разбираюсь, в электрике плохо, в коде совсем не буб-бум).
Открыв коробку я был безумно обрадован количеству запчастей, и первый раз призадумался удивив электрику и глянув схемы подключений.
Неспешная сборка всех железок с перекурами заняла около 7 часов. Инструкции под BiZon еще не была создана, собирал по прошлой модели с полем 200х200х220. Инструкция достаточно наглядна. Жирным помечу моменты которые были не ясны сразу.
Конструктивно, если не брать размеры и новую плату (о ней позднее) все почти как в прошлой модели, кроме расположения контроллера оси У (он переместился с задней части в переднюю, фото ниже). Еще пару замечаний по сборке. Собирая каретку под экструдер не стоит ставить хомуты на нижний подшипник, достаточно просто продеть его в нижнюю ось оси Х, иначе продеть ремень будет проблематично, а после ремня и хомуты можно поставить. Так же стоит особое внимание обратить при сборе правой и левой каретки под оси и шпильки, если не соосно собрать/не дотянуть может клинить одну из шпилек. (Первый раз был небольшой наплыв краски, не дотянул деталь каретки на 1,5мм и правую ось в середине хода подклинивало).
И вот корпус собран, все детали заходили с легким натягом или киянкой, жесткость и надежность конструкции не вызывает сомнений.
Второй день. Установка оставшейся электроники, куча пайки (плохо паяю) и вязки проводов. Процесс был долгим и нудным. Плата была новенькая MKS Gen V1.3 ясно дело еще без инструкции. Было выяснено следующее.
E0 — термодатчик экструдера
Bed — термодатчик стола.
E1 — (Свободен)
Endstop — для подключения концевиков подключать на -х-у-z
Stepper XY — для движков по осям. Е0 — экструдер, Е1- свободен. (подключал обмотки обоих двигателей оси Z последовательно)
heater E0 — нагрев экструдера
heater E1 — (свободный)
FAN — под обдув модели (внимание 24В)
Heat Bed- нагрев стола
5V OUT — подключить вентилятор обдува радиатора хотэнда, самый маленький ( на нем написано 5 В)
12V OUT — ( он на самом деле 24В, так как блок питания используется на 24В ) я 2 по 12В подключу.
LSD — EXP1EXP2 для подключение дисплея.
Момент 1.
Два шлейфа которые идут от дисплея к плате в моем случае, необходимо было перевернуть на 180 градусов, каждый коннектор в том месте где они подключаются к плате, пришлось срезать выступ на коннекторе, что бы он вошел в разъем. На плате перепутана распиновка была, ничего страшного.
Момент 2.
Если при работе принтера на дисплее появляются каракули, нужно изолировать шлейфы обычной фольгой, я скрутил шлейш трубочкой и обмотал раза 4 фольгой, потом закрыв для эстетики скотчем. (да черного пока не купил, замотал белым)
Момент 3. Если термостат кажет 350+ С — это верный признак что он где-то закорачивает. В моей случае были перетянут болтиком на экструдере. (Шел в сборе экструдер)
Момент 4. Если Одна из осей при калибровке одет от контроллера поменяйте или значение false/ true в прошивке на соответствующую ось или по парка поменять 2 провода на разъеме Stepper. (Пары можно определить замкнув провода — сопротивление возрастет если покрутить ось, я по старинке тестером)
#define INVERT_X_DIR false // for Mendel set to false, for Orca set to true
#define INVERT_Y_DIR true // for Mendel set to true, for Orca set to false
#define INVERT_Z_DIR false // for Mendel set to true, for Orca set to fals
Ниже фото экструдера в сборе, натяжителя ремня оси У (все время косит влево ремень, исправлю большими шайбочкамию-направляющими), концевик оси У пока на проволочке (винтиков 16-20мм в первых партиях KITа не хватило, на концевиках по 1 вместо 2)
Имели место некоторые проблемы с настройкой: гулята температура экструдера +/- 15С (решено), шли лишние вибрации от одного из движков (пробуем понижать ток), при печати от 260 С выдает периодически MAXTEMP triggered, отказывается корректно печатать с SD (периодически каждые 2-4 слоя отводит экструдер по ося Х или У в сторону выдавливая ‘сопли’ или в середине печати отматывает нить как на замену и печатает далее=) )
Тумбочка оказалась маловата, пока выкручиваюсь двумя щитками, позднее запалю масивный щит из ламината.
Подытожу, конструкция и схемы подключения очень понравились, по программной части/прошивке еще есть над чем поработать.
Команда 3Ddiy адекватные люди, подсказывали на всем периоде сборки и помогают подбирать варианты последних оставшихся проблем. Как только все будет работать идеально и накопятся разные образцы печати, напишу часть 2.
Во второй части ‘Настройка и печать’. Я опишу тонкости настройки, решения возможных странностей и возможности печати данного принтера.
Подготовка
Перед сборкой стальные элементы рекомендуется окрасить в желаемый цвет. Необходимый инструмент:
- Отвертки с крестообразным и прямым шлицами;
- Ключи гаечные №5.5, 7 или пассатижи;
- Набор шестигранных ключей;
- Штангенциркуль или линейка;
- Нож, паяльник.
Рекомендуемые стандартные комплектующие:
- Рама с комплектом метизов;
- Направляющий вал ø8мм — 2,4м;
- Подшипник линейный LM8UU — 11шт;
- Шаговый двигатель типоразмера NEMA 17 — 5шт;
- Контроллер Arduino Mega 2560;
- Плата расширения RAMPS 1.4;
- Драйверы шаговых двигателей A4988 или DRV8825 — 4шт;
- Концевые выключатели — 3шт;
- Подшипники серии 694 или аналогичные — 4шт;
- Ремень GT2 — 2м;
- Шкив зубчатый GT2 — 2шт;
- Резьбовые шпильки М6 или трапецеидальные винты с гайками — 2шт;
- Блок питания 12В 300…360Вт;
- Провод сигнальный — 20м;
- Провод силовой — 2м;
- Вентилятор — 2шт;
- Дополнительный метиз для крепления двигателей, концевиков и прочего (М3х6 – 12шт, М3х20-4шт, М3х10-6шт);
- Изоляционная лента или термоусадочная трубка;
- Стяжки нейлоновые №2,5…3,5.
Рама
Сборка рамы производится с помощью 18-ти винтов М3х10 с гайками в следующей последовательности:



- Фланцы 2 фиксируются двумя винтами на раме 1. Кронштейны 4 и 5 на элементах 3 четырьмя винтами;
- Стенки 6 крепятся к раме с помощью четырех винтов;
- Фланцы 7 фиксируются на раме четырьмя винтами. Элементы 3 на стенках с помощью четырех винтов.
Ось Y (привод стола)
- Стол перемещается шаговым двигателем типоразмера NEMA17. Двигатель крепится с помощью четырех винтов М3х20 и восьми гаек. Затем фиксируется шкив так, чтобы зубчатый венец находился по центру оси. Чтобы избежать перекосов ремня GT-2 рекомендуется использовать пару из 20-тизубого шкива и роликов диаметром 11мм (подшипники серии 694).
- Для автоматического определения положения стола перед началом печати опционально устанавливается механический концевой выключатель(концевик). Концевик крепится двумя винтами М3х10 с гайками через шайбы(гайки), исключающие замыкание платы на корпус. Выключатели оптического типа устанавливаются аналогично, однако в этом случае необходимо достаточно аккуратно установить ответные части, чтобы избежать неполного включения/выключения оптопары.



- На рамку стола 8 устанавливается кронштейн 9 с помощью четырех винтов М3х20 и 12 гаек. Затем крепится фиксатор ремня 10 двумя винтами М3х10 с гайками.
- Четыре линейных подшипника LM8UU устанавливаются в пазы и притягиваются нейлоновыми стяжками;
- Чтобы избежать «отлипания» деталей из высокотемпературных пластиков в процессе печати опционально устанавливается подогреваемый стол. Алюминиевый стол крепится через пружины четырьмя винтами М3х20 и восемью гайками со стороны рамки. Для подключения используются гибкие провода сечением не менее 0,5мм2. Текстолитовый стол устанавливается аналогично, однако для выравнивания поверхности сверху необходимо установить термообработанное стекло или зеркало.
- В центре стола с помощью каптоновой ленты или силиконового герметика устанавливается термистор для определения температуры поверхности. Проводники рекомендуется защитить от перетирания гибкой плетеной или спиральной оплеткой.
- Для удобства сборки, предварительно устанавливается ремень GT-2 длиной порядка 0,7м в фиксатор 10. Позднее, излишки можно отрезать, а натяжение отрегулировать натяжным роликом. Не рекомендуется прилагать чрезмерные усилия при регулировки натяжения зубчатого ремня и затягивании фиксатора, это не требуется и может повредить нейлоновый корд ремня.
- Далее стол в сборе устанавливается на линейные направляющие ø8мм длиной не менее 350мм. Направляющие фиксируются четырьмя стопорными кольцами из комплекта метизов или небольшим количеством «супер» клея. Клей придает дополнительную вибростойкость раме и, при необходимости, легко удаляется с полированной поверхности направляющих.
- Затем устанавливается ролик натяжения ремня винтом М4х20 с гайкой. В качестве ролика рекомендуется использовать два фланцевых подшипника F694ZZ с тремя шайбами М4.
Ось Z (вертикальная ось)
- В деталях 11 и 12 устанавливаются четыре кронштейна 13 с помощью восьми винтов М3х10 с гайками. Затягивать винты до установки направляющих валов оси X не следует;
- Фланцы 14 устанавливаются на кронштейны 13 с помощью четырех винтов М3х10 с гайками. Если используются метрические шпильки М6, то необходимо предварительно запрессовать две гайки М6 с помощью тисов. В случае трапецеидальных винтов — грузовые узлы устанавливаются с помощью четырех винтов М3х10 с гайками;
- Четыре линейных подшипника LM8UU устанавливаются в пазы и притягиваются нейлоновыми стяжками;
- Для автоматического определения положения каретки перед началом печати опционально крепится механический концевик двумя винтами М3х10 с гайками через шайбы(гайки), исключающие замыкание платы на корпус. Концевик оптического типа устанавливаются аналогично.



- Далее устанавливаются два двигателя NEMA17 привода оси с помощью восьми винтов М3х6 и две эластичные муфты 5х6 (5х8 для трапецеидальных винтов). Затем в левой части рамы фиксируется двумя гайками винт регулировки коцевика М3х40.
- Устанавливаются две линейные направляющие ø8мм длиной не менее 325мм и две резьбовые шпильки М6 (трапецеидальные винты). Направляющие фиксируются с помощью двух стопорных колец или «супер» клеем.
Ось X (привод каретки)
- В элемент 15 устанавливается кронштейн Bowden экструдера 16 двумя винтами М3х10 с гайками. Если используется экструдер прямой подачи или Вэйда, то выступающую часть кронштейна 16 необходимо отломить по насечкам;
- Затем, при необходимости, устанавливается элемент 17 регулировки концевика оси Х;
- Фиксатором 10 предварительно крепится ремень GT-2 длиной порядка 0,9м с помощью двух винтов М3х10 с гайками. Позже, при регулировке натяжения, излишки ремня можно будет отрезать;
- Три линейных подшипника LM8UU устанавливаются в пазы и притягиваются нейлоновыми стяжками;



- Далее каретка в сборе устанавливается на две линейные направляющие ø8мм длиной не менее 400мм. Направляющие фиксируются с помощью восьми винтов оси Z;
- Кареретка перемещается шаговым двигателем типоразмера NEMA17. Двигатель крепится с помощью четырех винтов М3х6. Шкив фиксируется так, чтобы зубчатый венец находился по центру фиксатора ремня. Регулировка натяжения ремня осуществляется двигателем;
- Затем устанавливается ролик ремня винтом М4х20 с гайкой. В качестве ролика рекомендуется использовать два фланцевых подшипника F694ZZ с двумя шайбами М4.
Экструдер
Каретка универсальная, предназначена для различный типов экструдера.



Электроника
- На одной из боковых стенок устанавливается основной контроллер, рекомендуется плата Arduino MEGA 2560 в связке с платой расширения RAMPS 1.4;
Будьте аккуратны при обращении с электроникой, статическое электричество может вывести любую плату из строя, а металлический крепеж привести к короткому замыканию или повреждению платы.
- На RAMPS устанавливаются драйверы шаговых двигателей, рекомендуется использовать четыре A4988;
Обратите внимание на маркировку пинов драйвера и платы расширения, неправильное положение приводит к повреждению электроники.
На RAMPS, под драйверами, должны быть установлены перемычки микрошага. Для A4988 рекомендуется оставить все три «джампера», что соответствуют значению микрошага 1/16.
На каждом драйвере расположен подстроечный резистор для регулировки силы тока двигателя. Далее в процессе настройки, рекомендуется установить минимально необходимый ток. Если тока недостаточно для движения и удержания оси и в процессе печати появляются пропуски шагов, то резистор необходимо повернуть по часовой стрелке. Если происходит чрезмерный нагрев двигателей и электроники, то против часовой. Возможно также понадобится установить радиаторы драйверов и/или принудительный обдув платы расширения.



- Далее устанавливается блок питания с силой тока не менее 20А и напряжением 12В;
Внимание! Используйте только безопасные закрытые источники питания. Не следует недооценивать опасность сетевого напряжения для Вас и третьих лиц. Продавец (производитель) комплектующих (готовых изделий) не несет никакой ответственности за возможные последствия.
- Шаговые двигатели, концевики, термисторы и нагревательные элементы, вентиляторы подключаются согласно схемы.
При подключении двигателей оси Z параллельно друг другу используйте одинаковые провода одинаковой длины, это уменьшит возможную разность крутящих моментов. Для этого на плате RAMPS предусмотрено два параллельных разъема оси Z.
Прошивка
По умолчанию в комплект для сборки принтера уже загружена полноценная управляющая программа (прошивка) и каких-либо действий не требуется. Установленная версия отображается на мониторе при включении принтера.
Для новых и устаревших плат управления прошивку необходимо обновить.
-
Версия Дата Конфигурация 1.1.1-rc8 10.02.17 Контроллер Smart, экструдер MK8 - Предварительно следует загрузить и установить актуальную версию программной среды Arduino;
- Подключить плату Arduino USB-кабелем к компьютеру. Компьютер должен автоматически установить драйверы, это может занять несколько минут;
В зависимости от операционной системы компьютера, может возникнуть необходимость установить драйверы вручную, согласно пошаговой инструкции. В процессе установки следует обратить внимание на номер COM-порта к которому подключена плата. Далее запустить среду разработки Arduino и проверить настройки программатора в меню «Инструменты»: «Плата»-«Arduino Mega 2560», «Процессор»-«ATmega2560», «Порт»-«COMxx», где xx — номер порта к которому подключена плата.
- Далее необходимо загрузить и распаковать ZIP-архив с последней версией прошивки. В папке «Marlin» открыть файл «Marlin.ino». Нажать кнопку «Загрузка», среда Arduino выполнит компиляцию кода и загрузит его в микроконтроллер.
В процессе компиляции прошивки может потребоваться наличие дополнительных библиотек в папке «libraries» среды Arduino. Для контроллера Smart Full Graphic необходимо загрузить и распаковать ZIP-архив U8glib_Arduino-master.
Программое обеспечение
Для работы с принтером используется управляющая программа Repitier Host или аналогичная. При подключении Smart контроллера принтер может работать автономно без подключения к компьютеру, для загрузки моделей достаточно SD-карты.
Внимание! Возможны незначительные отличия, направленные на совершенствование конструкции и совместимость с новыми комплектующими. Вопросы можно задавать техподдержке на Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в браузере должен быть включен Javascript.. Будем благодарны за конструктивные комментарии.
EN
- Čeština
- Español
- Italiano
- Deutsch
- Polski
- Français
Login
- Home
- Downloads
- undefined
undefined - Handbook
Downloads

Still have questions?
If you have a question about something that isn’t covered here, check out our additional resources.
And if that doesn’t do the trick, you can send an inquiry to [email protected] or through the button below.
Contact us
![]()
- 3D принтеры
- 3D-DIY
3D-принтер P3 Steel 300
Артикул: 273
Российская версия Prusa i3 Steel с увеличенной областью печати
Характеристики
-
- Производитель
- Prusa
-
- Технология печати
- FDM
-
- Область печати
- 300х300х340 мм
-
- Платформа
- с подогревом
-
- Кол-во головок
- 1
-
- Формат расходников
- 1.75 мм
-
- Страна происхождения
- Россия
Всe описание
Характеристики
-
- Производитель
- Prusa
-
- Технология печати
- FDM
-
- Область печати
- 300х300х340 мм
-
- Платформа
- с подогревом
-
- Кол-во головок
- 1
-
- Формат расходников
- 1.75 мм
-
- Страна происхождения
- Россия
Всe описание
Бесплатная доставка при заказе от 3000р (боксберри, грастин)
Можем в гос закупки
Работаем по 223-ФЗ и по 44-ФЗ, если планируете закупку — смело обращайтесь
Быстрая доставка
Отправляем заказы каждый будний день в 13:00. Если нужно срочно — по Москве привезем за 3 часа.
Гарантия и качество
В течение 14 дней вы можете вернуть или обменять просто так. Брак меняем в течение всего гарантийного срока.
Удобная оплата
Оплатите покупку онлайн, по счету, или при получении. Работаем с физ. и юр. лицами, с НДС и без.
Покупатели, которые приобрели 3D-принтер P3 Steel 300, также купили
- Описание
- Характеристики
- Отзывы
-
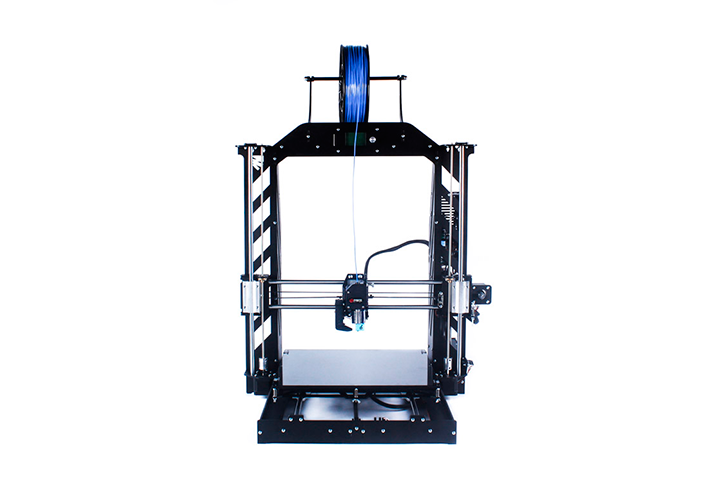
BiZon Prusa i3 Steel — версия Prusa i3 Steel с увеличенной областью печати 300х300х340 мм. Набор для самостоятельной сборки. От своих предшественников из семейства Prusa этот 3D-принтер отличается ЖЕСТКИМ СТАЛЬНЫМ КОРПУСОМ с усиленными ребрами жесткости, расширенной областью печати, возможностью печати различными материалами — ABS, PLA, HIPS, FLEX, PVA.
ВiZon P3Steel при габаритах 510х560х580 мм обладает большой зоной построения — 300х300х340 мм, что делает его оптимальным вариантом для персонального использования и мелкосерийного производства. В конструкции не используются ни шпильки, ни пластиковые детали — все выполнено из стали.
Для большей жесткости в конструкции используются валы 10мм. Данная модель обеспечивает надежность, качество и высокую скорость печати. -
Общие характеристики
Технология печати FDM Кол-во печатающих головок 1 Экструдер директ Область печати 300х300х330 мм Диаметр сопла 0,4; 0,6; 0,8; 1; 1,2; мм Нагреваемый стол есть Калибровка ручная Толщина слоя от 0,05 мм Максимальная температура экструдера 260°С Максимальная температура стола 100°С Скорость головки 150 мм/с Используемые материалы PLA, Easy Flex, FLEX, Relax, Rubber Интерфейсы microSD-card, LCD-экран Программное обеспечение Cura, RepetierHost, CraftWare Страна производитель Россия Гарантия 12 мес Транспортные характеристики
Вес нетто 12,5 кг Габариты 3D принтера 500х550х550 мм Вес брутто — Габариты упаковки — -
 Загрузка данных…
Загрузка данных…
Рекомендуем посмотреть
Закрыть окно
(Окно закроется через сек.)