ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
РАСПОРЯЖЕНИЕ
от 23 октября 2014 г. № 2499р
ОБ УТВЕРЖДЕНИИ И ВВЕДЕНИИ В ДЕЙСТВИЕ ИНСТРУКЦИИ
«ДЕФЕКТЫ РЕЛЬСОВ. КЛАССИФИКАЦИЯ, КАТАЛОГ И ПАРАМЕТРЫ
ДЕФЕКТНЫХ И ОСТРОДЕФЕКТНЫХ РЕЛЬСОВ»
С целью реализации основных направлений развития системы неразрушающего контроля рельсов и эксплуатации средств рельсовой дефектоскопии в путевом комплексе ОАО «РЖД»:
1. Утвердить инструкцию «Дефекты рельсов. Классификация, каталог и параметры дефектных и остродефектных рельсов» (далее — Инструкция) и ввести его в действие с 1 сентября 2015 г. (Приложение).
2. Начальникам дирекций инфраструктуры, руководителям причастных филиалов и структурных подразделений ОАО «РЖД»:
а) до 1 марта 2015 г. обеспечить в установленном порядке изучение Инструкции;
б) с 1 марта по 1 июля 2015 г. организовать опытную эксплуатацию Инструкции в Октябрьской, Западно-Сибирской и Дальневосточной дирекциях инфраструктуры.
3. Заместителю начальника Центральной дирекции инфраструктуры Борецкому А.А., начальникам дирекций инфраструктуры: Октябрьской Шевцову Е.А., Западно-Сибирской Маложону И.М. и Дальневосточной Максимцеву С.В. до 1 августа 2015 г. провести совещание по итогам опытного применения Инструкции.
4. Признать с 1 сентября 2015 г. утратившим силу:
а) пункт Б.5.6 и пункт Б.6.2 Приложения Б Положения о системе неразрушающего контроля рельсов и эксплуатации средств рельсовой дефектоскопии в путевом хозяйстве железных дорог ОАО «РЖД», утвержденного распоряжением ОАО «РЖД» от 27.12.2012 № 2714р;
б) пункт 1.6 распоряжения ОАО «РЖД» от 16.06.2011 № 1317р Об усилении контроля за боковым износом рельсов в кривых участках пути.
5. Контроль за исполнением настоящего распоряжения возложить на заместителя начальника Центральной дирекции инфраструктуры Борецкого А.А.
Вице-президент ОАО «РЖД»
А.В.ЦЕЛЬКО
УТВЕРЖДЕНА
распоряжением ОАО «РЖД»
от 23 октября 2014 г. № 2499р
ИНСТРУКЦИЯ
«ДЕФЕКТЫ РЕЛЬСОВ. КЛАССИФИКАЦИЯ, КАТАЛОГ И ПАРАМЕТРЫ
ДЕФЕКТНЫХ И ОСТРОДЕФЕКТНЫХ РЕЛЬСОВ»
Настоящая инструкция устанавливает виды дефектов рельсов, образующихся в них в процессе эксплуатации, общий порядок определения типа, расположения, код обозначения дефектов, причины их появления и развития, способы выявления, указания по эксплуатации дефектных и остродефектных рельсов.
Требования настоящей инструкции обязательны для всех работников предприятий, связанных с эксплуатацией, диагностикой и ремонтом верхнего строения пути ОАО «РЖД».
1. ОБЩИЕ ПОЛОЖЕНИЯ.
В рельсах в процессе эксплуатации по мере наработки тоннажа, измеряемого в млн. т брутто, происходят процессы износа, смятия, коррозии и усталости, в том числе контактной, изгибной и коррозионной усталости. В результате протекания этих процессов в рельсах образуются различные повреждения и дефекты. Дефект рельса характеризуется отклонениями от установленных норм его геометрических параметров или прочности, соблюдение которых обеспечивает работоспособное состояние рельса в установленных условиях эксплуатации. К дефектам рельсов относятся: выкрашивания, выколы, трещины, изломы, все виды износа, пластические деформации в виде смятия, сплывов металла головки рельса, коррозия, механические повреждения, величины которых превышают нормированные значения. Отказ рельса вызывается дефектом, при котором исключается пропуск поездов (полный отказ, например, при изломе рельса) или возникает необходимость в ограничении скоростей движения поездов (частичный отказ, например, образование волнообразных неровностей сверх нормируемых значений на поверхности катания головки рельса и т.п.).
Классификация и каталог дефектов рельсов предназначены для правильного определения кода дефектов в рельсах, основной причины их появления и развития, а также для принятия мер по безопасной эксплуатации рельсов, для статистического учета поврежденных рельсов, анализа уровня эксплуатационной стойкости и надежности рельсов. В каталоге дефектов рельсов представлены способы их выявления.
Все дефекты в зависимости от их типа, расположения по сечению рельса, основных причин их происхождения и места расположения по длине рельса имеют свой цифровой код. Ниже объясняется структура кодового цифрового обозначения дефектов рельсов, в разделе «Каталог дефектов рельсов» дается подробное описание каждого дефекта и его фотографии, способы выявления и указания по эксплуатации дефектных рельсов, в разделе «Параметры дефектных и остродефектных рельсов» определяется степень опасности конкретных дефектов рельсов для движения поездов.
Поврежденные рельсы в зависимости от степени опасности дефектов подразделяются на два вида: остродефектные (ОДР) и дефектные (ДР).
К остродефектным рельсам относятся рельсы с изломами, выколами и трещинами, которые могут привести к внезапным разрушениям. Остродефектные рельсы непосредственно угрожают безопасности движения поездов из-за непредсказуемости последствий разрушений рельсов и поэтому требуют изъятия их из пути после обнаружения дефекта без промедления в соответствии с установленным порядком.
По остродефектным рельсам пропуск поездов производится в соответствии с нормами, приведенными ниже в разделе «Параметры дефектных и остродефектных рельсов».
Дефектные рельсы, как правило, не препятствуют пропуску поездов, но при достижении определенных параметров дефектов требуют ограничения скоростей движения поездов. В связи с возможностью визуального наблюдения за развитием этих дефектов, изменение их размеров в большинстве случаев можно прогнозировать.
В зависимости от категории пути, типа и степени развития дефектов на поверхности катания головки, на шейке или подошве для дефектных рельсов устанавливается соответствующий порядок их изъятия из пути от замены в плановом порядке до замены в первоочередном порядке.
По дефектным рельсам на срок до устранения дефекта или замены дефектных рельсов при достижении определённых параметров дефектов устанавливаются ограничения скорости движения поездов с учетом конкретных условий состояния пути.
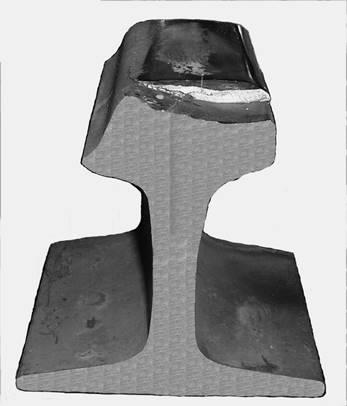
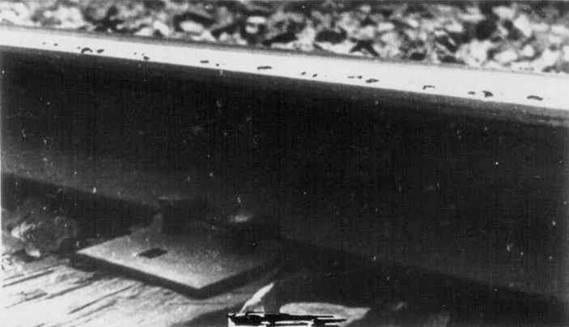
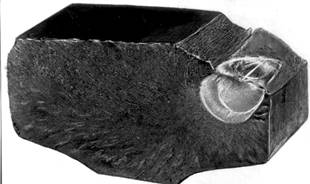
Все остродефектные рельсы, внутренние дефекты в которых обнаружены при дефектоскопировании, после изъятия из пути должны подвергаться обязательному вскрытию для подтверждения кода дефекта. Долом рельсов для вскрытия дефектов должен производиться средствами дистанций пути. При анализе вскрытых дефектов должно быть обращено внимание на источник (фокус) зарождения дефекта, на его место расположения и ориентацию в рельсе, на характер развития дефекта. Вид излома рельса фотографирует цифровым фотоаппаратом работник дистанции пути.
Результаты вскрытия остродефектного рельса фиксируются в специальном журнале и передаются вместе с цифровыми фотографиями для анализа в Центры диагностики и мониторинга.
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящей инструкции использованы ссылки на следующие стандарты:
ГОСТ 27.002-89. Надёжность в технике. Основные понятия. Термины и определения
ГОСТ 21014-88. Прокат чёрных металлов. Термины и определения дефектов поверхности
ГОСТ Р 22.2.08-96. Безопасность в чрезвычайных ситуациях. Безопасность движения поездов. Термины и определения
ГОСТ Р 51685-2000. Рельсы железнодорожные. Общие технические условия
3. ТЕРМИНЫ, ОПРЕДЕЛЕНИЯ И СОКРАЩЕНИЯ
3.1. В настоящей инструкции использованы термины с соответствующими определениями из стандартов, указанных в разделе 2, из нормативно-технической документации и технической литературы, из литературы, на которую сделаны ссылки, а также нижеследующие.
Повреждение рельса – появление неисправности при сохранении работоспособного состояния, обеспечивающего безопасный пропуск поездов с установленной скоростью.
Разрушение рельса – процесс зарождения и развития в рельсе трещин, приводящий к разделению рельса на части.
Трещина – двумерная несплошность в рельсе, два размера которой (длина и ширина) существенно больше третьего (толщины). На начальной стадии развития трещины не приводят к отделению разделенных трещиной частей рельса.
Выкрашивание – поверхностное разрушение рельса в местах контакта с колесами, выражающееся в образовании поверхностных или подповерхностных трещин контактной усталости, развитие которых приводит к отслаиванию и отделению частиц металла.
Излом рельса – термин используется для определения:
1) факта разрушения рельса по всему сечению или с отделением части головки или части головки и шейки рельса;
2) поверхности разрушения полностью разрушенного на два или более кусков рельса.
Примечание – Образование поверхности разрушения происходит либо в результате развития одной или нескольких трещин, либо в результате слияния расположенных рядом трещин в одну магистральную трещину, по которой и происходит разрушение рельса.
Фокус трещины – очаг разрушения, зона на изломе, откуда началось разрушение.
Долом – зона на изломе, соответствующая конечной стадии разрушения, четко отделяется от зоны усталостного развития трещины.
Выкол головки – отделение головки рельса при сохранении целостности шейки и подошвы.
Выкол подошвы – отделение части подошвы рельса при сохранении поверхности катания.
Износ – результат процесса отделения мелких частиц металла с поверхности рельса при взаимодействии с колёсами подвижного состава или с элементами скреплений, проявляющийся в постепенном изменении размеров и формы рельса.
Смятие – результат процесса поверхностной пластической деформации рельса при взаимодействии с колёсами подвижного состава, проявляющийся в постепенном изменении формы и размеров рельса.
Остродефектный рельс (ОДР) — рельс с дефектом, представляющий прямую угрозу безопасности движения из-за возможного разрушения под поездом или схода колёс с рельса. После обнаружения дефекта остродефектный рельс подлежит изъятию из пути (замене) без промедления или требует принятия специальных мер для пропуска поездов до его замены с учетом рекомендаций настоящей инструкции.
Дефектный рельс (ДР) — рельс, у которого в процессе эксплуатации происходит постепенное снижение служебных свойств ниже нормативного уровня, но по которому еще обеспечивается безопасный пропуск поездов, хотя в ряде случаев уже требуется введение ограничения скоростей движения. Такие рельсы заменяются в установленном порядке. Режим их эксплуатации до момента устранения дефектов или изъятия назначают в зависимости от конкретных условий с учетом нормативов настоящей инструкции.
Контроленепригодный рельс – рельс, на поверхности которого при дефектоскопировании не обеспечивается акустический контакт из-за наличия выкрашиваний или трещин и/или наблюдается срабатывание индикации дефектоскопа при минимальной допустимой чувствительности (определенной нормативной документацией на контроль) из-за наличия рябизны или отпечатков, или сильной коррозии.
Фрагмент – часть разрушившегося рельса, образовавшаяся при ветвлении трещин и разрушении рельса на три и более частей.
Проба – часть разрушенного рельса, которая вырезается из него для передачи на исследование.
3.2 В настоящей инструкции используются следующие сокращения.
ДР – Дефектный рельс.
ОДР – Остродефектный рельс.
ВПТ – Внутренняя продольная трещина (в головке рельса).
ЗПП – Замена (рельса) в первоочередном порядке.
Отказ рельса – состояние неисправности с последующим скоростным ограничением.
Излом – разрушение рельса в продольном или поперечном направлении, при котором его дальнейшая эксплуатация не возможна.
Первоочередная замена рельсов – замена рельсов в течение 14 суток. В случае невыполнения работ по замене дефектного рельса в указанный срок скорость движения поездов ограничивается до 40 км/ч.
4. СТРУКТУРА ОБОЗНАЧЕНИЯ ДЕФЕКТОВ РЕЛЬСОВ
4.1. Все дефекты рельсов в классификации кодированы трехзначным числом. Использована следующая структура кодового обозначения:
— первая цифра кода определяет группу дефектов по месту появления дефекта по элементам сечения рельса (головка, шейка, подошва, всё сечение);
— вторая цифра определяет тип дефекта рельсов с учетом основной причины его зарождения и развития;
— третья цифра указывает на место расположения дефекта по длине рельса.
Первые две цифры кода дефектов рельсов отделяются от третьей цифры точкой.
4.2. Группа дефектов и место их появления по элементам сечения рельса (головка, шейка, подошва, все сечение) определяются следующими цифрами (первый знак):
1 – трещины и выкрашивания металла на поверхности катания головки рельса;
2 – поперечные трещины в головке рельса;
3 – продольные трещины в головке рельса и в зоне перехода головки в шейку в стыке;
4 – пластические деформации (смятие), вертикальный, боковой и неравномерный износ головки рельса (длинные волны и короткие волны-рифли);
5 – дефекты и повреждения шейки рельса;
6 – дефекты и повреждения подошвы рельса;
7 – изломы рельса по всему сечению;
8 – изгибы рельса в вертикальной и горизонтальной плоскостях;
9 – прочие дефекты и повреждения рельса, включая коррозию подошвы и шейки, а также лишние отверстия в зоне накладок и вдавленная маркировка в зоне стыка.
4.3. Тип дефекта рельсов, определяемый основной причиной его зарождения и развития (второй знак), обозначается следующими цифрами:
0 – дефекты, связанные с нарушениями технологии изготовления рельсов;
1 – дефекты, зависящие от недостаточно высокого металлургического качества рельсовой стали (например, от местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде дорожек-строчек) и недостаточной прочности рельсового металла, приведшие к отказам рельсов после пропуска гарантийного тоннажа (после окончания срока гарантии);
2 – дефекты, зависящие от недостаточно высокого металлургического качества рельсовой стали (например, от местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде дорожек-строчек) и недостаточной прочности рельсового металла, приведшие к отказам рельсов до пропуска гарантийного тоннажа (в пределах срока гарантии);
3 – дефекты в зоне болтовых стыков, связанные с повышенным динамическим воздействием колёс на путь, с нарушением требований инструкции по текущему содержанию железнодорожного пути; с нарушениями технологии обработки болтовых отверстий и торцов рельсов металлургическими комбинатами, линейными подразделениями и промышленными предприятиями путевого хозяйства дорог;
4 – дефекты, связанные с ненормативным специфическим воздействием подвижного состава на рельсы и условиями эксплуатации рельсов (боксование, юз, ползуны и др.), в том числе из-за нарушения режимов вождения поездов, из-за недостатков подвижного состава, из-за нарушений норм текущего содержания пути;
5 – дефекты рельсов, полученные в результате ненормативных механических воздействий на рельсы (удар инструментом, рельса о рельс и т.п.);
6 – дефекты в зоне сварных стыков, связанные с недостатками и нарушениями технологии сварки рельсов и обработки сварных стыков, приведшие к отказам рельсов после пропуска гарантийного тоннажа;
7 – дефекты в зоне сварных стыков, связанные с недостатками и нарушениями технологии сварки рельсов и обработки сварных стыков, приведшие к отказам рельсов до пропуска гарантийного тоннажа;
8 – дефекты, связанные с недостатками и нарушениями технологии наплавки рельсов, приварки рельсовых соединителей и другие дефекты;
9 – дефекты, вызванные коррозионной усталостью, контроленепригодностью рельсов, и изломы без усталостных трещин.
Примечание:
Появление дефекта рельса часто бывает следствием нескольких причин. Так, недостатки в содержании пути ускоряют развитие заводских дефектов. В связи с этим при определении типа дефекта должна быть выявлена основная причина, с которой связано его появление и развитие.
4.4. Цифровое обозначение места расположения дефекта (третья цифра в коде дефекта) принято следующим:
0 — по всей длине рельса;
1 — в болтовом стыке на расстоянии 750 мм и менее от торца рельса;
2 — вне болтового стыка на расстоянии более 750 мм от торца рельса;
3 — в сварном стыке, полученном электроконтактной сваркой;
4 — в сварном стыке, полученном алюминотермитной сваркой.
Примечания:
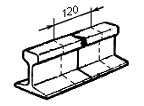
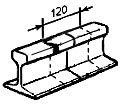
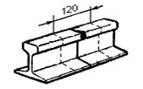
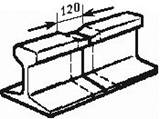
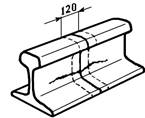
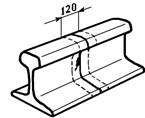
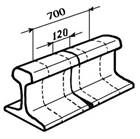
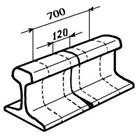
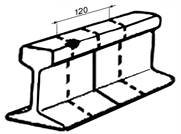
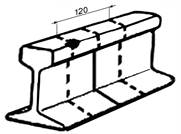
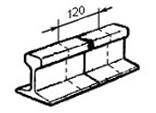
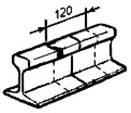
1. Для сварного стыка, полученного элетроконтактной сваркой рельсов после 2000 года, зона стыка определяется на расстоянии 120 мм симметрично по 60 мм в обе стороны от оси сварного шва с учётом толщины сварного шва и зон термического влияния от сварки и термообработки после сварки, а зона разрушения сварных рельсов из-за поджогов в подошве определяется на расстоянии 700 мм симметрично по 350 мм в обе стороны от оси сварного шва расположением прижимных электродов-губок контактной сварочной машины.
2. Для сварного стыка, полученного алюминотермитной сваркой, зона стыка определяется на расстоянии 120 мм симметрично по 60 мм в обе стороны от оси сварного шва с учётом толщины сварного шва и зон термического влияния от сварки.
3. Буква «Н», стоящая после цифрового кода дефекта, указывает, что дефект взят в накладки.
4. В случае необходимости отнесения дефекта к двум и более кодам допускается их обозначение с помощью двух и более кодов через знак дроби. Например, излом рельса, который произошел из-за образования поперечной трещины контактной усталости, обозначается как 71.2/21.2, а излом рельса, который произошел из-за образования продольной трещины в головке — как 71.2/31.2.
Структура классификации дефектов приведена в таблице 1.
Для облегчения пользования настоящей инструкцией и правильного определения дефектов в табл.1 приведены в скобках прежние обозначения дефектов по НТД/ЦП-1-93, если их обозначение изменилось, и выделены обозначения новых дефектов.
Таблица 1. Структура классификации дефектов.
5. КЛАССИФИКАЦИЯ ДЕФЕКТОВ РЕЛЬСОВ
Таблица 2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
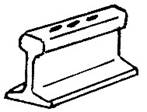
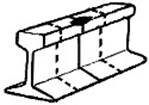
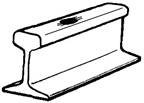
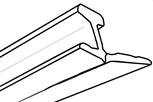
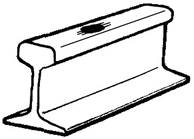
Трещины и выкрашивания металла на поверхности катания головки из-за нарушений технологии изготовления рельсов (закатов, волосовин, плен и т.п.). |
В стыке Вне стыка |
10.1 10.2 |
10.1-2
|
|
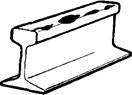
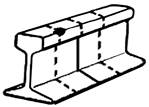
Трещины и выкрашивания металла на боковой рабочей выкружке или на средней части головки, возникшие изнутри от местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде дорожек-строчек или возникшие от наружной поверхности рельса из-за недостаточной контактно-усталостной прочности рельсового металла, после пропуска гарантийного тоннажа |
В стыке Вне стыка |
11.1 11.2 |
11.1-2 выкрашивания:
трещины:
|
Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
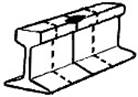
Трещины и выкрашивания металла на боковой рабочей выкружке или на средней части головки, возникшие изнутри от местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде дорожек-строчек, или возникшие от наружной поверхности рельса из-за недостаточной контактно-усталостной прочности рельсового металла, до пропуска гарантийного тоннажа |
В стыке Вне стыка |
12.1 12.2 |
12.1-2 выкрашивания:
трещины:
|
|
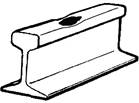
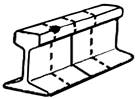
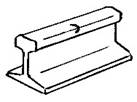
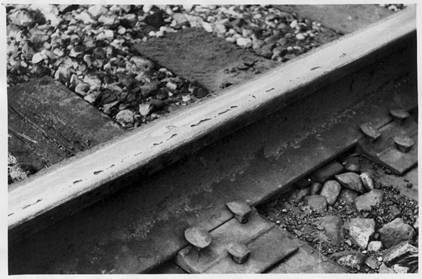
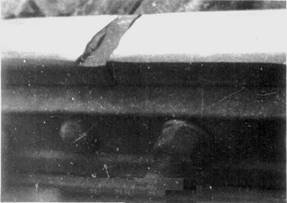
Выкрашивания металла на поверхности катания из-за повышенного динамического воздействия в болтовых стыках. |
В стыке |
13.1 |
13.1
|


Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
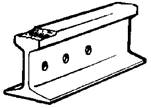
Пробоксовки в виде местного износа и выкрашивания металла в местах термомеханических повреждений головки рельса из-за боксования, юза колес подвижного состава или нарушения режимов шлифования рельсошлифовальными поездами. |
В стыке Вне стыка |
14.1 14.2 |
14.1-2
|
|
Выкрашивания металла на поверхности катания головки в зоне сварного стыка после пропуска гарантийного тоннажа. |
В сварном стыке |
16.3 |
16.3-4
|
|
Выкрашивания металла на поверхности катания головки в зоне сварного стыка до пропуска гарантийного тоннажа. |
В сварном стыке |
17.3 |
17.3-4
|

Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Выкрашивание наплавленного слоя металла в местах наплавки. |
В стыке Вне стыка |
18.1 18.2 |
18.1-2
|
|
Контроленепригодность из-за наличия выкрашиваний, трещин на поверхности катания, или рябизны, отпечатков, или сильной коррозии на нижней поверхности головки рельса. |
По всей длине рельса В стыке Вне стыка |
19.0 19.1 19.2 |
19.0-1-2
|
|
Поперечные трещины в головке в виде светлого или темного пятна, вызванные внутренними пороками изготовления рельсов (флокенами, газовыми пузырями, засорами, крупными скоплениями неметаллических включений). |
В стыке Вне стыка |
20.1 20.2 |
20.1-2
в изломе:
|


Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Поперечные усталостные трещины в головке в виде светлого или темного пятна, возникшие от внутренней или наружной продольной трещины, образовавшейся вследствие недостаточной контактно- усталостной прочности металла, и приведшие к отказу рельса после пропуска гарантийного тоннажа. |
В стыке Вне стыка |
21.1 21.2 |
21.1-2
В изломе:
|
|
Поперечные усталостные трещины в головке в виде светлого или темного пятна, возникшие от внутренней или наружной продольной трещины, образовавшейся вследствие недостаточной контактно- усталостной прочности металла, и приведшие к отказу рельса до пропуска гарантийного тоннажа. |
В стыке Вне стыка |
22.1 22.2 |
22.1-2
в изломе:
|






Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Поперечные трещины в головке, возникшие от термомеханических повреждений из-за боксования или юза. |
В стыке Вне стыка |
24.1 24.2 |
24.1-2
в изломе:
|
|
Поперечные трещины в головке вследствие ударов по рельсу (инструментом, рельсом о рельс), других механических повреждений. |
В стыке Вне стыка |
25.1 25.2 |
25.1-2
|
|
Поперечные трещины в головке из-за нарушений технологии сварки рельсов и обработки сварных стыков, приведшие к отказу рельса после пропуска гарантийного тоннажа. |
В сварном стыке |
26.3 26.4 |
26.3-4
|
|
Поперечные трещины в головке из-за нарушений технологии сварки рельсов и обработки сварных стыков, приведшие к отказу рельса до пропуска гарантийного тоннажа. |
В сварном стыке |
27.3 27.4 |
27.3-4
|

Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Горизонтальные продольные трещины в головке из-за нарушения технологии изготовления рельсов. |
В стыке Вне стыка |
30.1 30.2 |
30.1-2
|
|
Вертикальные продольные трещины в головке из-за недостаточной прочности металла. |
В стыке Вне стыка |
31.1 31.2 |
31.1-2
|
|
Продольные трещины в местах перехода головки в шейку в зоне болтового стыка. |
В стыке |
33.1 |
33.1
|
|
Трещины в головке в месте приварки рельсового соединителя. |
В стыке |
38.1 |
38.1
|
|
Волнообразный износ и смятие головки рельса (длинные /25 – 150 см/ и короткие /менее 25 см/ волны). |
По всей длине рельса |
40.0 |
40.0
|
|
Смятие и вертикальный износ головки рельса из-за недостаточной прочности металла (равномерные и местные). |
По всей длине рельса, Вне стыка |
41.0 41.2 |
41.0, 2
|



Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Смятие головки в виде седловины в зоне болтового стыка из-за повышенного динамического воздействия в стыке. |
В стыке |
43.1 |
43.1
|
|
Боковой износ головки рельса сверх допускаемых норм. |
По всей длине рельса |
44.0 |
44.0
|
|
Смятие и износ головки в зоне сварного стыка из-за местного снижения механических свойств металла после пропуска гарантийного тоннажа. |
В сварном стыке |
46.3 46.4 |
46.3-4
|
|
Смятие и износ головки в зоне сварного стыка из-за местного снижения механических свойств металла до пропуска гарантийного тоннажа. |
В сварном стыке |
47.3 47.4 |
47.3-4
|
Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
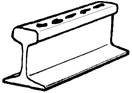
Вертикальные расслоения шейки из-за нарушения технологии изготовления рельсов. |
В стыке Вне стыка |
50.1 50.2 |
50.1-2
|
|
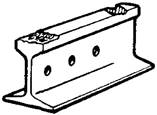
Трещины в шейке от болтовых отверстий в рельсе из-за повышенного динамического воздействия в стыках. |
В болтовом стыке |
53.1 |
53.1
|
|
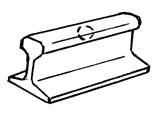
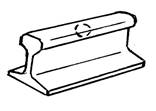
Трещины в шейке и в местах перехода к головке от ударов по шейке и других механических повреждений, от маркировочных знаков, отверстий и других концентраторов напряжений |
В стыке Вне стыка |
55.1 55.2 |
55.1-2
|
|
Трещины в шейке в зоне сварного стыка из-за нарушений технологии сварки и обработки сварных стыков, приведшие к отказу рельса после пропуска гарантийного тоннажа. |
В сварном стыке |
56.3 |
56.3-4
|
Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Трещины в шейке в зоне сварного стыка из-за нарушений технологии сварки рельсов и обработки сварных стыков, приведшие к отказу рельса до пропуска гарантийного тоннажа. |
В сварном стыке |
57.3 57.4 |
57.3-4
|
|
Трещины и выколы в подошве из-за нарушения технологии изготовления рельсов. |
В стыке Вне стыка |
60.1 60.2 |
60.1-2
|
|
Местные выработки или местная коррозия подошвы рельса в местах контакта с элементами скреплений из-за нарушений норм текущего содержания пути. |
В стыке Вне стыка |
64.1 64.2 |
64.1-2
|
|
Трещины и выколы в подошве из-за ударов и других механических повреждений. |
В стыке Вне стыка |
65.1 65.2 |
65.1-2
|
Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Трещины в подошве в зоне сварного стыка из-за нарушений технологии сварки рельсов и обработки сварных стыков, а также поперечные усталостные трещины из-за поджогов в местах контакта с прижимными электродами — губками контактной сварочной машины, приведшие к отказу рельса после пропуска гарантийного тоннажа. |
В сварном стыке |
66.3 |
66.3-4
|
|
Трещины в подошве в зоне сварного стыка из-за нарушений технологии сварки рельсов и обработки сварных стыков, а также поперечные усталостные трещины из-за поджогов в местах контакта с прижимными электродами — губками контактной сварочной машины, приведшие к отказу рельса до пропуска гарантийного тоннажа. |
В сварном стыке |
67.3 67.4 |
67.3-4
|
|
Поперечные коррозионно-усталостные трещины в подошве рельса. |
В стыке Вне стыка |
69.1 69.2 |
69.1-2
|

Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Поперечные изломы из-за трещин, образовавшихся вследствие пороков изготовления рельсов. |
В стыке Вне стыка |
70.1-2/20.1-2 70.1-2/60.1-2 |
70.1-2
|
|
Поперечные изломы из-за поперечной трещины, образовавшейся от внутренней или наружной продольной трещины контактной усталости, или продольной горизонтальной или вертикальной трещины в головке после пропуска гарантийного тоннажа. |
В стыке Вне стыка |
71.1-2/21.1-2 71.1-2/31.1-2 |
71.1-2
|



Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение Дефекта |
|
Поперечные изломы из-за поперечной трещины, образовавшейся от внутренней или наружной продольной трещины контактной усталости, или продольной горизонтальной или вертикальной трещины в головке до пропуска гарантийного тоннажа. |
В стыке Вне стыка |
72.1-2/22.1-2 |
72.1-2
|
|
Изломы из-за образования и развития трещин в шейке от отверстий и в месте перехода шейки в головку. |
В стыке |
73.1/33.1 73.1/53.1 |
73.1
|
|
Поперечные изломы из-за образования поперечной трещины в головке вследствие боксования и юза. Поперечные изломы из-за усталостной трещины, образовавшейся от местной выработки подошвы рельса в месте контакта с элементами скреплений или местной коррозии. |
В стыке Вне стыка |
74.1-2/24.1-2 74.1-2/64.1-2 |
74.1-2
|



Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Изломы из-за образования трещины в головке, шейке или подошве вследствие ненормативного механического воздействия на рельс. |
В стыке Вне стыка |
75.1-2/25.1-2 75.1-2/55.1-2 75.1-2/65.1-2 |
75.1-2
|
|
Поперечные изломы из-за трещин, возникших в головке, шейке или подошве из-за нарушений технологии сварки рельсов и обработки сварных стыков, после пропуска гарантийного тоннажа. |
В сварном стыке |
76.3-4/26.3-4 76.3-4/56.3-4 76.3-4/66.3-4 |
76.3-4
|
|
Поперечные изломы из-за трещин, возникших в головке, шейке или подошве из-за нарушений технологии сварки рельсов и обработки сварных стыков, до пропуска гарантийного тоннажа. |
В сварном стыке |
77.3-4/27.3-4 77.3-4/57.3-4 77.3-4/67.3-4 |
77.3-4
|





Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Поперечные изломы из-за коррозионно-усталостных трещин в подошве рельса. |
В стыке Вне стыка |
79.1/69.1 79.2/69.2 |
79.1-2
|
|
Нарушение прямолинейности рельса, допущенное при выгрузке с подвижного состава, ударах и т.п. |
В стыке Вне стыка |
85.1 85.2 |
85.1-2
|
|
Нарушение прямолинейности рельса, допущенное при сварке. |
В сварном стыке |
86.3 86.4 |
86.3-4
|
|
Другие, кроме перечисленных выше, дефекты и повреждения рельсов, оставленных в пути, опасность эксплуатации которых может быть оценена по ближайшему типоразмеру дефекта, в том числе общая равномерная коррозия рельсов (98.0). Наличие сварного стыка на расстоянии от 750 мм до 3000 мм от торца рельса или друг от друга на расстоянии менее 3000 мм (выполненного электроконтактной или алюминотермитной сваркой |
В стыке Вне стыка |
98.0 98.1 98.2 98.3 98.4 |
98.0-1-2-3-4 |
|
Другие, кроме перечисленных выше, дефекты остродефектных рельсов, изъятых из пути. Наличие в зоне болтового стыка: сварного стыка, лишнего болтового или технологического отверстия, наличие вдавленных маркировочных знаков. При наличии торцов рельсов и болтовых отверстий, выполненных газопламенным способом, присваивать код дефекта 99.1. При наличии в зоне сварного стыка болтового или технологического отверстия присваивать код 99.3-4. Поперечные изломы рельса без видимых дефектов и усталостных трещин в изломе. |
В стыке Вне стыка В сварном стыке |
99.1 |
99.1, 2, 3, 4 |

6. КАТАЛОГ ДЕФЕКТОВ РЕЛЬСОВ
|
10.1-2
|
Трещины и выкрашивания металла на поверхности катания головки из-за нарушений технологии изготовления рельсов (закатов, волосовин, плен и т.п.). |
Код дефекта: в стыке 10.1 вне стыка 10.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ На ранних стадиях эксплуатации до пропуска тоннажа примерно 150-250 млн. т брутто трещины и выкрашивания на поверхности катания образуются из-за наличия в этих местах поверхностных дефектов металлургического происхождения (волосовин, закатов, плен, участков бейнита в структуре и др.). На поздних стадиях эксплуатации после пропуска более 150-250 млн. т брутто трещины и выкрашивания на поверхности катания образуются в результате многократного воздействия высоких контактных напряжений. К дефекту 10.1-2 следует относить продольные горизонтальные трещины с глубиной расположения до 8,0 мм. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковое дефектоскопирование в пределах ±300 мм от предполагаемого дефектного сечения. При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием или под горизонтальной трещиной поперечной трещины. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Для скоростей движения 140 км/ч и менее рельсы, имеющие дефекты 10 глубиной h более 2,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) менее 35,0 мм («узкие»), а также глубиной h более 1,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) 35 мм и более («широкие») и, кроме того, глубиной более 6,0 мм (до 8,0 мм) при длине до 25,0 мм («короткие»), считают дефектными (ДР). С целью отдаления начала образования дефекта 10 и уменьшения его глубины, длины и ширины должна производиться периодическая шлифовка головки рельсов, начиная с первой шлифовки сразу же после укладки в путь новых рельсов. После проведения шлифовки улучшаются условия дефектоскопирования рельсов, снижается вероятность образования внутренних дефектов в головке, в частности, поперечных трещин, развивающихся под прикрытием дефекта 10. До устранения дефекта шлифовкой, или наплавкой, или (при невозможности или нецелесообразности их выполнения) до замены дефектного рельса должна быть ограничена скорость движения по нему в зависимости от глубины дефекта h: для «узких» дефектов — скорость движения не более — 120 км/ч при 2,0 < h ≤ 3,0 мм, 100 км/ч при 3,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке, 40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке, 25 км/ч при 8,0 < h; для «широких» дефектов — скорость движения не более — 120 км/ч при 1,0 < h ≤ 2,0 мм, 100 км/ч при 2,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке, 40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке, 25 км/ч при 8,0 < h. Для «коротких» дефектов – скорость движения не более – 40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке, 25 км/ч при 8,0 < h. Глубину и ширину дефекта измеряют в месте его наибольшего развития, а длину — по протяжению данного дефекта вдоль головки рельса. При образовании цепочки из отдельных дефектов в длину дефекта включают те из смежных дефектов, которые расположены на расстоянии, меньшем длины наименьшего из 2-х смежных дефектов. Наблюдения за развитием дефекта производят при очередных проверках рельсов. При обнаружении поперечных трещин в местах образования дефекта 10 рельс считают остродефектным (ОДР) при любых характеристиках дефекта, и он подлежит замене без промедления. При длине горизонтальной трещины (вдоль рельса) более 70 мм, оцениваемой по пропаданию донного сигнала УЗК, рельс считают остродефектным (ОДР), и он подлежит замене без промедления. При возникновении дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию металлургическому комбинату-изготовителю рельсов. |



|
11.1-2 выкрашивания:
трещины:
|
Трещины и выкрашивания металла на боковой рабочей выкружке или на средней части головки, возникшие изнутри от местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде дорожек-строчек или возникшие от наружной поверхности рельса из-за недостаточной контактно-усталостной прочности рельсового металла, после пропуска гарантийного тоннажа |
Код дефекта: в стыке 11.1; вне стыка 11.2 |
|
|



ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Недостатки в металлургическом качестве рельсовой стали (местные скопления неметаллических включений, вытянутых вдоль направления прокатки), определяют недостаточную контактно-усталостную прочность металла. Чаще всего повреждается рабочая грань наружных нитей в кривых участках пути (R = 400-1000 м). Выкрашивания начинаются с образования и развития внутренних продольных трещин (ВПТ) контактной усталости в зоне рабочей выкружки головки рельса.
Трещины контактной усталости также возникают от поверхности катания на средней части головки рельса, постепенно заглубляясь под поверхность катания и образуя протяжённые горизонтальные контактно-усталостные трещины. Часто дефект возникает на выкружке рабочей грани наружных рельсов кривых малого радиуса, может сопровождаться боковым износом. От неглубоких поверхностных параллельных трещин контактной усталости иногда образуется продольная трещина, которая углубляется по мере своего развития.
К дефекту 11.1-2 следует относить продольные трещины с глубиной расположения до 8,0 мм.
Развитие продольных трещин контактной усталости приводит к образованию выкрашиваний.
Наибольшую опасность представляет возможное образование от дефекта 11 (продольной трещины) поперечной усталостной трещины (дефект 21.1-2).
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль линейных размеров головки рельса измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от предполагаемого дефектного сечения.
При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием или под горизонтальной трещиной поперечной трещины.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Для скоростей движения 140 км/ч и менее рельсы, имеющие дефекты 11 глубиной h более 2,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) менее 35 мм («узкие»), а также глубиной h более 1,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) 35,0 мм и более («широкие») и, кроме того, глубиной более 6,0 мм (до 8,0 мм) при длине до 25,0 мм («короткие»), считают дефектными (ДР).
С целью отдаления начала образования дефекта 11 и уменьшения его глубины, длины и ширины должна производиться периодическая профильная шлифовка головки рельсов в соответствии с действующими Техническими указаниями на шлифовку.
После проведения шлифовки улучшаются условия дефектоскопирования рельсов, снижается вероятность образования других аналогичных дефектов в головке и поперечных трещин, развивающихся под прикрытием дефекта 11.
До устранения дефекта шлифовкой, или наплавкой, или (при невозможности или нецелесообразности их выполнения) до замены дефектного рельса должна быть ограничена скорость движения по нему в зависимости от глубины дефекта h:
для «узких» дефектов — скорость движения не более —
120 км/ч при 2,0 < h ≤ 3,0 мм,
100 км/ч при 3,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h;
для «широких» дефектов — скорость движения не более —
120 км/ч при 1,0 < h ≤ 2,0 мм,
100 км/ч при 2,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h.
Для «коротких» дефектов – скорость движения не более –
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h.
Глубину и ширину дефекта измеряют в месте его наибольшего развития, а длину — по протяжению данного дефекта вдоль головки рельса. При образовании цепочки из отдельных дефектов в длину дефекта включаются те из смежных дефектов, которые расположены на расстоянии, меньшем длины наименьшего из 2-х смежных дефектов.
При длине горизонтальной трещины (вдоль рельса) более 70,0 мм, оцениваемой по пропаданию донного сигнала УЗК, рельс считают остродефектным (ОДР), и он подлежит замене без промедления.
Наблюдения за развитием дефекта производят при очередных проверках рельсов. При обнаружении поперечной трещины (дефект 21) в местах образования дефекта 11 следует действовать в соответствии с указаниями по эксплуатации рельсов с дефектом 21.
|
12.1-2 выкрашивания:
трещины:
|
Трещины и выкрашивания металла на боковой рабочей выкружке или на средней части головки, возникшие изнутри от местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде дорожек-строчек, или возникшие от наружной поверхности рельса из-за недостаточной контактно-усталостной прочности рельсового металла, до пропуска гарантийного тоннажа |
Код дефекта: в стыке 12.1; вне стыка 12.2 |
|
|





ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Недостатки в металлургическом качестве рельсовой стали (местные скопления неметаллических включений, вытянутых вдоль направления прокатки), определяют недостаточную контактно-усталостную прочность металла. Чаще всего повреждается рабочая грань наружных нитей в кривых участках пути (R = 400-1000 м). Выкрашивания начинаются с образования и развития внутренних продольных трещин (ВПТ) контактной усталости в зоне рабочей выкружки головки рельса.
Трещины контактной усталости также возникают от поверхности катания на средней части головки рельса, постепенно заглубляясь под поверхность катания и образуя протяжённые горизонтальные контактно-усталостные трещины. Часто дефект возникает на выкружке рабочей грани наружных рельсов кривых малого радиуса, может сопровождаться боковым износом. От неглубоких поверхностных параллельных трещин контактной усталости иногда образуется продольная трещина, которая углубляется по мере своего развития.
К дефекту 12.1-2 следует относить продольные трещины с глубиной расположения до 8,0 мм.
Развитие продольных трещин контактной усталости приводит к образованию выкрашиваний.
Наибольшую опасность представляет возможное образование от дефекта 12 поперечной усталостной трещины (дефект 22.1-2 или 21.1-2).
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от предполагаемого дефектного сечения.
При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии около дефекта поперечной трещины.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Для скоростей движения 140 км/ч и менее рельсы, имеющие дефекты 12 глубиной h более 2,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) менее 35,0 мм («узкие»), а также глубиной h более 1,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) 35,0 мм и более («широкие») и, кроме того, глубиной более 6,0 мм (до 8,0 мм) при длине 6,1 – 25,0 мм («короткие»), считают дефектными (ДР).
С целью отдаления начала образования дефекта 12 и уменьшения его глубины, длины и ширины должна производиться периодическая профильная шлифовка головки рельсов в соответствии с действующими Техническими указаниями на шлифовку.
После проведения шлифовки улучшаются условия дефектоскопирования рельсов, снижается вероятность образования других аналогичных дефектов в головке и поперечных трещин, развивающихся под прикрытием дефекта 12.
До устранения дефекта шлифовкой, или наплавкой, или (при невозможности или нецелесообразности их выполнения) до замены дефектного рельса должна быть ограничена скорость движения по нему в зависимости от глубины дефекта h:
для «узких» дефектов — скорость движения не более —
120 км/ч при 2,0 < h ≤ 3,0 мм,
100 км/ч при 3,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h;
для «широких» дефектов — скорость движения не более —
120 км/ч при 1,0 < h ≤ 2,0 мм,
100 км/ч при 2,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h.
Дефектный рельс с «коротким» дефектом глубиной h 8,0 мм и более следует считать остродефектным, и он подлежит замене без промедления.
Глубину и ширину дефекта измеряют в месте его наибольшего развития, а длину — по протяжению данного дефекта вдоль головки рельса. При образовании цепочки из отдельных дефектов в длину дефекта включаются те из смежных дефектов, которые расположены на расстоянии, меньшем длины наименьшего из 2-х смежных дефектов.
При длине горизонтальной трещины (вдоль рельса) более 70,0 мм, оцениваемой по пропаданию донного сигнала УЗК, рельс считают остродефектным (ОДР), и он подлежит замене без промедления.
При развитии дефекта 12 на глубину 8,0 мм и более рельс считают остродефектным (ОДР), и он подлежит замене без промедления.
Наблюдения за развитием дефекта производят при очередных проверках рельсов. При обнаружении поперечной трещины (дефект 21 или 22) в местах образования дефекта 12 следует действовать в соответствии с указаниями по эксплуатации рельсов с дефектом 21 или 22.
В обязательном порядке предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов.
|
|
Выкрашивание металла на поверхности катания из-за повышенного динамического воздействия в болтовых стыках. |
Код дефекта: в стыке 13.1 |
|
|
|
|
|
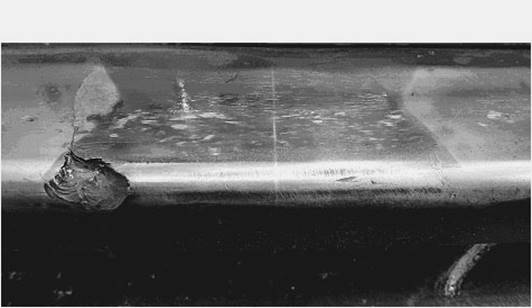
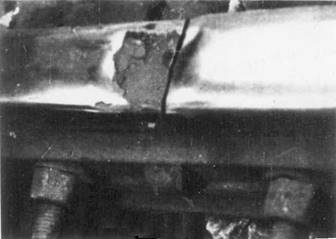
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ В процессе эксплуатации из-за повышенного динамического воздействия колес в болтовых стыках в результате протекания процессов ударной контактной усталости у торца рельса образуются выкрашивания рельсового металла. Ускорению проявления дефекта способствует искривленность рельсовых концов, растянутые зазоры, а также некачественная механическая обработка торцов. Образованию выкрашивания может предшествовать сплыв металла, с образованием выколов металла при слепых зазорах. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия. При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием поперечной трещины. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Для скоростей движения 140 км/ч и менее рельсы, имеющие выкрашивания металла на поверхности катания на концах глубиной более 2,0 мм при длине (вдоль рельса) более 25 мм, а также глубиной более 6,0 мм при длине до 25 мм относят к дефектным (ДР). Провести наплавку конца рельса по типовому технологическому процессу или замену рельса в плановом порядке. До устранения дефекта наплавкой головки или при невозможности выполнения этой операции до плановой замены дефектного рельса в зависимости от глубины дефекта h при длине дефекта более 25 мм скорость движения поездов не должна превышать: 100 км/ч при 2,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм, 40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке, 25 км/ч при 8,0 < h. При глубине дефекта более 6,0 мм и длине более 25,0 мм дефектные рельсы заменяют (ЗПП) или восстанавливают в первоочередном порядке. Длину дефекта (вдоль рельса) определяют по его наибольшему протяжению от торца рельса. Измерения размеров дефекта выполняют линейкой и штангенциркулем с глубиномером или универсальным шаблоном измерон модели 00316 и др. При образовании выкрашиваний и выколов металла, препятствующих надежному дефектоскопирование головки и шейки рельса, рельс также может быть отнесен к дефектным из-за его контроленепригодности (дефект 19). Наблюдения за развитием дефекта производят при очередных проверках рельсов. При возникновении дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию металлургическому комбинату-изготовителю рельсов. |

|
14.1-2
|
Пробоксовка в виде местного износа и выкрашивания металла в местах термомеханических повреждений головки рельса из-за боксования, юза колес подвижного состава или нарушения режимов шлифования рельсошлифовальными поездами. |
Код дефекта: в стыке 14.1 вне стыка 14.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Ненормативное воздействие колес подвижного состава при боксовании и юзе вызывает образование на обеих рельсовых нитях местных участков термомеханических повреждений с образованием хрупких поверхностных слоев с измененной микроструктурой металла рельсов. Эти повреждения проявляются в виде местного износа (седловин) на поверхности головки, трещин и выкрашиваний. То же происходит с рельсами при нарушении режимов их шлифовки рельсошлифовальными поездами. Наибольшую опасность представляет возможное образование в местах термомеханических повреждений поперечной усталостной трещины (дефект 24.1-2). СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от дефекта. При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под дефектом поперечной трещины. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Для скоростей движения 140 км/ч и менее рельсы с пробоксовками глубиной более 1,0 мм считаются дефектными (ДР) и подлежат ремонту наплавкой для ликвидации отдельных пробоксовок или шлифовке рельсошлифовальными поездами при массовых поражениях рельсов этим типом повреждений. До устранения дефекта наплавкой, шлифовкой, фрезерованием или плановой замены в зависимости от глубины пробоксовки и наличия и глубины выкрашиваний в месте пробоксовки скорость движения поездов по таким рельсам не должна превышать указанную ниже: |

|
Глубина пробоксовки h, мм |
Глубина выкрашивания h1, мм |
Скорость поездов, км/ч не более |
|
1,0 < h ≤ 2,0 |
нет |
120 |
|
h1 ≤ 2,0 |
70 |
|
|
более 2,0 |
25 и ЗПП |
|
|
2,0 < h ≤ 3,0 |
нет |
70 |
|
h1 ≤ 2,0 |
40 и ЗПП |
|
|
более 2,0 |
25 и ЗПП |
|
|
3,0 < h ≤ 4,0 |
нет |
40 и ЗПП |
|
h1≤ 2,0 |
25 и ЗПП |
|
|
более 2,0 |
25 и ЗПП |
|
|
более 4,0 |
нет |
25 и ЗПП |
|
h1≤ 2,0 |
25 и ЗПП |
|
|
более 2,0 |
25 и ЗПП |
Глубину пробоксовки измеряют по наибольшему значению по оси головки рельса от ее рабочей поверхности (жесткой металлической линейкой и штангенциркулем с глубиномером, или универсальным шаблоном измерон модели 00316 и др.), глубину выкрашивания измеряют в месте его наибольшего развития, а длину — по протяжению данного дефекта (вдоль рельса).
При неполном устранении дефекта рельс переводят в тот типоразмер дефекта, которому соответствует оставшаяся не устраненной глубина дефектного места.
При полной ликвидации дефекта рельс исключают из ДР, с соответствующей отметкой в форме ПУ-2А.
Особую опасность представляет образование в местах пробоксовок при наличии и даже при отсутствии седловин термомеханических повреждений в виде хрупких структур, содержащих мартенсит. Эти структурные изменения металла в местах пробоксовок могут приводить к образованию поперечных трещин. То же самое может происходить в местах на головке рельсов, где было допущено нарушение режимов шлифования рельсов и возникли прижоги (на поверхности катания и/или на рабочей выкружке).
До планового устранения дефекта или, при невозможности устранения дефекта, до плановой замены рельса необходимо более частое (по утверждённому начальником дистанции пути графику) наблюдение и дефектоскопирование рельсов.
Рельсы с поперечными трещинами от пробоксовок, от выкрашиваний в местах пробоксовок считают остродефектными (ОДР) и заменяют без промедления.
После устранения дефекта наплавкой за этим местом устанавливают наблюдение при очередных проверках состояния рельсов.
При периодическом возникновении пробоксовок на одних и тех же местах принимают меры по улучшению условий реализации тяги локомотивами.
На дефектные рельсы предъявляют рекламации локомотивному депо или структурному подразделению, к которому приписан рельсошлифовальный поезд.
|
16.3-4-5
|
Выкрашивание металла на поверхности катания головки в зоне сварного стыка после пропуска гарантийного тоннажа |
Код дефекта: в сварном стыке 16.3 16.4 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Вследствие нарушения технологии сварки и обработки сварного стыка в поверхностном слое головки могут образоваться участки мартенсита или другие структурные неоднородности, от которых под воздействием колес подвижного состава происходит образование трещин контактной усталости и выкрашиваний металла по ним. СПОСОБЫ ВЫЯВЛЕНИЯ. Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от дефекта. При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием поперечной трещины. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ. Рельсы, имеющие выкрашивания металла на поверхности катания в зоне сварного стыка, относят к дефектным (ДР), если глубина выкрашиваний более 2,0 мм. До проведения шлифовки рельса или (при невозможности ее выполнения) до плановой замены рельса или вырезки дефектного участка и восстановления вваркой вставки, в зависимости от глубины выкрашивания h металла на поверхности катания головки скорость движения по сварному стыку не должна превышать: 120 км/ч при 2,0 < h ≤ 3,0 мм, 100 км/ч при 3,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм, 40 км/ч при 6,0 < h ≤ 8,0 мм, 25 км/ч при 8,0 < h. Наблюдения за развитием дефекта производят при очередных проверках рельсов. Измерения глубины дефекта производят жесткой стальной линейкой и штангенциркулем с глубиномером или универсальным шаблоном измерон модели 00316 и др. в месте наибольшей глубины выкрашивания. При обнаружении поперечных трещин в зоне сварного стыка рельс относят к категории остродефектных (ОДР) и заменяют без промедления. |
|
17.3-4-5
|
Выкрашивание металла на поверхности катания головки в зоне сварного стыка до пропуска гарантийного тоннажа |
Код дефекта: в сварном стыке 17.3 17.4 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Вследствие нарушения технологии сварки и обработки сварного стыка в поверхностном слое головки могут образоваться участки мартенсита или другие структурные неоднородности, от которых под воздействием колес подвижного состава происходит образование трещин контактной усталости и выкрашиваний металла по ним. СПОСОБЫ ВЫЯВЛЕНИЯ. Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от дефекта. При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием поперечной трещины. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ. Рельсы, имеющие выкрашивания металла на поверхности катания в зоне сварного стыка, относят к дефектным (ДР), если глубина выкрашиваний более 2,0 мм. До проведения шлифовки рельсов или, при невозможности ее выполнения, в зависимости от глубины выкрашиваний h металла на поверхности катания головок до плановой замены рельсов или вырезки дефектного участка и восстановления вваркой вставки скорость движения по сварному стыку не должна превышать: 120 км/ч при 2,0 < h ≤ 3,0 мм, 100 км/ч при 3,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм, 40 км/ч при 6,0 < h ≤ 8,0 мм, 25 км/ч при 8,0 < h. Наблюдения за развитием дефекта производят при очередных проверках рельсов. Измерения глубины дефекта проводят в месте наибольшей глубины выкрашивания. При обнаружении поперечных трещин в зоне сварного стыка рельс относят к категории остродефектных (ОДР) и заменяют без промедления. При образовании дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию изготовителю сварного стыка. |
|
18.1-2
|
Выкрашивание наплавленного слоя металла в местах наплавки |
Код дефекта: в стыке 18.1 вне стыка 18.2 |
|
|
|
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ При нарушении технологии наплавки рельсов не обеспечивается необходимая прочность соединения наплавленного и основного металла. В процессе эксплуатации под воздействием колес подвижного состава наплавленный слой выкрашивается. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером), ультразвуковая дефектоскопия. При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием поперечной трещины. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы, имеющие выкрашивания, отслоения и выколы наплавленного металла на поверхности катания головки на концах или на остальном протяжении рельса глубиной более 2,0 мм при длине более 25,0 мм, а также глубиной более 6,0 мм при длине до 25,0 мм включительно, относят к дефектным (ДР). До устранения дефекта повторной (очередной) наплавкой головки по типовому технологическому процессу или при невозможности осуществления этой операции до плановой замены рельсов с дефектом длиной более 25 мм должна быть ограничена скорость движения поездов по дефектному рельсу в зависимости от глубины дефекта h – скорость не должна превышать: 120 км/ч при 2,0 < h ≤ 3,0 мм, 100 км/ч при 3,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм, 40 км/ч при 6,0 < h ≤ 8,0 мм, 25 км/ч при 8,0 < h. Глубину дефекта измеряют жесткой стальной линейкой и штангенциркулем с глубиномером или универсальным шаблоном измерон модели 00316 и др. Длину дефекта определяют по его наибольшему протяжению вдоль головки рельса. При образовании выкрашиваний металла, препятствующих надежному дефектоскопированию головки и шейки рельса, рельс также может быть отнесен к дефектным (ДР) из-за его контроленепригодности (дефект 19). Наблюдения за развитием дефекта производят при очередных проверках рельсов. При обнаружении от дефекта поперечной трещины рельс считается остродефектным (ОДР) и подлежит замене без промедления. При преждевременном возникновении дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию производителю наплавочных работ. |

|
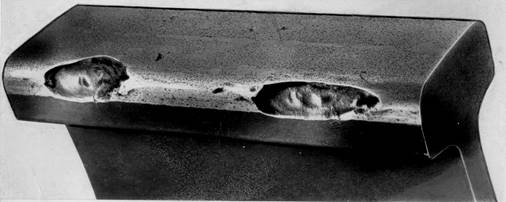
19.0-1-2
|
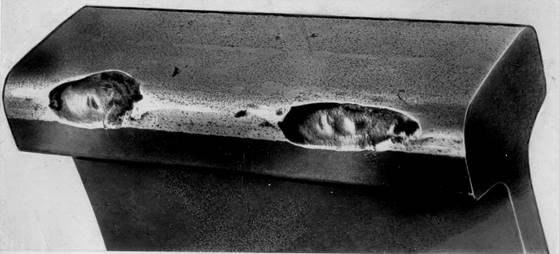
Контроленепригодность из-за наличия выкрашиваний, трещин на поверхности катания, или рябизны, отпечатков, или сильной коррозии на нижней поверхности головки рельса |
Код дефекта: по всей длине рельса 19.0 в стыке 19.1 вне стыка 19.2 |
|
а
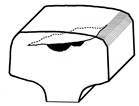
б Контроленепригодность из-за развития многочисленных выкрашиваний на поверхности катания рельса (а) и из-за протяжённых дефектов изготовления на нижней поверхности головки рельса (б). ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ В процессе развития контактно-усталостных повреждений на рабочей поверхности головки рельса иногда возникают трещины и выкрашивания, которые делают рельс контроленепригодным, так как мешают обнаружению внутренних дефектов при ультразвуковом контроле рельса дефектоскопом. Рельсы иногда имеют на нижней поверхности головки и (или) в месте перехода головки в шейку отпечатки или рябизну (дефекты изготовления, пропущенные при приёмке рельсов), или коррозионные каверны из-за сильной коррозии. В таких случаях наблюдается срабатывание индикации дефектоскопа при минимальной допустимой чувствительности (определенной нормативной документацией на контроль). СПОСОБЫ ВЫЯВЛЕНИЯ Если при контроле рельсов не обеспечивается акустический контакт из-за наличия выкрашиваний или трещин, и на участке пути 12,5 м имеется три места и более с пропаданием донного сигнала от 20,0 до 70,0 мм и суммарной протяженностью более 140 мм, то такие рельсы признаются контроленепригодными. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ При наличии на головке рельса поверхностных дефектов, делающих рельс контроленепригодным для дефектоскопных средств сплошного контроля, рельс считают дефектным (ДР). В течение пяти дней после выявления дефекта принимается решение по его дальнейшей эксплуатации и определяются меры (наплавка, шлифовка или замена) по устранению причин контроленепригодности. В течение четырнадцати дней с момента выявления разработанные меры должны быть реализованы. В случае превышения срока устранения причин контроленепригодности скорость движения поездов ограничивается до 60 км/ч. Если при сплошном контроле рельсов срабатывание индикации ультразвуковых каналов дефектоскопа, контролирующих головку рельса, наблюдается при минимально допустимой чувствительности (определённой документацией на контроль), то такой рельс считают «шумящим», относят к дефектным (ДР) и заменяют в первоочередном порядке. При возникновении дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию изготовителю рельсов. |


|
20.1-2
В изломе:
|
Поперечные трещины в головке в виде светлого или темного пятна, вызванные внутренними пороками изготовления рельсов (флокенами, газовыми пузырями, засорами, крупными скоплениями неметаллических включений). |
Код дефекта: в стыке 20.1 вне стыка 20.2 |
|
а |
б |
|
|
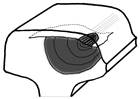
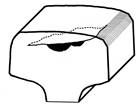
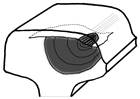
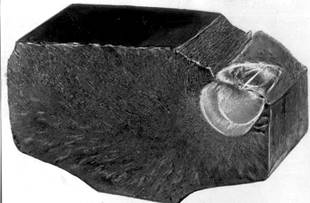
Вид поверхности излома после долома рельсов на прессе (все дефекты выявлены ультразвуковым дефектоскопированием). В фокусах трещин наблюдаются металлургические дефекты; вокруг них поперечные усталостные трещины с характерными усталостными кольцами); остальное – зона хрупкого разрушения при доломе. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Основной причиной образования трещин являются флокены, которые обычно располагаются на глубине более 10 мм от поверхности. Флокеном называется зернистый надрыв, от которого под действием нагрузки от подвижного состава радиально развивается усталостная трещина. Усталостные трещины также развиваются от газовых пузырей, неметаллических включений и резко выраженной ликвации – неравномерного по сечению распределения входящих в состав стали химических элементов. Если поперечная трещина не вышла на поверхность головки, то в месте излома имеется светлое пятно (сталь не окислена), если же вышла, то — темное пятно. При своем развитии до размера, превышающего критический (14-16 мм по высоте или 25-30% поперечного сечения головки при температуре выше -20°С и от 15% при температуре ниже -20°С) поперечные трещины могут привести к излому всего рельса (деф.71.1-2). СПОСОБЫ ВЫЯВЛЕНИЯ Ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с поперечной трещиной в головке является остродефектным (ОДР) и подлежит замене без промедления. Для подтверждения причины возникновения дефекта из рельса должна быть вырезана проба длиной (1,2+0,1) м с дефектом посредине и испытана на гидропрессе до излома для вскрытия дефекта. Обломки пробы с дефектом и цифровая фотография излома, или проба без испытаний должны быть отправлены в аккредитованную лабораторию для вскрытия дефекта и выполнения металлографического исследования. При подтверждении наличия флокенов, газовых пузырей и др. все рельсы данной плавки подлежат изъятию из эксплуатации. В этом случае следует предъявить в соответствии с гарантийными обязательствами рекламации металлургическому комбинату-изготовителю рельсов. |



|
21.1-2
В изломе:
|
Поперечные усталостные трещины в головке в виде светлого или темного пятна, возникшие от внутренней или наружной продольной трещины, образовавшейся вследствие недостаточной контактно-усталостной прочности металла и приведшие к отказу рельса после пропуска гарантийного тоннажа. |
Код дефекта: в стыке 21.1 вне стыка 21.2 |
|
а |
б |





а — Вид излома после вскрытия внутренних продольной и поперечной трещин. Источником первоначальной контактно-усталостной внутренней продольной трещины (далее — ВПТ) является вытянутое вдоль рельса в виде строчки-дорожки скопление неметаллических включений (видно на рисунке как светлая линия вдоль рельса в середине ВПТ). Вокруг строчечного скопления неметаллических включений видны характерные кольца контактно-усталостного роста трещины. От края ВПТ развилась поперечная контактно-усталостная трещина, дефект 21.1-2.
б — Вид излома после вскрытия трещины контактной усталости, возникшей от поверхности, от одной из неглубоких поверхностных параллельных трещин контактной усталости, которая углубляется по мере своего развития, дефект 11.1-2. От края продольной трещины развилась поперечная контактно-усталостная трещина, дефект 21.1-2.
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Началом образования дефекта является возникновение внутренней продольной трещины (ВПТ) от скоплений неметаллических включений, вытянутых при прокатке в виде строчек-дорожек, или продольной трещины от поверхности рельса. Развитие продольной трещины приводит либо к выкрашиванию металла, дефект 11.1-2, либо к образованию поперечной трещины (дефект 21.1-2).
При своем развитии до размера, превышающего критический (14- 16 мм по высоте или 25-30% площади поперечного сечения головки при температуре выше -20°С и от 15% при температуре ниже -20°С) поперечные трещины могут привести к излому всего рельса (дефект 71.1-2).
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, ультразвуковое дефектоскопирование.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Рельсы типа Р50 с выявленными в них поперечными трещинами независимо от их размера являются остродефектными (ОДР) и подлежат замене без промедления.
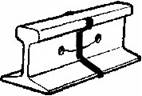
Рельсы типов Р65 и Р75 при обнаружении в них при дефектоскопиро-вании поперечных трещин в головке, выходящих за вертикальную ось симметрии рельса или на поверхность рельса, являются остродефектными (ОДР) и подлежат замене без промедления.
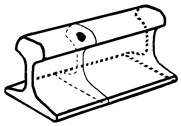
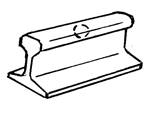
В том случае, когда внутренняя поперечная трещина не выходит на поверхность рельса, а границы её – за середину головки, рельс также является остродефектным (ОДР) и подлежит замене без промедления, или рекомендуется перевод рельса из остродефектного в дефектный путём установки на поврежденное место на рельсах типов Р65 и Р75 шестидырных накладок временно на 4 струбцины, а затем с четырьмя болтами так, чтобы середины накладок совмещались с дефектом. При этом отверстия для двух средних болтов не сверлят во избежание развития дефекта в их сторону. После установки накладок указанным способом поезда пропускаются с установленной скоростью.
Шестидырные накладки не допускается устанавливать в том случае, если дефект расположен на расстоянии менее 3 м от сварного шва, менее 2,5 м от торца рельса (конца плети) или если он расположен ближе 12,5 м от уже имеющегося дефекта, взятого в накладки.
Дефект, на котором установлены накладки, именуется в дальнейшем как дефект 21.2.Н, а сам рельс считается дефектным (ДР). До замены рельса в звеньевом пути или окончательного восстановления рельсовой плети бесстыкового пути, выполняемых в плановом порядке, дефект 21.2.Н подвергается визуальному контролю и периодическому дефектоскопированию по графику, утвержденному начальником дистанции пути.
Если поперечная внутренняя трещина дефекта 21.2.Н в процессе эксплуатации распространилась со стороны рабочей грани головки за ее середину (за вертикальную ось симметрии рельса) или вышла на поверхность рельса, или образовалось выкрашивание, которое препятствует определению размеров трещины, то такой рельс переходит в категорию остродефектных (ОДР) и заменяется без промедления.
|
22.1-2
В изломе:
|
Поперечные усталостные трещины в головке в виде светлого или темного пятна, возникшие от внутренней или наружной продольной трещины, образовавшейся вследствие недостаточной контактно-усталостной прочности металла, и приведшие к отказу рельса до пропуска гарантийного тоннажа. |
Код дефекта: в стыке 22.1 вне стыка 22.2 |
|
а |
б |
|
|
а — Вид излома после вскрытия внутренней продольной и поперечной трещин. Источником первоначальной контактно-усталостной внутренней продольной трещины (далее — ВПТ) является вытянутое вдоль рельса в виде строчки-дорожки скопление неметаллических включений (видно на рисунке как светлая линия вдоль рельса в середине ВПТ). Вокруг строчечного скопления неметаллических включений видны характерные кольца контактно-усталостного роста трещины. От края ВПТ развилась поперечная контактно-усталостная трещина, дефект 22.1-2. б — Вид излома после вскрытия трещины контактной усталости, возникшей от поверхности, от одной из неглубоких поверхностных параллельных трещин контактной усталости, которая углубляется по мере своего развития, дефект 11.1-2. От края продольной трещины развилась поперечная контактно-усталостная трещина, дефект 22.1-2. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Началом образования дефекта является возникновение ВПТ от скоплений неметаллических включений, вытянутых при прокатке в виде строчек-дорожек, или продольной трещины от поверхности рельса. Развитие продольной трещины приводит либо к выкрашиванию металла, деф.12.1-2, либо к образованию поперечной трещины (деф. 22.1-2). При своем развитии до размера, превышающего критический (14-16 мм по высоте или 25-30% площади поперечного сечения головки при температуре выше -20°С и от 15% площади поперечного сечения головки при температуре -20°С и ниже) поперечные трещины могут привести к излому всего рельса (дефект 72.1-2). СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр. ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы типа Р50 с выявленными в них поперечными трещинами независимо от их размера являются остродефектными (ОДР) и подлежат замене без промедления. Рельсы типов Р65 и Р75 при обнаружении в них при дефектоскопиро-вании поперечных трещин в головке, выходящих за вертикальную ось симметрии рельса или на поверхность рельса, являются остродефектными (ОДР) и подлежат замене без промедления. В том случае, когда внутренняя поперечная трещина не выходит на поверхность рельса, а границы её – за середину головки, рельс также является остродефектным (ОДР) и подлежит замене без промедления, или рекомендуется перевод рельса из остродефектного в дефектный путём установки на поврежденное место на рельсах типов Р65 и Р75 шестидырных накладок временно на 4 струбцины, а затем на четыре болта так, чтобы середина накладки совмещалась с дефектом. При этом отверстия для двух средних болтов не сверлят во избежание развития дефекта в их сторону. После установки накладок указанным способом поезда пропускаются с установленной скоростью. Шестидырные накладки не допускается устанавливать в том случае, если дефект расположен на расстоянии менее 3 м от сварного шва, менее 2,5 м от торца рельса (конца плети) или если он расположен ближе 12,5 м от уже имеющегося дефекта, взятого в накладки. Дефект, на котором установлены накладки, именуется в дальнейшем как дефект 22.2.Н, а сам рельс считается дефектным (ДР). До замены рельса в звеньевом пути или окончательного восстановления рельсовой плети бесстыкового пути, выполняемых в плановом порядке, дефект 22.2.Н подвергается визуальному контролю и периодическому дефектоскопированию по графику, утвержденному начальником дистанции пути. Если поперечная внутренняя трещина дефекта 22.2.Н в процессе эксплуатации распространилась со стороны рабочей грани головки за ее середину (за вертикальную ось симметрии рельса) или вышла на поверхность рельса, или образовалось выкрашивание, которое препятствует определению размеров трещины, то такой рельс переводят в категорию остродефектных (ОДР) и заменяют без промедления. При преждевременном образовании в рельсе дефекта 22.1-2 в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию металлургическому комбинату-изготовителю рельсов. |



|
24.1-2
В изломе:
|
Поперечные трещины в головке, возникшие от термомеханических повреждений из-за боксования или юза |
Код дефекта: в стыке 24.1 вне стыка 24.2 |
|
Вид поверхности катания и поверхности излома. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Дефект образуется вследствие боксования или юза, когда происходит термомеханическое повреждение металла головки рельса, где в поверхност-ных слоях изменяется микроструктура стали – возникает хрупкий белый слой, от которого затем растут поперечные усталостные трещины. Эти поперечные трещины могут привести к хрупкому излому, в особенности при низких температурах (дефект 74.1-2). Поперечные трещины иногда могут образовываться от термомеханического повреждения в результате сильных ударов при проходе колес с ползунами или выщербинами. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с обнаруженной поперечной трещиной, дефект 24, является остродефектным (ОДР) и подлежит замене без промедления. На участке, где прошел подвижной состав с неисправными колесами или где имели место боксование и (или) юз, до плановой замены рельсов необходимо более частое (по утвержденному начальником дистанции пути графику) наблюдение и дефектоскопирование рельсов, даже если никаких внешних признаков повреждения рельсов нет. Следует предъявить претензии и штрафные санкции локомотивным или вагонным депо. В случае невозможности определения конкретного вагонного или локомотивного депо, по вине которого было допущено повреждение рельса, претензии предъявляются соответствующей службе или дирекции железной дороги. |


|
25.1-2
|
Поперечные трещины в головке вследствие ударов по рельсу (инструментом, рельсом о рельс), других механических повреждений. |
Код дефекта: в стыке 25.1 вне стыка 25.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ В результате механических повреждений могут образоваться концентраторы напряжений, которые могут служить местами образования трещин. Трещины могут привести к излому рельса (дефект 75.1-2 ). СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с поперечной трещиной является остродефектным (ОДР) и подлежит замене без промедления. При погрузочно-разгрузочных работах и эксплуатации рельсов в пути необходимо бережно обращаться с ними, не допуская ударов и повреждений. |

|
26.3-4
|
Поперечные трещины в головке из-за нарушений технологии сварки рельсов и обработки сварных стыков, приведшие к отказу рельса после пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 26.3 26.4 |
|
Вид поверхности излома после вскрытия трещины. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Наличие непроваров, неметаллических включений, пор, раковин, трещин в головке рельса в месте сварки из-за нарушения режимов сварки, наличие участков недопустимой микроструктуры из-за нарушения режимов термической обработки сварного стыка. От зародышевого дефекта развивается поперечная усталостная трещина, имеющая светлую поверхность (если трещина не вышла на поверхность рельса) или тёмную поверхность (если трещина вышла на поверхность рельса и подверглась коррозии). При грубых нарушениях технологии сварки наблюдаются хрупкие разрушения. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр. Контроль сварных стыков проводится в соответствии с действующими технологической инструкцией по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути, а также правилами контроля стыков алюминотермитной сварки рельсов в пути. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с поперечной трещиной в головке в месте сварки является остродефектным (ОДР) и подлежит замене без промедления. В сварной плети необходимо вырезать участок рельса с трещиной и вварить новую вставку. Проинформировать предприятие, которое произвело сварку рельсов, о факте обнаружения дефекта. |
|
27.3-4
|
Поперечные трещины в головке из-за нарушений технологии сварки рельсов и обработки сварных стыков, приведшие к отказу рельса до пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 27.3 27.4 |
|
Вид поверхности излома после вскрытия трещины. Дефект сварки в головке и хрупкая трещина от него. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Наличие непроваров, неметаллических включений, пор, раковин, трещин в головке рельса в месте сварки из-за нарушения режимов сварки, наличие участков недопустимой микроструктуры из-за нарушения режимов термической обработки сварного стыка. От зародышевого дефекта развивается поперечная усталостная трещина, имеющая светлую поверхность (если трещина не вышла на поверхность головки рельса) или тёмную поверхность (если трещина вышла на поверхность головки рельса и подверглась коррозии). При грубых нарушениях технологии сварки наблюдаются хрупкие разрушения. СПОСОБЫ ВЫЯВЛЕНИЯ
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с поперечной трещиной головки в месте сварки является остродефектным (ОДР) и подлежит замене без промедления. В сварной плети необходимо вырезать участок рельса с трещиной и вварить новую вставку. Предъявить в соответствии с гарантийными обязательствами рекламацию предприятию, которое производило сварку рельсов. |

|
30.1-2
|
Горизонтальные продольные трещины в головке из-за нарушения технологии изготовления рельсов. |
Код дефекта: в стыке 30.1 вне стыка 30.2 |
|
|
После вскрытия трещины |
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ При наличии загрязнений стали в виде крупных скоплений неметаллических включений, вытянутых вдоль прокатки, в эксплуатации могут возникнуть горизонтальные продольные трещины на глубине более 8,0 мм различной длины. К образованию таких продольных трещин может также приводить постепенное заглубление продольных трещин, образовавшихся на поверхности рельсов и развивающихся сначала на глубине, меньшей 8,0 мм. При глубине залегания их 8,0 мм и более от поверхности катания они обычно имеют значительную протяженность. Наибольшую опасность представляют поперечные трещины (дефекты 21.1-2, 22.1-2), которые могут образовываться от продольных, и могут привести к поперечному излому рельса (дефекты 71.1-2, 72.1-2). СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. При дефектоскопировании необходимо убедиться в отсутствии поперечных трещин. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с обнаруженной продольной трещиной в головке на глубине более 8,0 мм является остродефектным (ОДР) вне зависимости от длины и зоны расположения трещины по длине рельса, и подлежит замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов. |

|
31.1-2
|
Вертикальные продольные трещины в головке из-за недостаточной прочности металла |
Код дефекта: в стыке 31.1 вне стыка 31.2 |
|
|
|
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Вертикальные продольные, часто клинообразные, расширяющиеся кверху, трещины образуются в результате раздавливания головки рельсов под колесами подвижного состава. Этому способствуют излишнее возвышение наружной рельсовой нити в кривой для данного радиуса кривой и скорости движения поездов (тогда трещины возникают на рельсах внутренней нити), недостаточная прочность рельсовой стали и ее пониженное сопротивление смятию (см. также дефект 41.0,2). СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр. Ультразвуковое дефектоскопирование. Особенно тщательно исследовать рельс с уширенной головкой (свыше 85 мм) и наличием продольного желоба. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с вертикальной продольной трещиной в головке является остродефектным (ОДР) и подлежит замене без промедления. Необходимо восстановить соответствие между возвышением наружного рельса и реализуемыми скоростями движения поездов в кривой. |

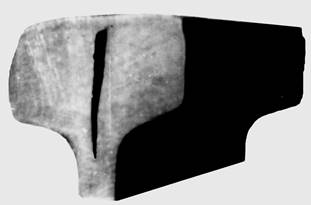

|
33.1
|
Продольные трещины в местах перехода головки в шейку в зоне болтового стыка. |
Код дефекта: в стыке 33.1 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Повышенные динамические воздействия в болтовых стыках, высокие местные напряжения, появлению которых способствуют некачественная обработка кромок торцов рельсов, чрезмерные усилия затяжки стыковых болтов, изношенные накладки, использование вышедших из строя прокладок и подкладок, просадки в стыках, нарушение подуклонки рельсов, односторонняя перегрузка головки рельса. При развитии трещина может изменить направление и привести к излому — отделению части головки рельса (дефект 73.1). СПОСОБ ВЫЯВЛЕНИЯ Внешний осмотр со снятием стыковых накладок, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с продольной трещиной в местах перехода головки в шейку в стыковой зоне является остродефектным (ОДР) и подлежит замене без промедления. При наличии концентраторов напряжений из-за некачественной обработки торцов рельсов (заусенцы, вырывы металла, отсутствие фаски в подголовочной части и др.) в соответствии с гарантийными обязательствами предъявить рекламацию металлургическому комбинату-изготовителю рельсов или предприятию, производившему разрезку рельсов. |

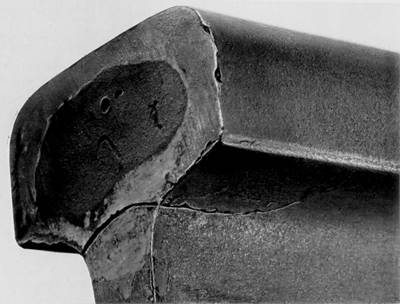
|
38.1
|
Трещины в головке в месте приварки рельсового соединителя. |
Код дефекта: в стыке 38.1 |
|
а |
б |
|
|
Вид горизонтальной трещины от места приварки рельсового соединителя (а) и выкола части головки рельса из-за горизонтальной трещины в месте приварки рельсового соединителя, перешедшей в поперечную трещину (б). ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Из-за нарушения режима приварки рельсовых соединителей могут возникнуть сварочные трещины, непровары, поджоги, которые в результате развития усталостных трещин могут привести к трещинам различной ориентации, к излому и отделению части головки. При повторных приварках рельсовых соединителей необходимо убедиться в отсутствии трещин в местах приварок. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс, имеющий любые трещины в основном металле головки из-за нарушений технологии приварки рельсовых соединителей, является остродефектным (ОДР) и подлежит замене без промедления. При обнаружении трещин в наплавленном металле за дефектным местом устанавливают периодические наблюдения и при развитии трещины с переходом в основной металл рельс переводят в категорию остродефектного (ОДР) с заменой без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию производителю работ по приварке рельсовых соединителей. |
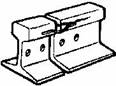


|
40.0
|
Волнообразный износ и смятие головки рельса (длинные /25 – 150 см/ и короткие /менее 25 см, рифли/ волны). |
Код дефекта: по всей длине рельса 40.0 |
|
а
б Волнообразный износ и смятие в виде длинных волн (25 — 150 см) (а) и коротких (3-25 см) волнообразных неровностей – рифлей (б). ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Начальная волнообразная деформация головки (длиной 25,0 – 150,0 см), как правило, возникает при прокатке и правке рельсов на металлургических комбинатах вследствие вибрации прокатной клети, биения валков и других причин, а в эксплуатации происходит дальнейшее развитие первоначальных дефектов и увеличение амплитуды волнообразных неровностей. Короткие (длиной 3,0-25,0 см) волнообразные неровности – рифли возникают из-за периодического проскальзывания колес, что вызывает сдвиги или повышенное истирание верхних слоев металла в местах проскальзывания. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, измерение жёсткой линейкой длиной 1 м с набором щупов, штангенциркулем с глубиномером, универсальным шаблоном измерон модели 00316 и др., рельсоизмерительными тележками. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ РЕЛЬСА Рельсы с глубиной волны более 1,0 мм при измерении на базе 1 м являются дефектными (ДР). При преждевременном образовании в рельсе дефекта 40.0 в виде волнообразного износа и смятия головки рельсов с длинными (25,0 – 150,0 см) волнами в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию металлургическому комбинату-изготовителю рельсов. В остальных случаях дефектные рельсы (ДР) подлежат шлифовке с периодичностью по утвержденному графику. При обнаружении волнообразного износа и смятия головки рельсов с длинными (25,0 – 150,0 см) волнами высотой h до удаления неравномерного смятия и износа головок рельсов (полностью или частично) или при невозможности выполнения этих работ до плановой замены дефектных рельсов скорость движения по ним не должна превышать: 140 км/ч при 1,0 < h ≤ 1,5 мм; 100 км/ч при 1,5 < h ≤ 2,0 мм; 70 км/ч при 2,0 < h ≤ 3,0 мм; 40 км/ч при 3,0 < h и ЗПП. При глубине длинных неровностей более 3,0 мм дефектные рельсы (ДР) заменяют в первоочередном порядке (ЗПП). При обнаружении волнообразного износа и смятия головки рельсов с короткими (2,5 — 25,0 см) волнами (рифлями) глубиной h до удаления неравномерного смятия и износа головок рельсов (полностью или частично) или при невозможности выполнения этих работ до плановой замены дефектных рельсов скорость движения по ним не должна превышать: 140 км/ч при 1,0 < h ≤ 1,5 мм, 100 км/ч при 1,5 < h ≤ 2,0 мм, 70 км/ч при 2,0 < h ≤ 3,0 мм, 40 км/ч при 3,0 < h и ЗПП. При глубине рифлей более 3,0 мм дефектные рельсы (ДР) подлежат замене в первоочередном порядке (ЗПП). |
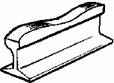
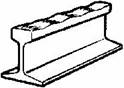


|
41.0,2
|
Смятие и вертикальный износ головки рельса из-за недостаточной прочности металла (равномерные и местные). |
Код дефекта: по всей длине рельса 41.0, Вне стыка 41.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ При несоответствии прочности металла головки рельса условиям ее нагружения колесами подвижного состава металл быстро деформируется, сплывает на боковую грань головки или изнашивается. Смятию по всей длине рельсов способствует увеличенное давление колес на внутреннюю нить кривых, вызванное снижением фактически реализуемых скоростей движения грузовых поездов относительно принятых при расчете возвышения. При раздавливании головок в металле возникают значительные растягивающие напряжения, которые при неблагоприятных условиях могут привести к возникновению продольных вертикальных трещин (дефект 31.1-2). СПОСОБЫ ВЫЯВЛЕНИЯ Для выявления равномерного смятия и износа проводят внешний осмотр, проверку штангенциркулем, измерительными приборами. Неравномерное местное смятие и износ выявляют внешним осмотром, измерением по оси головки рельса максимального отклонения от жёсткой линейки длиной 1 м с помощью набора щупов или концевых мер длины, штангенциркулем с глубиномером или универсальным шаблоном измерон модели 00316 и др. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы типов Р50, Р65 и Р75 с равномерным износом, превышающим предельные допустимые величины, указанные в разделе 7.1 в таблице 3, считают дефектными (ДР) и заменяют в плановом порядке. При наличии неравномерного местного смятия головки, затрудняющего содержание ширины колеи в пределах установленных норм, или равномерного смятия и износа, величина которых превышает допустимую для вертикального износа, рельсы являются дефектными (ДР) и подлежат замене в плановом порядке. Для удаления или уменьшения неравномерного смятия и износа головок рельсов производят их шлифовку, фрезерование или наплавку. До ликвидации или уменьшения неравномерного смятия головки или до замены рельсов скорость движения по ним в зависимости от глубины местных неровностей h не должна превышать: 140 км/ч при 1,5 < h ≤ 2,0 мм, 120 км/ч при 2,0 < h ≤ 3,0 мм, 100 км/ч при 3,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм, 40 км/ч при 6,0 < h и ЗПП. При глубине неровностей более 6,0 мм рельсы подлежат замене в первоочередном порядке (ЗПП).
Рельсы типов Р65 и Р75 с шириной головки 90,0 мм и более и Р50 с шириной головки 85,0 мм и более также являются дефектными (ДР) и подлежат плановой замене. При ширине головки более 90,0 мм (для рельсов типов Р65 и Р75) и 85,0 мм (для рельсов типа Р50), а также при наплывах на боковой поверхности головки 5,0 мм и более, при наличии темного желобка на поверхности катания глубиной более 1,0 мм, при осыпании окалины и наличии узкой полоски красноты в зоне сопряжения головки с шейкой со стороны рабочей грани необходимо проведение ультразвукового контроля ручными ПЭП. В случае обнаружения эхо-сигнала от трещины (дефект 31.1-2) рельсы считают остродефектными (ОДР) и заменяют без промедления. При затруднении ультразвукового контроля рельс признаётся контроленепригодным (деф.19). Необходимо восстановить соответствие между возвышением наружного рельса и реализуемыми скоростями движения поездов в кривой. |
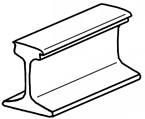

|
43.1
|
Смятие головки в виде седловины в зоне болтового стыка из-за повышенного динамического воздействия в стыке. |
Код дефекта: в стыке 43.1 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Смятие головки в виде седловины связано с особенностями динамического воздействия колеса на рельс при прохождении им зоны стыка и недостаточным сопротивлением рельсов смятию, использованием изношенных накладок, вышедших из строя прокладок и подкладок, просадками в стыках, нарушением подуклонки рельсов. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка жёсткой линейкой длиной 1 м с набором щупов или с концевыми мерами длины, штангенциркулем с глубиномером, универсальным шаблоном измерон модели 00316 и др. измерительными приборами. Дефектоскопирование затруднено из-за изменения формы поверхности катания и ухудшения акустического контакта. При дефектоскопировании следует убедиться в отсутствии под дефектом поперечных трещин деф.31.1. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы, имеющие седловины глубиной более 1,5 мм при измерении их по оси головки от линейки длиной 1 м, являются дефектными (ДР). Для полного или частичного устранения дефектов производят шлифовку поверхности катания, наплавку, а для того, чтобы сделать пологими уклоны неровности в зоне седловин – местную шлифовку. Изношенные стыковые накладки, подкладки и прокладки следует заменить годными. Следует выполнить подбивку шпал стыка. Провисшие концы рельсов в стыках рекомендуется выправить, если имеется машина для подгиба концов рельсов в пути. До выполнения указанных выше работ или при невозможности их выполнения до плановой замены дефектных рельсов в зависимости от глубины седловины h скорость движения поездов не должна превышать: 140 км/ч при 1,5 < h ≤ 2,0 мм, 120 км/ч при 2,0 < h ≤ 3,0 мм, 100 км/ч при 3,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм, 40 км/ч при 6,0 < h и ЗПП. При глубине седловины более 6,0 мм дефектные рельсы заменяют в первоочередном порядке (ЗПП). |

|
44.0
|
Боковой износ головки рельса сверх допускаемых норм. |
Код дефекта: по всей длине рельса 44.0 |
|
|
Вид поперечного темплета рельса |
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Недостаточная износостойкость рельсового металла и усиленное проскальзывание, связанное, как правило, с увеличением углов набегания гребней колес на боковую грань рельсов из-за нарушений нормального вписывания тележек подвижного состава в кривые участки пути. Недостаточная лубрикация боковой грани головки рельсов. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка измерительными приборами. Боковой износ измеряется на высоте 13 мм ниже существующей поверхности катания и определяется как разница проектной ширины головки рельса и измеренной ширины головки рельса ниже поверхности катания на 13 мм без учета наплывов с нерабочей грани рельса. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ При движении по рельсам типов Р50, Р65 и Р75 с равномерным боковым износом допустимые скорости движения устанавливают в соответствии с табл.3 (раздел 7.1, с.131). При интенсивном боковом износе следует использовать гребнесмазы-ватели и рельсосмазыватели (передвижные и/или стационарные). В наружные нити кривых радиусами 650 м и менее рекомендуется укладывать рельсы типа Р65К, рельсы, изготовленные из износостойкой стали. Необходимо обеспечивать правильное положение кривых в плане, ликвидировать возможные отступления по возвышению наружного рельса, по подуклонке рельсов и не допускать в эксплуатации отступлений в содержании ходовых частей подвижного состава. Если рельсы с боковым износом в наружных нитях кривых удовлетворяют действующим Техническим указаниям по перекладке термоупрочненных рельсов типов Р65 и Р75 в звеньевом пути, то производят их перекладку с переменой рабочего канта в прямые или во внутренние нити кривых. По рельсам, имеющим боковой износ более 15,0 мм, должны производиться ежемесячные замеры величины бокового износа дорожным мастером на данных участках с последующим анализом интенсивности нарастания износа начальником дистанции пути и его докладом в службу пути. |
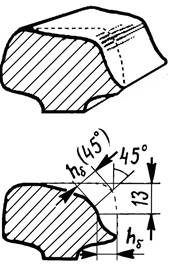


|
46.3-4
|
Смятие и износ головки в зоне сварного стыка из-за местного снижения механических свойств металла после пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 46.3 46.4 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Вследствие неоднородности механических свойств металла, получающейся при сварке рельсов, образуется местное одиночное (одна седловина) или двойное (две седловины) смятие головки рельса. Интенсивному развитию седловин в эксплуатации способствуют наличие начальной неровности в сварном стыке, образовавшейся при сварке рельсов с концевой искривленностью, отсутствие или нарушение технологии упрочняющей термической обработки сварных стыков. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка измерительными приборами, универсальным шаблоном измерон модели 00316 и др. Контроль сварных стыков в соответствии с Технологической инструкцией по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути и Правилами контроля стыков алюминотермитной сварки рельсов в пути. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы, имеющие смятие головки при измерении по оси головки от линейки длиной 1 м более 1,0 мм, являются дефектными (ДР). Для уменьшения уклонов неровности на поверхности катания головки в зоне сварного стыка производят местное шлифование рельса. Для полного или частичного устранения неровностей производят шлифовку рельсов по всей длине рельсошлифовальными поездами. Для полного устранения неровностей проводят восстановление сварного стыка вырезкой дефектного участка и вваркой вставки. До выполнения указанных работ или при невозможности их выполнения до плановой замены рельсов или восстановления сварного стыка в зависимости от глубины смятия сварного стыка h скорость движения поездов не должна превышать: 120 км/ч при 1,0 < h ≤ 2,0 мм, 70 км/ч при 2,0 < h ≤ 3,0 мм, 40 км/ч при 3,0 < h ≤ 4,0 мм, 25 км/ч при 4,0 < h. При глубине смятия более 4,0 мм рельсы заменяют или восстанавливают в первоочередном порядке. При нарастании числа дефектных рельсов с деф.46.3-4 в условиях эксплуатации, соответствующих действующим нормативам, информировать об этом предприятие, выполнившее сварку рельсов. |

|
47.3-4
|
Смятие и износ головки в зоне сварного стыка из-за местного снижения механических свойств металла до пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 47.3 47.4 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Вследствие неоднородности механических свойств металла, получающейся при сварке рельсов, образуется местное одиночное (одна седловина) или двойное (две седловины) смятие головки рельса. Интенсивному развитию седловин в эксплуатации способствуют наличие начальной неровности в сварном стыке, образовавшейся при сварке рельсов с концевой искривленностью, отсутствие или нарушение упрочняющей термической обработки сварных стыков. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка измерительными приборами, универсальным шаблоном измерон модели 00316 и др. Контроль сварных стыков в соответствии с действующей Технологической инструкцией по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути и Правилами контроля стыков алюминотермитной сварки рельсов в пути. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы, имеющие смятие головки при измерении по оси головки от линейки длиной 1 м более 1,0 мм, являются дефектными (ДР). Для уменьшения уклонов неровности на поверхности катания головки в зоне сварного стыка производят местное шлифование рельса. Для полного или частичного устранения неровностей производят шлифовку рельсов по всей длине рельсошлифовальными поездами. Для полного устранения неровностей проводят восстановление сварного стыка вырезкой дефектного участка и вваркой вставки. До выполнения указанных работ или при невозможности их выполнения до плановой замены рельсов или восстановления сварного стыка в зависимости от глубины смятия сварного стыка h скорость движения поездов не должна превышать: 120 км/ч при 1,0 < h ≤ 2,0 мм, 70 км/ч при 2,0 < h ≤ 3,0 мм, 40 км/ч при 3,0 < h ≤ 4,0 мм, 25 км/ч при 4,0 < h. При глубине смятия более 4,0 мм рельсы заменяют или восстанавливают в первоочередном порядке. При образовании дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию изготовителю сварного стыка. |
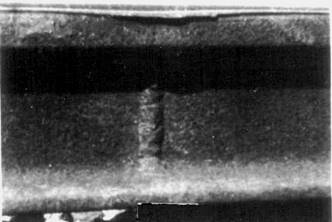
|
50.1-2
|
Вертикальные расслоения шейки из-за нарушения технологии изготовления рельсов |
Код дефекта: в стыке 50.1 вне стыка 50.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Дефекты технологии изготовления рельсов в виде остатков усадочной раковины, центральной пористости, резко выраженной ликвации в шейке рельса или наличия скоплений неметаллических включений могут привести к образованию расслоения шейки в эксплуатации. СПОСОБ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы, имеющие расслоение шейки, являются остродефектными (ОДР) и подлежат замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов. |

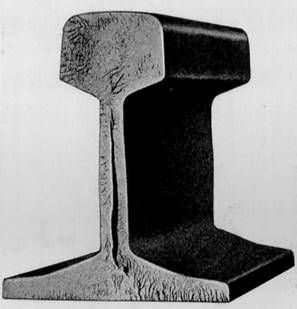
|
53.1
|
Трещины в шейке от болтовых отверстий в рельсе из-за повышенного динамического воздействия в стыках. |
Код дефекта: в стыке 53.1 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Концентрация напряжений на кромках болтовых отверстий. Неудовлетворительное содержание стыков (ослабление болтов, смятие и провисание концов рельсов, просадки, большие растянутые зазоры) может стать причиной появления и развития дефекта. Отсутствие упрочнения болтовых отверстий, отсутствие или некачественное исполнение фасок, надрывы на кромках отверстий, неровности на поверхности отверстий из-за некачественного сверления и коррозия ускоряют и облегчают процесс трещинообразования. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр со снятием накладок, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы с трещинами в шейке от болтовых отверстий являются остродефектными (ОДР) и подлежат замене без промедления. При установлении причины возникновения трещины от некачественного изготовления отверстия предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату или другому изготовителю отверстий в рельсах. |

|
55.1-2
|
Трещины в шейке и в местах перехода к головке от ударов по шейке и других механических повреждений, от маркировочных знаков, отверстий и других концентраторов напряжений |
Код дефекта: в стыке 55.1 вне стыка 55.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ В результате ударов по шейке и других механических повреждений в шейке или в месте перехода шейки в головку могут образовываться трещины, которые при своем развитии могут привести к излому рельса. Концентраторы напряжений в виде отверстий, острых маркировочных знаков или острых кромок в местах перехода шейки в головку могут способствовать образованию трещин. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, в том числе со снятием стыковых накладок, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы с трещинами в шейке и в месте её перехода в головку являются остродефектными (ОДР) и подлежат замене без промедления. В случае обнаружения трещины от маркировочных знаков и других концентраторов напряжений, возникших при изготовлении рельсов, предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов. |
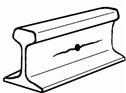


|
56.3-4
|
Трещины в шейке в зоне сварного стыка из-за нарушений технологии сварки и обработки сварных стыков, приведшие к отказу рельса после пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 56.3 56.4 |
|
Вид поверхности трещины после вскрытия дефекта. Стрелкой показано расположение дефекта сварки и развившейся от него поперечной трещины усталости (глубиной 7 мм), остальное – зона хрупкого долома. |
|
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Основными причинами образования дефекта являются нарушения технологии сварки и обработки сварных стыков. Горизонтальные трещины преимущественно возникают из-за неудовлетворительной обработки сварного шва после сварки, а вертикальные — в результате нарушения режима сварки. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, контроль сварных стыков в соответствии с действующей Технологической инструкцией по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути и в Правилах контроля стыков алюминотермитной сварки рельсов в пути. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с трещиной является остродефектным (ОДР) и подлежит замене без промедления. Информировать предприятие, которое производило сварку рельсов, о факте образования дефекта и условиях работы рельса. |
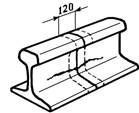
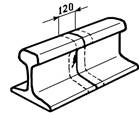
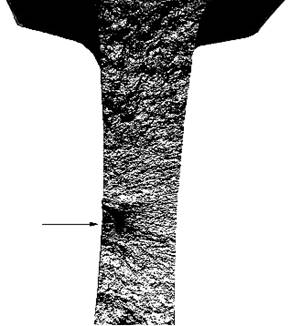

|
57.3-4
|
Трещины в шейке в зоне сварного стыка из-за нарушений технологии сварки и обработки сварных стыков, приведшие к отказу рельса до пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 57.3 57.4 |
|
|
Вид поверхности трещины после вскрытия дефекта 57.3. Стрелкой показано расположение дефекта сварки и развившейся от него поперечной трещины усталости (глубиной 7,0 мм), остальное – зона хрупкого долома. |
|
|
|
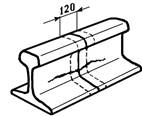
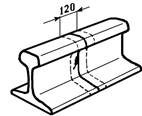

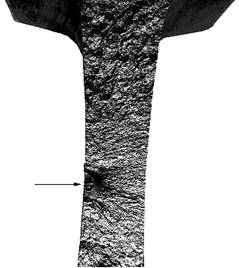
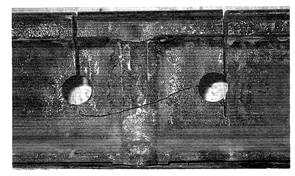
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Основными причинами образования дефекта являются нарушения технологии сварки и обработки сварных стыков. Горизонтальные трещины преимущественно возникают из-за неудовлетворительной обработки сварного шва после сварки, а вертикальные — в результате нарушения режима сварки. Трещины по болтовым отверстиям сварных стыков, сваренных алюминотермитным способом, возникают из-за неудовлетворительной обработки поверхностей отверстий (отсутствия фасок, наличия заусенцев, задиров от сверления на цилиндрической поверхности), внутренних дефектов в шейке рельсов вблизи концов рельсов, внутренних дефектов термитного шва.
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль сварных стыков в соответствии с действующей Технологической инструкцией по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути и с Правилами контроля стыков алюминотермитной сварки рельсов в пути.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Рельс с трещиной является остродефектным (ОДР) и подлежит замене без промедления.
Предъявить в соответствии с гарантийными обязательствами рекламацию предприятию, которое производило сварку рельсов.
|
60.1-2
|
Трещины и выколы в подошве из-за нарушений технологии изготовления рельсов. |
Код дефекта: в стыке 60.1 вне стыка 60.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ В процессе изготовления рельсов из-за недостатков или нарушения технологии производства на их подошве могут образоваться дефекты (показан стрелкой) в виде волосовин, закатов и другие, которые в процессе эксплуатации могут привести к образованию трещин, а затем к выколу части подошвы или излому рельса (дефект 70.1-2). СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с трещиной является остродефектным (ОДР) и подлежит замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов. |

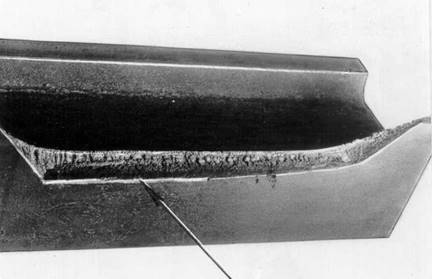
|
64.1-2
|
Местные выработки или местная коррозия подошвы рельса в местах контакта с элементами скреплений из-за нарушений норм текущего содержания пути. |
Код дефекта: в стыке 64.1 вне стыка 64.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Местные выработки или местная коррозия подошвы рельсов в местах контакта подошвы с ребордами подкладок, упорными скобами, клеммами, костылями в результате износа и (или) коррозии. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка жесткой линейкой, штангенциркулем с глубиномером. Дефектоскопирование для того, чтобы убедиться в отсутствии трещин в подошве рельса. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы с местными выработками сбоку или сверху подошвы глубиной более 5,0 мм в местах её контакта с элементами скрепления считаются дефектными (ДР) и подлежат замене в плановом порядке. Рельсы типа Р50 с глубиной выработки более 6,0 мм заменяют в первоочередном порядке, до их замены скорость движения по ним устанавливают не более 40 км/ч. По дефектным рельсам типов Р65 и Р75 в зависимости от глубины выработки hи скорость движения поездов до плановой замены не должна превышать: 120 км/ч при 5,0 < hи ≤ 6,0 мм, 100 км/ч при 6,0 < hи ≤ 7,0 мм, 70 км/ч при 7,0 < hи ≤ 8,0 мм и ЗПП, 25 км/ч при 8,0 < hи. Рельсы типов Р75 и Р65 с глубиной выработки более 7,0 мм заменяют в первоочередном порядке. При местной (неравномерной) коррозии подошвы у её края: на глубину более 5,0 мм для рельсов типа Р75, более 4,0 мм для рельсов типа Р65, более 3,0 мм для рельсов типа Р50 рельсы считаются дефектными (ДР) и подлежат замене в плановом порядке. До проведения плановой замены дефектных рельсов в зависимости от глубины местной коррозии hк от кромки подошвы скорость движения поездов по ним не должна превышать: 100 км/ч при 5,0 < hк ≤ 6,0 мм для рельсов типа Р75, при 4,0 < hк ≤ 5,0 мм для рельсов типа Р65, при 3,0 < hк ≤ 4,0 мм для рельсов типа Р50, 70 км/ч при 6,0 < hк ≤ 8,0 мм для рельсов типа Р75, при 5,0 < hк ≤ 7,0 мм для рельсов типа Р65, при 4,0 < hк ≤ 6,0 мм для рельсов типа Р50. Рельсы, у которых местная коррозия от кромки подошвы имеет глубину: более 8,0 мм для рельсов типа Р75, более 7,0 мм для рельсов типа Р65, более 6,0 мм для рельсов типа Р50, считаются остродефектными (ОДР) и подлежат замене без промедления. В случае обнаружения поперечной трещины от коррозии края подошвы рельсы считаются остродефектными (ОДР) и подлежат замене без промедления. |

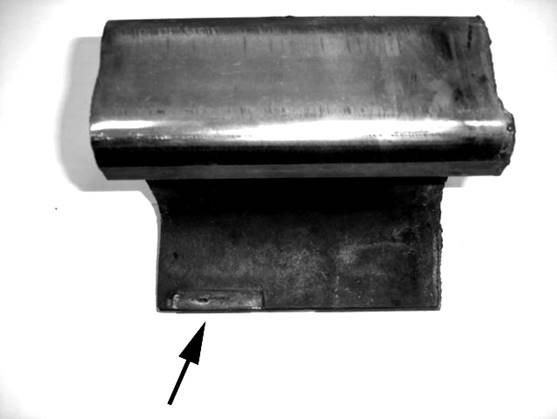
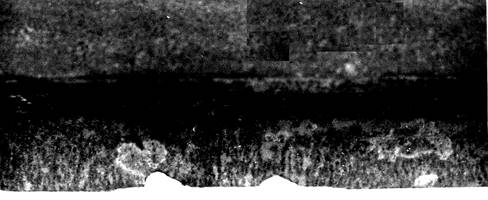
|
65.1-2
|
Трещины и выколы в подошве из-за ударов и других механических повреждений. |
Код дефекта: в стыке 65.1 вне стыка 65.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Вследствие механических повреждений подошвы возникает концентрация напряжений, что может привести к образованию трещин в подошве, выколу части подошвы или излому рельса. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с трещиной в подошве является остродефектным (ОДР) и подлежит замене без промедления. |
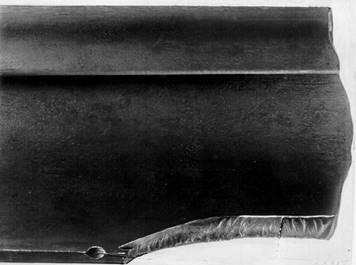

|
66.3-4
|
Трещины в подошве в зоне сварного стыка из-за нарушений технологии сварки рельсов и обработки сварных стыков, а также поперечные усталостные трещины из-за поджогов в местах контакта с прижимными электродами – губками контактной сварочной машины, приведшие к отказу рельса после пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 66.3, 66.4, |
|
Дефект 66.3. Вид излома после вскрытия дефекта. Стрелкой показан дефект — трещина от раковины в сварном шве |
Дефект 66.4 |
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Наличие непроваров, трещин и других дефектов из-за нарушения режима сварки могут привести к образованию поперечных трещин в подошве в зоне сварного стыка. Причиной зарождения усталостных трещин в подошве на расстоянии 700 мм (симметрично по 350 мм по обе стороны от сварного стыка) могут являться поджоги от воздействия электрической дуги, возникающей при плохом контакте между поверхностью подошвы и прижимными губками сварочной машины. При своем развитии трещина может привести к полному излому рельса (дефект 76.3-4) СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр. Контроль сварных стыков в соответствии с действующей нормативной документацией неразрушающему контролю сварных стыков рельсов. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с трещиной в подошве является остродефектным (ОДР) и подлежит замене без промедления. Информировать предприятие, произведшее сварку рельса, о факте возникновения дефекта и условиях эксплуатации рельса. |
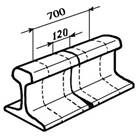
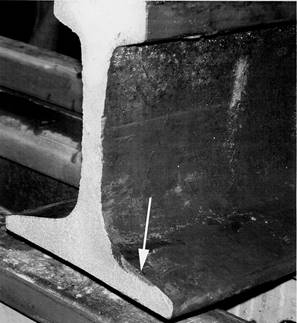
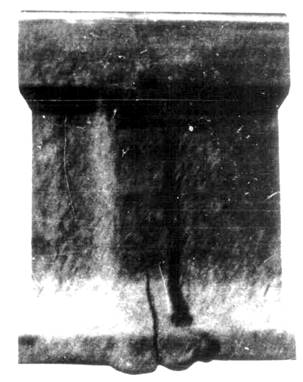
|
67.3-4
|
Трещины в подошве в зоне сварного стыка из-за нарушений технологии сварки рельсов и обработки сварных стыков, а также поперечные усталостные трещины из-за поджогов в местах контакта с прижимными электродами – губками контактной сварочной машины, приведшие к отказу рельса до пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 67.3 67.4 |
|
Вид излома после вскрытия дефекта. Стрелкой показан дефект — трещина от раковины в сварном шве |
|
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Наличие непроваров, трещин и других дефектов из-за нарушения режима сварки могут привести к образованию поперечных трещин в подошве в зоне сварного стыка. Причиной зарождения усталостных трещин в подошве на расстоянии 700 мм (симметрично по 350 мм по обе стороны от сварного стыка) могут являться поджоги от воздействия электрической дуги, возникающей при плохом контакте между поверхностью подошвы и прижимными губками сварочной машины. При своем развитии трещина может привести к полному излому рельса (дефект 77.3-4) СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр. Контроль сварных стыков в соответствии с действующей нормативной документацией по неразрушающему контролю сварных стыков рельсов. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с трещиной в подошве является остродефектным (ОДР) и подлежит замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию предприятию, производившему сварку рельса. |
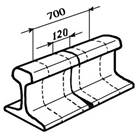
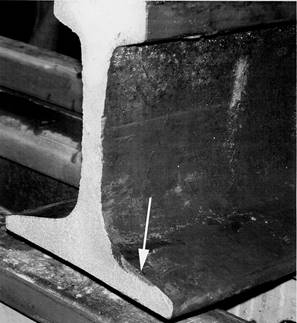

|
69.1-2
|
Поперечные коррозионно-усталостные трещины в подошве рельса. |
Код дефекта: в стыке 69.1 вне стыка 69.2 |
|
|
|
|
|
Вид поверхностей излома после вскрытия дефектов. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ В результате коррозионной усталости, возникающей при длительном увлажнении нижней поверхности подошвы в зоне контакта с подрельсовой прокладкой в сочетании с высоким уровнем рабочих напряжений от изгиба и кручения, а также высоким уровнем растягивающих остаточных напряжений в подошве рельса образуются поперечные трещины коррозионной усталости. Форма трещин – полукруглая, глубина от 1,0 до 10,0 мм. При своём развитии после достижения критического размера трещина может привести к полному излому рельса (дефект 79.1-2). СПОСОБЫ ВЫЯВЛЕНИЯ Дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с поперечной коррозионно-усталостной трещиной в подошве является остродефектным (ОДР) и подлежит замене без промедления. Необходима более тщательная проверка других рельсов на данном участке. |
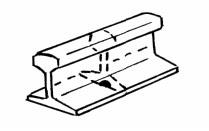
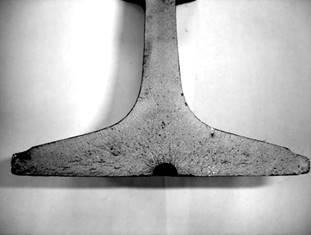
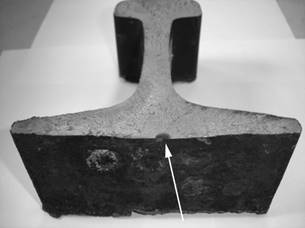
|
70.1-2
|
Поперечные изломы от трещин, образовавшихся из-за нарушения технологии изготовления рельсов. |
Код дефекта: в стыке 70.1 вне стыка 70.2 |
|
Дефект 70.2/20.2. Излом рельса в эксплуатации из-за поперечной усталостной трещины, возникшей от металлургического дефекта (флокена). |
Дефект 70.2/60.2. Стрелкой показан поверхностный дефект металлургического происхождения. |
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Своевременно не обнаруженные трещины дефектов 20.1-2, 60.1-2 могут привести к излому рельса. Характерный вид излома из-за дефекта 60.1-2 – ласточкин хвост. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковой или магнитный контроль. Срабатывание сигнала светофора (ложная занятость). УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс является остродефектным (ОДР) и подлежит замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельса. |

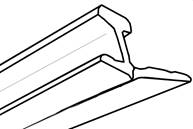

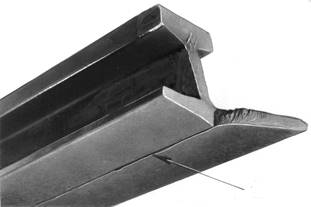
|
71.1-2
|
Поперечные изломы из-за поперечной трещины, образовавшейся от внутренней или наружной продольной трещины контактной усталости, или продольной горизонтальной или вертикальной трещины в головке после пропуска гарантийного тоннажа |
Код дефекта: в стыке 71.1 вне стыка 71.2 |
|
Дефект 71.2/21.2
Дефект 71.1/31.1 |
Дефект 71.2/21.2 |






ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
При своем развитии поперечные трещины контактной усталости, а также горизонтальные и вертикальные продольные трещины (деф.21.1-2, 31.1-2) могут привести к излому всего сечения рельса. При понижении температуры эксплуатации вероятность излома возрастает.
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, ультразвуковой или магнитный контроль. Срабатывания сигнала светофора (ложная занятость).
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Рельс является остродефектным (ОДР) и подлежит замене без промедления.
Усилить дефектоскопный контроль за рельсами на примыкающих участках пути. Произвести профильную шлифовку головок рельсов согласно действующим техническим указаниям.
|
72.1-2
|
Поперечные изломы из-за поперечной трещины, образовавшейся от внутренней или наружной продольной трещины контактной усталости, или продольной горизонтальной или вертикальной трещины в головке до пропуска гарантийного тоннажа |
Код дефекта: в стыке 72.1 вне стыка 72.2 |
|
Дефект 72.2/22.2 |
Дефект 72.2/22.2 |
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Своевременно не обнаруженные трещины (дефекты 22.1-2) могут привести к излому рельса. При понижении температуры эксплуатации вероятность излома возрастает. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковой или магнитный контроль. Срабатывания сигнала светофора (ложная занятость). УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс является остродефектным (ОДР) и подлежит замене без промедления. Усилить дефектоскопный контроль за рельсами на примыкающих участках пути. Произвести профильную шлифовку головок рельсов согласно техническим указаниям. В обязательном порядке предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов. |





|
73.1
|
Изломы из-за образования и развития трещин в шейке от отверстий и в месте перехода шейки в головку |
Код дефекта: в стыке 73.1 |
|
Дефект 73.1/33.1. Излом рельса в эксплуатации от усталостной трещины, возникшей от торца рельса (очаг указан стрелкой). |
Дефект 73.1/53.1. Излом рельса в эксплуатации по первому болтовому отверстию от усталостных трещин (показаны стрелками), возникших на кромках болтового отверстия. |
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Своевременно не обнаруженные трещины (дефекты 33.1 и 53.1) могут привести к излому рельса. При понижении температуры эксплуатации вероятность излома возрастает. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр со снятием стыковых накладок, ультразвуковой или магнитный контроль. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс является остродефектным (ОДР) и подлежит замене без промедления. Принять меры по улучшению состояния стыков (регулировка зазоров, ликвидация выплесков, выправка концов рельсов, подтягивание стыковых болтов, замена вышедших из строя элементов скреплений в стыках, наплавка концов рельсов и др.). Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату или другому предприятию-изготовителю некачественных отверстий в рельсе. |


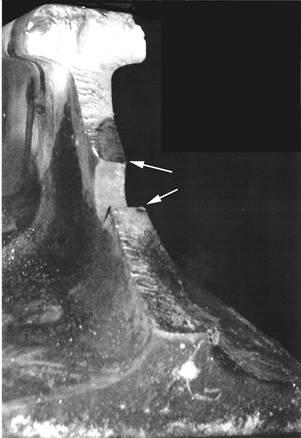
|
74.1-2
|
Поперечные изломы из-за образования поперечной трещины в головке вследствие боксования и юза. Поперечные изломы из-за усталостной трещины, образовавшейся от местной выработки подошвы рельса в месте контакта с элементами скреплений или местной коррозии. |
Код дефекта: в стыке 74.1 вне стыка 74.2 |
|
Дефект 74.2/24.2. Излом рельса в эксплуатации из-за поперечной усталостной трещины, возникшей от термомеханического повреждения рельса. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Своевременно не обнаруженные трещины (дефекты 24.1-2 и 64.1-2) могут привести к излому всего рельса. При понижении температуры эксплуатации вероятность излома возрастает. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковой или магнитный контроль. Срабатывания сигнала светофора (ложная занятость). УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс является остродефектным (ОДР) и подлежит замене без промедления. Необходимо в период трех месяцев вести более частое наблюдение за остальными рельсами на участке, где прошел подвижной состав с неисправными колесами, даже если никаких внешних признаков повреждения рельсов не обнаружено. После прохода подвижного состава с колесами, имевшими ползуны или выбоины, провести в течение суток внеочередную проверку рельсов данного участка съёмными дефектоскопами. Предъявить рекламацию вагонному или локомотивному депо (службам). |



|
75.1-2
|
Изломы из-за образования трещины в головке, шейке или подошве вследствие ненормативного механического воздействия на рельс. |
Код дефекта: в стыке 75.1 вне стыка 75.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ В результате механических повреждений может произойти излом всего рельса. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковая дефектоскопия, магнитный контроль, срабатывания сигнала светофора (ложная занятость). УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс является остродефектным (ОДР) и подлежит замене без промедления. |

|
76.3-4
|
Поперечные изломы из-за трещин, возникших в головке, шейке или подошве из-за нарушений технологии сварки рельсов и обработки сварных стыков, после пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 76.3 76.4 |
|
Дефект 76.3/26.3 Излом рельса в эксплуатации от усталостной трещины (стрелка 2), возникшей от дефекта сварки в сварном шве (пористость, стрелка 1) в головке. |
Дефект 76.4. Излом рельса в эксплуатации по сварному шву с дефектами в головке и шейке (алюминотермитная сварка) |



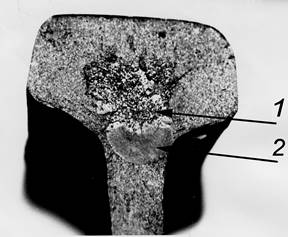

|
Дефект 76.3/56.3 Излом рельса в эксплуатации от усталостной трещины, возникшей от дефекта сварки в сварном шве в шейке (показанного стрелкой) |
Дефект 76.3/56.3 Излом рельса в эксплуатации от усталостной трещины, возникшей от внутреннего дефекта сварки (раковины) в сварном шве под головкой |
|
Дефект 76.3/66.3. Излом рельса в эксплуатации от усталостной трещины, возникшей от дефекта сварки (прижог подошвы рельса, показан стрелкой) в зоне сварного стыка. |
Дефект 76.3/66.3. Излом рельса в эксплуатации (хрупкий) от дефекта сварки (раковина в подошве рельса, показана стрелкой) в зоне сварного стыка. |

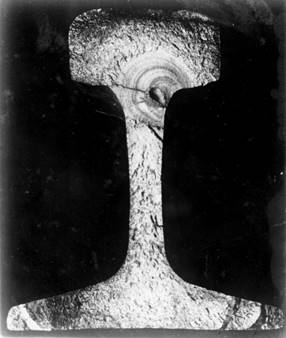
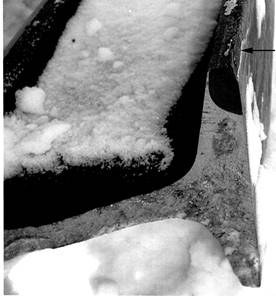
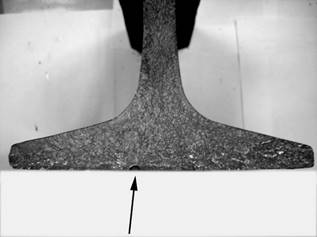
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Своевременно не обнаруженные трещины в месте сварного стыка в головке (деф.26.3-4), в шейке (деф.56.3-4) и в подошве (деф.66.3-4) могут приводить к полному излому всего сечения рельса. Полные изломы рельсов на расстоянии 700 мм (симметрично по 350 мм по обе стороны от сварного шва) могут происходить также при наличии усталостных поперечных трещин из-за поджогов от воздействия электрической дуги, возникающей при плохом контакте между поверхностью подошвы и прижимными губками сварочной машины. При понижении температуры эксплуатации вероятность излома возрастает.
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр сварного шва, ультразвуковой или магнитный контроль. Срабатывания сигнала светофора (ложная занятость).
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Рельс является остродефектным (ОДР) и подлежит замене без промедления.
|
77.3-4
|
Поперечные изломы из-за трещин, возникших в головке, шейке или подошве из-за нарушений технологии сварки рельсов и обработки сварных стыков, до пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 77.3 77.4 |
|
Дефект 77.3/27.3 Излом рельса в эксплуатации от усталостной трещины (стрелка 2), возникшей от дефекта сварки в сварном шве (пористость, стрелка 1) в головке. |
Дефект 77.4. Излом рельса в эксплуатации по сварному шву с дефектами в головке и шейке (алюминотермитная сварка) |




|
Дефект 77.3/57.3 Излом рельса в эксплуатации от усталостной трещины, возникшей от дефекта сварки в сварном шве в шейке (показанного стрелкой) |
Дефект 77.3/57.3 Излом рельса в эксплуатации от усталостной трещины, возникшей от внутреннего дефекта сварки (раковины) в сварном шве под головкой |
|
Дефект 77.3/67.3. Излом рельса в эксплуатации от усталостной трещины, возникшей от дефекта сварки (прижог подошвы рельса, показан стрелкой) в зоне сварного стыка. |
Дефект 77.3/67.3. Излом рельса в эксплуатации (хрупкий) от дефекта сварки (раковина в подошве рельса, показана стрелкой) в зоне сварного стыка. |
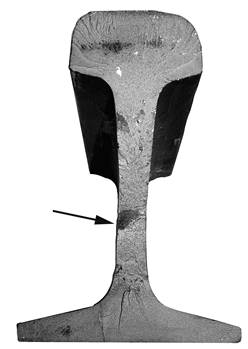
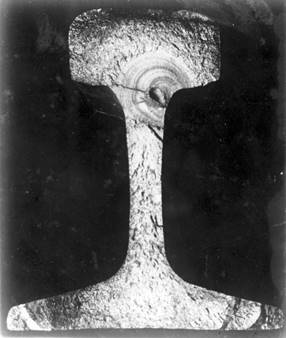
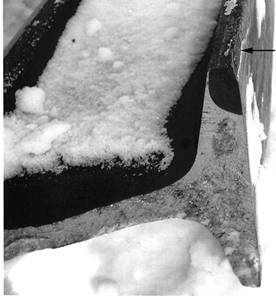
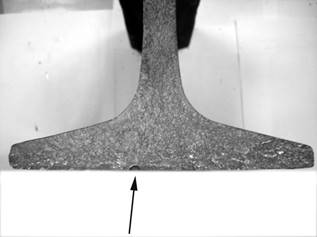
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Наличие грубых пороков в сварных швах в головке (деф.27.3-4), в шейке (деф.57.3-4) и в подошве (деф.67.3-4) или своевременно не обнаруженных трещин в месте сварного стыка может приводить к полному излому всего сечения рельса. Полные изломы рельсов на расстоянии 700 мм (симметрично по 350 мм по обе стороны от сварного шва) могут происходить также при наличии усталостных поперечных трещин из-за поджогов от воздействия электрической дуги, возникающей при плохом контакте между поверхностью подошвы и прижимными губками сварочной машины. При понижении температуры эксплуатации вероятность излома возрастает.
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр сварного шва, ультразвуковой или магнитный контроль. Срабатывания сигнала светофора (ложная занятость).
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Рельс является остродефектным (ОДР) и подлежит замене без промедления.
Предъявить в соответствии с гарантийными обязательствами рекламацию предприятию, производившему сварку рельсов.
|
79.1-2
|
Поперечные изломы из-за коррозионно-усталостных трещин в подошве рельса. |
Код дефекта: в стыке 79.1 вне стыка 79.2 |
|
|
||
|
Дефекты 79.2/69.2 |
||
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Коррозионно-усталостные поперечные трещины в подошве рельсов (деф. 69.1-2), которые были пропущены или не могли быть обнаружены при дефектоскопировании, могут привести к полному разрушению всего сечения. Образованию излома от небольших по размеру трещин коррозионной усталости способствует высокий уровень рабочих напряжений от изгиба и кручения, высокий уровень растягивающих остаточных напряжений в центральной части подошвы и понижение температуры эксплуатации. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковая дефектоскопия или магнитный контроль. Срабатывания сигнала светофора (ложная занятость). УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс является остродефектным (ОДР) и подлежит замене без промедления. |



|
85.1-2
|
Нарушение прямолинейности рельса, допущенное при выгрузке с подвижного состава, ударах и т.п. |
Код дефекта: в стыке 85.1 вне стыка 85.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Изгибы рельсов с размерами, превышающими пределы, установленные ГОСТ Р 51685-2000, могут образоваться в результате небрежной погрузки, выгрузки, складирования и перевозки, а также могут быть пропущены при контроле на заводе-изготовителе. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка измерительными приборами. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы, лежащие в пути и имеющие изгибы, которые превышают допустимые горизонтальные неровности для данной категории пути и не могут быть выправлены непосредственно в пути, считаются дефектными (ДР) и подлежат замене в плановом порядке. Допускается перекладка таких рельсов на участки пути других категорий (с меньшими установленными скоростями). Если нарушение прямолинейности произошло по вине изготовителя рельсов, то предъявить рекламацию предприятию-изготовителю рельсов в соответствии с гарантийными обязательствами. |
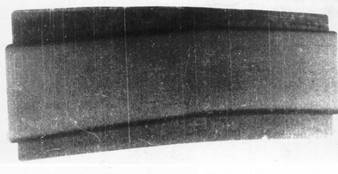
|
86.3-4
|
Нарушение прямолинейности рельсов, допущенное при сварке. |
Код дефекта: в сварном стыке 86.3 86.4 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Использование для сварки рельсов с невыпрямленными концами, неправильная стыковка или изгиб рельсов в горячем состоянии после сварки могут приводить к нарушениям прямолинейности, превышающим требования технических условий на сварные рельсы. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка измерительными приборами. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс, имеющий нарушение прямолинейности в зоне сварки, превышающее допустимые величины для данной категории пути, которое не может быть выправлено непосредственно в пути, считают дефектным (ДР). Такой рельс необходимо заменить в плановом порядке или переложить на участок пути с меньшими установленными скоростями, или вырезать дефектное место и вварить новую вставку. Предъявить в соответствии с гарантийными обязательствами рекламацию предприятию, которое производило сварку рельсов. |
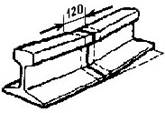

|
98.0-1-2-3 |
Другие, кроме перечисленных выше, дефекты и повреждения рельсов, оставленных в пути, опасность эксплуатации которых может быть оценена по ближайшему типоразмеру дефекта, в том числе общая равномерная коррозия рельсов, а также наличие сварного стыка на расстоянии от 750 мм до 3000 мм от торца рельса или друг от друга на расстоянии менее 3000 мм (выполненного электроконтактной или алюминотермитной сваркой). |
Код дефекта: по всей длине рельса 98.0 в стыке 98.1 вне стыка 98.2 98.3 98.4 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ К этому виду относятся дефекты и повреждения рельсов, не перечисленные выше, явившиеся причиной признания рельсов дефектными. Причины появления и развития дефектов должны быть дополнительно исследованы после окончания эксплуатации указанных дефектных рельсов. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка или контроль линейных размеров линейкой, штангенциркулем с глубиномером, измерительными приборами. Дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс относят к дефектным (ДР) по признакам, которые в наибольшей степени соответствуют одному из включенных в настоящий «Каталог дефектов рельсов», и поступают с таким рельсом, исходя из указаний по его эксплуатации. Рельсы, пораженные общей равномерной коррозией на глубину:
являются дефектными (ДР) и подлежат замене в плановом порядке. При обнаружении трещин в местах коррозии рельс считается остродефектным (ОДР) и подлежит замене без промедления. Проверить остальные рельсы на участке пути с аналогичными условиями эксплуатации. При наличии сварного стыка на расстоянии от 750 мм до 3000 мм от торца рельса или друг от друга на расстоянии менее 3000 мм (выполненного электроконтактной или алюминотермитной сваркой) рельс считается дефектным, подлежит учету и наблюдению, а при выполнении работ по окончательному восстановлению плети или смене рельс подлежит изъятию. |
|
99.1, 2, 3, 4 |
Другие, кроме перечисленных выше, дефекты остродефектных рельсов, изъятых из пути. Наличие в зоне болтового стыка: сварного стыка, лишнего болтового или технологического отверстия, наличие вдавленных маркировочных знаков. Рельсы с торцами и болтовыми отверстиями, выполненными газопламенным способом. Рельсы с доломанными (не опиленными) торцами. Наличие в зоне сварного стыка болтового или технологического отверстия. Поперечные изломы рельсов без видимых дефектов и без усталостных трещин в изломах. |
Код дефекта: в болтовом стыке 99.1, вне стыка 99.2, в стыке, сваренном контактной сваркой 99.3, в стыке, сваренном алюминотермитной сваркой 99.4 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ К этому виду относятся изломы и повреждения рельсов, не перечисленные выше, явившиеся причиной признания рельсов остродефектными (ОДР). СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, контроль линейных размеров линейкой с набором щупов, штангенциркулем с глубиномером, проверка измерительными приборами. Дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Остродефектные рельсы подлежат изъятию из пути без промедления. При обнаружении в зоне болтового стыка: сварного стыка, лишнего болтового или технологического отверстия, наличие вдавленных маркировочных знаков, торцов рельсов и болтовых отверстий, выполненных газопламенным способом, доломанных (неопиленных) присваивать код дефекта 99.1, считать остродефектным (ОДР) и подлежащим замене без промедления. При наличии в зоне сварного стыка болтового или технологического отверстия, вдавленных маркировочных знаков присваивать код дефекта 99.3-4, считать остродефектным (ОДР) и подлежащим замене без промедления. |
7. ПАРАМЕТРЫ ДЕФЕКТНЫХ И ОСТРОДЕФЕКТНЫХ РЕЛЬСОВ ДЛЯ ЛИНИЙ СО СКОРОСТЯМИ ДВИЖЕНИЯ ДО 140 КМ/Ч
7.1. Признаки дефектных и остродефектных рельсов.
7.1.1. Основными признаками, определяющими остродефектные рельсы в главных и приемоотправочных путях, являются:
а) поперечные или наклонные, видимые или внутренние (выявленные дефектоскопными средствами) трещины в головке независимо от их размера, относящиеся ко всем дефектам второй группы (20, 21, 22, 24, 25, 26, 27), дефекты третьей группы (30, 31, 33, 38) и горизонтальные трещины в головке длиной более 70 мм (дефекты 10, 11, 12);
б) трещины в шейке рельса, видимые или внутренние (выявленные дефектоскопными средствами), независимо от их ориентации и размеров (дефекты 50, 53, 55, 56, 57), а также с выколом части головки;
в) продольные и поперечные, видимые или внутренние (выявленные дефектоскопными средствами) трещины в подошве, независимо от размеров, в том числе трещины коррозионно-усталостного происхождения, выколы части подошвы рельса (дефекты 60, 64, 65, 66, 67, 69);
г) изломы рельса (дефекты 70, 71, 72, 73, 74, 75, 76, 77, 79, 99);
д) наличие у рельсов независимо от их длины отрубленных (неопилных) или отрезанных газопламенным способом концов, а также прожжённых отверстий;
е) другие дефекты рельсов, необходимость немедленной замены которых устанавливается дорожным мастером (дефект 99).
7.1.2. Признаками, определяющими остродефектные рельсы в станционных путях, являются:
а) вертикальный износ рельсов, при котором реборды колес подвижного состава задевают гайки путевых болтов;
б) разрушение головки, шейки или подошвы, с выколом подошвы, с выколом части головки;
в) поперечный излом и поперечная трещина, вышедшая на поверхность профиля рельса;
г) наличие у рельса отрубленных (неопиленных), отрезанных газопламенным способом концов независимо от длины, а также прожженных отверстий;
д) другие дефекты рельсов, необходимость немедленной замены которых устанавливается дорожным мастером.
7.1.3. Признаками, определяющими дефектные рельсы в главных и приемоотправочных путях, являются:
а) трещины и выкрашивания на поверхности катания головки глубиной более 2,0 мм при длине более 25 мм и ширине менее 35 мм (деф.10, 11, 12); глубиной более 1,0 мм при длине более 25 мм и ширине 35 мм и более (деф.10, 11, 12); глубиной более 2,0 мм при длине более 25 мм (деф.13, 14, 18); глубиной более 6 мм при длине до 25 мм (деф.10, 11, 12, 13, 18); глубиной более 2,0 мм (деф.16, 17);
б) местный износ и смятие металла в месте пробоксовки (деф.14) и в зоне сварного стыка (деф.46, 47) глубиной более 1,0 мм;
в) волнообразная деформация головки (деф.40.0) глубиной более 1,0 мм на базе 1 м; неравномерное местное смятие и вертикальный износ головки (деф.41.2 и 43.1) глубиной более 1,5 мм;
г) вертикальный равномерный (деф.41.0), боковой (деф.44.0) износ головки рельсов, превышающий нормированные значения в таблице 3;
д) местные выработки сбоку или сверху подошвы глубиной более 5,0 мм в местах её контакта с элементами скрепления (деф.64);
е) местная коррозия кромки подошвы рельса (деф.64) глубиной у ее края 3,0 мм и более для рельсов типа Р50 и легче, 4,0 мм и более для типа Р65, 5,0 мм и более для типа Р75;
ж) общая равномерная коррозия рельса на глубину более 2,0 мм для рельсов типа Р50 и легче, более 3,0 мм для типа Р65 и более 4,0 мм для типа Р75 (деф.98);
з) поверхностные дефекты на головке, делающие рельсы контроленепригодными (деф.19);
и) рельсы с поперечными трещинами с установленными на 4 крайних болтах шестидырными накладками (дефекты 21.2Н, 22.2Н);
к) нарушение прямолинейности рельсов, допущенное при изготовлении, транспортировке, укладке или сварке, если неровности превышают допустимые величины для данной категории путей (деф.85, 86);
л) различные дефекты, которые прямо не относятся к перечисленным в настоящем Каталоге, но требуют введения ограничений скоростей для обеспечения безопасности движения (деф.98);
м) уширение головки внутрь колеи, которое делает невозможным содержание колеи по ширине в пределах допусков (деф.41);
н) длина рельса менее 4,5 м (исключая рельсы на стрелочных переводах, длина которых установлена эпюрой, и рельсы с клееболтовыми стыками);
о) длина рельсов «близнецов», в сумме составляющая 12,5 м и менее.
7.1.4. По рельсам различных типов с боковым и вертикальным износом устанавливаются следующие максимально допустимые скорости движения (табл.3)
Таблица 3
Максимально допустимые скорости движения по рельсам с боковым износом головки
|
№ п/п |
Вид и величина износа для рельсов типа Р75 и Р65, мм |
Максимально допустимые скорости движения, км/ч |
|
1 |
Боковой износ 15<hб≤20 при: |
|
|
радиусе кривых более 350 м |
70 |
|
|
радиусе кривых 350 м и менее |
50 |
|
|
2 |
Боковой износ hб>20 |
Замена в первоочередном порядке |
Примечание. Для рельсов типа Р50 и легче значения бокового и вертикального износа устанавливаются уменьшенными на 3 мм.
7.1.5. Признаками, определяющими дефектные рельсы в станционных путях, являются:
а) трещины в головке, шейке, подошве и местах перехода шейки в головку и подошву вне зоны стыков;
б) трещины в головке, шейке, подошве и местах перехода шейки в головку и подошву вне зоны стыков;
в) поперечный излом по дефектам 70, 71, 75, 76, 79 с раскрытием зазора не более 25 мм, если дефект расположен не ближе 2,5 м от торца рельса и не ближе 3 м от сварного шва, с установленными шестидырными накладками на 4 крайних болта;
г) рельсы с поперечными трещинами с установленными на 4 крайних болтах шестидырными накладками (дефекты 21.2Н, 22.2Н);
д) выкол подошвы рельса;
е) провисшие концы рельсов, включая смятие, на 8 мм и более, а также с уширением головки внутрь колеи, которое делает невозможным содержание ее по ширине в пределах допусков, а на горочных путях может приводить к заклиниванию тормозных башмаков;
ж) длина рельса короче 4,5 м (исключая рельсы на стрелочных переводах, длина которых установлена эпюрой).
7.1.6. Для подтверждения или опровержения правильности классификации дефектов в рельсах, снятых по показаниям дефектоскопов, все рельсы с внутренними дефектами, изъятые из эксплуатации, должны быть доломаны до вскрытия дефекта. Вид излома рельса фотографируется цифровым фотоаппаратом. Результаты долома должны быть оформлены в виде протокола за подписью дорожного мастера и вместе с цифровыми фотографиями переданы в Дорожный центр диагностики.
7.1.7. Во всех случаях не допускается эксплуатация дефектных рельсов на искусственных сооружениях и подходах к ним более 3-х суток с момента обнаружения.
7.2. МАРКИРОВКА ДЕФЕКТНЫХ И ОСТРОДЕФЕКТНЫХ РЕЛЬСОВ
7.2.1. Остродефектные и дефектные рельсы, выявленные при дефектоскопном или другом контроле, маркируются непосредственно после обнаружения дефекта следующим образом:
— на шейке с внутренней стороны колеи на расстоянии около 1 м от левого по ходу километров стыка (зазора) светлой масляной краской наносят: для остродефектных рельсов — два, а для дефектных рельсов — один косой крест;
— на шейке рядом с дефектом с той стороны, с которой виден дефект (или всегда с внутренней стороны колеи, если дефект обнаружен дефектоскопными средствами), маркировка повторяется с указанием кода дефекта.
Если дефект распространен по всей длине рельса (например, износ), то в середине рельса указывают номер кода этого дефекта с черточками — соответственно перед и после кода (-44.0-).
Если дефект расположен на левом конце в пределах стыка, то код дефекта ставят рядом с первой маркировкой и вторую маркировку не делают.
При расположении дефекта на правом конце рельса в пределах стыка, дополнительно к первой маркировке повторяют ее на правом конце с указанием кода дефекта.
При взятии дефекта в накладки маркировку дефекта (с добавленной буквой «Н») ставят справа от накладки.
Примечание: Образцы маркировки дефектных рельсов приведены на рисунке, где рассмотренные схемы маркировки обозначены следующим образом:
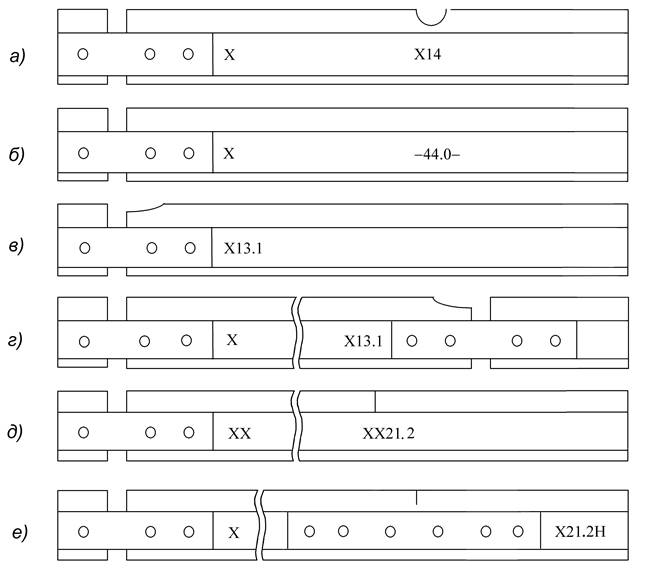
а) дефект 14 вне стыка;
б) дефект 44.0 по всей длине рельса;
в) дефект 13.1 на левом конце рельса;
г) дефект 13.1 на правом конце рельса;
д) остродефектный рельс при расположении дефекта 21.2 вне стыка;
е) дефект 21.2, взятый в накладки – дефект 21.2Н.
При обнаружении дефекта, по которому рельс признают остродефектным, маркировку наносят на рельс сразу же после обнаружения дефекта.
Таблица 4
Норматив оценки состояния рельсов по поверхностным дефектам для учета в комплексной оценке состояния пути
|
Отличное: |
Отсутствие дефектов на рельсах |
|||||||
|
Хорошее: |
Наличие дефектов, не требующих ограничения скоростей движения поездов |
|||||||
|
Удовлетворительное: |
Наличие на рельсах дефектов с размерами, требующими ограничения скоростей движения поездов не ниже уровня скоростей, утвержденных приказом начальника железной дороги |
|||||||
|
Неудовлетворительное: |
Наличие на рельсах дефектов с размерами, требующими ограничения скоростей движения поездов ниже уровня скоростей, установленных приказом начальника дороги |
|||||||
|
Код дефекта |
Размеры дефекта, не требующие ограничения скоростей, мм |
Размеры дефекта, требующие замены рельса в первоочередном порядке, мм |
Предельные размеры дефектов рельсов в мм и допускаемые скорости движения поездов по ним в км/ч |
|||||
|
140 |
120 |
100 |
70 |
40 |
25 |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
10,11,12 |
h*£ 2 (l*>25; a <35) |
h* > 6 |
— |
2 < h* ≤ 3 |
3 < h* ≤ 4 |
4 < h* ≤ 6 |
6 < h* ≤ 8 |
h* > 8 |
|
h*£ 1 (l*>25; a ≥35) |
1 < h* ≤ 2 |
2 < h* ≤ 4 |
||||||
|
h*£ 6 ( l*£25) |
h* > 8 |
— |
— |
— |
— |
6 < h* ≤ 8 |
h* > 8 |
|
|
13 |
h*£ 2 (l*>25) |
h* > 6 |
— |
— |
2 < h* ≤ 4 |
4 < h* ≤ 6 |
6 < h* ≤ 8 |
h* > 8 |
|
h*£ 6 ( l*£25) |
h* > 6 |
— |
— |
— |
h* > 6 |
— |
||
|
14 |
Пробоксовки h£1 |
h > 4 |
— |
1 < h ≤ 2 |
— |
2 < h ≤ 3 |
3 < h ≤ 4 |
h > 4 |
|
Пробоксовки h£1 и выкрашивания h*£2 |
1 < h ≤ 2 и h* > 2, 2 < h ≤ 3 и h* ≤ 2 |
— |
— |
— |
1 < h ≤ 2 и h* ≤ 2 |
2 < h ≤ 3 и h* ≤ 2 |
2≤ 3 и h* > 2 |
|
|
16, 17 |
h*£2 |
h* > 6 |
— |
2 < h* ≤ 3 |
3 < h* ≤ 4 |
4 < h* ≤ 6 |
6 < h* ≤ 8 |
h* > 8 |
|
18 |
h*£ 2 (l*>25) |
h* > 6 (l*>25) |
— |
2 < h* ≤ 3 |
3 < h* ≤ 4 |
4 < h* ≤ 6 |
6 < h* ≤ 8 |
h* > 8 |
|
h*£ 6 ( l*£25) |
h* > 6 (6< l*£25) |
— |
— |
— |
— |
6 < h* ≤ 8 |
h* > 8 |
|
|
40 |
Длинные волны h ≤ 1,5 (250<l<1500) |
h > 3 |
1 < h £ 1,5 |
— |
1,5 < h ≤ 2 |
2< h ≤ 3 |
h > 3 |
— |
|
Короткие волны h £ 1,5 (25≤l≤250) |
h > 3 |
1 < h £ 1,5 |
— |
1,5 < h ≤ 2 |
2< h ≤ 3 |
h > 3 |
— |
Продолжение таблицы 4
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
41 |
Неравномерное смятие и износ h £ 2 Р75, Р65 bг < 90 Р50 bг < 85 |
h > 6 bг ≥ 90, hб > 13 bг ≥ 85, hб > 10 |
1,5 ≤ 2 — — |
2 ≤ 3 — — |
3 ≤ 4 — — |
4 < h ≤ 6 — — |
h > 6 — — |
— — — |
|
43 |
h £ 2 |
h > 6 |
1,5 ≤ 2 |
2 ≤ 3 |
3 ≤ 4 |
4 < h ≤ 6 |
h > 6 |
— |
|
44 |
Р75, Р65 hб £ 15 Р50 hб £ 13 |
h > 20 |
Таблица 3 |
|||||
|
46, 47 |
h £ 1 |
h > 4 |
— |
1 ≤ 2 |
— |
2 < h ≤ 3 |
3 < h ≤ 4 |
h > 4 |
|
64 |
Местная выработка подошвы от скреплений Р75, Р65 hи £ 5 Р50 hи £ 5 |
hи > 7 hи > 6 |
— — |
5 < hи ≤ 6 — |
6 < hи ≤ 7 — |
7 < hи ≤ 8 — |
— hи > 6 |
hи > 8 — |
|
Местная коррозия подошвы Р75 hк £ 5 Р65 hк £ 4 Р50 hк £ 3 |
hк > 8 ОДР hк > 7 ОДР hк > 6 ОДР |
— — — |
— — — |
5 < hк ≤ 6 4 < hк ≤ 5 3 < hк ≤ 4 |
6 < hк ≤ 8 5 < hк ≤ 7 4 < hк ≤ 6 |
— — — |
— — — |
Примечания: h*, l *, а – глубина, длина (вдоль рельса) и ширина выкрашиваний металла;
h – глубина неровности на длине 1 м; при измерении у болтовых стыков торец линейки совмещают с торцом рельса, измерение проводят отдельно для отдающего и для принимающего концов рельсов.
hг – вертикальный износ головки; hб – боковой износ головки; bг – ширина головки, включая смятие металла.
hи – износ подошвы в местах контакта с элементами скреплений; hк – глубина местной коррозии кромки подошвы
R – радиус кривой, где уложен рельс;
7.3. ПРОПУСК ПОЕЗДОВ ПО ОСТРОДЕФЕКТНЫМ РЕЛЬСАМ
7.3.1. По остродефектным рельсам с трещинами без полного излома возможен пропуск отдельных поездов со скоростью движения не более 15 км/ч, а в необходимых случаях с проводником.
7.3.2. По рельсам типов Р75 и Р65 с внутренними трещинами, не выходящими на поверхность, разрешается пропуск поездов со скоростью не более 25 км/ч.
7.3.3. По рельсам с поперечным изломом или выколом части головки без принятия специальных мер пропуск поездов не допускается.
7.3.4. Если поезд остановлен у рельса с поперечным изломом, по которому согласно заключению бригадира пути, а при его отсутствии — машиниста, возможно пропустить поезд, то по нему разрешается пропустить только один первый поезд со скоростью 5 км/ч, причем в пределах моста, виадука или тоннеля пропуск поезда во всех случаях запрещается.
7.3.5.При поперечном изломе или трещине рельсовой плети бесстыкового пути, если образовавшийся зазор меньше 25 мм, до вырезки дефектного места допускается концы плети соединить шестидырными накладками, сжатыми струбцинами утвержденной конструкции для пропуска нескольких поездов в течение не более 3 ч., а на дорогах Сибири и Дальнего Востока – не более 4 ч. при скорости движения до 25 км/ч под непрерывным наблюдением специально выделенного работника дистанции пути.
После сверления отверстий и постановки на поврежденное место рельса типа Р65 или Р75 стыковых шестидырных накладок на четыре болта так, чтобы середина накладки совмещалась с дефектом (при этом отверстия для двух ближайших к дефекту болтов не сверлят во избежание развития трещины в их сторону), поезда пропускаются с установленной скоростью.
7.3.6. Порядок пропуска поездов в каждом отдельном случае устанавливает работник дистанции пути по должности не ниже бригадира пути.
8. ПАРАМЕТРЫ ДЕФЕКТНЫХ И ОСТРОДЕФЕКТНЫХ РЕЛЬСОВ
для линий со скоростями движения пассажирских поездов 141-250 км/ч
8.1. Общие положения.
Для линий со скоростями движения пассажирских поездов 141-250 км/ч действуют, как и для линий с меньшими скоростями движения, и должны применяться разделы настоящей инструкции с 1 по 7.
Методы и измерительные приборы для определения размеров дефектов – те же, что и для скоростей движения поездов 140 км/ч и менее.
8.2. Дополнительные указания.
Для линий со скоростями движения пассажирских поездов 141-250 км/ч с целью обеспечения безопасности и комфортабельности движения и экологических требований по шумозащите ряд нормативов повреждений рельсов при рассматриваемых скоростях движения ужесточен. Поэтому для таких линий следует применять:
— раздел 5 «КЛАССИФИКАЦИЯ ДЕФЕКТОВ РЕЛЬСОВ»,
в части:
— указаний по эксплуатации рельсов с дефектами,
— раздел 7 «ПАРАМЕТРЫ ДЕФЕКТНЫХ И ОСТРОДЕФЕКТНЫХ РЕЛЬСОВ»
в части:
— признаков дефектных и остродефектных рельсов,
— пропуска поездов по остродефектным рельсам,
со следующими изменениями и дополнениями:
8.2.1. Указания по пропуску поездов по остродефектным рельсам
Дефекты 21.1-2, 22.1-2.
Для скоростей движения 141 км/ч и более перевод рельсов с дефектами 21.1-2, 22.1-2. из остродефектных в дефектные путём установки на дефектное сечение рельса стыковых шестидырных накладок запрещается. Рельсы с дефектами 21.1-2, 22.1-2. считают остродефектными (ОДР), и они подлежат замене без промедления.
8.2.2. Указания по эксплуатации дефектных рельсов
Нормы износа рельсов и неровностей на поверхности их катания в эксплуатации не должны превышать значений, приведенных в таблице 5.
Таблица 5.
Нормы износа и неровностей на рельсах
|
№ пп |
Характеристика износа, неровности |
Размер- ность |
Значение |
|
|
Допускаемые скорости, км/ч |
||||
|
Более 140 до 200 вкл |
Более 200 до 250 вкл |
|||
|
1 |
Выкрашивания (дефекты 10.1-2, 11.1-2, 12.1-2, 13.1, 16.3-4, 17.3-4, 18.1-2) |
мм |
0,5/1,5* |
0,3/1,3* |
|
2 |
Вертикальный износ (дефект 41.0) |
мм |
6,0 |
6,0 |
|
3 |
Боковой износ (дефект 44.0) |
мм |
6,0 |
4,0 |
|
4 |
Глубина волнообразной неровности (дефект 40.0) |
мм |
1,0 (при длине неровности до 1 м) |
1,0 (при длине неровности до 2 м) |
|
5 |
Провисание концов, включая смятие и седловины (дефекты 43.1, 46.3-4, 47.3-4) |
мм |
1,0 |
1,0 |
|
6 |
Пробуксовка (дефект 14.1-2) |
мм |
0,5 |
0,3 |
Примечания:
* — при длине (вдоль рельса) более 25 мм,
в числителе – «широкий» дефект, ширина более 35 мм;
в знаменателе – «узкий» дефект, ширина от 6 до 35 (вкл.) мм.
Шлифование рельсов назначается при превышении средних значений глубин неровностей на поверхности катания головки на базе измерений 1,5 м, которые составляют для скоростей движения более 140 до 200 км/ч включительно – 0,4 мм, для скоростей движения более 200 до 250 км/ч включительно – 0,3 мм.
При этом неровности на поверхности катания головки рельса после шлифовки на базе измерений 1,5 м, как в том, так и в другом случае, не должны превышать для скоростей движения более 140 до 200 км/ч включительно – 0,10 мм, для скоростей движения более 200 до 250 км/ч включительно – 0,08 мм.
Рельсы с местными выработками поперек подошвы или по верху подошвы в местах контакта подошвы с элементами скрепления (дефект 64.1-2) при глубине выработки hи, находящейся в указанных диапазонах, считают дефектными (ДР) и до замены рельсов ограничивают скорость движения по ним – скорость движения поездов не должна превышать:
250 км/ч при 1,5 < hи ≤ 2,0 мм;
200 км/ч при 2,0 < hи ≤ 3,0 мм;
160 км/ч при 3,0 < hи ≤ 4,0 мм;
140 км/ч при 4,0 < hи ≤ 5,0 мм.
Рельсы с местной коррозией края подошвы на глубину hк, находящуюся в указанных диапазонах, считают дефектными (ДР) и до замены рельсов ограничивают скорость движения по ним – скорость движения поездов не должна превышать:
250 км/ч при 1,5 < hк ≤ 2,0 мм;
200 км/ч при 2,0 < hк ≤ 3,0 мм;
160 км/ч при 3,0 < hк ≤ 4,0 мм.
Рельсы, лежащие в пути и имеющие изгибы (дефекты 85.0-1-2, 86.3-4), которые превышают допустимые горизонтальные неровности в соответствующих диапазонах установленных скоростей движения пассажирских поездов (141-160, 161-200 и 201-250 км/ч) и не могут быть выправлены непосредственно в пути, считаются дефектными (ДР) и подлежат замене. Допускается перекладка таких рельсов с участков с большими скоростями на участки с меньшими скоростями.
Для скоростей движения 141 км/ч и более рельсы типа Р65, пораженные общей равномерной коррозией (дефект 98.0—1-2), оцениваемой по подошве (у ее края) или по шейке рельса, при глубине коррозии hк, находящейся в указанных диапазонах, с учетом установленных скоростей считают дефектными (ДР), подлежащими плановой замене; до замены рельсов ограничивают скорость движения по ним – скорость движения поездов не должна превышать:
250 км/ч при 1,5 < hк ≤ 2,0 мм;
200 км/ч при 2,0 < hк ≤ 2,5 мм;
160 км/ч при 2,5 < hк ≤ 3,0 мм.
Перейти к основному содержанию
Выполнение слесарно-монтажных работ — Монтер пути
Нажмите на ссылку Классификация, каталог и параметры дефектных и остродефектных рельсов.pdf, чтобы просмотреть файл.
◄ Объявления
Перейти на…
Классификация дефектов рельсов ►
Все дефекты рельсов в классификации кодированы трехзначным числом. Использована следующая структура кодового обозначения:
— первая цифра кода определяет группу дефектов по месту появления дефекта по элементам сечения рельса (головка, шейка, подошва, все сечение);
— вторая цифра определяет тип дефекта рельсов с учетом основной причины его зарождения и развития;
— третья цифра указывает на место расположения дефекта по длине рельса.
Первые две цифры кода дефектов рельсов отделяются от третьей цифры точкой.
Группа дефектов и место их появления по элементам сечения рельса (головка, шейка, подошва, все сечение) определяются следующими цифрами (первый знак):
1 — трещины и выкрашивания металла на поверхности катания головки рельса;
2 — поперечные трещины в головке рельса;
3 — продольные трещины в головке рельса и в зоне перехода головки в шейку в стыке;
4 — пластические деформации (смятие), вертикальный, боковой и неравномерный износ головки рельса (длинные волны и короткие волны-рифли);
5 — дефекты и повреждения шейки рельса;
6 — дефекты и повреждения подошвы рельса;
7 — изломы рельса по всему сечению;
8 — изгибы рельса в вертикальной и горизонтальной плоскостях;
9 — прочие дефекты и повреждения рельса, включая коррозию подошвы и шейки, а также лишние отверстия в зоне накладок и вдавленная маркировка в зоне стыка.
Тип дефекта рельсов, определяемый основной причиной его зарождения и развития (второй знак), обозначается следующими цифрами:
0 — дефекты, связанные с нарушениями технологии изготовления рельсов;
1 — дефекты, зависящие от недостаточно высокого металлургического качества рельсовой стали (например, от местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде дорожек-строчек) и недостаточной прочности рельсового металла, приведшие к отказам рельсов после пропуска гарантийного тоннажа (после окончания срока гарантии);
2 — дефекты, зависящие от недостаточно высокого металлургического качества рельсовой стали (например, от местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде дорожек-строчек) и недостаточной прочности рельсового металла, приведшие к отказам рельсов до пропуска гарантийного тоннажа (в пределах срока гарантии);
3 — дефекты в зоне болтовых стыков, связанные с повышенным динамическим воздействием колес на путь, с нарушением требований инструкции по текущему содержанию железнодорожного пути; с нарушениями технологии обработки болтовых отверстий и торцов рельсов металлургическими комбинатами, линейными подразделениями и промышленными предприятиями путевого хозяйства дорог;
4 — дефекты, связанные с ненормативным специфическим воздействием подвижного состава на рельсы и условиями эксплуатации рельсов (боксование, юз, ползуны и др.), в том числе из-за нарушения режимов вождения поездов, из-за недостатков подвижного состава, из-за нарушений норм текущего содержания пути;
5 — дефекты рельсов, полученные в результате ненормативных механических воздействий на рельсы (удар инструментом, рельса о рельс и т.п.);
6 — дефекты в зоне сварных стыков, связанные с недостатками и нарушениями технологии сварки рельсов и обработки сварных стыков, приведшие к отказам рельсов после пропуска гарантийного тоннажа;
7 — дефекты в зоне сварных стыков, связанные с недостатками и нарушениями технологии сварки рельсов и обработки сварных стыков, приведшие к отказам рельсов до пропуска гарантийного тоннажа;
8 — дефекты, связанные с недостатками и нарушениями технологии наплавки рельсов, приварки рельсовых соединителей и другие дефекты;
9 — дефекты, вызванные коррозионной усталостью, контроленепригодностью рельсов, и изломы без усталостных трещин.
Примечание:
Появление дефекта рельса часто бывает следствием нескольких причин. Так, недостатки в содержании пути ускоряют развитие заводских дефектов. В связи с этим при определении типа дефекта должна быть выявлена основная причина, с которой связано его появление и развитие.
Цифровое обозначение места расположения дефекта (третья цифра в коде дефекта) принято следующим:
0 — по всей длине рельса;
1 — в болтовом стыке на расстоянии 750 мм и менее от торца рельса;
2 — вне болтового стыка на расстоянии более 750 мм от торца рельса;
3 — в сварном стыке, полученном элетроконтактной сваркой;
4 — в сварном стыке, полученном алюминотермитной сваркой.
Примечания:
1. Для сварного стыка, полученного элетроконтактной сваркой рельсов после 2000 года, зона стыка определяется на расстоянии 120 мм симметрично по 60 мм в обе стороны от оси сварного шва с учетом толщины сварного шва и зон термического влияния от сварки и термообработки после сварки, а зона разрушения сварных рельсов из-за поджогов в подошве определяется на расстоянии 700 мм симметрично по 350 мм в обе стороны от оси сварного шва расположением прижимных электродов-губок контактной сварочной машины.
2. Для сварного стыка, полученного алюминотермитной сваркой, зона стыка определяется на расстоянии 120 мм симметрично по 60 мм в обе стороны от оси сварного шва с учетом толщины сварного шва и зон термического влияния от сварки.
3. Буква «Н», стоящая после цифрового кода дефекта, указывает, что дефект взят в накладки.
4. В случае необходимости отнесения дефекта к двум и более кодам допускается их обозначение с помощью двух и более кодов через знак дроби. Например, излом рельса, который произошел из-за образования поперечной трещины контактной усталости, обозначается как 71.2/21.2, а излом рельса, который произошел из-за образования продольной трещины в головке — как 71.2/31.2.
КОНСПЕКТ
Дефекты
рельсов
Дефекты
рельсов. Остродефектные и дефектные рельсы
Дефект рельса характеризуется отклонениями от установленных
норм его геометрических параметров или прочности, соблюдение которых
обеспечивает работоспособное состояние рельса в установленных условиях
эксплуатации.
ОАО «РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
РАСПОРЯЖЕНИЕ
от 23 октября 2014 г. N 2499р
ОБ УТВЕРЖДЕНИИ И ВВЕДЕНИИ В ДЕЙСТВИЕ
ИНСТРУКЦИИ
«ДЕФЕКТЫ РЕЛЬСОВ. КЛАССИФИКАЦИЯ, КАТАЛОГ И ПАРАМЕТРЫ
ДЕФЕКТНЫХ И ОСТРОДЕФЕКТНЫХ РЕЛЬСОВ»
(В редакции распоряжения ОАО «РЖД» от
30.10.2015 N 2594р и распоряжения
ОАО
«РЖД» от 10.10.2017 № 2053р) С
целью реализации основных направлений развития системы неразрушающего контроля
рельсов и эксплуатации средств рельсовой дефектоскопии в путевом комплексе ОАО
«РЖД»: 1. Утвердить инструкцию «Дефекты рельсов. Классификация,
каталог и параметры дефектных и остродефектных рельсов» (далее —
Инструкция) и ввести его в действие с 1 сентября 2015 г. (Приложение).
Рисунок 1.
Распоряжение ОАО «РЖД» от 23.10.2014 № 2499р
Повреждённые рельсы в зависимости от степени опасности
дефектов подразделяются на два вида: остродефектные (ОДР) и дефектные (ДР).
Остродефектный рельс (ОДР) – рельс с дефектом,
представляющий прямую угрозу безопасности движения из-за возможного разрушения
под поездом или схода колёс с рельса. После обнаружения дефекта остродефектный
рельс подлежит изъятию из пути (замене) без промедления или требует принятия
специальных мер для пропуска поездов до его замены.
Дефектный рельс (ДР) – рельс, у которого в процессе
эксплуатации происходит постепенное снижение служебных свойств ниже
нормативного уровня, но по которому ещё обеспечивается безопасный пропуск
поездов, хотя в ряде случаев уже требуется введение ограничения скоростей
движения. Такие рельсы заменяются в установленном порядке. Режим их
эксплуатации до момента устранения дефектов или изъятия назначают в зависимости
от конкретных условий.

Трещины и выкрашивания металла на боковой рабочей выкружке или на средней части головки, возникшие изнутри от местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде дорожек-строчек или возникшие от наружной поверхности рельса из-за недостаточной контактно-усталостной прочности рельсового металла, после пропуска гарантийного тоннажа
В стыке
Вне стыка
11.1
11.2
11.1-2
выкрашивания:
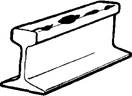
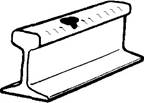
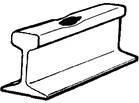
трещины:


Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Трещины и выкрашивания металла на боковой рабочей выкружке или на средней части головки, возникшие изнутри от местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде дорожек-строчек, или возникшие от наружной поверхности рельса из-за недостаточной контактно-усталостной прочности рельсового металла, до пропуска гарантийного тоннажа |
В стыке Вне стыка |
12.1 12.2 |
12.1-2 выкрашивания:
трещины:
|
|
Выкрашивания металла на поверхности катания из-за повышенного динамического воздействия в болтовых стыках. |
В стыке |
13.1 |
13.1
|
Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Пробоксовки в виде местного износа и выкрашивания металла в местах термомеханических повреждений головки рельса из-за боксования, юза колес подвижного состава или нарушения режимов шлифования рельсошлифовальными поездами. |
В стыке Вне стыка |
14.1 14.2 |
14.1-2
|
|
Выкрашивания металла на поверхности катания головки в зоне сварного стыка после пропуска гарантийного тоннажа. |
В сварном стыке |
16.3 |
16.3-4
|
|
Выкрашивания металла на поверхности катания головки в зоне сварного стыка до пропуска гарантийного тоннажа. |
В сварном стыке |
17.3 |
17.3-4
|
Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Выкрашивание наплавленного слоя металла в местах наплавки. |
В стыке Вне стыка |
18.1 18.2 |
18.1-2
|
|
Контроленепригодность из-за наличия выкрашиваний, трещин на поверхности катания, или рябизны, отпечатков, или сильной коррозии на нижней поверхности головки рельса. |
По всей длине рельса В стыке Вне стыка |
19.0 19.1 19.2 |
19.0-1-2
|
|
Поперечные трещины в головке в виде светлого или темного пятна, вызванные внутренними пороками изготовления рельсов (флокенами, газовыми пузырями, засорами, крупными скоплениями неметаллических включений). |
В стыке Вне стыка |
20.1 20.2 |
20.1-2
в изломе:
|
Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Поперечные усталостные трещины в головке в виде светлого или темного пятна, возникшие от внутренней или наружной продольной трещины, образовавшейся вследствие недостаточной контактно- усталостной прочности металла, и приведшие к отказу рельса после пропуска гарантийного тоннажа. |
В стыке Вне стыка |
21.1 21.2 |
21.1-2
В изломе:
|
|
Поперечные усталостные трещины в головке в виде светлого или темного пятна, возникшие от внутренней или наружной продольной трещины, образовавшейся вследствие недостаточной контактно- усталостной прочности металла, и приведшие к отказу рельса до пропуска гарантийного тоннажа. |
В стыке Вне стыка |
22.1 22.2 |
22.1-2
в изломе:
|
Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Поперечные трещины в головке, возникшие от термомеханических повреждений из-за боксования или юза. |
В стыке Вне стыка |
24.1 24.2 |
24.1-2
в изломе:
|
|
Поперечные трещины в головке вследствие ударов по рельсу (инструментом, рельсом о рельс), других механических повреждений. |
В стыке Вне стыка |
25.1 25.2 |
25.1-2
|
|
Поперечные трещины в головке из-за нарушений технологии сварки рельсов и обработки сварных стыков, приведшие к отказу рельса после пропуска гарантийного тоннажа. |
В сварном стыке |
26.3 26.4 |
26.3-4
|
|
Поперечные трещины в головке из-за нарушений технологии сварки рельсов и обработки сварных стыков, приведшие к отказу рельса до пропуска гарантийного тоннажа. |
В сварном стыке |
27.3 27.4 |
27.3-4
|
Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Горизонтальные продольные трещины в головке из-за нарушения технологии изготовления рельсов. |
В стыке Вне стыка |
30.1 30.2 |
30.1-2
|
|
Вертикальные продольные трещины в головке из-за недостаточной прочности металла. |
В стыке Вне стыка |
31.1 31.2 |
31.1-2
|
|
Продольные трещины в местах перехода головки в шейку в зоне болтового стыка. |
В стыке |
33.1 |
33.1
|
|
Трещины в головке в месте приварки рельсового соединителя. |
В стыке |
38.1 |
38.1
|
|
Волнообразный износ и смятие головки рельса (длинные /25 – 150 см/ и короткие /менее 25 см/ волны). |
По всей длине рельса |
40.0 |
40.0
|
|
Смятие и вертикальный износ головки рельса из-за недостаточной прочности металла (равномерные и местные). |
По всей длине рельса, Вне стыка |
41.0 41.2 |
41.0, 2
|
Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Смятие головки в виде седловины в зоне болтового стыка из-за повышенного динамического воздействия в стыке. |
В стыке |
43.1 |
43.1
|
|
Боковой износ головки рельса сверх допускаемых норм. |
По всей длине рельса |
44.0 |
44.0
|
|
Смятие и износ головки в зоне сварного стыка из-за местного снижения механических свойств металла после пропуска гарантийного тоннажа. |
В сварном стыке |
46.3 46.4 |
46.3-4
|
|
Смятие и износ головки в зоне сварного стыка из-за местного снижения механических свойств металла до пропуска гарантийного тоннажа. |
В сварном стыке |
47.3 47.4 |
47.3-4
|
Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Вертикальные расслоения шейки из-за нарушения технологии изготовления рельсов. |
В стыке Вне стыка |
50.1 50.2 |
50.1-2
|
|
Трещины в шейке от болтовых отверстий в рельсе из-за повышенного динамического воздействия в стыках. |
В болтовом стыке |
53.1 |
53.1
|
|
Трещины в шейке и в местах перехода к головке от ударов по шейке и других механических повреждений, от маркировочных знаков, отверстий и других концентраторов напряжений |
В стыке Вне стыка |
55.1 55.2 |
55.1-2
|
|
Трещины в шейке в зоне сварного стыка из-за нарушений технологии сварки и обработки сварных стыков, приведшие к отказу рельса после пропуска гарантийного тоннажа. |
В сварном стыке |
56.3 |
56.3-4
|
Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Трещины в шейке в зоне сварного стыка из-за нарушений технологии сварки рельсов и обработки сварных стыков, приведшие к отказу рельса до пропуска гарантийного тоннажа. |
В сварном стыке |
57.3 57.4 |
57.3-4
|
|
Трещины и выколы в подошве из-за нарушения технологии изготовления рельсов. |
В стыке Вне стыка |
60.1 60.2 |
60.1-2
|
|
Местные выработки или местная коррозия подошвы рельса в местах контакта с элементами скреплений из-за нарушений норм текущего содержания пути. |
В стыке Вне стыка |
64.1 64.2 |
64.1-2
|
|
Трещины и выколы в подошве из-за ударов и других механических повреждений. |
В стыке Вне стыка |
65.1 65.2 |
65.1-2
|
Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Трещины в подошве в зоне сварного стыка из-за нарушений технологии сварки рельсов и обработки сварных стыков, а также поперечные усталостные трещины из-за поджогов в местах контакта с прижимными электродами — губками контактной сварочной машины, приведшие к отказу рельса после пропуска гарантийного тоннажа. |
В сварном стыке |
66.3 |
66.3-4
|
|
Трещины в подошве в зоне сварного стыка из-за нарушений технологии сварки рельсов и обработки сварных стыков, а также поперечные усталостные трещины из-за поджогов в местах контакта с прижимными электродами — губками контактной сварочной машины, приведшие к отказу рельса до пропуска гарантийного тоннажа. |
В сварном стыке |
67.3 67.4 |
67.3-4
|
|
Поперечные коррозионно-усталостные трещины в подошве рельса. |
В стыке Вне стыка |
69.1 69.2 |
69.1-2
|
Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Поперечные изломы из-за трещин, образовавшихся вследствие пороков изготовления рельсов. |
В стыке Вне стыка |
70.1-2/20.1-2 70.1-2/60.1-2 |
70.1-2
|
|
Поперечные изломы из-за поперечной трещины, образовавшейся от внутренней или наружной продольной трещины контактной усталости, или продольной горизонтальной или вертикальной трещины в головке после пропуска гарантийного тоннажа. |
В стыке Вне стыка |
71.1-2/21.1-2 71.1-2/31.1-2 |
71.1-2
|
Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение Дефекта |
|
Поперечные изломы из-за поперечной трещины, образовавшейся от внутренней или наружной продольной трещины контактной усталости, или продольной горизонтальной или вертикальной трещины в головке до пропуска гарантийного тоннажа. |
В стыке Вне стыка |
72.1-2/22.1-2 |
72.1-2
|
|
Изломы из-за образования и развития трещин в шейке от отверстий и в месте перехода шейки в головку. |
В стыке |
73.1/33.1 73.1/53.1 |
73.1
|
|
Поперечные изломы из-за образования поперечной трещины в головке вследствие боксования и юза. Поперечные изломы из-за усталостной трещины, образовавшейся от местной выработки подошвы рельса в месте контакта с элементами скреплений или местной коррозии. |
В стыке Вне стыка |
74.1-2/24.1-2 74.1-2/64.1-2 |
74.1-2
|
Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Изломы из-за образования трещины в головке, шейке или подошве вследствие ненормативного механического воздействия на рельс. |
В стыке Вне стыка |
75.1-2/25.1-2 75.1-2/55.1-2 75.1-2/65.1-2 |
75.1-2
|
|
Поперечные изломы из-за трещин, возникших в головке, шейке или подошве из-за нарушений технологии сварки рельсов и обработки сварных стыков, после пропуска гарантийного тоннажа. |
В сварном стыке |
76.3-4/26.3-4 76.3-4/56.3-4 76.3-4/66.3-4 |
76.3-4
|
|
Поперечные изломы из-за трещин, возникших в головке, шейке или подошве из-за нарушений технологии сварки рельсов и обработки сварных стыков, до пропуска гарантийного тоннажа. |
В сварном стыке |
77.3-4/27.3-4 77.3-4/57.3-4 77.3-4/67.3-4 |
77.3-4
|
Продолжение табл.2.
|
Наименование |
Расположение дефекта по длине рельсов |
Кодовое обозначение |
Схематическое изображение дефекта |
|
Поперечные изломы из-за коррозионно-усталостных трещин в подошве рельса. |
В стыке Вне стыка |
79.1/69.1 79.2/69.2 |
79.1-2
|
|
Нарушение прямолинейности рельса, допущенное при выгрузке с подвижного состава, ударах и т.п. |
В стыке Вне стыка |
85.1 85.2 |
85.1-2
|
|
Нарушение прямолинейности рельса, допущенное при сварке. |
В сварном стыке |
86.3 86.4 |
86.3-4
|
|
Другие, кроме перечисленных выше, дефекты и повреждения рельсов, оставленных в пути, опасность эксплуатации которых может быть оценена по ближайшему типоразмеру дефекта, в том числе общая равномерная коррозия рельсов (98.0). Наличие сварного стыка на расстоянии от 750 мм до 3000 мм от торца рельса или друг от друга на расстоянии менее 3000 мм (выполненного электроконтактной или алюминотермитной сваркой |
В стыке Вне стыка |
98.0 98.1 98.2 98.3 98.4 |
98.0-1-2-3-4 |
|
Другие, кроме перечисленных выше, дефекты остродефектных рельсов, изъятых из пути. Наличие в зоне болтового стыка: сварного стыка, лишнего болтового или технологического отверстия, наличие вдавленных маркировочных знаков. При наличии торцов рельсов и болтовых отверстий, выполненных газопламенным способом, присваивать код дефекта 99.1. При наличии в зоне сварного стыка болтового или технологического отверстия присваивать код 99.3-4. Поперечные изломы рельса без видимых дефектов и усталостных трещин в изломе. |
В стыке Вне стыка В сварном стыке |
99.1 |
99.1, 2, 3, 4 |
6. КАТАЛОГ ДЕФЕКТОВ РЕЛЬСОВ
|
10.1-2
|
Трещины и выкрашивания металла на поверхности катания головки из-за нарушений технологии изготовления рельсов (закатов, волосовин, плен и т.п.). |
Код дефекта: в стыке 10.1 вне стыка 10.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ На ранних стадиях эксплуатации до пропуска тоннажа примерно 150-250 млн. т брутто трещины и выкрашивания на поверхности катания образуются из-за наличия в этих местах поверхностных дефектов металлургического происхождения (волосовин, закатов, плен, участков бейнита в структуре и др.). На поздних стадиях эксплуатации после пропуска более 150-250 млн. т брутто трещины и выкрашивания на поверхности катания образуются в результате многократного воздействия высоких контактных напряжений. К дефекту 10.1-2 следует относить продольные горизонтальные трещины с глубиной расположения до 8,0 мм. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковое дефектоскопирование в пределах ±300 мм от предполагаемого дефектного сечения. При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием или под горизонтальной трещиной поперечной трещины. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Для скоростей движения 140 км/ч и менее рельсы, имеющие дефекты 10 глубиной h более 2,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) менее 35,0 мм («узкие»), а также глубиной h более 1,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) 35 мм и более («широкие») и, кроме того, глубиной более 6,0 мм (до 8,0 мм) при длине до 25,0 мм («короткие»), считают дефектными (ДР). С целью отдаления начала образования дефекта 10 и уменьшения его глубины, длины и ширины должна производиться периодическая шлифовка головки рельсов, начиная с первой шлифовки сразу же после укладки в путь новых рельсов. После проведения шлифовки улучшаются условия дефектоскопирования рельсов, снижается вероятность образования внутренних дефектов в головке, в частности, поперечных трещин, развивающихся под прикрытием дефекта 10. До устранения дефекта шлифовкой, или наплавкой, или (при невозможности или нецелесообразности их выполнения) до замены дефектного рельса должна быть ограничена скорость движения по нему в зависимости от глубины дефекта h: для «узких» дефектов — скорость движения не более — 120 км/ч при 2,0 < h ≤ 3,0 мм, 100 км/ч при 3,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке, 40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке, 25 км/ч при 8,0 < h; для «широких» дефектов — скорость движения не более — 120 км/ч при 1,0 < h ≤ 2,0 мм, 100 км/ч при 2,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке, 40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке, 25 км/ч при 8,0 < h. Для «коротких» дефектов – скорость движения не более – 40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке, 25 км/ч при 8,0 < h. Глубину и ширину дефекта измеряют в месте его наибольшего развития, а длину — по протяжению данного дефекта вдоль головки рельса. При образовании цепочки из отдельных дефектов в длину дефекта включают те из смежных дефектов, которые расположены на расстоянии, меньшем длины наименьшего из 2-х смежных дефектов. Наблюдения за развитием дефекта производят при очередных проверках рельсов. При обнаружении поперечных трещин в местах образования дефекта 10 рельс считают остродефектным (ОДР) при любых характеристиках дефекта, и он подлежит замене без промедления. При длине горизонтальной трещины (вдоль рельса) более 70 мм, оцениваемой по пропаданию донного сигнала УЗК, рельс считают остродефектным (ОДР), и он подлежит замене без промедления. При возникновении дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию металлургическому комбинату-изготовителю рельсов. |
|
11.1-2 выкрашивания:
трещины:
|
Трещины и выкрашивания металла на боковой рабочей выкружке или на средней части головки, возникшие изнутри от местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде дорожек-строчек или возникшие от наружной поверхности рельса из-за недостаточной контактно-усталостной прочности рельсового металла, после пропуска гарантийного тоннажа |
Код дефекта: в стыке 11.1; вне стыка 11.2 |
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Недостатки в металлургическом качестве рельсовой стали (местные скопления неметаллических включений, вытянутых вдоль направления прокатки), определяют недостаточную контактно-усталостную прочность металла. Чаще всего повреждается рабочая грань наружных нитей в кривых участках пути (R = 400-1000 м). Выкрашивания начинаются с образования и развития внутренних продольных трещин (ВПТ) контактной усталости в зоне рабочей выкружки головки рельса.
Трещины контактной усталости также возникают от поверхности катания на средней части головки рельса, постепенно заглубляясь под поверхность катания и образуя протяжённые горизонтальные контактно-усталостные трещины. Часто дефект возникает на выкружке рабочей грани наружных рельсов кривых малого радиуса, может сопровождаться боковым износом. От неглубоких поверхностных параллельных трещин контактной усталости иногда образуется продольная трещина, которая углубляется по мере своего развития.
К дефекту 11.1-2 следует относить продольные трещины с глубиной расположения до 8,0 мм.
Развитие продольных трещин контактной усталости приводит к образованию выкрашиваний.
Наибольшую опасность представляет возможное образование от дефекта 11 (продольной трещины) поперечной усталостной трещины (дефект 21.1-2).
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль линейных размеров головки рельса измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от предполагаемого дефектного сечения.
При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием или под горизонтальной трещиной поперечной трещины.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Для скоростей движения 140 км/ч и менее рельсы, имеющие дефекты 11 глубиной h более 2,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) менее 35 мм («узкие»), а также глубиной h более 1,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) 35,0 мм и более («широкие») и, кроме того, глубиной более 6,0 мм (до 8,0 мм) при длине до 25,0 мм («короткие»), считают дефектными (ДР).
С целью отдаления начала образования дефекта 11 и уменьшения его глубины, длины и ширины должна производиться периодическая профильная шлифовка головки рельсов в соответствии с действующими Техническими указаниями на шлифовку.
После проведения шлифовки улучшаются условия дефектоскопирования рельсов, снижается вероятность образования других аналогичных дефектов в головке и поперечных трещин, развивающихся под прикрытием дефекта 11.
До устранения дефекта шлифовкой, или наплавкой, или (при невозможности или нецелесообразности их выполнения) до замены дефектного рельса должна быть ограничена скорость движения по нему в зависимости от глубины дефекта h:
для «узких» дефектов — скорость движения не более —
120 км/ч при 2,0 < h ≤ 3,0 мм,
100 км/ч при 3,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h;
для «широких» дефектов — скорость движения не более —
120 км/ч при 1,0 < h ≤ 2,0 мм,
100 км/ч при 2,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h.
Для «коротких» дефектов – скорость движения не более –
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h.
Глубину и ширину дефекта измеряют в месте его наибольшего развития, а длину — по протяжению данного дефекта вдоль головки рельса. При образовании цепочки из отдельных дефектов в длину дефекта включаются те из смежных дефектов, которые расположены на расстоянии, меньшем длины наименьшего из 2-х смежных дефектов.
При длине горизонтальной трещины (вдоль рельса) более 70,0 мм, оцениваемой по пропаданию донного сигнала УЗК, рельс считают остродефектным (ОДР), и он подлежит замене без промедления.
Наблюдения за развитием дефекта производят при очередных проверках рельсов. При обнаружении поперечной трещины (дефект 21) в местах образования дефекта 11 следует действовать в соответствии с указаниями по эксплуатации рельсов с дефектом 21.
|
12.1-2 выкрашивания:
трещины:
|
Трещины и выкрашивания металла на боковой рабочей выкружке или на средней части головки, возникшие изнутри от местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде дорожек-строчек, или возникшие от наружной поверхности рельса из-за недостаточной контактно-усталостной прочности рельсового металла, до пропуска гарантийного тоннажа |
Код дефекта: в стыке 12.1; вне стыка 12.2 |
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Недостатки в металлургическом качестве рельсовой стали (местные скопления неметаллических включений, вытянутых вдоль направления прокатки), определяют недостаточную контактно-усталостную прочность металла. Чаще всего повреждается рабочая грань наружных нитей в кривых участках пути (R = 400-1000 м). Выкрашивания начинаются с образования и развития внутренних продольных трещин (ВПТ) контактной усталости в зоне рабочей выкружки головки рельса.
Трещины контактной усталости также возникают от поверхности катания на средней части головки рельса, постепенно заглубляясь под поверхность катания и образуя протяжённые горизонтальные контактно-усталостные трещины. Часто дефект возникает на выкружке рабочей грани наружных рельсов кривых малого радиуса, может сопровождаться боковым износом. От неглубоких поверхностных параллельных трещин контактной усталости иногда образуется продольная трещина, которая углубляется по мере своего развития.
К дефекту 12.1-2 следует относить продольные трещины с глубиной расположения до 8,0 мм.
Развитие продольных трещин контактной усталости приводит к образованию выкрашиваний.
Наибольшую опасность представляет возможное образование от дефекта 12 поперечной усталостной трещины (дефект 22.1-2 или 21.1-2).
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от предполагаемого дефектного сечения.
При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии около дефекта поперечной трещины.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Для скоростей движения 140 км/ч и менее рельсы, имеющие дефекты 12 глубиной h более 2,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) менее 35,0 мм («узкие»), а также глубиной h более 1,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) 35,0 мм и более («широкие») и, кроме того, глубиной более 6,0 мм (до 8,0 мм) при длине 6,1 – 25,0 мм («короткие»), считают дефектными (ДР).
С целью отдаления начала образования дефекта 12 и уменьшения его глубины, длины и ширины должна производиться периодическая профильная шлифовка головки рельсов в соответствии с действующими Техническими указаниями на шлифовку.
После проведения шлифовки улучшаются условия дефектоскопирования рельсов, снижается вероятность образования других аналогичных дефектов в головке и поперечных трещин, развивающихся под прикрытием дефекта 12.
До устранения дефекта шлифовкой, или наплавкой, или (при невозможности или нецелесообразности их выполнения) до замены дефектного рельса должна быть ограничена скорость движения по нему в зависимости от глубины дефекта h:
для «узких» дефектов — скорость движения не более —
120 км/ч при 2,0 < h ≤ 3,0 мм,
100 км/ч при 3,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h;
для «широких» дефектов — скорость движения не более —
120 км/ч при 1,0 < h ≤ 2,0 мм,
100 км/ч при 2,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h.
Дефектный рельс с «коротким» дефектом глубиной h 8,0 мм и более следует считать остродефектным, и он подлежит замене без промедления.
Глубину и ширину дефекта измеряют в месте его наибольшего развития, а длину — по протяжению данного дефекта вдоль головки рельса. При образовании цепочки из отдельных дефектов в длину дефекта включаются те из смежных дефектов, которые расположены на расстоянии, меньшем длины наименьшего из 2-х смежных дефектов.
При длине горизонтальной трещины (вдоль рельса) более 70,0 мм, оцениваемой по пропаданию донного сигнала УЗК, рельс считают остродефектным (ОДР), и он подлежит замене без промедления.
При развитии дефекта 12 на глубину 8,0 мм и более рельс считают остродефектным (ОДР), и он подлежит замене без промедления.
Наблюдения за развитием дефекта производят при очередных проверках рельсов. При обнаружении поперечной трещины (дефект 21 или 22) в местах образования дефекта 12 следует действовать в соответствии с указаниями по эксплуатации рельсов с дефектом 21 или 22.
В обязательном порядке предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов.
|
|
Выкрашивание металла на поверхности катания из-за повышенного динамического воздействия в болтовых стыках. |
Код дефекта: в стыке 13.1 |
|
|
|
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ В процессе эксплуатации из-за повышенного динамического воздействия колес в болтовых стыках в результате протекания процессов ударной контактной усталости у торца рельса образуются выкрашивания рельсового металла. Ускорению проявления дефекта способствует искривленность рельсовых концов, растянутые зазоры, а также некачественная механическая обработка торцов. Образованию выкрашивания может предшествовать сплыв металла, с образованием выколов металла при слепых зазорах. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия. При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием поперечной трещины. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Для скоростей движения 140 км/ч и менее рельсы, имеющие выкрашивания металла на поверхности катания на концах глубиной более 2,0 мм при длине (вдоль рельса) более 25 мм, а также глубиной более 6,0 мм при длине до 25 мм относят к дефектным (ДР). Провести наплавку конца рельса по типовому технологическому процессу или замену рельса в плановом порядке. До устранения дефекта наплавкой головки или при невозможности выполнения этой операции до плановой замены дефектного рельса в зависимости от глубины дефекта h при длине дефекта более 25 мм скорость движения поездов не должна превышать: 100 км/ч при 2,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм, 40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке, 25 км/ч при 8,0 < h. При глубине дефекта более 6,0 мм и длине более 25,0 мм дефектные рельсы заменяют (ЗПП) или восстанавливают в первоочередном порядке. Длину дефекта (вдоль рельса) определяют по его наибольшему протяжению от торца рельса. Измерения размеров дефекта выполняют линейкой и штангенциркулем с глубиномером или универсальным шаблоном измерон модели 00316 и др. При образовании выкрашиваний и выколов металла, препятствующих надежному дефектоскопирование головки и шейки рельса, рельс также может быть отнесен к дефектным из-за его контроленепригодности (дефект 19). Наблюдения за развитием дефекта производят при очередных проверках рельсов. При возникновении дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию металлургическому комбинату-изготовителю рельсов. |
|
14.1-2
|
Пробоксовка в виде местного износа и выкрашивания металла в местах термомеханических повреждений головки рельса из-за боксования, юза колес подвижного состава или нарушения режимов шлифования рельсошлифовальными поездами. |
Код дефекта: в стыке 14.1 вне стыка 14.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Ненормативное воздействие колес подвижного состава при боксовании и юзе вызывает образование на обеих рельсовых нитях местных участков термомеханических повреждений с образованием хрупких поверхностных слоев с измененной микроструктурой металла рельсов. Эти повреждения проявляются в виде местного износа (седловин) на поверхности головки, трещин и выкрашиваний. То же происходит с рельсами при нарушении режимов их шлифовки рельсошлифовальными поездами. Наибольшую опасность представляет возможное образование в местах термомеханических повреждений поперечной усталостной трещины (дефект 24.1-2). СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от дефекта. При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под дефектом поперечной трещины. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Для скоростей движения 140 км/ч и менее рельсы с пробоксовками глубиной более 1,0 мм считаются дефектными (ДР) и подлежат ремонту наплавкой для ликвидации отдельных пробоксовок или шлифовке рельсошлифовальными поездами при массовых поражениях рельсов этим типом повреждений. До устранения дефекта наплавкой, шлифовкой, фрезерованием или плановой замены в зависимости от глубины пробоксовки и наличия и глубины выкрашиваний в месте пробоксовки скорость движения поездов по таким рельсам не должна превышать указанную ниже: |
|
Глубина пробоксовки h, мм |
Глубина выкрашивания h1, мм |
Скорость поездов, км/ч не более |
|
1,0 < h ≤ 2,0 |
нет |
120 |
|
h1 ≤ 2,0 |
70 |
|
|
более 2,0 |
25 и ЗПП |
|
|
2,0 < h ≤ 3,0 |
нет |
70 |
|
h1 ≤ 2,0 |
40 и ЗПП |
|
|
более 2,0 |
25 и ЗПП |
|
|
3,0 < h ≤ 4,0 |
нет |
40 и ЗПП |
|
h1≤ 2,0 |
25 и ЗПП |
|
|
более 2,0 |
25 и ЗПП |
|
|
более 4,0 |
нет |
25 и ЗПП |
|
h1≤ 2,0 |
25 и ЗПП |
|
|
более 2,0 |
25 и ЗПП |
Глубину пробоксовки измеряют по наибольшему значению по оси головки рельса от ее рабочей поверхности (жесткой металлической линейкой и штангенциркулем с глубиномером, или универсальным шаблоном измерон модели 00316 и др.), глубину выкрашивания измеряют в месте его наибольшего развития, а длину — по протяжению данного дефекта (вдоль рельса).
При неполном устранении дефекта рельс переводят в тот типоразмер дефекта, которому соответствует оставшаяся не устраненной глубина дефектного места.
При полной ликвидации дефекта рельс исключают из ДР, с соответствующей отметкой в форме ПУ-2А.
Особую опасность представляет образование в местах пробоксовок при наличии и даже при отсутствии седловин термомеханических повреждений в виде хрупких структур, содержащих мартенсит. Эти структурные изменения металла в местах пробоксовок могут приводить к образованию поперечных трещин. То же самое может происходить в местах на головке рельсов, где было допущено нарушение режимов шлифования рельсов и возникли прижоги (на поверхности катания и/или на рабочей выкружке).
До планового устранения дефекта или, при невозможности устранения дефекта, до плановой замены рельса необходимо более частое (по утверждённому начальником дистанции пути графику) наблюдение и дефектоскопирование рельсов.
Рельсы с поперечными трещинами от пробоксовок, от выкрашиваний в местах пробоксовок считают остродефектными (ОДР) и заменяют без промедления.
После устранения дефекта наплавкой за этим местом устанавливают наблюдение при очередных проверках состояния рельсов.
При периодическом возникновении пробоксовок на одних и тех же местах принимают меры по улучшению условий реализации тяги локомотивами.
На дефектные рельсы предъявляют рекламации локомотивному депо или структурному подразделению, к которому приписан рельсошлифовальный поезд.
|
16.3-4-5
|
Выкрашивание металла на поверхности катания головки в зоне сварного стыка после пропуска гарантийного тоннажа |
Код дефекта: в сварном стыке 16.3 16.4 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Вследствие нарушения технологии сварки и обработки сварного стыка в поверхностном слое головки могут образоваться участки мартенсита или другие структурные неоднородности, от которых под воздействием колес подвижного состава происходит образование трещин контактной усталости и выкрашиваний металла по ним. СПОСОБЫ ВЫЯВЛЕНИЯ. Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от дефекта. При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием поперечной трещины. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ. Рельсы, имеющие выкрашивания металла на поверхности катания в зоне сварного стыка, относят к дефектным (ДР), если глубина выкрашиваний более 2,0 мм. До проведения шлифовки рельса или (при невозможности ее выполнения) до плановой замены рельса или вырезки дефектного участка и восстановления вваркой вставки, в зависимости от глубины выкрашивания h металла на поверхности катания головки скорость движения по сварному стыку не должна превышать: 120 км/ч при 2,0 < h ≤ 3,0 мм, 100 км/ч при 3,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм, 40 км/ч при 6,0 < h ≤ 8,0 мм, 25 км/ч при 8,0 < h. Наблюдения за развитием дефекта производят при очередных проверках рельсов. Измерения глубины дефекта производят жесткой стальной линейкой и штангенциркулем с глубиномером или универсальным шаблоном измерон модели 00316 и др. в месте наибольшей глубины выкрашивания. При обнаружении поперечных трещин в зоне сварного стыка рельс относят к категории остродефектных (ОДР) и заменяют без промедления. |
|
17.3-4-5
|
Выкрашивание металла на поверхности катания головки в зоне сварного стыка до пропуска гарантийного тоннажа |
Код дефекта: в сварном стыке 17.3 17.4 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Вследствие нарушения технологии сварки и обработки сварного стыка в поверхностном слое головки могут образоваться участки мартенсита или другие структурные неоднородности, от которых под воздействием колес подвижного состава происходит образование трещин контактной усталости и выкрашиваний металла по ним. СПОСОБЫ ВЫЯВЛЕНИЯ. Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от дефекта. При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием поперечной трещины. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ. Рельсы, имеющие выкрашивания металла на поверхности катания в зоне сварного стыка, относят к дефектным (ДР), если глубина выкрашиваний более 2,0 мм. До проведения шлифовки рельсов или, при невозможности ее выполнения, в зависимости от глубины выкрашиваний h металла на поверхности катания головок до плановой замены рельсов или вырезки дефектного участка и восстановления вваркой вставки скорость движения по сварному стыку не должна превышать: 120 км/ч при 2,0 < h ≤ 3,0 мм, 100 км/ч при 3,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм, 40 км/ч при 6,0 < h ≤ 8,0 мм, 25 км/ч при 8,0 < h. Наблюдения за развитием дефекта производят при очередных проверках рельсов. Измерения глубины дефекта проводят в месте наибольшей глубины выкрашивания. При обнаружении поперечных трещин в зоне сварного стыка рельс относят к категории остродефектных (ОДР) и заменяют без промедления. При образовании дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию изготовителю сварного стыка. |
|
18.1-2
|
Выкрашивание наплавленного слоя металла в местах наплавки |
Код дефекта: в стыке 18.1 вне стыка 18.2 |
|
|
|
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ При нарушении технологии наплавки рельсов не обеспечивается необходимая прочность соединения наплавленного и основного металла. В процессе эксплуатации под воздействием колес подвижного состава наплавленный слой выкрашивается. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером), ультразвуковая дефектоскопия. При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием поперечной трещины. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы, имеющие выкрашивания, отслоения и выколы наплавленного металла на поверхности катания головки на концах или на остальном протяжении рельса глубиной более 2,0 мм при длине более 25,0 мм, а также глубиной более 6,0 мм при длине до 25,0 мм включительно, относят к дефектным (ДР). До устранения дефекта повторной (очередной) наплавкой головки по типовому технологическому процессу или при невозможности осуществления этой операции до плановой замены рельсов с дефектом длиной более 25 мм должна быть ограничена скорость движения поездов по дефектному рельсу в зависимости от глубины дефекта h – скорость не должна превышать: 120 км/ч при 2,0 < h ≤ 3,0 мм, 100 км/ч при 3,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм, 40 км/ч при 6,0 < h ≤ 8,0 мм, 25 км/ч при 8,0 < h. Глубину дефекта измеряют жесткой стальной линейкой и штангенциркулем с глубиномером или универсальным шаблоном измерон модели 00316 и др. Длину дефекта определяют по его наибольшему протяжению вдоль головки рельса. При образовании выкрашиваний металла, препятствующих надежному дефектоскопированию головки и шейки рельса, рельс также может быть отнесен к дефектным (ДР) из-за его контроленепригодности (дефект 19). Наблюдения за развитием дефекта производят при очередных проверках рельсов. При обнаружении от дефекта поперечной трещины рельс считается остродефектным (ОДР) и подлежит замене без промедления. При преждевременном возникновении дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию производителю наплавочных работ. |
|
19.0-1-2
|
Контроленепригодность из-за наличия выкрашиваний, трещин на поверхности катания, или рябизны, отпечатков, или сильной коррозии на нижней поверхности головки рельса |
Код дефекта: по всей длине рельса 19.0 в стыке 19.1 вне стыка 19.2 |
|
а
б Контроленепригодность из-за развития многочисленных выкрашиваний на поверхности катания рельса (а) и из-за протяжённых дефектов изготовления на нижней поверхности головки рельса (б). ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ В процессе развития контактно-усталостных повреждений на рабочей поверхности головки рельса иногда возникают трещины и выкрашивания, которые делают рельс контроленепригодным, так как мешают обнаружению внутренних дефектов при ультразвуковом контроле рельса дефектоскопом. Рельсы иногда имеют на нижней поверхности головки и (или) в месте перехода головки в шейку отпечатки или рябизну (дефекты изготовления, пропущенные при приёмке рельсов), или коррозионные каверны из-за сильной коррозии. В таких случаях наблюдается срабатывание индикации дефектоскопа при минимальной допустимой чувствительности (определенной нормативной документацией на контроль). СПОСОБЫ ВЫЯВЛЕНИЯ Если при контроле рельсов не обеспечивается акустический контакт из-за наличия выкрашиваний или трещин, и на участке пути 12,5 м имеется три места и более с пропаданием донного сигнала от 20,0 до 70,0 мм и суммарной протяженностью более 140 мм, то такие рельсы признаются контроленепригодными. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ При наличии на головке рельса поверхностных дефектов, делающих рельс контроленепригодным для дефектоскопных средств сплошного контроля, рельс считают дефектным (ДР). В течение пяти дней после выявления дефекта принимается решение по его дальнейшей эксплуатации и определяются меры (наплавка, шлифовка или замена) по устранению причин контроленепригодности. В течение четырнадцати дней с момента выявления разработанные меры должны быть реализованы. В случае превышения срока устранения причин контроленепригодности скорость движения поездов ограничивается до 60 км/ч. Если при сплошном контроле рельсов срабатывание индикации ультразвуковых каналов дефектоскопа, контролирующих головку рельса, наблюдается при минимально допустимой чувствительности (определённой документацией на контроль), то такой рельс считают «шумящим», относят к дефектным (ДР) и заменяют в первоочередном порядке. При возникновении дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию изготовителю рельсов. |
|
20.1-2
В изломе:
|
Поперечные трещины в головке в виде светлого или темного пятна, вызванные внутренними пороками изготовления рельсов (флокенами, газовыми пузырями, засорами, крупными скоплениями неметаллических включений). |
Код дефекта: в стыке 20.1 вне стыка 20.2 |
|
а |
б |
|
|
Вид поверхности излома после долома рельсов на прессе (все дефекты выявлены ультразвуковым дефектоскопированием). В фокусах трещин наблюдаются металлургические дефекты; вокруг них поперечные усталостные трещины с характерными усталостными кольцами); остальное – зона хрупкого разрушения при доломе. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Основной причиной образования трещин являются флокены, которые обычно располагаются на глубине более 10 мм от поверхности. Флокеном называется зернистый надрыв, от которого под действием нагрузки от подвижного состава радиально развивается усталостная трещина. Усталостные трещины также развиваются от газовых пузырей, неметаллических включений и резко выраженной ликвации – неравномерного по сечению распределения входящих в состав стали химических элементов. Если поперечная трещина не вышла на поверхность головки, то в месте излома имеется светлое пятно (сталь не окислена), если же вышла, то — темное пятно. При своем развитии до размера, превышающего критический (14-16 мм по высоте или 25-30% поперечного сечения головки при температуре выше -20°С и от 15% при температуре ниже -20°С) поперечные трещины могут привести к излому всего рельса (деф.71.1-2). СПОСОБЫ ВЫЯВЛЕНИЯ Ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с поперечной трещиной в головке является остродефектным (ОДР) и подлежит замене без промедления. Для подтверждения причины возникновения дефекта из рельса должна быть вырезана проба длиной (1,2+0,1) м с дефектом посредине и испытана на гидропрессе до излома для вскрытия дефекта. Обломки пробы с дефектом и цифровая фотография излома, или проба без испытаний должны быть отправлены в аккредитованную лабораторию для вскрытия дефекта и выполнения металлографического исследования. При подтверждении наличия флокенов, газовых пузырей и др. все рельсы данной плавки подлежат изъятию из эксплуатации. В этом случае следует предъявить в соответствии с гарантийными обязательствами рекламации металлургическому комбинату-изготовителю рельсов. |
|
21.1-2
В изломе:
|
Поперечные усталостные трещины в головке в виде светлого или темного пятна, возникшие от внутренней или наружной продольной трещины, образовавшейся вследствие недостаточной контактно-усталостной прочности металла и приведшие к отказу рельса после пропуска гарантийного тоннажа. |
Код дефекта: в стыке 21.1 вне стыка 21.2 |
|
а |
б |
а — Вид излома после вскрытия внутренних продольной и поперечной трещин. Источником первоначальной контактно-усталостной внутренней продольной трещины (далее — ВПТ) является вытянутое вдоль рельса в виде строчки-дорожки скопление неметаллических включений (видно на рисунке как светлая линия вдоль рельса в середине ВПТ). Вокруг строчечного скопления неметаллических включений видны характерные кольца контактно-усталостного роста трещины. От края ВПТ развилась поперечная контактно-усталостная трещина, дефект 21.1-2.
б — Вид излома после вскрытия трещины контактной усталости, возникшей от поверхности, от одной из неглубоких поверхностных параллельных трещин контактной усталости, которая углубляется по мере своего развития, дефект 11.1-2. От края продольной трещины развилась поперечная контактно-усталостная трещина, дефект 21.1-2.
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Началом образования дефекта является возникновение внутренней продольной трещины (ВПТ) от скоплений неметаллических включений, вытянутых при прокатке в виде строчек-дорожек, или продольной трещины от поверхности рельса. Развитие продольной трещины приводит либо к выкрашиванию металла, дефект 11.1-2, либо к образованию поперечной трещины (дефект 21.1-2).
При своем развитии до размера, превышающего критический (14- 16 мм по высоте или 25-30% площади поперечного сечения головки при температуре выше -20°С и от 15% при температуре ниже -20°С) поперечные трещины могут привести к излому всего рельса (дефект 71.1-2).
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, ультразвуковое дефектоскопирование.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Рельсы типа Р50 с выявленными в них поперечными трещинами независимо от их размера являются остродефектными (ОДР) и подлежат замене без промедления.
Рельсы типов Р65 и Р75 при обнаружении в них при дефектоскопиро-вании поперечных трещин в головке, выходящих за вертикальную ось симметрии рельса или на поверхность рельса, являются остродефектными (ОДР) и подлежат замене без промедления.
В том случае, когда внутренняя поперечная трещина не выходит на поверхность рельса, а границы её – за середину головки, рельс также является остродефектным (ОДР) и подлежит замене без промедления, или рекомендуется перевод рельса из остродефектного в дефектный путём установки на поврежденное место на рельсах типов Р65 и Р75 шестидырных накладок временно на 4 струбцины, а затем с четырьмя болтами так, чтобы середины накладок совмещались с дефектом. При этом отверстия для двух средних болтов не сверлят во избежание развития дефекта в их сторону. После установки накладок указанным способом поезда пропускаются с установленной скоростью.
Шестидырные накладки не допускается устанавливать в том случае, если дефект расположен на расстоянии менее 3 м от сварного шва, менее 2,5 м от торца рельса (конца плети) или если он расположен ближе 12,5 м от уже имеющегося дефекта, взятого в накладки.
Дефект, на котором установлены накладки, именуется в дальнейшем как дефект 21.2.Н, а сам рельс считается дефектным (ДР). До замены рельса в звеньевом пути или окончательного восстановления рельсовой плети бесстыкового пути, выполняемых в плановом порядке, дефект 21.2.Н подвергается визуальному контролю и периодическому дефектоскопированию по графику, утвержденному начальником дистанции пути.
Если поперечная внутренняя трещина дефекта 21.2.Н в процессе эксплуатации распространилась со стороны рабочей грани головки за ее середину (за вертикальную ось симметрии рельса) или вышла на поверхность рельса, или образовалось выкрашивание, которое препятствует определению размеров трещины, то такой рельс переходит в категорию остродефектных (ОДР) и заменяется без промедления.
|
22.1-2
В изломе:
|
Поперечные усталостные трещины в головке в виде светлого или темного пятна, возникшие от внутренней или наружной продольной трещины, образовавшейся вследствие недостаточной контактно-усталостной прочности металла, и приведшие к отказу рельса до пропуска гарантийного тоннажа. |
Код дефекта: в стыке 22.1 вне стыка 22.2 |
|
а |
б |
|
|
а — Вид излома после вскрытия внутренней продольной и поперечной трещин. Источником первоначальной контактно-усталостной внутренней продольной трещины (далее — ВПТ) является вытянутое вдоль рельса в виде строчки-дорожки скопление неметаллических включений (видно на рисунке как светлая линия вдоль рельса в середине ВПТ). Вокруг строчечного скопления неметаллических включений видны характерные кольца контактно-усталостного роста трещины. От края ВПТ развилась поперечная контактно-усталостная трещина, дефект 22.1-2. б — Вид излома после вскрытия трещины контактной усталости, возникшей от поверхности, от одной из неглубоких поверхностных параллельных трещин контактной усталости, которая углубляется по мере своего развития, дефект 11.1-2. От края продольной трещины развилась поперечная контактно-усталостная трещина, дефект 22.1-2. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Началом образования дефекта является возникновение ВПТ от скоплений неметаллических включений, вытянутых при прокатке в виде строчек-дорожек, или продольной трещины от поверхности рельса. Развитие продольной трещины приводит либо к выкрашиванию металла, деф.12.1-2, либо к образованию поперечной трещины (деф. 22.1-2). При своем развитии до размера, превышающего критический (14-16 мм по высоте или 25-30% площади поперечного сечения головки при температуре выше -20°С и от 15% площади поперечного сечения головки при температуре -20°С и ниже) поперечные трещины могут привести к излому всего рельса (дефект 72.1-2). СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр. ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы типа Р50 с выявленными в них поперечными трещинами независимо от их размера являются остродефектными (ОДР) и подлежат замене без промедления. Рельсы типов Р65 и Р75 при обнаружении в них при дефектоскопиро-вании поперечных трещин в головке, выходящих за вертикальную ось симметрии рельса или на поверхность рельса, являются остродефектными (ОДР) и подлежат замене без промедления. В том случае, когда внутренняя поперечная трещина не выходит на поверхность рельса, а границы её – за середину головки, рельс также является остродефектным (ОДР) и подлежит замене без промедления, или рекомендуется перевод рельса из остродефектного в дефектный путём установки на поврежденное место на рельсах типов Р65 и Р75 шестидырных накладок временно на 4 струбцины, а затем на четыре болта так, чтобы середина накладки совмещалась с дефектом. При этом отверстия для двух средних болтов не сверлят во избежание развития дефекта в их сторону. После установки накладок указанным способом поезда пропускаются с установленной скоростью. Шестидырные накладки не допускается устанавливать в том случае, если дефект расположен на расстоянии менее 3 м от сварного шва, менее 2,5 м от торца рельса (конца плети) или если он расположен ближе 12,5 м от уже имеющегося дефекта, взятого в накладки. Дефект, на котором установлены накладки, именуется в дальнейшем как дефект 22.2.Н, а сам рельс считается дефектным (ДР). До замены рельса в звеньевом пути или окончательного восстановления рельсовой плети бесстыкового пути, выполняемых в плановом порядке, дефект 22.2.Н подвергается визуальному контролю и периодическому дефектоскопированию по графику, утвержденному начальником дистанции пути. Если поперечная внутренняя трещина дефекта 22.2.Н в процессе эксплуатации распространилась со стороны рабочей грани головки за ее середину (за вертикальную ось симметрии рельса) или вышла на поверхность рельса, или образовалось выкрашивание, которое препятствует определению размеров трещины, то такой рельс переводят в категорию остродефектных (ОДР) и заменяют без промедления. При преждевременном образовании в рельсе дефекта 22.1-2 в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию металлургическому комбинату-изготовителю рельсов. |
|
24.1-2
В изломе:
|
Поперечные трещины в головке, возникшие от термомеханических повреждений из-за боксования или юза |
Код дефекта: в стыке 24.1 вне стыка 24.2 |
|
Вид поверхности катания и поверхности излома. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Дефект образуется вследствие боксования или юза, когда происходит термомеханическое повреждение металла головки рельса, где в поверхност-ных слоях изменяется микроструктура стали – возникает хрупкий белый слой, от которого затем растут поперечные усталостные трещины. Эти поперечные трещины могут привести к хрупкому излому, в особенности при низких температурах (дефект 74.1-2). Поперечные трещины иногда могут образовываться от термомеханического повреждения в результате сильных ударов при проходе колес с ползунами или выщербинами. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с обнаруженной поперечной трещиной, дефект 24, является остродефектным (ОДР) и подлежит замене без промедления. На участке, где прошел подвижной состав с неисправными колесами или где имели место боксование и (или) юз, до плановой замены рельсов необходимо более частое (по утвержденному начальником дистанции пути графику) наблюдение и дефектоскопирование рельсов, даже если никаких внешних признаков повреждения рельсов нет. Следует предъявить претензии и штрафные санкции локомотивным или вагонным депо. В случае невозможности определения конкретного вагонного или локомотивного депо, по вине которого было допущено повреждение рельса, претензии предъявляются соответствующей службе или дирекции железной дороги. |
|
25.1-2
|
Поперечные трещины в головке вследствие ударов по рельсу (инструментом, рельсом о рельс), других механических повреждений. |
Код дефекта: в стыке 25.1 вне стыка 25.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ В результате механических повреждений могут образоваться концентраторы напряжений, которые могут служить местами образования трещин. Трещины могут привести к излому рельса (дефект 75.1-2 ). СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с поперечной трещиной является остродефектным (ОДР) и подлежит замене без промедления. При погрузочно-разгрузочных работах и эксплуатации рельсов в пути необходимо бережно обращаться с ними, не допуская ударов и повреждений. |
|
26.3-4
|
Поперечные трещины в головке из-за нарушений технологии сварки рельсов и обработки сварных стыков, приведшие к отказу рельса после пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 26.3 26.4 |
|
Вид поверхности излома после вскрытия трещины. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Наличие непроваров, неметаллических включений, пор, раковин, трещин в головке рельса в месте сварки из-за нарушения режимов сварки, наличие участков недопустимой микроструктуры из-за нарушения режимов термической обработки сварного стыка. От зародышевого дефекта развивается поперечная усталостная трещина, имеющая светлую поверхность (если трещина не вышла на поверхность рельса) или тёмную поверхность (если трещина вышла на поверхность рельса и подверглась коррозии). При грубых нарушениях технологии сварки наблюдаются хрупкие разрушения. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр. Контроль сварных стыков проводится в соответствии с действующими технологической инструкцией по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути, а также правилами контроля стыков алюминотермитной сварки рельсов в пути. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с поперечной трещиной в головке в месте сварки является остродефектным (ОДР) и подлежит замене без промедления. В сварной плети необходимо вырезать участок рельса с трещиной и вварить новую вставку. Проинформировать предприятие, которое произвело сварку рельсов, о факте обнаружения дефекта. |
|
27.3-4
|
Поперечные трещины в головке из-за нарушений технологии сварки рельсов и обработки сварных стыков, приведшие к отказу рельса до пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 27.3 27.4 |
|
Вид поверхности излома после вскрытия трещины. Дефект сварки в головке и хрупкая трещина от него. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Наличие непроваров, неметаллических включений, пор, раковин, трещин в головке рельса в месте сварки из-за нарушения режимов сварки, наличие участков недопустимой микроструктуры из-за нарушения режимов термической обработки сварного стыка. От зародышевого дефекта развивается поперечная усталостная трещина, имеющая светлую поверхность (если трещина не вышла на поверхность головки рельса) или тёмную поверхность (если трещина вышла на поверхность головки рельса и подверглась коррозии). При грубых нарушениях технологии сварки наблюдаются хрупкие разрушения. СПОСОБЫ ВЫЯВЛЕНИЯ
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с поперечной трещиной головки в месте сварки является остродефектным (ОДР) и подлежит замене без промедления. В сварной плети необходимо вырезать участок рельса с трещиной и вварить новую вставку. Предъявить в соответствии с гарантийными обязательствами рекламацию предприятию, которое производило сварку рельсов. |
|
30.1-2
|
Горизонтальные продольные трещины в головке из-за нарушения технологии изготовления рельсов. |
Код дефекта: в стыке 30.1 вне стыка 30.2 |
|
|
После вскрытия трещины |
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ При наличии загрязнений стали в виде крупных скоплений неметаллических включений, вытянутых вдоль прокатки, в эксплуатации могут возникнуть горизонтальные продольные трещины на глубине более 8,0 мм различной длины. К образованию таких продольных трещин может также приводить постепенное заглубление продольных трещин, образовавшихся на поверхности рельсов и развивающихся сначала на глубине, меньшей 8,0 мм. При глубине залегания их 8,0 мм и более от поверхности катания они обычно имеют значительную протяженность. Наибольшую опасность представляют поперечные трещины (дефекты 21.1-2, 22.1-2), которые могут образовываться от продольных, и могут привести к поперечному излому рельса (дефекты 71.1-2, 72.1-2). СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. При дефектоскопировании необходимо убедиться в отсутствии поперечных трещин. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с обнаруженной продольной трещиной в головке на глубине более 8,0 мм является остродефектным (ОДР) вне зависимости от длины и зоны расположения трещины по длине рельса, и подлежит замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов. |
|
31.1-2
|
Вертикальные продольные трещины в головке из-за недостаточной прочности металла |
Код дефекта: в стыке 31.1 вне стыка 31.2 |
|
|
|
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Вертикальные продольные, часто клинообразные, расширяющиеся кверху, трещины образуются в результате раздавливания головки рельсов под колесами подвижного состава. Этому способствуют излишнее возвышение наружной рельсовой нити в кривой для данного радиуса кривой и скорости движения поездов (тогда трещины возникают на рельсах внутренней нити), недостаточная прочность рельсовой стали и ее пониженное сопротивление смятию (см. также дефект 41.0,2). СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр. Ультразвуковое дефектоскопирование. Особенно тщательно исследовать рельс с уширенной головкой (свыше 85 мм) и наличием продольного желоба. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с вертикальной продольной трещиной в головке является остродефектным (ОДР) и подлежит замене без промедления. Необходимо восстановить соответствие между возвышением наружного рельса и реализуемыми скоростями движения поездов в кривой. |
|
33.1
|
Продольные трещины в местах перехода головки в шейку в зоне болтового стыка. |
Код дефекта: в стыке 33.1 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Повышенные динамические воздействия в болтовых стыках, высокие местные напряжения, появлению которых способствуют некачественная обработка кромок торцов рельсов, чрезмерные усилия затяжки стыковых болтов, изношенные накладки, использование вышедших из строя прокладок и подкладок, просадки в стыках, нарушение подуклонки рельсов, односторонняя перегрузка головки рельса. При развитии трещина может изменить направление и привести к излому — отделению части головки рельса (дефект 73.1). СПОСОБ ВЫЯВЛЕНИЯ Внешний осмотр со снятием стыковых накладок, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с продольной трещиной в местах перехода головки в шейку в стыковой зоне является остродефектным (ОДР) и подлежит замене без промедления. При наличии концентраторов напряжений из-за некачественной обработки торцов рельсов (заусенцы, вырывы металла, отсутствие фаски в подголовочной части и др.) в соответствии с гарантийными обязательствами предъявить рекламацию металлургическому комбинату-изготовителю рельсов или предприятию, производившему разрезку рельсов. |
|
38.1
|
Трещины в головке в месте приварки рельсового соединителя. |
Код дефекта: в стыке 38.1 |
|
а |
б |
|
|
Вид горизонтальной трещины от места приварки рельсового соединителя (а) и выкола части головки рельса из-за горизонтальной трещины в месте приварки рельсового соединителя, перешедшей в поперечную трещину (б). ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Из-за нарушения режима приварки рельсовых соединителей могут возникнуть сварочные трещины, непровары, поджоги, которые в результате развития усталостных трещин могут привести к трещинам различной ориентации, к излому и отделению части головки. При повторных приварках рельсовых соединителей необходимо убедиться в отсутствии трещин в местах приварок. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс, имеющий любые трещины в основном металле головки из-за нарушений технологии приварки рельсовых соединителей, является остродефектным (ОДР) и подлежит замене без промедления. При обнаружении трещин в наплавленном металле за дефектным местом устанавливают периодические наблюдения и при развитии трещины с переходом в основной металл рельс переводят в категорию остродефектного (ОДР) с заменой без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию производителю работ по приварке рельсовых соединителей. |
|
40.0
|
Волнообразный износ и смятие головки рельса (длинные /25 – 150 см/ и короткие /менее 25 см, рифли/ волны). |
Код дефекта: по всей длине рельса 40.0 |
|
а
б Волнообразный износ и смятие в виде длинных волн (25 — 150 см) (а) и коротких (3-25 см) волнообразных неровностей – рифлей (б). ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Начальная волнообразная деформация головки (длиной 25,0 – 150,0 см), как правило, возникает при прокатке и правке рельсов на металлургических комбинатах вследствие вибрации прокатной клети, биения валков и других причин, а в эксплуатации происходит дальнейшее развитие первоначальных дефектов и увеличение амплитуды волнообразных неровностей. Короткие (длиной 3,0-25,0 см) волнообразные неровности – рифли возникают из-за периодического проскальзывания колес, что вызывает сдвиги или повышенное истирание верхних слоев металла в местах проскальзывания. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, измерение жёсткой линейкой длиной 1 м с набором щупов, штангенциркулем с глубиномером, универсальным шаблоном измерон модели 00316 и др., рельсоизмерительными тележками. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ РЕЛЬСА Рельсы с глубиной волны более 1,0 мм при измерении на базе 1 м являются дефектными (ДР). При преждевременном образовании в рельсе дефекта 40.0 в виде волнообразного износа и смятия головки рельсов с длинными (25,0 – 150,0 см) волнами в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию металлургическому комбинату-изготовителю рельсов. В остальных случаях дефектные рельсы (ДР) подлежат шлифовке с периодичностью по утвержденному графику. При обнаружении волнообразного износа и смятия головки рельсов с длинными (25,0 – 150,0 см) волнами высотой h до удаления неравномерного смятия и износа головок рельсов (полностью или частично) или при невозможности выполнения этих работ до плановой замены дефектных рельсов скорость движения по ним не должна превышать: 140 км/ч при 1,0 < h ≤ 1,5 мм; 100 км/ч при 1,5 < h ≤ 2,0 мм; 70 км/ч при 2,0 < h ≤ 3,0 мм; 40 км/ч при 3,0 < h и ЗПП. При глубине длинных неровностей более 3,0 мм дефектные рельсы (ДР) заменяют в первоочередном порядке (ЗПП). При обнаружении волнообразного износа и смятия головки рельсов с короткими (2,5 — 25,0 см) волнами (рифлями) глубиной h до удаления неравномерного смятия и износа головок рельсов (полностью или частично) или при невозможности выполнения этих работ до плановой замены дефектных рельсов скорость движения по ним не должна превышать: 140 км/ч при 1,0 < h ≤ 1,5 мм, 100 км/ч при 1,5 < h ≤ 2,0 мм, 70 км/ч при 2,0 < h ≤ 3,0 мм, 40 км/ч при 3,0 < h и ЗПП. При глубине рифлей более 3,0 мм дефектные рельсы (ДР) подлежат замене в первоочередном порядке (ЗПП). |
|
41.0,2
|
Смятие и вертикальный износ головки рельса из-за недостаточной прочности металла (равномерные и местные). |
Код дефекта: по всей длине рельса 41.0, Вне стыка 41.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ При несоответствии прочности металла головки рельса условиям ее нагружения колесами подвижного состава металл быстро деформируется, сплывает на боковую грань головки или изнашивается. Смятию по всей длине рельсов способствует увеличенное давление колес на внутреннюю нить кривых, вызванное снижением фактически реализуемых скоростей движения грузовых поездов относительно принятых при расчете возвышения. При раздавливании головок в металле возникают значительные растягивающие напряжения, которые при неблагоприятных условиях могут привести к возникновению продольных вертикальных трещин (дефект 31.1-2). СПОСОБЫ ВЫЯВЛЕНИЯ Для выявления равномерного смятия и износа проводят внешний осмотр, проверку штангенциркулем, измерительными приборами. Неравномерное местное смятие и износ выявляют внешним осмотром, измерением по оси головки рельса максимального отклонения от жёсткой линейки длиной 1 м с помощью набора щупов или концевых мер длины, штангенциркулем с глубиномером или универсальным шаблоном измерон модели 00316 и др. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы типов Р50, Р65 и Р75 с равномерным износом, превышающим предельные допустимые величины, указанные в разделе 7.1 в таблице 3, считают дефектными (ДР) и заменяют в плановом порядке. При наличии неравномерного местного смятия головки, затрудняющего содержание ширины колеи в пределах установленных норм, или равномерного смятия и износа, величина которых превышает допустимую для вертикального износа, рельсы являются дефектными (ДР) и подлежат замене в плановом порядке. Для удаления или уменьшения неравномерного смятия и износа головок рельсов производят их шлифовку, фрезерование или наплавку. До ликвидации или уменьшения неравномерного смятия головки или до замены рельсов скорость движения по ним в зависимости от глубины местных неровностей h не должна превышать: 140 км/ч при 1,5 < h ≤ 2,0 мм, 120 км/ч при 2,0 < h ≤ 3,0 мм, 100 км/ч при 3,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм, 40 км/ч при 6,0 < h и ЗПП. При глубине неровностей более 6,0 мм рельсы подлежат замене в первоочередном порядке (ЗПП).
Рельсы типов Р65 и Р75 с шириной головки 90,0 мм и более и Р50 с шириной головки 85,0 мм и более также являются дефектными (ДР) и подлежат плановой замене. При ширине головки более 90,0 мм (для рельсов типов Р65 и Р75) и 85,0 мм (для рельсов типа Р50), а также при наплывах на боковой поверхности головки 5,0 мм и более, при наличии темного желобка на поверхности катания глубиной более 1,0 мм, при осыпании окалины и наличии узкой полоски красноты в зоне сопряжения головки с шейкой со стороны рабочей грани необходимо проведение ультразвукового контроля ручными ПЭП. В случае обнаружения эхо-сигнала от трещины (дефект 31.1-2) рельсы считают остродефектными (ОДР) и заменяют без промедления. При затруднении ультразвукового контроля рельс признаётся контроленепригодным (деф.19). Необходимо восстановить соответствие между возвышением наружного рельса и реализуемыми скоростями движения поездов в кривой. |
|
43.1
|
Смятие головки в виде седловины в зоне болтового стыка из-за повышенного динамического воздействия в стыке. |
Код дефекта: в стыке 43.1 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Смятие головки в виде седловины связано с особенностями динамического воздействия колеса на рельс при прохождении им зоны стыка и недостаточным сопротивлением рельсов смятию, использованием изношенных накладок, вышедших из строя прокладок и подкладок, просадками в стыках, нарушением подуклонки рельсов. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка жёсткой линейкой длиной 1 м с набором щупов или с концевыми мерами длины, штангенциркулем с глубиномером, универсальным шаблоном измерон модели 00316 и др. измерительными приборами. Дефектоскопирование затруднено из-за изменения формы поверхности катания и ухудшения акустического контакта. При дефектоскопировании следует убедиться в отсутствии под дефектом поперечных трещин деф.31.1. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы, имеющие седловины глубиной более 1,5 мм при измерении их по оси головки от линейки длиной 1 м, являются дефектными (ДР). Для полного или частичного устранения дефектов производят шлифовку поверхности катания, наплавку, а для того, чтобы сделать пологими уклоны неровности в зоне седловин – местную шлифовку. Изношенные стыковые накладки, подкладки и прокладки следует заменить годными. Следует выполнить подбивку шпал стыка. Провисшие концы рельсов в стыках рекомендуется выправить, если имеется машина для подгиба концов рельсов в пути. До выполнения указанных выше работ или при невозможности их выполнения до плановой замены дефектных рельсов в зависимости от глубины седловины h скорость движения поездов не должна превышать: 140 км/ч при 1,5 < h ≤ 2,0 мм, 120 км/ч при 2,0 < h ≤ 3,0 мм, 100 км/ч при 3,0 < h ≤ 4,0 мм, 70 км/ч при 4,0 < h ≤ 6,0 мм, 40 км/ч при 6,0 < h и ЗПП. При глубине седловины более 6,0 мм дефектные рельсы заменяют в первоочередном порядке (ЗПП). |
|
44.0
|
Боковой износ головки рельса сверх допускаемых норм. |
Код дефекта: по всей длине рельса 44.0 |
|
|
Вид поперечного темплета рельса |
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Недостаточная износостойкость рельсового металла и усиленное проскальзывание, связанное, как правило, с увеличением углов набегания гребней колес на боковую грань рельсов из-за нарушений нормального вписывания тележек подвижного состава в кривые участки пути. Недостаточная лубрикация боковой грани головки рельсов. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка измерительными приборами. Боковой износ измеряется на высоте 13 мм ниже существующей поверхности катания и определяется как разница проектной ширины головки рельса и измеренной ширины головки рельса ниже поверхности катания на 13 мм без учета наплывов с нерабочей грани рельса. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ При движении по рельсам типов Р50, Р65 и Р75 с равномерным боковым износом допустимые скорости движения устанавливают в соответствии с табл.3 (раздел 7.1, с.131). При интенсивном боковом износе следует использовать гребнесмазы-ватели и рельсосмазыватели (передвижные и/или стационарные). В наружные нити кривых радиусами 650 м и менее рекомендуется укладывать рельсы типа Р65К, рельсы, изготовленные из износостойкой стали. Необходимо обеспечивать правильное положение кривых в плане, ликвидировать возможные отступления по возвышению наружного рельса, по подуклонке рельсов и не допускать в эксплуатации отступлений в содержании ходовых частей подвижного состава. Если рельсы с боковым износом в наружных нитях кривых удовлетворяют действующим Техническим указаниям по перекладке термоупрочненных рельсов типов Р65 и Р75 в звеньевом пути, то производят их перекладку с переменой рабочего канта в прямые или во внутренние нити кривых. По рельсам, имеющим боковой износ более 15,0 мм, должны производиться ежемесячные замеры величины бокового износа дорожным мастером на данных участках с последующим анализом интенсивности нарастания износа начальником дистанции пути и его докладом в службу пути. |
|
46.3-4
|
Смятие и износ головки в зоне сварного стыка из-за местного снижения механических свойств металла после пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 46.3 46.4 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Вследствие неоднородности механических свойств металла, получающейся при сварке рельсов, образуется местное одиночное (одна седловина) или двойное (две седловины) смятие головки рельса. Интенсивному развитию седловин в эксплуатации способствуют наличие начальной неровности в сварном стыке, образовавшейся при сварке рельсов с концевой искривленностью, отсутствие или нарушение технологии упрочняющей термической обработки сварных стыков. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка измерительными приборами, универсальным шаблоном измерон модели 00316 и др. Контроль сварных стыков в соответствии с Технологической инструкцией по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути и Правилами контроля стыков алюминотермитной сварки рельсов в пути. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы, имеющие смятие головки при измерении по оси головки от линейки длиной 1 м более 1,0 мм, являются дефектными (ДР). Для уменьшения уклонов неровности на поверхности катания головки в зоне сварного стыка производят местное шлифование рельса. Для полного или частичного устранения неровностей производят шлифовку рельсов по всей длине рельсошлифовальными поездами. Для полного устранения неровностей проводят восстановление сварного стыка вырезкой дефектного участка и вваркой вставки. До выполнения указанных работ или при невозможности их выполнения до плановой замены рельсов или восстановления сварного стыка в зависимости от глубины смятия сварного стыка h скорость движения поездов не должна превышать: 120 км/ч при 1,0 < h ≤ 2,0 мм, 70 км/ч при 2,0 < h ≤ 3,0 мм, 40 км/ч при 3,0 < h ≤ 4,0 мм, 25 км/ч при 4,0 < h. При глубине смятия более 4,0 мм рельсы заменяют или восстанавливают в первоочередном порядке. При нарастании числа дефектных рельсов с деф.46.3-4 в условиях эксплуатации, соответствующих действующим нормативам, информировать об этом предприятие, выполнившее сварку рельсов. |
|
47.3-4
|
Смятие и износ головки в зоне сварного стыка из-за местного снижения механических свойств металла до пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 47.3 47.4 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Вследствие неоднородности механических свойств металла, получающейся при сварке рельсов, образуется местное одиночное (одна седловина) или двойное (две седловины) смятие головки рельса. Интенсивному развитию седловин в эксплуатации способствуют наличие начальной неровности в сварном стыке, образовавшейся при сварке рельсов с концевой искривленностью, отсутствие или нарушение упрочняющей термической обработки сварных стыков. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка измерительными приборами, универсальным шаблоном измерон модели 00316 и др. Контроль сварных стыков в соответствии с действующей Технологической инструкцией по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути и Правилами контроля стыков алюминотермитной сварки рельсов в пути. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы, имеющие смятие головки при измерении по оси головки от линейки длиной 1 м более 1,0 мм, являются дефектными (ДР). Для уменьшения уклонов неровности на поверхности катания головки в зоне сварного стыка производят местное шлифование рельса. Для полного или частичного устранения неровностей производят шлифовку рельсов по всей длине рельсошлифовальными поездами. Для полного устранения неровностей проводят восстановление сварного стыка вырезкой дефектного участка и вваркой вставки. До выполнения указанных работ или при невозможности их выполнения до плановой замены рельсов или восстановления сварного стыка в зависимости от глубины смятия сварного стыка h скорость движения поездов не должна превышать: 120 км/ч при 1,0 < h ≤ 2,0 мм, 70 км/ч при 2,0 < h ≤ 3,0 мм, 40 км/ч при 3,0 < h ≤ 4,0 мм, 25 км/ч при 4,0 < h. При глубине смятия более 4,0 мм рельсы заменяют или восстанавливают в первоочередном порядке. При образовании дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию изготовителю сварного стыка. |
|
50.1-2
|
Вертикальные расслоения шейки из-за нарушения технологии изготовления рельсов |
Код дефекта: в стыке 50.1 вне стыка 50.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Дефекты технологии изготовления рельсов в виде остатков усадочной раковины, центральной пористости, резко выраженной ликвации в шейке рельса или наличия скоплений неметаллических включений могут привести к образованию расслоения шейки в эксплуатации. СПОСОБ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы, имеющие расслоение шейки, являются остродефектными (ОДР) и подлежат замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов. |
|
53.1
|
Трещины в шейке от болтовых отверстий в рельсе из-за повышенного динамического воздействия в стыках. |
Код дефекта: в стыке 53.1 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Концентрация напряжений на кромках болтовых отверстий. Неудовлетворительное содержание стыков (ослабление болтов, смятие и провисание концов рельсов, просадки, большие растянутые зазоры) может стать причиной появления и развития дефекта. Отсутствие упрочнения болтовых отверстий, отсутствие или некачественное исполнение фасок, надрывы на кромках отверстий, неровности на поверхности отверстий из-за некачественного сверления и коррозия ускоряют и облегчают процесс трещинообразования. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр со снятием накладок, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы с трещинами в шейке от болтовых отверстий являются остродефектными (ОДР) и подлежат замене без промедления. При установлении причины возникновения трещины от некачественного изготовления отверстия предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату или другому изготовителю отверстий в рельсах. |
|
55.1-2
|
Трещины в шейке и в местах перехода к головке от ударов по шейке и других механических повреждений, от маркировочных знаков, отверстий и других концентраторов напряжений |
Код дефекта: в стыке 55.1 вне стыка 55.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ В результате ударов по шейке и других механических повреждений в шейке или в месте перехода шейки в головку могут образовываться трещины, которые при своем развитии могут привести к излому рельса. Концентраторы напряжений в виде отверстий, острых маркировочных знаков или острых кромок в местах перехода шейки в головку могут способствовать образованию трещин. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, в том числе со снятием стыковых накладок, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы с трещинами в шейке и в месте её перехода в головку являются остродефектными (ОДР) и подлежат замене без промедления. В случае обнаружения трещины от маркировочных знаков и других концентраторов напряжений, возникших при изготовлении рельсов, предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов. |
|
56.3-4
|
Трещины в шейке в зоне сварного стыка из-за нарушений технологии сварки и обработки сварных стыков, приведшие к отказу рельса после пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 56.3 56.4 |
|
Вид поверхности трещины после вскрытия дефекта. Стрелкой показано расположение дефекта сварки и развившейся от него поперечной трещины усталости (глубиной 7 мм), остальное – зона хрупкого долома. |
|
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Основными причинами образования дефекта являются нарушения технологии сварки и обработки сварных стыков. Горизонтальные трещины преимущественно возникают из-за неудовлетворительной обработки сварного шва после сварки, а вертикальные — в результате нарушения режима сварки. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, контроль сварных стыков в соответствии с действующей Технологической инструкцией по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути и в Правилах контроля стыков алюминотермитной сварки рельсов в пути. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с трещиной является остродефектным (ОДР) и подлежит замене без промедления. Информировать предприятие, которое производило сварку рельсов, о факте образования дефекта и условиях работы рельса. |
|
57.3-4
|
Трещины в шейке в зоне сварного стыка из-за нарушений технологии сварки и обработки сварных стыков, приведшие к отказу рельса до пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 57.3 57.4 |
|
|
Вид поверхности трещины после вскрытия дефекта 57.3. Стрелкой показано расположение дефекта сварки и развившейся от него поперечной трещины усталости (глубиной 7,0 мм), остальное – зона хрупкого долома. |
|
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Основными причинами образования дефекта являются нарушения технологии сварки и обработки сварных стыков. Горизонтальные трещины преимущественно возникают из-за неудовлетворительной обработки сварного шва после сварки, а вертикальные — в результате нарушения режима сварки. Трещины по болтовым отверстиям сварных стыков, сваренных алюминотермитным способом, возникают из-за неудовлетворительной обработки поверхностей отверстий (отсутствия фасок, наличия заусенцев, задиров от сверления на цилиндрической поверхности), внутренних дефектов в шейке рельсов вблизи концов рельсов, внутренних дефектов термитного шва.
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль сварных стыков в соответствии с действующей Технологической инструкцией по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути и с Правилами контроля стыков алюминотермитной сварки рельсов в пути.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Рельс с трещиной является остродефектным (ОДР) и подлежит замене без промедления.
Предъявить в соответствии с гарантийными обязательствами рекламацию предприятию, которое производило сварку рельсов.
|
60.1-2
|
Трещины и выколы в подошве из-за нарушений технологии изготовления рельсов. |
Код дефекта: в стыке 60.1 вне стыка 60.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ В процессе изготовления рельсов из-за недостатков или нарушения технологии производства на их подошве могут образоваться дефекты (показан стрелкой) в виде волосовин, закатов и другие, которые в процессе эксплуатации могут привести к образованию трещин, а затем к выколу части подошвы или излому рельса (дефект 70.1-2). СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с трещиной является остродефектным (ОДР) и подлежит замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов. |
|
64.1-2
|
Местные выработки или местная коррозия подошвы рельса в местах контакта с элементами скреплений из-за нарушений норм текущего содержания пути. |
Код дефекта: в стыке 64.1 вне стыка 64.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Местные выработки или местная коррозия подошвы рельсов в местах контакта подошвы с ребордами подкладок, упорными скобами, клеммами, костылями в результате износа и (или) коррозии. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка жесткой линейкой, штангенциркулем с глубиномером. Дефектоскопирование для того, чтобы убедиться в отсутствии трещин в подошве рельса. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы с местными выработками сбоку или сверху подошвы глубиной более 5,0 мм в местах её контакта с элементами скрепления считаются дефектными (ДР) и подлежат замене в плановом порядке. Рельсы типа Р50 с глубиной выработки более 6,0 мм заменяют в первоочередном порядке, до их замены скорость движения по ним устанавливают не более 40 км/ч. По дефектным рельсам типов Р65 и Р75 в зависимости от глубины выработки hи скорость движения поездов до плановой замены не должна превышать: 120 км/ч при 5,0 < hи ≤ 6,0 мм, 100 км/ч при 6,0 < hи ≤ 7,0 мм, 70 км/ч при 7,0 < hи ≤ 8,0 мм и ЗПП, 25 км/ч при 8,0 < hи. Рельсы типов Р75 и Р65 с глубиной выработки более 7,0 мм заменяют в первоочередном порядке. При местной (неравномерной) коррозии подошвы у её края: на глубину более 5,0 мм для рельсов типа Р75, более 4,0 мм для рельсов типа Р65, более 3,0 мм для рельсов типа Р50 рельсы считаются дефектными (ДР) и подлежат замене в плановом порядке. До проведения плановой замены дефектных рельсов в зависимости от глубины местной коррозии hк от кромки подошвы скорость движения поездов по ним не должна превышать: 100 км/ч при 5,0 < hк ≤ 6,0 мм для рельсов типа Р75, при 4,0 < hк ≤ 5,0 мм для рельсов типа Р65, при 3,0 < hк ≤ 4,0 мм для рельсов типа Р50, 70 км/ч при 6,0 < hк ≤ 8,0 мм для рельсов типа Р75, при 5,0 < hк ≤ 7,0 мм для рельсов типа Р65, при 4,0 < hк ≤ 6,0 мм для рельсов типа Р50. Рельсы, у которых местная коррозия от кромки подошвы имеет глубину: более 8,0 мм для рельсов типа Р75, более 7,0 мм для рельсов типа Р65, более 6,0 мм для рельсов типа Р50, считаются остродефектными (ОДР) и подлежат замене без промедления. В случае обнаружения поперечной трещины от коррозии края подошвы рельсы считаются остродефектными (ОДР) и подлежат замене без промедления. |
|
65.1-2
|
Трещины и выколы в подошве из-за ударов и других механических повреждений. |
Код дефекта: в стыке 65.1 вне стыка 65.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Вследствие механических повреждений подошвы возникает концентрация напряжений, что может привести к образованию трещин в подошве, выколу части подошвы или излому рельса. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с трещиной в подошве является остродефектным (ОДР) и подлежит замене без промедления. |
|
66.3-4
|
Трещины в подошве в зоне сварного стыка из-за нарушений технологии сварки рельсов и обработки сварных стыков, а также поперечные усталостные трещины из-за поджогов в местах контакта с прижимными электродами – губками контактной сварочной машины, приведшие к отказу рельса после пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 66.3, 66.4, |
|
Дефект 66.3. Вид излома после вскрытия дефекта. Стрелкой показан дефект — трещина от раковины в сварном шве |
Дефект 66.4 |
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Наличие непроваров, трещин и других дефектов из-за нарушения режима сварки могут привести к образованию поперечных трещин в подошве в зоне сварного стыка. Причиной зарождения усталостных трещин в подошве на расстоянии 700 мм (симметрично по 350 мм по обе стороны от сварного стыка) могут являться поджоги от воздействия электрической дуги, возникающей при плохом контакте между поверхностью подошвы и прижимными губками сварочной машины. При своем развитии трещина может привести к полному излому рельса (дефект 76.3-4) СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр. Контроль сварных стыков в соответствии с действующей нормативной документацией неразрушающему контролю сварных стыков рельсов. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с трещиной в подошве является остродефектным (ОДР) и подлежит замене без промедления. Информировать предприятие, произведшее сварку рельса, о факте возникновения дефекта и условиях эксплуатации рельса. |
|
67.3-4
|
Трещины в подошве в зоне сварного стыка из-за нарушений технологии сварки рельсов и обработки сварных стыков, а также поперечные усталостные трещины из-за поджогов в местах контакта с прижимными электродами – губками контактной сварочной машины, приведшие к отказу рельса до пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 67.3 67.4 |
|
Вид излома после вскрытия дефекта. Стрелкой показан дефект — трещина от раковины в сварном шве |
|
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Наличие непроваров, трещин и других дефектов из-за нарушения режима сварки могут привести к образованию поперечных трещин в подошве в зоне сварного стыка. Причиной зарождения усталостных трещин в подошве на расстоянии 700 мм (симметрично по 350 мм по обе стороны от сварного стыка) могут являться поджоги от воздействия электрической дуги, возникающей при плохом контакте между поверхностью подошвы и прижимными губками сварочной машины. При своем развитии трещина может привести к полному излому рельса (дефект 77.3-4) СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр. Контроль сварных стыков в соответствии с действующей нормативной документацией по неразрушающему контролю сварных стыков рельсов. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с трещиной в подошве является остродефектным (ОДР) и подлежит замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию предприятию, производившему сварку рельса. |
|
69.1-2
|
Поперечные коррозионно-усталостные трещины в подошве рельса. |
Код дефекта: в стыке 69.1 вне стыка 69.2 |
|
|
|
|
|
Вид поверхностей излома после вскрытия дефектов. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ В результате коррозионной усталости, возникающей при длительном увлажнении нижней поверхности подошвы в зоне контакта с подрельсовой прокладкой в сочетании с высоким уровнем рабочих напряжений от изгиба и кручения, а также высоким уровнем растягивающих остаточных напряжений в подошве рельса образуются поперечные трещины коррозионной усталости. Форма трещин – полукруглая, глубина от 1,0 до 10,0 мм. При своём развитии после достижения критического размера трещина может привести к полному излому рельса (дефект 79.1-2). СПОСОБЫ ВЫЯВЛЕНИЯ Дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс с поперечной коррозионно-усталостной трещиной в подошве является остродефектным (ОДР) и подлежит замене без промедления. Необходима более тщательная проверка других рельсов на данном участке. |
|
70.1-2
|
Поперечные изломы от трещин, образовавшихся из-за нарушения технологии изготовления рельсов. |
Код дефекта: в стыке 70.1 вне стыка 70.2 |
|
Дефект 70.2/20.2. Излом рельса в эксплуатации из-за поперечной усталостной трещины, возникшей от металлургического дефекта (флокена). |
Дефект 70.2/60.2. Стрелкой показан поверхностный дефект металлургического происхождения. |
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Своевременно не обнаруженные трещины дефектов 20.1-2, 60.1-2 могут привести к излому рельса. Характерный вид излома из-за дефекта 60.1-2 – ласточкин хвост. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковой или магнитный контроль. Срабатывание сигнала светофора (ложная занятость). УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс является остродефектным (ОДР) и подлежит замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельса. |
|
71.1-2
|
Поперечные изломы из-за поперечной трещины, образовавшейся от внутренней или наружной продольной трещины контактной усталости, или продольной горизонтальной или вертикальной трещины в головке после пропуска гарантийного тоннажа |
Код дефекта: в стыке 71.1 вне стыка 71.2 |
|
Дефект 71.2/21.2
Дефект 71.1/31.1 |
Дефект 71.2/21.2 |
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
При своем развитии поперечные трещины контактной усталости, а также горизонтальные и вертикальные продольные трещины (деф.21.1-2, 31.1-2) могут привести к излому всего сечения рельса. При понижении температуры эксплуатации вероятность излома возрастает.
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, ультразвуковой или магнитный контроль. Срабатывания сигнала светофора (ложная занятость).
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Рельс является остродефектным (ОДР) и подлежит замене без промедления.
Усилить дефектоскопный контроль за рельсами на примыкающих участках пути. Произвести профильную шлифовку головок рельсов согласно действующим техническим указаниям.
|
72.1-2
|
Поперечные изломы из-за поперечной трещины, образовавшейся от внутренней или наружной продольной трещины контактной усталости, или продольной горизонтальной или вертикальной трещины в головке до пропуска гарантийного тоннажа |
Код дефекта: в стыке 72.1 вне стыка 72.2 |
|
Дефект 72.2/22.2 |
Дефект 72.2/22.2 |
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Своевременно не обнаруженные трещины (дефекты 22.1-2) могут привести к излому рельса. При понижении температуры эксплуатации вероятность излома возрастает. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковой или магнитный контроль. Срабатывания сигнала светофора (ложная занятость). УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс является остродефектным (ОДР) и подлежит замене без промедления. Усилить дефектоскопный контроль за рельсами на примыкающих участках пути. Произвести профильную шлифовку головок рельсов согласно техническим указаниям. В обязательном порядке предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов. |
|
73.1
|
Изломы из-за образования и развития трещин в шейке от отверстий и в месте перехода шейки в головку |
Код дефекта: в стыке 73.1 |
|
Дефект 73.1/33.1. Излом рельса в эксплуатации от усталостной трещины, возникшей от торца рельса (очаг указан стрелкой). |
Дефект 73.1/53.1. Излом рельса в эксплуатации по первому болтовому отверстию от усталостных трещин (показаны стрелками), возникших на кромках болтового отверстия. |
|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Своевременно не обнаруженные трещины (дефекты 33.1 и 53.1) могут привести к излому рельса. При понижении температуры эксплуатации вероятность излома возрастает. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр со снятием стыковых накладок, ультразвуковой или магнитный контроль. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс является остродефектным (ОДР) и подлежит замене без промедления. Принять меры по улучшению состояния стыков (регулировка зазоров, ликвидация выплесков, выправка концов рельсов, подтягивание стыковых болтов, замена вышедших из строя элементов скреплений в стыках, наплавка концов рельсов и др.). Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату или другому предприятию-изготовителю некачественных отверстий в рельсе. |
|
74.1-2
|
Поперечные изломы из-за образования поперечной трещины в головке вследствие боксования и юза. Поперечные изломы из-за усталостной трещины, образовавшейся от местной выработки подошвы рельса в месте контакта с элементами скреплений или местной коррозии. |
Код дефекта: в стыке 74.1 вне стыка 74.2 |
|
Дефект 74.2/24.2. Излом рельса в эксплуатации из-за поперечной усталостной трещины, возникшей от термомеханического повреждения рельса. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Своевременно не обнаруженные трещины (дефекты 24.1-2 и 64.1-2) могут привести к излому всего рельса. При понижении температуры эксплуатации вероятность излома возрастает. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковой или магнитный контроль. Срабатывания сигнала светофора (ложная занятость). УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс является остродефектным (ОДР) и подлежит замене без промедления. Необходимо в период трех месяцев вести более частое наблюдение за остальными рельсами на участке, где прошел подвижной состав с неисправными колесами, даже если никаких внешних признаков повреждения рельсов не обнаружено. После прохода подвижного состава с колесами, имевшими ползуны или выбоины, провести в течение суток внеочередную проверку рельсов данного участка съёмными дефектоскопами. Предъявить рекламацию вагонному или локомотивному депо (службам). |
|
75.1-2
|
Изломы из-за образования трещины в головке, шейке или подошве вследствие ненормативного механического воздействия на рельс. |
Код дефекта: в стыке 75.1 вне стыка 75.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ В результате механических повреждений может произойти излом всего рельса. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковая дефектоскопия, магнитный контроль, срабатывания сигнала светофора (ложная занятость). УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс является остродефектным (ОДР) и подлежит замене без промедления. |
|
76.3-4
|
Поперечные изломы из-за трещин, возникших в головке, шейке или подошве из-за нарушений технологии сварки рельсов и обработки сварных стыков, после пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 76.3 76.4 |
|
Дефект 76.3/26.3 Излом рельса в эксплуатации от усталостной трещины (стрелка 2), возникшей от дефекта сварки в сварном шве (пористость, стрелка 1) в головке. |
Дефект 76.4. Излом рельса в эксплуатации по сварному шву с дефектами в головке и шейке (алюминотермитная сварка) |
|
Дефект 76.3/56.3 Излом рельса в эксплуатации от усталостной трещины, возникшей от дефекта сварки в сварном шве в шейке (показанного стрелкой) |
Дефект 76.3/56.3 Излом рельса в эксплуатации от усталостной трещины, возникшей от внутреннего дефекта сварки (раковины) в сварном шве под головкой |
|
Дефект 76.3/66.3. Излом рельса в эксплуатации от усталостной трещины, возникшей от дефекта сварки (прижог подошвы рельса, показан стрелкой) в зоне сварного стыка. |
Дефект 76.3/66.3. Излом рельса в эксплуатации (хрупкий) от дефекта сварки (раковина в подошве рельса, показана стрелкой) в зоне сварного стыка. |
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Своевременно не обнаруженные трещины в месте сварного стыка в головке (деф.26.3-4), в шейке (деф.56.3-4) и в подошве (деф.66.3-4) могут приводить к полному излому всего сечения рельса. Полные изломы рельсов на расстоянии 700 мм (симметрично по 350 мм по обе стороны от сварного шва) могут происходить также при наличии усталостных поперечных трещин из-за поджогов от воздействия электрической дуги, возникающей при плохом контакте между поверхностью подошвы и прижимными губками сварочной машины. При понижении температуры эксплуатации вероятность излома возрастает.
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр сварного шва, ультразвуковой или магнитный контроль. Срабатывания сигнала светофора (ложная занятость).
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Рельс является остродефектным (ОДР) и подлежит замене без промедления.
|
77.3-4
|
Поперечные изломы из-за трещин, возникших в головке, шейке или подошве из-за нарушений технологии сварки рельсов и обработки сварных стыков, до пропуска гарантийного тоннажа. |
Код дефекта: в сварном стыке 77.3 77.4 |
|
Дефект 77.3/27.3 Излом рельса в эксплуатации от усталостной трещины (стрелка 2), возникшей от дефекта сварки в сварном шве (пористость, стрелка 1) в головке. |
Дефект 77.4. Излом рельса в эксплуатации по сварному шву с дефектами в головке и шейке (алюминотермитная сварка) |
|
Дефект 77.3/57.3 Излом рельса в эксплуатации от усталостной трещины, возникшей от дефекта сварки в сварном шве в шейке (показанного стрелкой) |
Дефект 77.3/57.3 Излом рельса в эксплуатации от усталостной трещины, возникшей от внутреннего дефекта сварки (раковины) в сварном шве под головкой |
|
Дефект 77.3/67.3. Излом рельса в эксплуатации от усталостной трещины, возникшей от дефекта сварки (прижог подошвы рельса, показан стрелкой) в зоне сварного стыка. |
Дефект 77.3/67.3. Излом рельса в эксплуатации (хрупкий) от дефекта сварки (раковина в подошве рельса, показана стрелкой) в зоне сварного стыка. |
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Наличие грубых пороков в сварных швах в головке (деф.27.3-4), в шейке (деф.57.3-4) и в подошве (деф.67.3-4) или своевременно не обнаруженных трещин в месте сварного стыка может приводить к полному излому всего сечения рельса. Полные изломы рельсов на расстоянии 700 мм (симметрично по 350 мм по обе стороны от сварного шва) могут происходить также при наличии усталостных поперечных трещин из-за поджогов от воздействия электрической дуги, возникающей при плохом контакте между поверхностью подошвы и прижимными губками сварочной машины. При понижении температуры эксплуатации вероятность излома возрастает.
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр сварного шва, ультразвуковой или магнитный контроль. Срабатывания сигнала светофора (ложная занятость).
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Рельс является остродефектным (ОДР) и подлежит замене без промедления.
Предъявить в соответствии с гарантийными обязательствами рекламацию предприятию, производившему сварку рельсов.
|
79.1-2
|
Поперечные изломы из-за коррозионно-усталостных трещин в подошве рельса. |
Код дефекта: в стыке 79.1 вне стыка 79.2 |
|
|
||
|
Дефекты 79.2/69.2 |
||
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Коррозионно-усталостные поперечные трещины в подошве рельсов (деф. 69.1-2), которые были пропущены или не могли быть обнаружены при дефектоскопировании, могут привести к полному разрушению всего сечения. Образованию излома от небольших по размеру трещин коррозионной усталости способствует высокий уровень рабочих напряжений от изгиба и кручения, высокий уровень растягивающих остаточных напряжений в центральной части подошвы и понижение температуры эксплуатации. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковая дефектоскопия или магнитный контроль. Срабатывания сигнала светофора (ложная занятость). УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс является остродефектным (ОДР) и подлежит замене без промедления. |
|
85.1-2
|
Нарушение прямолинейности рельса, допущенное при выгрузке с подвижного состава, ударах и т.п. |
Код дефекта: в стыке 85.1 вне стыка 85.2 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Изгибы рельсов с размерами, превышающими пределы, установленные ГОСТ Р 51685-2000, могут образоваться в результате небрежной погрузки, выгрузки, складирования и перевозки, а также могут быть пропущены при контроле на заводе-изготовителе. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка измерительными приборами. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельсы, лежащие в пути и имеющие изгибы, которые превышают допустимые горизонтальные неровности для данной категории пути и не могут быть выправлены непосредственно в пути, считаются дефектными (ДР) и подлежат замене в плановом порядке. Допускается перекладка таких рельсов на участки пути других категорий (с меньшими установленными скоростями). Если нарушение прямолинейности произошло по вине изготовителя рельсов, то предъявить рекламацию предприятию-изготовителю рельсов в соответствии с гарантийными обязательствами. |
|
86.3-4
|
Нарушение прямолинейности рельсов, допущенное при сварке. |
Код дефекта: в сварном стыке 86.3 86.4 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Использование для сварки рельсов с невыпрямленными концами, неправильная стыковка или изгиб рельсов в горячем состоянии после сварки могут приводить к нарушениям прямолинейности, превышающим требования технических условий на сварные рельсы. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка измерительными приборами. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс, имеющий нарушение прямолинейности в зоне сварки, превышающее допустимые величины для данной категории пути, которое не может быть выправлено непосредственно в пути, считают дефектным (ДР). Такой рельс необходимо заменить в плановом порядке или переложить на участок пути с меньшими установленными скоростями, или вырезать дефектное место и вварить новую вставку. Предъявить в соответствии с гарантийными обязательствами рекламацию предприятию, которое производило сварку рельсов. |
|
98.0-1-2-3 |
Другие, кроме перечисленных выше, дефекты и повреждения рельсов, оставленных в пути, опасность эксплуатации которых может быть оценена по ближайшему типоразмеру дефекта, в том числе общая равномерная коррозия рельсов, а также наличие сварного стыка на расстоянии от 750 мм до 3000 мм от торца рельса или друг от друга на расстоянии менее 3000 мм (выполненного электроконтактной или алюминотермитной сваркой). |
Код дефекта: по всей длине рельса 98.0 в стыке 98.1 вне стыка 98.2 98.3 98.4 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ К этому виду относятся дефекты и повреждения рельсов, не перечисленные выше, явившиеся причиной признания рельсов дефектными. Причины появления и развития дефектов должны быть дополнительно исследованы после окончания эксплуатации указанных дефектных рельсов. СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, проверка или контроль линейных размеров линейкой, штангенциркулем с глубиномером, измерительными приборами. Дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Рельс относят к дефектным (ДР) по признакам, которые в наибольшей степени соответствуют одному из включенных в настоящий «Каталог дефектов рельсов», и поступают с таким рельсом, исходя из указаний по его эксплуатации. Рельсы, пораженные общей равномерной коррозией на глубину:
являются дефектными (ДР) и подлежат замене в плановом порядке. При обнаружении трещин в местах коррозии рельс считается остродефектным (ОДР) и подлежит замене без промедления. Проверить остальные рельсы на участке пути с аналогичными условиями эксплуатации. При наличии сварного стыка на расстоянии от 750 мм до 3000 мм от торца рельса или друг от друга на расстоянии менее 3000 мм (выполненного электроконтактной или алюминотермитной сваркой) рельс считается дефектным, подлежит учету и наблюдению, а при выполнении работ по окончательному восстановлению плети или смене рельс подлежит изъятию. |
|
99.1, 2, 3, 4 |
Другие, кроме перечисленных выше, дефекты остродефектных рельсов, изъятых из пути. Наличие в зоне болтового стыка: сварного стыка, лишнего болтового или технологического отверстия, наличие вдавленных маркировочных знаков. Рельсы с торцами и болтовыми отверстиями, выполненными газопламенным способом. Рельсы с доломанными (не опиленными) торцами. Наличие в зоне сварного стыка болтового или технологического отверстия. Поперечные изломы рельсов без видимых дефектов и без усталостных трещин в изломах. |
Код дефекта: в болтовом стыке 99.1, вне стыка 99.2, в стыке, сваренном контактной сваркой 99.3, в стыке, сваренном алюминотермитной сваркой 99.4 |
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ К этому виду относятся изломы и повреждения рельсов, не перечисленные выше, явившиеся причиной признания рельсов остродефектными (ОДР). СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, контроль линейных размеров линейкой с набором щупов, штангенциркулем с глубиномером, проверка измерительными приборами. Дефектоскопирование. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ Остродефектные рельсы подлежат изъятию из пути без промедления. При обнаружении в зоне болтового стыка: сварного стыка, лишнего болтового или технологического отверстия, наличие вдавленных маркировочных знаков, торцов рельсов и болтовых отверстий, выполненных газопламенным способом, доломанных (неопиленных) присваивать код дефекта 99.1, считать остродефектным (ОДР) и подлежащим замене без промедления. При наличии в зоне сварного стыка болтового или технологического отверстия, вдавленных маркировочных знаков присваивать код дефекта 99.3-4, считать остродефектным (ОДР) и подлежащим замене без промедления. |
7. ПАРАМЕТРЫ ДЕФЕКТНЫХ И ОСТРОДЕФЕКТНЫХ РЕЛЬСОВ ДЛЯ ЛИНИЙ СО СКОРОСТЯМИ ДВИЖЕНИЯ ДО 140 КМ/Ч
7.1. Признаки дефектных и остродефектных рельсов.
7.1.1. Основными признаками, определяющими остродефектные рельсы в главных и приемоотправочных путях, являются:
а) поперечные или наклонные, видимые или внутренние (выявленные дефектоскопными средствами) трещины в головке независимо от их размера, относящиеся ко всем дефектам второй группы (20, 21, 22, 24, 25, 26, 27), дефекты третьей группы (30, 31, 33, 38) и горизонтальные трещины в головке длиной более 70 мм (дефекты 10, 11, 12);
б) трещины в шейке рельса, видимые или внутренние (выявленные дефектоскопными средствами), независимо от их ориентации и размеров (дефекты 50, 53, 55, 56, 57), а также с выколом части головки;
в) продольные и поперечные, видимые или внутренние (выявленные дефектоскопными средствами) трещины в подошве, независимо от размеров, в том числе трещины коррозионно-усталостного происхождения, выколы части подошвы рельса (дефекты 60, 64, 65, 66, 67, 69);
г) изломы рельса (дефекты 70, 71, 72, 73, 74, 75, 76, 77, 79, 99);
д) наличие у рельсов независимо от их длины отрубленных (неопилных) или отрезанных газопламенным способом концов, а также прожжённых отверстий;
е) другие дефекты рельсов, необходимость немедленной замены которых устанавливается дорожным мастером (дефект 99).
7.1.2. Признаками, определяющими остродефектные рельсы в станционных путях, являются:
а) вертикальный износ рельсов, при котором реборды колес подвижного состава задевают гайки путевых болтов;
б) разрушение головки, шейки или подошвы, с выколом подошвы, с выколом части головки;
в) поперечный излом и поперечная трещина, вышедшая на поверхность профиля рельса;
г) наличие у рельса отрубленных (неопиленных), отрезанных газопламенным способом концов независимо от длины, а также прожженных отверстий;
д) другие дефекты рельсов, необходимость немедленной замены которых устанавливается дорожным мастером.
7.1.3. Признаками, определяющими дефектные рельсы в главных и приемоотправочных путях, являются:
а) трещины и выкрашивания на поверхности катания головки глубиной более 2,0 мм при длине более 25 мм и ширине менее 35 мм (деф.10, 11, 12); глубиной более 1,0 мм при длине более 25 мм и ширине 35 мм и более (деф.10, 11, 12); глубиной более 2,0 мм при длине более 25 мм (деф.13, 14, 18); глубиной более 6 мм при длине до 25 мм (деф.10, 11, 12, 13, 18); глубиной более 2,0 мм (деф.16, 17);
б) местный износ и смятие металла в месте пробоксовки (деф.14) и в зоне сварного стыка (деф.46, 47) глубиной более 1,0 мм;
в) волнообразная деформация головки (деф.40.0) глубиной более 1,0 мм на базе 1 м; неравномерное местное смятие и вертикальный износ головки (деф.41.2 и 43.1) глубиной более 1,5 мм;
г) вертикальный равномерный (деф.41.0), боковой (деф.44.0) износ головки рельсов, превышающий нормированные значения в таблице 3;
д) местные выработки сбоку или сверху подошвы глубиной более 5,0 мм в местах её контакта с элементами скрепления (деф.64);
е) местная коррозия кромки подошвы рельса (деф.64) глубиной у ее края 3,0 мм и более для рельсов типа Р50 и легче, 4,0 мм и более для типа Р65, 5,0 мм и более для типа Р75;
ж) общая равномерная коррозия рельса на глубину более 2,0 мм для рельсов типа Р50 и легче, более 3,0 мм для типа Р65 и более 4,0 мм для типа Р75 (деф.98);
з) поверхностные дефекты на головке, делающие рельсы контроленепригодными (деф.19);
и) рельсы с поперечными трещинами с установленными на 4 крайних болтах шестидырными накладками (дефекты 21.2Н, 22.2Н);
к) нарушение прямолинейности рельсов, допущенное при изготовлении, транспортировке, укладке или сварке, если неровности превышают допустимые величины для данной категории путей (деф.85, 86);
л) различные дефекты, которые прямо не относятся к перечисленным в настоящем Каталоге, но требуют введения ограничений скоростей для обеспечения безопасности движения (деф.98);
м) уширение головки внутрь колеи, которое делает невозможным содержание колеи по ширине в пределах допусков (деф.41);
н) длина рельса менее 4,5 м (исключая рельсы на стрелочных переводах, длина которых установлена эпюрой, и рельсы с клееболтовыми стыками);
о) длина рельсов «близнецов», в сумме составляющая 12,5 м и менее.
7.1.4. По рельсам различных типов с боковым и вертикальным износом устанавливаются следующие максимально допустимые скорости движения (табл.3)
Таблица 3
Максимально допустимые скорости движения по рельсам с боковым износом головки
|
№ п/п |
Вид и величина износа для рельсов типа Р75 и Р65, мм |
Максимально допустимые скорости движения, км/ч |
|
1 |
Боковой износ 15<hб≤20 при: |
|
|
радиусе кривых более 350 м |
70 |
|
|
радиусе кривых 350 м и менее |
50 |
|
|
2 |
Боковой износ hб>20 |
Замена в первоочередном порядке |
Примечание. Для рельсов типа Р50 и легче значения бокового и вертикального износа устанавливаются уменьшенными на 3 мм.
7.1.5. Признаками, определяющими дефектные рельсы в станционных путях, являются:
а) трещины в головке, шейке, подошве и местах перехода шейки в головку и подошву вне зоны стыков;
б) трещины в головке, шейке, подошве и местах перехода шейки в головку и подошву вне зоны стыков;
в) поперечный излом по дефектам 70, 71, 75, 76, 79 с раскрытием зазора не более 25 мм, если дефект расположен не ближе 2,5 м от торца рельса и не ближе 3 м от сварного шва, с установленными шестидырными накладками на 4 крайних болта;
г) рельсы с поперечными трещинами с установленными на 4 крайних болтах шестидырными накладками (дефекты 21.2Н, 22.2Н);
д) выкол подошвы рельса;
е) провисшие концы рельсов, включая смятие, на 8 мм и более, а также с уширением головки внутрь колеи, которое делает невозможным содержание ее по ширине в пределах допусков, а на горочных путях может приводить к заклиниванию тормозных башмаков;
ж) длина рельса короче 4,5 м (исключая рельсы на стрелочных переводах, длина которых установлена эпюрой).
7.1.6. Для подтверждения или опровержения правильности классификации дефектов в рельсах, снятых по показаниям дефектоскопов, все рельсы с внутренними дефектами, изъятые из эксплуатации, должны быть доломаны до вскрытия дефекта. Вид излома рельса фотографируется цифровым фотоаппаратом. Результаты долома должны быть оформлены в виде протокола за подписью дорожного мастера и вместе с цифровыми фотографиями переданы в Дорожный центр диагностики.
7.1.7. Во всех случаях не допускается эксплуатация дефектных рельсов на искусственных сооружениях и подходах к ним более 3-х суток с момента обнаружения.
7.2. МАРКИРОВКА ДЕФЕКТНЫХ И ОСТРОДЕФЕКТНЫХ РЕЛЬСОВ
7.2.1. Остродефектные и дефектные рельсы, выявленные при дефектоскопном или другом контроле, маркируются непосредственно после обнаружения дефекта следующим образом:
— на шейке с внутренней стороны колеи на расстоянии около 1 м от левого по ходу километров стыка (зазора) светлой масляной краской наносят: для остродефектных рельсов — два, а для дефектных рельсов — один косой крест;
— на шейке рядом с дефектом с той стороны, с которой виден дефект (или всегда с внутренней стороны колеи, если дефект обнаружен дефектоскопными средствами), маркировка повторяется с указанием кода дефекта.
Если дефект распространен по всей длине рельса (например, износ), то в середине рельса указывают номер кода этого дефекта с черточками — соответственно перед и после кода (-44.0-).
Если дефект расположен на левом конце в пределах стыка, то код дефекта ставят рядом с первой маркировкой и вторую маркировку не делают.
При расположении дефекта на правом конце рельса в пределах стыка, дополнительно к первой маркировке повторяют ее на правом конце с указанием кода дефекта.
При взятии дефекта в накладки маркировку дефекта (с добавленной буквой «Н») ставят справа от накладки.
Примечание: Образцы маркировки дефектных рельсов приведены на рисунке, где рассмотренные схемы маркировки обозначены следующим образом:
а) дефект 14 вне стыка;
б) дефект 44.0 по всей длине рельса;
в) дефект 13.1 на левом конце рельса;
г) дефект 13.1 на правом конце рельса;
д) остродефектный рельс при расположении дефекта 21.2 вне стыка;
е) дефект 21.2, взятый в накладки – дефект 21.2Н.
При обнаружении дефекта, по которому рельс признают остродефектным, маркировку наносят на рельс сразу же после обнаружения дефекта.
Таблица 4
Норматив оценки состояния рельсов по поверхностным дефектам для учета в комплексной оценке состояния пути
|
Отличное: |
Отсутствие дефектов на рельсах |
|||||||
|
Хорошее: |
Наличие дефектов, не требующих ограничения скоростей движения поездов |
|||||||
|
Удовлетворительное: |
Наличие на рельсах дефектов с размерами, требующими ограничения скоростей движения поездов не ниже уровня скоростей, утвержденных приказом начальника железной дороги |
|||||||
|
Неудовлетворительное: |
Наличие на рельсах дефектов с размерами, требующими ограничения скоростей движения поездов ниже уровня скоростей, установленных приказом начальника дороги |
|||||||
|
Код дефекта |
Размеры дефекта, не требующие ограничения скоростей, мм |
Размеры дефекта, требующие замены рельса в первоочередном порядке, мм |
Предельные размеры дефектов рельсов в мм и допускаемые скорости движения поездов по ним в км/ч |
|||||
|
140 |
120 |
100 |
70 |
40 |
25 |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
10,11,12 |
h*£ 2 (l*>25; a <35) |
h* > 6 |
— |
2 < h* ≤ 3 |
3 < h* ≤ 4 |
4 < h* ≤ 6 |
6 < h* ≤ 8 |
h* > 8 |
|
h*£ 1 (l*>25; a ≥35) |
1 < h* ≤ 2 |
2 < h* ≤ 4 |
||||||
|
h*£ 6 ( l*£25) |
h* > 8 |
— |
— |
— |
— |
6 < h* ≤ 8 |
h* > 8 |
|
|
13 |
h*£ 2 (l*>25) |
h* > 6 |
— |
— |
2 < h* ≤ 4 |
4 < h* ≤ 6 |
6 < h* ≤ 8 |
h* > 8 |
|
h*£ 6 ( l*£25) |
h* > 6 |
— |
— |
— |
h* > 6 |
— |
||
|
14 |
Пробоксовки h£1 |
h > 4 |
— |
1 < h ≤ 2 |
— |
2 < h ≤ 3 |
3 < h ≤ 4 |
h > 4 |
|
Пробоксовки h£1 и выкрашивания h*£2 |
1 < h ≤ 2 и h* > 2, 2 < h ≤ 3 и h* ≤ 2 |
— |
— |
— |
1 < h ≤ 2 и h* ≤ 2 |
2 < h ≤ 3 и h* ≤ 2 |
2≤ 3 и h* > 2 |
|
|
16, 17 |
h*£2 |
h* > 6 |
— |
2 < h* ≤ 3 |
3 < h* ≤ 4 |
4 < h* ≤ 6 |
6 < h* ≤ 8 |
h* > 8 |
|
18 |
h*£ 2 (l*>25) |
h* > 6 (l*>25) |
— |
2 < h* ≤ 3 |
3 < h* ≤ 4 |
4 < h* ≤ 6 |
6 < h* ≤ 8 |
h* > 8 |
|
h*£ 6 ( l*£25) |
h* > 6 (6< l*£25) |
— |
— |
— |
— |
6 < h* ≤ 8 |
h* > 8 |
|
|
40 |
Длинные волны h ≤ 1,5 (250<l<1500) |
h > 3 |
1 < h £ 1,5 |
— |
1,5 < h ≤ 2 |
2< h ≤ 3 |
h > 3 |
— |
|
Короткие волны h £ 1,5 (25≤l≤250) |
h > 3 |
1 < h £ 1,5 |
— |
1,5 < h ≤ 2 |
2< h ≤ 3 |
h > 3 |
— |
Продолжение таблицы 4
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
41 |
Неравномерное смятие и износ h £ 2 Р75, Р65 bг < 90 Р50 bг < 85 |
h > 6 bг ≥ 90, hб > 13 bг ≥ 85, hб > 10 |
1,5 ≤ 2 — — |
2 ≤ 3 — — |
3 ≤ 4 — — |
4 < h ≤ 6 — — |
h > 6 — — |
— — — |
|
43 |
h £ 2 |
h > 6 |
1,5 ≤ 2 |
2 ≤ 3 |
3 ≤ 4 |
4 < h ≤ 6 |
h > 6 |
— |
|
44 |
Р75, Р65 hб £ 15 Р50 hб £ 13 |
h > 20 |
Таблица 3 |
|||||
|
46, 47 |
h £ 1 |
h > 4 |
— |
1 ≤ 2 |
— |
2 < h ≤ 3 |
3 < h ≤ 4 |
h > 4 |
|
64 |
Местная выработка подошвы от скреплений Р75, Р65 hи £ 5 Р50 hи £ 5 |
hи > 7 hи > 6 |
— — |
5 < hи ≤ 6 — |
6 < hи ≤ 7 — |
7 < hи ≤ 8 — |
— hи > 6 |
hи > 8 — |
|
Местная коррозия подошвы Р75 hк £ 5 Р65 hк £ 4 Р50 hк £ 3 |
hк > 8 ОДР hк > 7 ОДР hк > 6 ОДР |
— — — |
— — — |
5 < hк ≤ 6 4 < hк ≤ 5 3 < hк ≤ 4 |
6 < hк ≤ 8 5 < hк ≤ 7 4 < hк ≤ 6 |
— — — |
— — — |
Примечания: h*, l *, а – глубина, длина (вдоль рельса) и ширина выкрашиваний металла;
h – глубина неровности на длине 1 м; при измерении у болтовых стыков торец линейки совмещают с торцом рельса, измерение проводят отдельно для отдающего и для принимающего концов рельсов.
hг – вертикальный износ головки; hб – боковой износ головки; bг – ширина головки, включая смятие металла.
hи – износ подошвы в местах контакта с элементами скреплений; hк – глубина местной коррозии кромки подошвы
R – радиус кривой, где уложен рельс;
7.3. ПРОПУСК ПОЕЗДОВ ПО ОСТРОДЕФЕКТНЫМ РЕЛЬСАМ
7.3.1. По остродефектным рельсам с трещинами без полного излома возможен пропуск отдельных поездов со скоростью движения не более 15 км/ч, а в необходимых случаях с проводником.
7.3.2. По рельсам типов Р75 и Р65 с внутренними трещинами, не выходящими на поверхность, разрешается пропуск поездов со скоростью не более 25 км/ч.
7.3.3. По рельсам с поперечным изломом или выколом части головки без принятия специальных мер пропуск поездов не допускается.
7.3.4. Если поезд остановлен у рельса с поперечным изломом, по которому согласно заключению бригадира пути, а при его отсутствии — машиниста, возможно пропустить поезд, то по нему разрешается пропустить только один первый поезд со скоростью 5 км/ч, причем в пределах моста, виадука или тоннеля пропуск поезда во всех случаях запрещается.
7.3.5.При поперечном изломе или трещине рельсовой плети бесстыкового пути, если образовавшийся зазор меньше 25 мм, до вырезки дефектного места допускается концы плети соединить шестидырными накладками, сжатыми струбцинами утвержденной конструкции для пропуска нескольких поездов в течение не более 3 ч., а на дорогах Сибири и Дальнего Востока – не более 4 ч. при скорости движения до 25 км/ч под непрерывным наблюдением специально выделенного работника дистанции пути.
После сверления отверстий и постановки на поврежденное место рельса типа Р65 или Р75 стыковых шестидырных накладок на четыре болта так, чтобы середина накладки совмещалась с дефектом (при этом отверстия для двух ближайших к дефекту болтов не сверлят во избежание развития трещины в их сторону), поезда пропускаются с установленной скоростью.
7.3.6. Порядок пропуска поездов в каждом отдельном случае устанавливает работник дистанции пути по должности не ниже бригадира пути.
8. ПАРАМЕТРЫ ДЕФЕКТНЫХ И ОСТРОДЕФЕКТНЫХ РЕЛЬСОВ
для линий со скоростями движения пассажирских поездов 141-250 км/ч
8.1. Общие положения.
Для линий со скоростями движения пассажирских поездов 141-250 км/ч действуют, как и для линий с меньшими скоростями движения, и должны применяться разделы настоящей инструкции с 1 по 7.
Методы и измерительные приборы для определения размеров дефектов – те же, что и для скоростей движения поездов 140 км/ч и менее.
8.2. Дополнительные указания.
Для линий со скоростями движения пассажирских поездов 141-250 км/ч с целью обеспечения безопасности и комфортабельности движения и экологических требований по шумозащите ряд нормативов повреждений рельсов при рассматриваемых скоростях движения ужесточен. Поэтому для таких линий следует применять:
— раздел 5 «КЛАССИФИКАЦИЯ ДЕФЕКТОВ РЕЛЬСОВ»,
в части:
— указаний по эксплуатации рельсов с дефектами,
— раздел 7 «ПАРАМЕТРЫ ДЕФЕКТНЫХ И ОСТРОДЕФЕКТНЫХ РЕЛЬСОВ»
в части:
— признаков дефектных и остродефектных рельсов,
— пропуска поездов по остродефектным рельсам,
со следующими изменениями и дополнениями:
8.2.1. Указания по пропуску поездов по остродефектным рельсам
Дефекты 21.1-2, 22.1-2.
Для скоростей движения 141 км/ч и более перевод рельсов с дефектами 21.1-2, 22.1-2. из остродефектных в дефектные путём установки на дефектное сечение рельса стыковых шестидырных накладок запрещается. Рельсы с дефектами 21.1-2, 22.1-2. считают остродефектными (ОДР), и они подлежат замене без промедления.
8.2.2. Указания по эксплуатации дефектных рельсов
Нормы износа рельсов и неровностей на поверхности их катания в эксплуатации не должны превышать значений, приведенных в таблице 5.
Таблица 5.
Нормы износа и неровностей на рельсах
|
№ пп |
Характеристика износа, неровности |
Размер- ность |
Значение |
|
|
Допускаемые скорости, км/ч |
||||
|
Более 140 до 200 вкл |
Более 200 до 250 вкл |
|||
|
1 |
Выкрашивания (дефекты 10.1-2, 11.1-2, 12.1-2, 13.1, 16.3-4, 17.3-4, 18.1-2) |
мм |
0,5/1,5* |
0,3/1,3* |
|
2 |
Вертикальный износ (дефект 41.0) |
мм |
6,0 |
6,0 |
|
3 |
Боковой износ (дефект 44.0) |
мм |
6,0 |
4,0 |
|
4 |
Глубина волнообразной неровности (дефект 40.0) |
мм |
1,0 (при длине неровности до 1 м) |
1,0 (при длине неровности до 2 м) |
|
5 |
Провисание концов, включая смятие и седловины (дефекты 43.1, 46.3-4, 47.3-4) |
мм |
1,0 |
1,0 |
|
6 |
Пробуксовка (дефект 14.1-2) |
мм |
0,5 |
0,3 |
Примечания:
* — при длине (вдоль рельса) более 25 мм,
в числителе – «широкий» дефект, ширина более 35 мм;
в знаменателе – «узкий» дефект, ширина от 6 до 35 (вкл.) мм.
Шлифование рельсов назначается при превышении средних значений глубин неровностей на поверхности катания головки на базе измерений 1,5 м, которые составляют для скоростей движения более 140 до 200 км/ч включительно – 0,4 мм, для скоростей движения более 200 до 250 км/ч включительно – 0,3 мм.
При этом неровности на поверхности катания головки рельса после шлифовки на базе измерений 1,5 м, как в том, так и в другом случае, не должны превышать для скоростей движения более 140 до 200 км/ч включительно – 0,10 мм, для скоростей движения более 200 до 250 км/ч включительно – 0,08 мм.
Рельсы с местными выработками поперек подошвы или по верху подошвы в местах контакта подошвы с элементами скрепления (дефект 64.1-2) при глубине выработки hи, находящейся в указанных диапазонах, считают дефектными (ДР) и до замены рельсов ограничивают скорость движения по ним – скорость движения поездов не должна превышать:
250 км/ч при 1,5 < hи ≤ 2,0 мм;
200 км/ч при 2,0 < hи ≤ 3,0 мм;
160 км/ч при 3,0 < hи ≤ 4,0 мм;
140 км/ч при 4,0 < hи ≤ 5,0 мм.
Рельсы с местной коррозией края подошвы на глубину hк, находящуюся в указанных диапазонах, считают дефектными (ДР) и до замены рельсов ограничивают скорость движения по ним – скорость движения поездов не должна превышать:
250 км/ч при 1,5 < hк ≤ 2,0 мм;
200 км/ч при 2,0 < hк ≤ 3,0 мм;
160 км/ч при 3,0 < hк ≤ 4,0 мм.
Рельсы, лежащие в пути и имеющие изгибы (дефекты 85.0-1-2, 86.3-4), которые превышают допустимые горизонтальные неровности в соответствующих диапазонах установленных скоростей движения пассажирских поездов (141-160, 161-200 и 201-250 км/ч) и не могут быть выправлены непосредственно в пути, считаются дефектными (ДР) и подлежат замене. Допускается перекладка таких рельсов с участков с большими скоростями на участки с меньшими скоростями.
Для скоростей движения 141 км/ч и более рельсы типа Р65, пораженные общей равномерной коррозией (дефект 98.0—1-2), оцениваемой по подошве (у ее края) или по шейке рельса, при глубине коррозии hк, находящейся в указанных диапазонах, с учетом установленных скоростей считают дефектными (ДР), подлежащими плановой замене; до замены рельсов ограничивают скорость движения по ним – скорость движения поездов не должна превышать:
250 км/ч при 1,5 < hк ≤ 2,0 мм;
200 км/ч при 2,0 < hк ≤ 2,5 мм;
160 км/ч при 2,5 < hк ≤ 3,0 мм.














