Ender Creality 3 PRO Manual
- This guide is for the Ender-3 Pro 3D printer.
- Select the correct input voltage to match your local mains (230V or 115V).
- Because of software/hardware upgrades and model differences, new revisions may not be listed in this guide.
- Please plug the Power cord into a three-hole power jack.
- Detailed instructions for use are available on the SD card.
BOM
List 1 
List 2 
- Remove the parts from the box and remove any tape and padding from the parts. Inspect the parts to make sure they were not damaged in shipment.
- Check the items on List 1 and List 2. The wiring harness of component (Ba) and component (N) has already been connected.
Install aluminum extrusions (L) and (R) to base (Ba)
 and (R) to base (Ba)")
Step 1. Prepare the following parts:
- M5x45 socket head hex screws (4x)
- M5 washer (4x)
- Aluminum profiles (L) (1x)
- Aluminum profiles(R) (1x)
- Base (Ba) (1x)
- 4mm Allen key
Step 2. Keep the direction of the base (Ba) facing front;
Step 3. Place the aluminum profile (L) vertically over the left side frame of the base (Ba), be careful that the (L) profile has the threaded holes with the short sides facing downwards. Using the M5x45 screws and washers, pass through bottom hole of the aluminum profile at the left side of the base (Ba), align the threaded hole at the bottom of the aluminum profile (L), and use the Allen key to tighten the screws.
Step 4. Place the aluminum profile (R) vertically over the right side frame of the base (Ba). Note that the (R) profile has through holes with the short sides facing downwards. Also note that the holes are to the left (see diagram) to ensure that the aluminum profiles are oriented correctly. Using M5x45 screws and washers, pass them through bottom hole of the aluminum profile at the right side of the base (Ba), align the threaded hole at the bottom of the aluminum profile (R), and use the Allen key to tighten the screws.
Note: Raise the base frame above the table with two blocks (boxes, books, etc.) Install the screws through the base frame into the threaded holes in the extrusions.
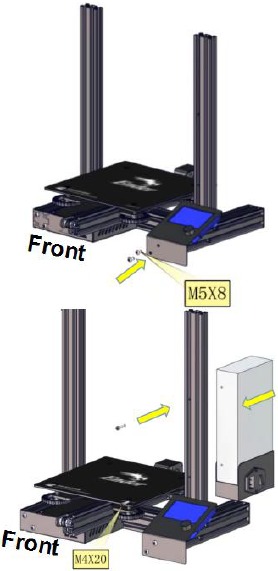
Power supply and operation screen installation
Step 1. Prepare the following parts: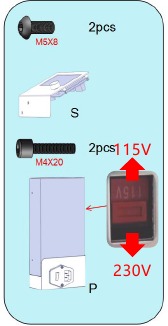
- M5x8 hex drive rounded head screws (2x)
- Operation screen assembly(S) (1x)
- M4x20 socket head hex screws (2x)
- Switching power supply assembly (P) — (1x)
- 3mm Allen key
- *Select the correct input voltage to match your local mains (230V or 115V).
Step 2. Keep the the base (Ba) facing towards you.
Step 3. Align the hole at the bottom left of the operation screen with the threaded hole of the aluminum profile on the right side of the base (Ba), secure with M5x8 screws, and use the Allen key to tighten the screws.
Step 4. Attach the switching power supply unit to the bottom as show on the diagram to the left (button switch at the bottom right). Screw holes of the switching power supply should pass through the holes of the aluminum profile (R). Using M4x20 screws, pass through the front of the profile (R) and
Z axis limit switch installation

Step 1. Prepare limit switch assembly (ZI) and 3mm Allen key;
Step 2. The direction of the base (Ba) stays at the front, and the switch assembly (ZI) is mounted on the left side of the base (Ba) (as shown in the diagram on the);
Step 3. Loosen the T-nut by hand until it is at the end of the threads, but not so far it might fall off. Then, fit into the slot in the aluminum profile. When the bolt is tightened, the nut rotates 90 degrees and then grasps the inside of the slot.
Step 4. Align the T-nut with the bottom aluminum profile groove and secure with the Allen key
Step 5. The limit switch assembly (ZI) has a small hook that attaches to the aluminum profile underneath the base (Ba) (reference: about 32 mm from the bottom).
Z axis motor assembly installation

Step 1. Prepare the following parts:
- T8 Acme lead screw (1x)
- M4x18 hex drive flat head screws (2x)
- Z-axis motor assembly (Zm) (1x)
- 2.5mm Allen key
Step 2. Rotate base (Ba) 180° until the back is facing towards you.
Step 3. Position the hole of Z-axis motor assembly at the threaded hole of the aluminum profile (L) in the base (Ba), secure with M4*18 screws, and use the Allen key to tighten the screws.
Step 4. Use the Allen key to loosen the screws of the Z-axis coupling to prepare for insertion of the lead screw.
Step 5. Insert the T8 lead screw into the coupling, and tighten the screw that was loosened in the previous step.
X-axis bearing installation preparation

Prepare the following parts:
- Aluminum profiles(B1)-(1x)
- M4x16 Hex drive rounded head screws (4x)
- M4 Washer (4x)
- Extrusion assembly (E) (1x)
- Nozzle kit (N)-(1x). The wiring harness of component (N) and component (Ba) has already been connected.
- Timing belt(Be)-(1x)
- Pulley assembly(K2)-(1x)
- Belt tensioner(K1)-(1x)
- 2.5mm Allen key
X-axis assembly (part 1)

Step 1. Assembly of aluminum profile (B1) and extrusion assembly (E). Aluminum profile (B1) is shown in the diagram on the left(1). Pay attention to the position and direction of the large hole. Align the hole of extrusion assembly (E) with the threaded hole of aluminum profile (B1), it should be noted that the hole has two plates, which aresecured with M4*16 screws, and fixed to the second profile plate and the aluminum profile (B1). Use the Allen key to tighten the screws.
Step 2. Adjust the direction of the nozzle kit (N) as shown in Figure (3). Hold one end of the timing belt in the slot on the right side underneath the nozzle kit (N), and the other end in the path shown in Figure (2). Go through the extrusion assembly (E), bypass the synchronizing wheel, and slide the nozzle kit (N) from the left into the aluminum profile when the path of figure (2) completes three quarters (in the red line position in Figure 2). Then, complete the path of the belt as shown in Figure (2). Then, stick the other end of the belt to the slot on the left side below the nozzle kit (N).
Step 3. Position the pulley assembly (K2) in the position shown in Figure (3), align the threaded hole in the aluminum profile on the left side of the profile (B1), pass it with the M4*16 screw, and use the Allen key to tighten the screws.
Note: As you complete easy step, be sure to place the parts according to the diagram on the left side.
X-axis assembly (Part 2)

Step 1. Prepare belt tensioner assembly (K1) and 3mm Allen key.
Step 2. Rotate the X-axis assembly 180° horizontally.
Step 3. Pick up the belt tensioner assembly (K1). Loosen the T-nut by hand until it is at the end of the threads, but not so far it might fall off. Then, fit into the slot in the aluminum profile. When the bolt is tightened, the nut rotates 90 degrees and then grasps the inside of the slot.
Step 4. Align the T-nut with the top aluminum profile groove. Use an Allen key to tighten the screw. Be careful not to tighten it all the way. Make sure that the external actuator assembly (K1) can be slid easily.
Step 5. Align the belt so that one end fits over the geared pulley in the extrusion unit (E) and one end fits over the idler in the belt tensioning assembly (K1). Apply tension in the direction of the red arrow to the left and use an Allen key as a lever to push the belt around the pulley. Tighten the belt and then tighten the two screws.
Step 6. Check the tension of the belt driving the X- axis (on the gantry). The belt should be taut, with no slack or slop.
X, Z bearing assembly

Step 1. Prepare 2mm and 2.5mm Allen key.
Step 2. The direction of the base (Ba) keeps the end in front and rotates the X-axis assembly horizontally by 180°.
Step 3. Align the pulleys on both ends of the X-axis assembly with the aluminum chute on the base (Ba). Align the screw rod with the nuts in the extrusion assembly (E). Use the appropriate Allen key to slightly loosen the screws that holding the nuts. Mount the X-axis assembly on the base (Ba)
Step 4. Manually apply force and slide the X-axis assembly up and down to slowly lock the screws that secure the nut.
Step 5. Slide the X-axis assembly up and down again to make sure the slide is smooth. If it is not smooth, try loosening the screws of the coupling slightly, turning the screws gently, and slowly tightening the screws.
Fix the gantry frame

Step 1. Prepare the following parts:
- M5x25 socket head hex screws (4x)
- M5 Washer (4x)
- Profile end caps(C)-(2x)
- Aluminum profiles (B2)-(1x)
- 4mm Allen key
Step 2. Take out the aluminum profile (B2), pay attention to the counterbore hole at the top (see the figure on the left), align the aluminum profile (B2) hole with the threaded hole of the base (Ba), use the M5*25 screw and washer, from the top go through the aluminum profile hole(B2), use the Allen key to tighten the screws.
Step 3. Take out the end cover (C) of the profile, and attach it to the ends of the aluminum profile (B2). Apply a little pressure and insert it into it. The end face of the aluminum profile may be sharp. Be careful not to scratch your hand.
Rack installation

Step 1. Prepare the following parts:
- Plastic tube (R1) — (1x)
- Plastic nut (2x)
- Sheet metal bracket (R2) — (2x)
- M5x8 Hex Drive Rounded Head Screws (2x)
- M5 T-nuts (2x)
- 4mm Allen Key
Step 2. Install one end of the plastic tube (R1) on the sheet metal bracket (R2), hand-tighten the plastic nut on the end of the plastic tube (R1) and tighten by hand.
Step 3. Use a M5x8 screw to pass through the hole of the sheet metal bracket (R2). Handunscrew the M5 T-nut until it it is on the last few threads of the screew.
Step 4. Align the T-nut with the top aluminum profile groove and tighten with an Allen key.
Step 5. The Ender-3 mechanical part installation has been completed.
Tube and wire connection

Step 1. Rotate the printer by 90º
Step 2. Find the letters on the 1/2/4/7/8 wire harnesses, as shown on the left, and insert it according to the position indicated by the red arrow on the drawing. After the insertion, gently pull on it to insure it’s firmly seated. Note that the X/Z wide plug corresponds to the motor, and the narrow plug corresponds to the limit switch
Step 3. Red and black power connector (3#) connector can be directly inserted.
Step 4. Connect the white PTFE Bowden tube from the hot end to the yellow tube upper coupler extruder (See 5#). Insert the tube firmly into the joint extruder and feel it slide in and lock the position.
Step 5. The plug on the 6# harness is inserted into the display board into the jack marked «Exp3.
Step 6. Check that all harnesses are securely connected.


Shenzhen Creality3D Technology CO.,LTD.
After-Sales Service Tel: +86 400 6133 882 +86 755 8523 4565
Official Website: www.creality3d.cn
Company Address: 12th Floor, Building No.3, Jinchengyuan Industrial Area,
Tongsheng Community, Dalang Street, Longhua District, Shenzhen

Videos
Creality Ender 3 Pro Review Video
Ender 3 Pro Firmware Update – Complete Guide Video
Documents / Resources
Download manual
Here you can download full pdf version of manual, it may contain additional safety instructions, warranty information, FCC rules, etc.
Download Ender Creality 3 PRO Manual
Покупка деталей
| Наименование | Кол-во | Ссылки | Примечание |
|---|---|---|---|
| Вентилятор 5015 | 2 | ||
| Винт М4х20 DIN 7380 | 2 | ||
| Винт М4х35 DIN 7380 | 1 | ||
| Винт М3х5 DIN 7380 | 3 | ||
| Коннектор xh1.25 2pin | 2 | Опционально. Ссылка не проверена |
Печать деталей
Для установки системы охлаждения на принтеры Ender-3 S1/S1 Pro/S1 Plus требуется распечатать только сопло системы охлаждения под используемый вами хотэнд.
Ориентация деталей
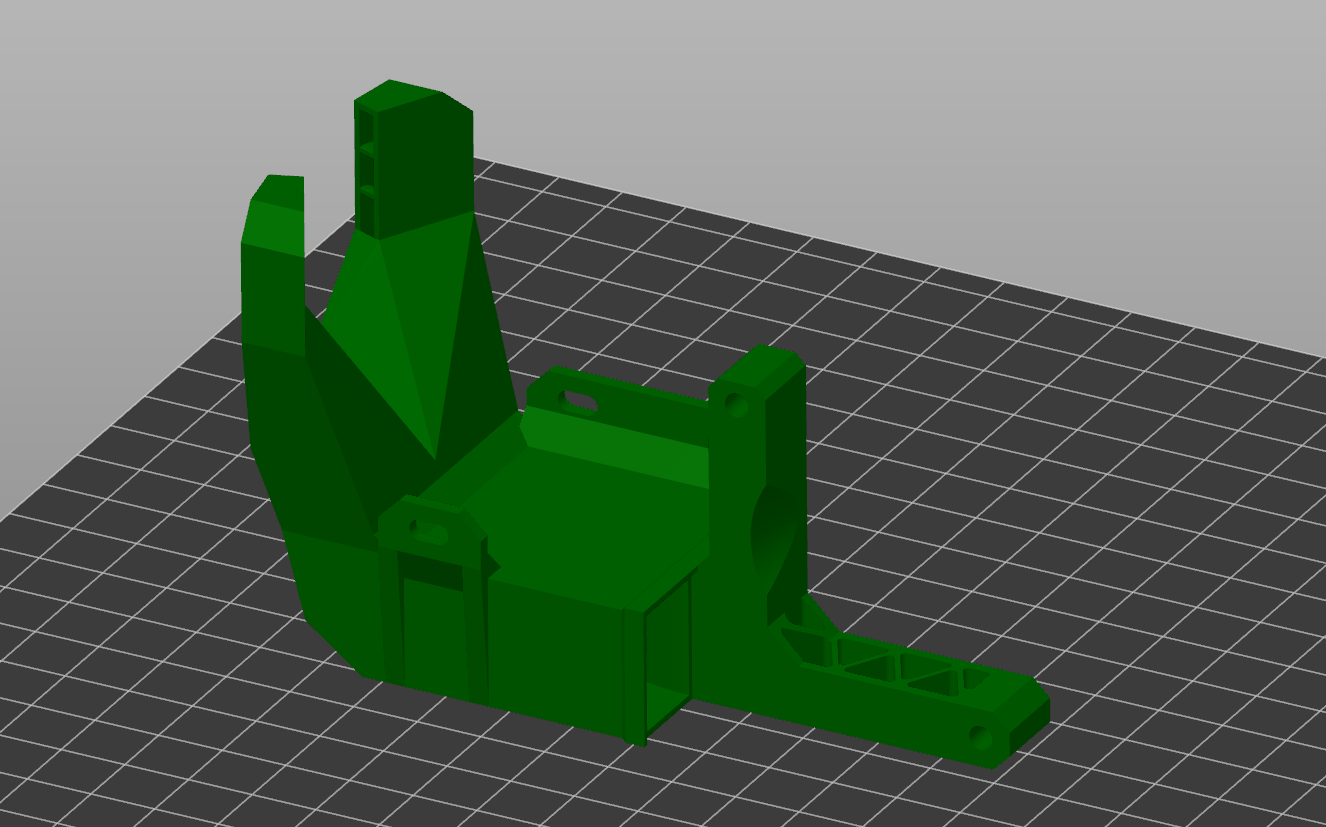
Модель следует расположить на столе так, как это показано на изображении выше. Для этого следует использовать средства ориентации в вашем слайсере:
PrusaslicerCura
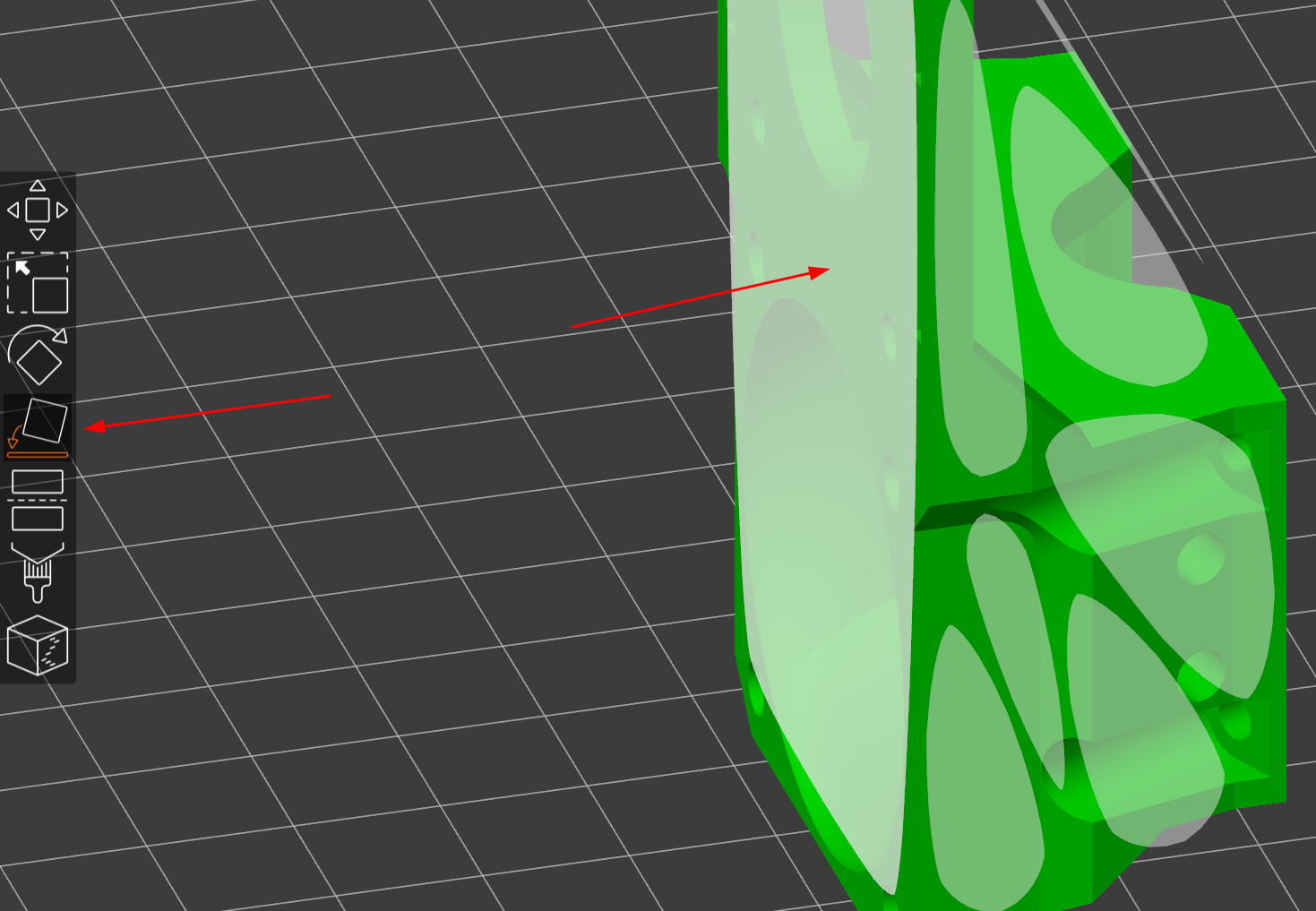
В левом меню инструмент Place on face -> клик по поверхности, которой деталь должна соприкасаться со столом
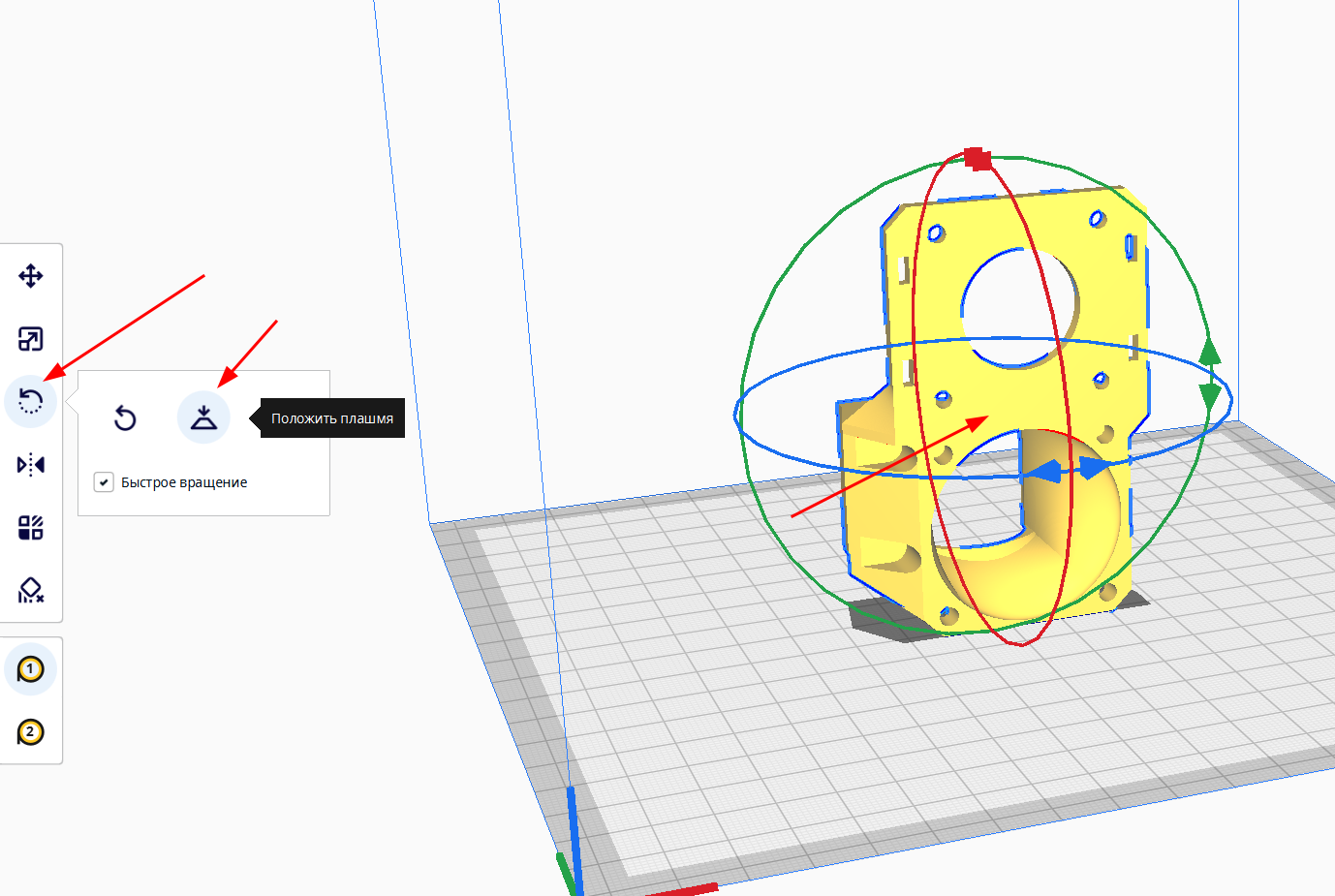
В левом меню инструмент Вращение -> Положить плашмя -> клик по поверхности, которой деталь должна соприкасаться со столом
Материалы и настройки
Сопло системы охлаждения должно быть распечатано из термостойкого материала. Предпочтительные материалы: ABS, ASA, PC, композиты на их основе. Возможные материалы: Композиты на основе PP, PA.
В случае, если у вас нет возможности распечатать деталь из этих материалов, то в качестве временного варианта можно распечатать из PETG и обклеить нижнюю часть фольгой. Такое сопло поплывёт при печати на высокой температуре без охлаждения, но некоторое время можно пережить на таком решении.
Рекомендуемые значения основных настроек печати:
| Параметр | Значение |
|---|---|
| Ширина линий | 0.3-0.5 мм |
| Толщина слоя | 0.1-0.3 мм |
| Количество периметров | 1-2 |
| Поддержки | Отключить |
| Обнаружение мостов | Включить |
| Заполнение зазоров | Включить |
| Генератор периметров | Arachne |
Остальные настройки на ваше усмотрение.
Сборка
Подготовка
Для установки системы охлаждения придётся временно снять датчик автоуровня. После установки его можно будет поставить обратно.
Установка системы охлаждения
Сопло системы охлаждения устанавливается на мотор экструдера и крепится тремя винтами М3х5.
Если система охлаждения распечатана из плохо спекающегося пластика типа ABS и подобных, то может быть хорошей идеей нарезать резьбу метчиком М4 или вплавить резьбовые втулки, так как подобные детали склонны расслаиваться от вкручивания винтов.
Установка вентиляторов
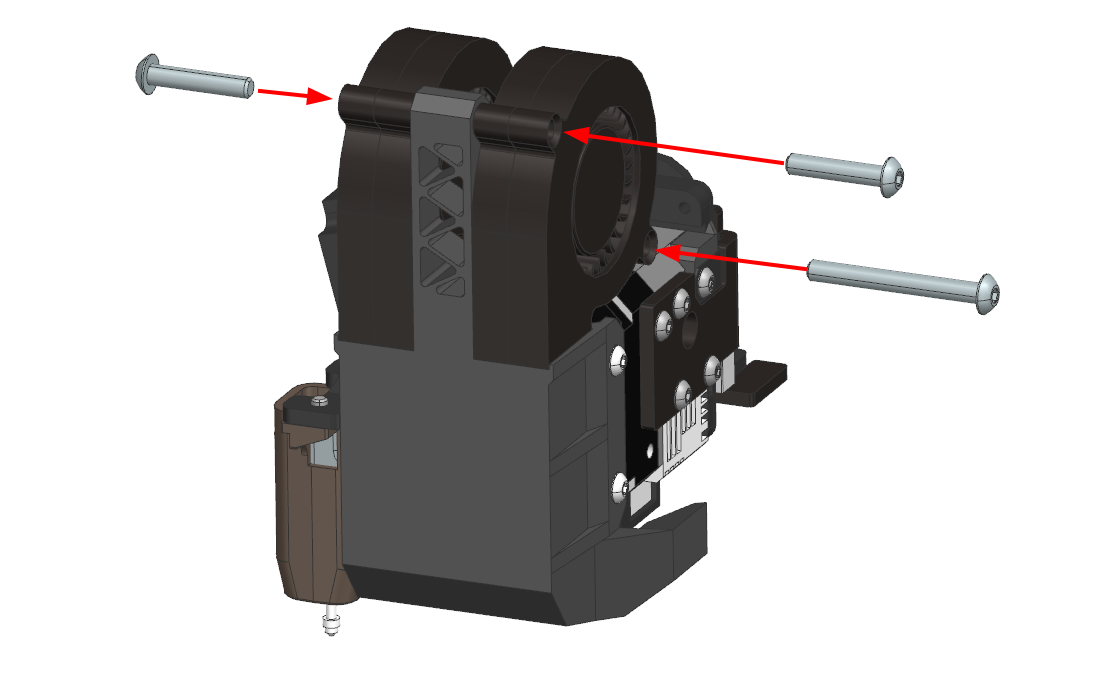
Вентиляторы крепятся на 2 винта М4х20 в верхние отверстия, и один М4х35 в нижнее отверстие справа. Затягивать винты на этом этапе не нужно.
Регулировка положения системы охлаждения
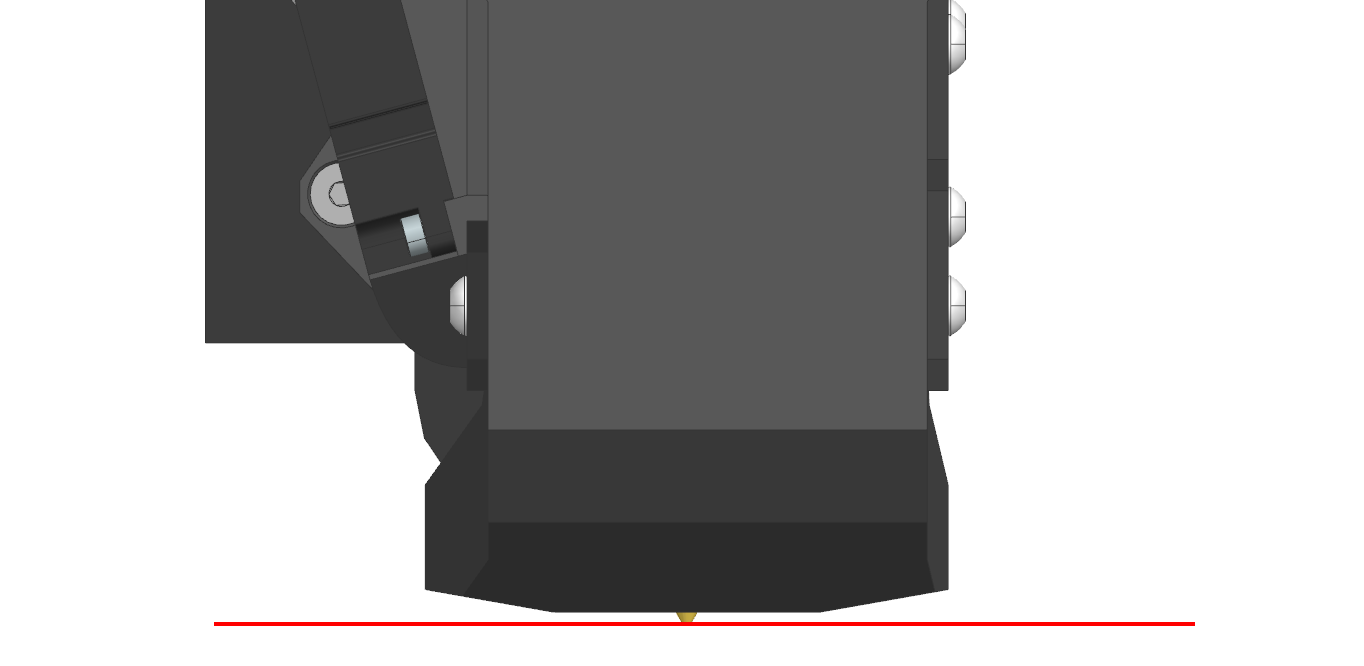
Убедитесь, что сопло хотэнда протянуто на горячую, горло утоплено в радиатор до упора, хотэнд стоит в том положении, в котором он будет работать.
После этого подвиньте экструдер примерно в центр стола и опустите так, чтобы сопло экструдера упёрлось в поверхность. Под сопла системы охлаждения подложите любые элементы около 1мм толщиной, например, скидочные карточки. Убедитесь, что сопла располагаются вертикально, а также касаются карточек. Затяните винты крепления сопел системы охлаждения.
Подключение вентиляторов
Вентиляторы подключается вместо штатных с обязательным соблюдением полярности. При этом вентиляторы обдува модели подключаются параллельно (все плюсы отдельно, все минусы отдельно).
Прошивка и калибровки
Замена системы охлаждения не требует внесения изменений в прошивку принтера. Также не требуются никакие калибровки.
Поддержать проект
Проект K3D существует и развивается за счёт поддержки сообществом. Если у вас есть желание поддержать автора и тем самым спонсировать выход новых подобных апгрейдов, то это можно сделать следующим образом:
- Поддержать из РФ
- Поддержать из-за рубежа
Столько материалов, столько воды и сиксилион страниц. Но всЁ теперь гораздо проще.
1.выключаем принтер полностью и шнурок из розетки
 2.снимаем крышку где мозги.
2.снимаем крышку где мозги.
 3.находим надпись на плате похожую и фотаем(в моем случае V4.2.2), собираем обратно.
3.находим надпись на плате похожую и фотаем(в моем случае V4.2.2), собираем обратно.
 4.заходим на офф сайт с прошивками https://www.creality.com/pages/download?spm=..page_1995881.header_1.1
4.заходим на офф сайт с прошивками https://www.creality.com/pages/download?spm=..page_1995881.header_1.1
Выбираем свой принтер (мой ENDER 3 PRO )
 5, Переводим на родной язык кликнув правой кнопкой (либо любой другой вариант).
5, Переводим на родной язык кликнув правой кнопкой (либо любой другой вариант).
 6,Из имеющегося разворачивая список выбераем нужное по версии платы(которую фотали),Смотрим чтоб был мультиязык и наличие или отсутсвие датчика автокалибровки стола.
6,Из имеющегося разворачивая список выбераем нужное по версии платы(которую фотали),Смотрим чтоб был мультиязык и наличие или отсутсвие датчика автокалибровки стола.
 7. скачиваем , Делаем все как написано в инструкции к прошивке!!!извлекаем файлик и кидаем на сому чистую флешку без лишних папок.USB ПК не должен быть подключен к принтеру, от него идет питание!!!8.»4. Перезагрузитесь = включите принтер» 9.Видим китайский язык.
7. скачиваем , Делаем все как написано в инструкции к прошивке!!!извлекаем файлик и кидаем на сому чистую флешку без лишних папок.USB ПК не должен быть подключен к принтеру, от него идет питание!!!8.»4. Перезагрузитесь = включите принтер» 9.Видим китайский язык. 10.Клацаем шайбу и листаем до «2 снизу». (смотрите чтоб ироглифы были теже) есть куча приложений с переводом по фото(тут написано про язык китайский)
10.Клацаем шайбу и листаем до «2 снизу». (смотрите чтоб ироглифы были теже) есть куча приложений с переводом по фото(тут написано про язык китайский)
 11.Клац шайбу, выбираем нужный язык.
11.Клац шайбу, выбираем нужный язык. 12.клацаем все назад(верхние строчки) и радуемся.
12.клацаем все назад(верхние строчки) и радуемся.
 С вас +1 если помогло.
С вас +1 если помогло.
Основные детали экструдера и системы охлаждения
| Наименование | Кол-во | Ссылки | Примечание |
|---|---|---|---|
| Экструдер Sprite | 1 | Выбирать Standart extruder |
|
| Горло биметалл | 1 | ||
| Сопло латунное mk8 | 0-1 | Если не планируете менять хотэнд | |
| Сопло стальное закалённое mk8 | 0-1 | Для печати композитами. Если не планируете менять хотэнд | |
| Вентилятор 5015 | 2 | ||
| Винт М3х8 DIN 7380 | 3-4 | Для 3010 версии кронштейна 4шт., для 4010 — 3шт. | |
| Винт М4х20 DIN 7380 | 4 |
Не берите набор сопел всех диаметров. Через сопло 0.4 мм можно давить линии шириной от 0.35 до 0.6 миллиметра вообще без дефектов, до 1 мм с незначительными дефектами. Поэтому одного сопла 0.4 или 0.5 мм хватит на практически все случаи применения
Другие вентиляторы, термистор, нагревательный элемент и остальной крепеж уже есть в комплекте с экструдером
Детали для установки хотэнда Volcano
Хотэнд E3D Volcano обладает повышенной производительностью. При этом он не затрудняет печать никакими филаментами. Единственный минус — уменьшение области печати по оси Z на ~8.5мм.
Для установки хотэнда E3D Volcano надо будет докупить следующие детали:
| Наименование | Кол-во | Ссылки | Примечание |
|---|---|---|---|
| Хитблок Volcano | 1 | Выбирать Aluminium |
|
| Сопло Volcano латунное | 0-1 | Под хотэнд Volcano | |
| Сопло Volcano стальное закаленное | 0-1 | Для печати композитами на Volcano | |
| Носок | 0-1 | Выбирать Volcano PT100 |
Детали для установки CRTouch
Датчик автоуровня CRTouch аналогичен распространенному BLTouch и позволяет снимать карту высот стола. Это нужно чтобы исправлять кривизну стола. Если стол ровный, то установка датчика не требуется.
| Наименование | Кол-во | Ссылки | Примечание |
|---|---|---|---|
| CRTouch | 1 | ||
| Винт М3х5 DIN 7380 | 4 |
Печать деталей
Ориентация моделей

Модели следует расположить на столе так, как это показано на изображении выше. Для этого следует использовать средства ориентации в вашем слайсере:
PrusaslicerCura

В левом меню инструмент Place on face -> клик по поверхности, которой деталь должна соприкасаться со столом

В левом меню инструмент Вращение -> Положить плашмя -> клик по поверхности, которой деталь должна соприкасаться со столом
Подбор материалов
Детали печатающей головы можно условно поделить на две группы. Первая — сопла системы охлаждения. Практически не испытывают механических нагрузок, но нагружены термически. Так что для их печати не важны прочность и жесткость, но важна термостойкость. В случае, если у вас нет возможности напечатать сопла системы охлаждения из термостойких материалов, их можно напечатать из PETG и обклеить нижнюю часть фольгой. Такие сопла не деформируются при температуре стола до ~90-100°C. Тем не менее, не рекомендуется использовать это решение на постоянной основе.
Остальные детали мало нагружены термически, но сильно механически. Так что для лучших результатов рекомендуется их печать из жестких и прочных материалов.
| Деталь | Предпочтительные материалы | Возможные материалы |
|---|---|---|
| Кронштейн | композиты на основе: PP, PA |
PETG, ABS, ASA, PC, PA, композиты на их основе |
| Сопла | ABS, ASA, PC, композиты на их основе |
Композиты на основе PP, PA |
Настройки печати
Все детали, кроме левого сопла, спроектированы так, что при правильной ориентации не требуют никаких поддержек. Все горизонтальные участки печатаются мостами, которые требуется настроить по этому видео.
Также не стоит забывать, что от основной массы деталей требуется высокая прочность и жесткость. Так что, если вы собираетесь печатать детали из плохо спекающегося пластика (ABS, ASA, PC), то рекомендуется поднять температуру, замедлить печать, максимально уменьшить (или даже выключить) обдув. Для хорошо спекающихся материалов (PETG, PA, PP) это не нужно.
Рекомендуемые значения основных параметров:
| Параметр | Значение | Комментарий |
|---|---|---|
| Ширина линий | 0.3-0.6 мм | Для сопел лучше не превышать 0.5 мм |
| Толщина слоя | 0.1-0.3 мм | |
| Толщина периметров, крышки и дна | 2 мм | Для сопел 1-2 периметра |
| Заполнение | 100% | |
| Поддержки | Отключить | |
| Обнаружение мостов | Включить | |
| Заполнение зазоров | Включить | |
| Генератор периметров | Arachne | Для сопел очень желательно, так как они тонкостенные. Для остальных деталей не важно |
Подготовка кронштейна экструдера

После печати необходимо удалить мембраны из крепежных отверстий кронштейна экструдера. Эти мембраны нужны для облегчения печати.
Сборка
Подготовка каретки оси Х принтера

С каретки оси Х принтера надо снять старые элементы экструдера и снять колесо и винт в правом верхнем углу.
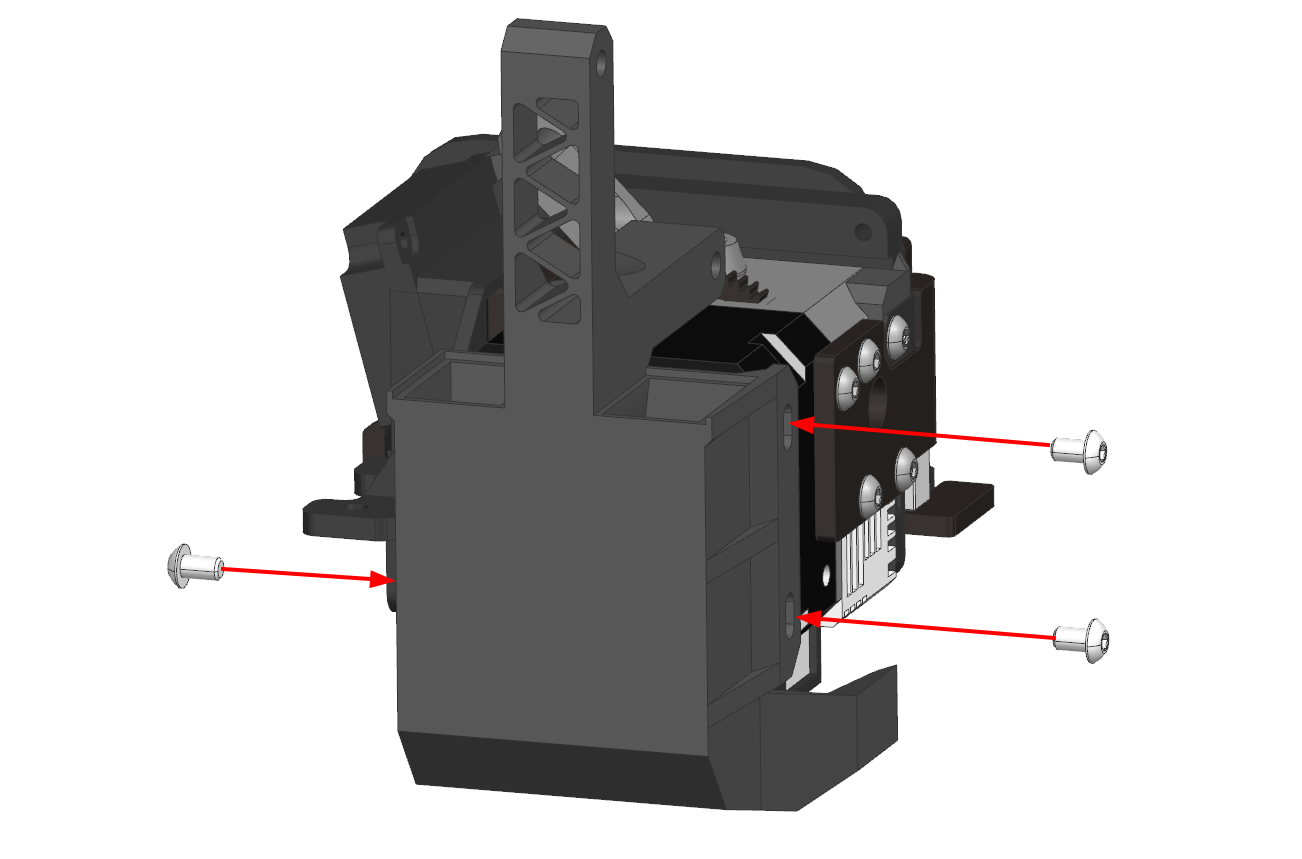
Установка кронштейна экструдера

Установите кронштейн на каретку и прикрутите винтами, как указано на картинке выше. В этот же момент нужно установить правое-верхнее колесо каретки, так как его винт используется в креплении кронштейна экструдера.
Винты используются М3х8 с полукруглой головкой. Типоразмер винта (1) зависит от кронштейна: для 3010 вентилятора — М3х8 с полукруглой головкой, для 4010 — М3х5 с потайной головкой (из комплекта экструдера).
Установка экструдера

Экструдер в сборе с хотэндом устанавливается в кронштейн радиатором к каретке. После этого крепится на 3 винта М3х5 с потайной головкой слева, и два винта М3х5 с полукруглой головкой справа. Все винты идут в комплекте с экструдером.
Установка вентилятора охлаждения радиатора

Вентилятор прикручивается к кронштейну экструдера на винты М2х5. 4010 вентилятор крепится на 3 винта, 3010 на два.
Установка системы охлаждения модели

Сопло системы охлаждения прикручивается к мотору экструдера на 3 винта М3х5 с полукруглой головкой. Затягивать винты на данном этапе не нужно.
Установка вентиляторов 5015

Вентиляторы крепятся к системе охлаждения модели на 4 винта М4х20. Если система охлаждения распечатана из плохо спекающегося пластика типа ABS и подобных, то может быть хорошей идеей нарезать резьбу метчиком М4 или вплавить резьбовые втулки, так как подобные детали склонны расслаиваться от вкручивания винтов.
Регулировка положения системы охлаждения

Убедитесь, что сопло хотэнда протянуто на горячую, горло утоплено в радиатор до упора, хотэнд стоит в том положении, в котором он будет работать.
После этого подвиньте экструдер примерно в центр стола и опустите так, чтобы сопло экструдера упёрлось в поверхность. Под сопла системы охлаждения подложите любые элементы около 1мм толщиной, например, скидочные карточки. Убедитесь, что сопла располагаются вертикально, а также касаются карточек. Затяните винты крепления сопел системы охлаждения.
Установка датчика автоуровня

Датчик BLTouch (CRTouch) крепится к кронштейну на 2 винта М3х5. После этого кронштейн крепится к экструдеру на 2 винта М3х5.
Подключение электроники
Конкретная схема подключения электрических компонентов нового экструдера зависит от того, на какой принтер вы его устанавливаете. Поэтому создание универсальной схемы невозможно. Тем не менее, дам несколько советов по подключению.
Нагревательный элемент и термистор
Нагревательный элемент оставляется штатный, нет смысла менять его.
Если термистор не отличается от штатного по форм-фактору, то можно оставить штатный. Если отличается, то новый термистор подключается вместо штатного без учета полярности.
Двигатель
![]()
Мотор подключается вместо штатного мотора. В большинстве случаев для этого достаточно просто удлинить проводку. Не бойтесь подключить мотор неправильно, это не нанесет ему никакого вреда. После подключения, но перед проверкой, не забудьте отрегулировать ток на мотор экструдера. Некоторую информацию по этому поводу можно найти в этом видео.
Некоторые распространенные проблемы при подключении:
- Если мотор вообще не реагирует при подаче команды на его движение, то, скорее всего, вы не прогрели хотэнд. В большинстве прошивок стоит защита от работы экструдера при недостаточной температуре;
- Если мотор крутится не в ту сторону, то это можно исправить в прошивке. Если это затруднительно, то можно поменять порядок пинов в разъёме на зеркальный;
- Если мотор стучит и не двигается, или двигается нестабильно со стуком, то:
- Поменяйте местами два центральных пина в разъёме мотора (2 и 4 пин);
- Если предыдущий совет не помог, то поменяйте местами 1 и 3 пин с любой из сторон;
- Если после этого мотор всё еще стучит при вращении, то он либо заблокирован (не может провернуть шестерни экструдера), либо разрыв в кабеле.
Вентиляторы
Все вентиляторы подключается вместо штатных с обязательным соблюдением полярности. При этом вентиляторы обдува модели подключаются параллельно (все плюсы отдельно, все минусы отдельно).
Прошивка
В целом, замена экструдера на директ в большинстве случаев не требует вмешательства в прошивку принтера. Исключения только два — если была произведена замена термистора или если был установлен датчик BLTouch, которого ранее не было.
Термистор
MarlinRepRapFirmwareKlipper
В прошивке Marlin требуется внести изменения в файл Configuration.h:
В строке #define TEMP_SENSOR_0 надо указать номер таблицы. Для NTC100k B3950 — 1. Для 104GT или 104NT — 5
После этого надо пересобрать и установить прошивку. Для разных плат этот процесс различается, так что если вы не знаете как это делается, то вам придётся искать инструкцию самостоятельно.
В конфигурации вашего принтера в команде M308 меняется два параметра:
| Термистор | T | B |
|---|---|---|
| NTC 100k B3950 | 100000 | 3950 |
| 104GT или 104NT | 100000 | 4300 |
Итого команда у вас должна получиться примерно такой:
M308 S1 P"e0temp" Y"thermistor" T100000 B4300
В файле printer.cfg в разделе extruder меняется значение параметра sensor_type:
- Для NTC100k B3950:
Generic 3950 - Для 104GT:
ATC Semitec 104GT-2 - Для 104NT:
ATC Semitec 104NT-4-R025H42G
BLTouch
Эта инструкция не носит цели объяснить как с нуля сконфигурировать BLTouch для всех прошивок. Такую инструкцию для интересующей вас прошивки вам придётся искать самостоятельно. Здесь я лишь опишу несколько параметров, специфичных именно для крепления K3D EBP.
MarlinRepRapFirmwareKlipper
В файле Configuration.h:
#define NOZZLE_TO_PROBE_OFFSET { 35.75, -25.1, 0 }
Вместо нуля можно указать значения Z-offset, если вы его заранее замерили. Если нет, то оставьте это на потом, этот параметр можно менять и извне прошивки.
В конфигурации вашего принтера:
Вместо нуля можно указать значения Z-offset, если вы его заранее замерили.
В файле printer.cfg:
x_offset: 35.75
y_offset: -25.1
Калибровки
После внесения изменений в прошивку, стоит заново повторить все калибровки, которые зависят от печатающей головы в следующем порядке:
- Калибровка стола и Z-offset
- Калибровка PID
- Калибровка разрешения экструдера. Поток можно оставить 100% для начала и калибровать только в случае пере- или недоэкструзии на моделях
- Подбор к-фактора Linear Advance
- Подбор длины и скорости откатов
- Подбор частоты Input shaping (если он есть)
Поддержать проект
Проект K3D существует и развивается за счёт поддержки сообществом. Если у вас есть желание поддержать автора и тем самым спонсировать выход новых подобных апгрейдов, то это можно сделать следующим образом:
- Поддержать из РФ
- Поддержать из-за рубежа
Магазин в Питере временно не работает.
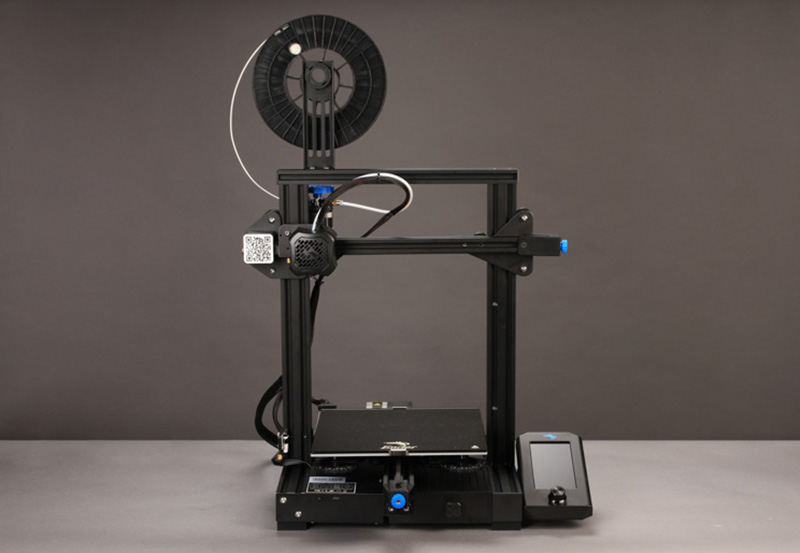
3D-принтер Creality Ender-3 V2 поставляется в коробке в полуразобранном виде. После покупки вам нужно пройти небольшой квест и дособрать принтер. Следуйте нашей инструкции, и вы получите готовое к работе устройство!
Содержание
- 1. Детали для сборки
- 2. Сборка корпуса
- 2.1. Установка стоек оси Z
- 2.2. Установка концевика оси Z
- 2.3. Установка вала оси Z на мотор
- 2.4. Установка мотора оси Z
- 3. Сборка блока оси X
- 3.1. Установка блока экструдера на профиль
- 3.2. Установка печатающей головки и фиксация ремня
- 3.3. Установка натяжителя оси X
- 3.4. Установка оси X на стойки
- 4. Установка верхнего профиля портала
- 5. Установка внешних модулей
- 5.1. Установка держателя катушек
- 5.2. Установка дисплея
- 5.3. Установка индикаторного колеса и остальных частей
- 5.4. Подключение проводов
- 6. Преднастройка принтера
- 6.1. Подтяжка ремней оси X и Y
- 6.2. Подключение сетевого кабеля
- 6.3. Загрузка пластика
- 6.4. Настройка уровня стола
- 7. Печать тестовой модели
1. Детали для сборки
- 1× Принтер в разборе
- 1× Инструкция
- 1× PLA-пластик (тестовый моток)
- 1× Комплект запасных частей
- 1× Набор ключей
- 1× Набор нейлоновых стяжек
- 1× Игла для чистки сопла
- 1× Шпатель
- 1× Кусачки
- 1× Карта памяти microSD (8 ГБ)
- 1× USB-картридер microSD
- 1× Кабель сетевого питания
2. Сборка корпуса
Для резьбовых соединений используйте набор шестигранных ключей из комплекта принтера или воспользуйтесь любимой отвёркой. Производитель мог положить несколько запасных винтов. Если после сборки у вас остались лишние детали — это ещё не значит, что принтер собран неправильно.
2.1. Установка стоек оси Z
Что понадобится:
- 1× Платформа принтера в сборе
- 2× Вертикальная стойка портала
- 4× Винт M5×45

Переверните основание принтера на бок. Монтировать стойки портала гораздо удобнее на боку.

Обратите внимание на отверстия в стойках. Они не симметричны. В левой стойке два отверстия расположены снизу на одном уровне, а в правой — вертикально друг над другом.

Прикрутите стойки с помощью винтов в нижней части принтера.

2.2. Установка концевика оси Z
Что понадобится:
- 1× Концевик оси Z
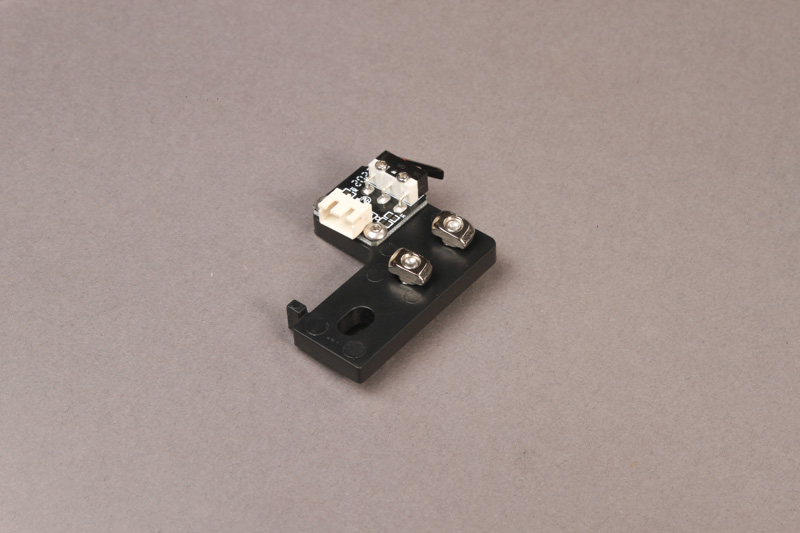
Установите концевик в нижнюю часть стойки так, чтобы его выступающий край упёрся в основание платформы. Поверните гайки на концевике вертикально и вставьте его в профиль, затем затяните. Гайки должны провернуться и закрепить концевик. Если они не повернулись — ослабьте и повторно затяните винт.

2.3. Установка вала оси Z на мотор
Что понадобится:
- 1× Мотор оси Z в сборе
- 1× Вал оси Z

Вставьте вал в муфту до упора. Затяните верхний и нижний винт муфты.

2.4. Установка мотора оси Z
Что понадобится:
- 1× Мотор оси Z с валом в сборе
- 2× Винт M4×18

Поместите мотор с валом сзади левой стойки принтера.

Прикрутите мотор двумя винтами к стойке принтера.

3. Сборка блока оси X
3.1. Установка блока экструдера на профиль
Что понадобится:
- 1× Ремень оси X
- 1× Блок экструдера и мотора оси X
- 1× Направляющая оси X
- 2× Винт M4×16

Проденьте ремень через защитное крепление. Ремень должен быть повёрнут ребристой стороной к зубчатому шкиву.

Приложите направляющую оси X к блоку экструдера и мотора оси X. Отверстия на направляющей расположены несимметрично. Если отверстия не совпадают, поверните её верной стороной.

Прикрутите винтами блок экструдера и мотора к направляющей через отверстия с обратной стороны пластины.

3.2. Установка печатающей головки и фиксация ремня
Что понадобится:
- 1× Блок экструдера и мотора оси X в сборе
- 1× Каретка оси Z
- 1× Печатающая головка в сборе
- 1× Винт M4×16

Наденьте печатающую головку на профиль оси X. Обратите внимание на положение печатающей головки относительно экструдера.

Закрепите винтами вторую каретку на оси X. Затяните только один винт.

3.3. Установка натяжителя оси X
Что понадобится:
- 1× Блок оси X в сборе
- 1× Натяжитель оси X
- 1× Винт M4×16
- 1× Винт M4×14

Открутите регулировочный винт натяжителя и вытащите из корпуса блок.


Пропустите ремень через профиль под двумя колёсиками каретки так, чтобы зубцы ремня были повёрнуты к профилю.

Закрепите другой конец ремня на печатающей головке.

Пропустите свободную часть ремня через блок. Обратите внимание, что глубокий паз блока смотрит в нижнюю сторону оси.

Закрепите свободный конец ремня на печатающей головке.

Вставьте пластиковый корпус натяжителя на блок с креплением. Обратите внимание на прорезь в корпусе. Она должна смотреть в противоположную сторону от печатающей головки.

Закрепите корпус на профиле винтом M4×16.

С обратной стороны закрепите винтом с потайной головкой. Не перетяните этот винт.

Накрутите регулировочный винт на выступающую часть крепления блока.

3.4. Установка оси X на стойки
Ось X с блоком экструдера собрана. Наденьте её на стойки. Печатающая головка должна быть с передней стороны.

4. Установка верхнего профиля портала
Что понадобится:
- 1× Перекладина портала
- 4× Винт M5×25

Прикрутите верхнюю часть портала винтами.

5. Установка внешних модулей
5.1. Установка держателя катушек
Что понадобится:
- 1× Пластиковая часть держателя катушки с гайкой
- 1× Металлическая часть держателя катушки
- 2× Гайка M5
- 2× Винт M5×8

Накрутите гайки на металлический кронштейн держателя.

Установите гайки вдоль паза профиля. Установите металлический держатель в паз и затяните винты. Гайки должны провернуться и закрепить кронштейн.

Открутите большую гайку с пластикового держателя, проденьте его через металлический кронштейн и затяните гайку держателя.

5.2. Установка дисплея
Что понадобится:
- 1× Модуль дисплея в сборе

Снимите дисплей с крепления.

Поверните гайки параллельно пазу в профиле. Приложите крепление к профилю и затяните винты. Гайки должны провернуться в пазах и закрепить кронштейн дисплея.

Подключите шлейф дисплея в разъём.

5.3. Установка индикаторного колеса и остальных частей
Что понадобится:
- 1× Индикаторное колесо
- 1× Фитинг
- 2× Заглушки на профиль

Прикрутите фитинг к экструдеру. Затяните его ключом.

Наденьте индикаторное колесо на вал мотора.

Поставьте заглушки на верхний профиль портала.

5.4. Подключение проводов
Вставьте тефлоновую трубку в фитинг экструдера до конца. Установите защёлку.

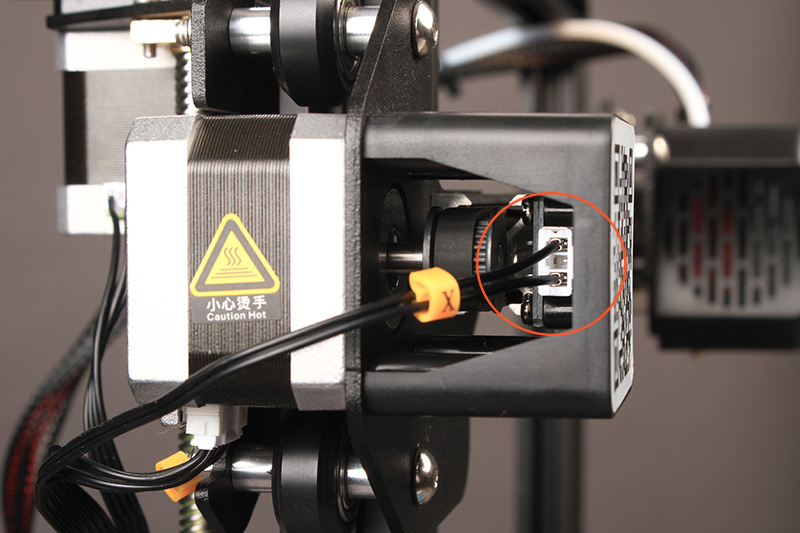
Подключите шлейф экструдера к мотору. На шлейфе есть метка с буквой «E».

Подключите шлейф мотора оси X. На моторе есть метка «X».

Подключите шлейф концевика оси X. На шлейфе есть метка «X».
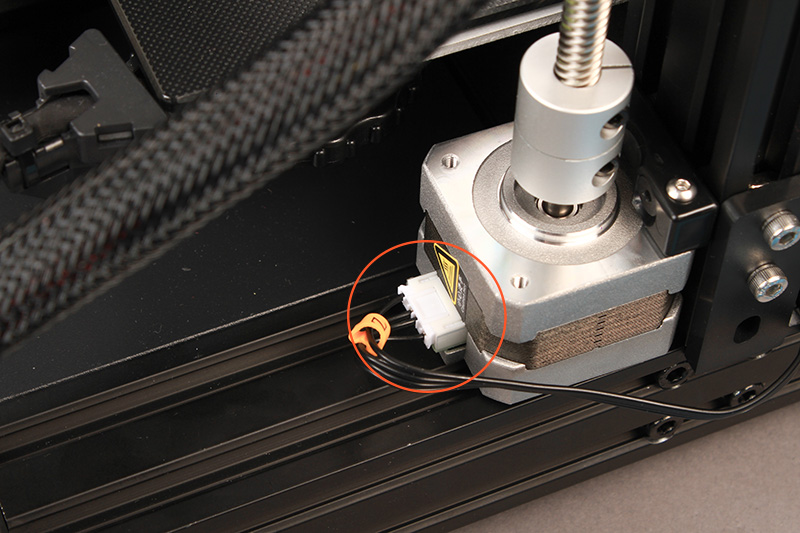
Подключите шлейф концевика оси Z.

Подключите шлейф мотора оси Z. На шлейфе есть соответствующая метка.
Стяните стяжкой провода, которые идут к оси Y. Торчащий конец стяжки можно обрезать.

6. Преднастройка принтера
6.1. Подтяжка ремней оси X и Y
Покрутите регулировочные винты осей X и Y, пока ремни не натянутся. Не перетяните их! Ремни не должны провисать, при этом оси должны перемещаться свободно.


6.2. Подключение сетевого кабеля
Подключите сетевой кабель в разъём.

Проверьте, что переключатель на блоке питания стоит в положении «230V».

6.3. Загрузка пластика
С помощью энкодера на экране войдите в пункт «Prepare».

Выберите пункт «Preheat PLA», если вы печатаете пластиком PLA или PETG, и «Preheat ABS», если печатаете ABS или другим высокотемпературным пластиком.

Выйдите в главное меню с помощью пункта «Back».

Дождитесь, когда температура дойдёт до заданной.

Обрежьте конец у нитки пластика. Лучше обрезать её наискосок, чтобы конец был острым и удобнее попадал в фитинг.

Заправьте нитку в экструдер.

Вращайте ручку, пока из сопла не польётся пластик.


6.4. Настройка уровня стола
Вкрутите винты стола, чтобы стол был максимально низко.

С помощью энкодера на экране войдите в пункт «Prepare».

Выберите пункт «Auto home». Принтер поставит сопло в нулевое положение.

После этого отключите моторы командой «Disable stepper».

Положите листочек между соплом и столом. Выкручивайте винт, пока сопло не начнёт царапать листочек.

Сдвиньте рукой печатающую головку и стол. Повторите данную операцию в каждом углу стола, чтобы задать самое ровное положение в горизонтальной плоскости.
7. Печать тестовой модели
Вставьте в принтер карту памяти из комплекта поставки.

Зайдите в раздел «Printing».
Фото раздела
Выберите модель с карты памяти.

Чтобы фигурка лучше прилипала к столу, его можно помазать клеем-карандашом или побрызгать лаком для волос.
Печать начнётся не сразу. Принтеру сперва необходимо нагреть стол и сопло до рабочей температуры.
Во время печати на дисплее можно увидеть температуру сопла и стола, поставить на паузу, подрегулировать скорость печати и посмотреть оставшееся время.

После печати надо дать остыть столу до комнатной температуры. Пластик лучше отрывается от холодной поверхности.

Модель напечаталась с поддержками. Это специальные стойки, которые поддерживают висящие части модели. Аккуратно удалите их, и ваша тестовая модель готова.
Полезные ссылки
- Всё для 3D-печати в каталоге Амперки
- Ваша первая 3D-печать
- Где скачать бесплатные 3D-модели