Продолжаю развивать тему сварочных аппаратов. Ранее были бюджетные образцы, в этот раз удалось протестировать более продвинутую IGBT(не путать с LGBT) модель, которая поддерживает три типа сварки: MMA, TIG и MIG, при чем может работать как с флюсовой проволокой, так и с полноценной, в том числе алюминиевой диаметром 0.6-1мм. Так же имеется режим Synergic, заметно упрощающий настройку и режим точечной сварки. Под катом подробно пройдемся по каждому режиму и настройкам, в том числе скрытых от глаз пользователя. Осторожно, куча фото и гифок (вдруг у кого трафик ограничен).
Характеристики
Производитель: HITBOX
Модель: MIG200 II
Технология инвертора: IGBT
Входное напряжение: 220В ±15%
Частота: 50/60 Гц
Максимальное выходное напряжение: 60В
Рабочий цикл: 25%180А, 60% 116А, 100% 90А
Рабочий диаметр проволоки: 0.6-1мм
Скорость подачи: 1.5-14 м/мин
Размер: 425*183*290мм
Вес в сборе: 12кг
Дополнительные режимы: 4T, Spot, Synergic
Распаковка и внешний вид
Курьер привез коробку с логотипом HITBOX и легким намеком насчет содержимого

Внутри в пенопласте был сварочный аппарат, инструкция и дополнительная коробка

В которой оказались расходники

Комплект состоит из пары проводов для режима MMA, рукав для MIG, катушки флюсовой проволоки диаметром 0.8мм, а так же набора для перехода на алюминиевую проволоку диаметром 0.9мм. Ну и инструкция есть, при чем довольно объемная

С тыльной стороны находится выключатель, трубка для подачи газа, серийный номер, бумажка с характеристиками и перфорация под 100мм вентилятор

На лицевой расположены 6 кнопок, два энкодера и один потенциометр, о них поговорим позже

Чуть ниже находятся разъемы для подключения проводов

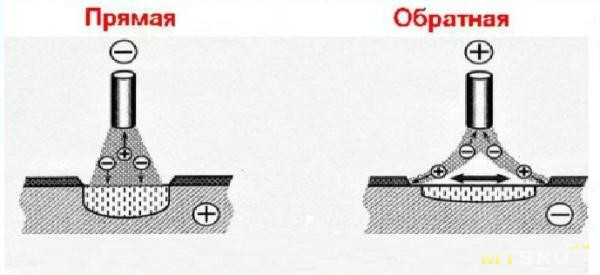
Основной контакт MIG выведен из корпуса для возможности быстрой смены полярности. При использовании проволоки с флюсом необходима прямая полярность, а без флюса обратная(при работе с алюминием тоже)

Разъем для рукояти имеет каналы для подачи проволоки и газа, а так же два контакта, идущие на кнопку

Боуден при желании можно заменить на другой
В комплекте есть тефлоновая трубка специально для работы с алюминиевой проволокой

Так же необходимо будет заменить сопло на 1мм, которое так же есть в пакетике, при этом используется проволока диаметром 0.9мм, чтобы ей было куда расширяться при нагреве

Запасной ролик с двумя U-образными канавками под 1 и 1.2мм

Комплектное сопло 0.8мм

Рукоять массивная, в руке лежит удобно

Провод тоже довольно толстый, но оно и понятно, внутри две трубки и три провода, включая силовой

В кабеле питания три жилы по 2.5 квадрата

В массе и ручке MMA 16 квадратов

Если сравнивать с моделью MIG 145, обозреваемая выглядит заметно массивнее

Первое включение и настройка
Выключатель массивный с резиновой изоляцией, в перчатках нащупать будет не проблема
Левая кнопка отвечает за выбор режимов сварки между MMA, TIG и MIG

В MMA напряжение постоянно, первый энкодер ни на что не влияет, второй регулирует ток, третий идукцию
Аналогично и в TIG можно менять только рабочий ток(есть дополнительные настройки, но о них ниже)

А вот в MIG уже напряжение регулируется в диапазоне 11-26В, вторым энкодером корректируется подача проволоки от 1.5 до 14м/мин, диаметр и тип в ручном режиме не выбирается

Можно еще выбрать тип подачи между 2Т(классика), 4Т, в котором достаточно однократно нажать кнопку и аппарат варит до повторного нажатия или до срыва дуги, а так же Spot для прихватывания заготовок точками
Кнопкой рядом с вольтметром можно войти в параметры и выставить время импульса от 0.1 до 5с

Для менее опытных или более ленивых сварщиков придумали режим Synergic, включив который необходимо выбрать диаметр проволоки и её тип, после чего левым энкодером можно будет откорректировать значение напряжения в диапазоне ± 3В
Средний энкодер уже будет настраивать не скорость подачи, а максимальный ток, при смене этого параметра автоматически будет подстраиваться как напряжение, так и подача

Так же они будут меняться при выборе типа проволоки и ее диаметра
Ещё кнопкой рядом с вольтметром можно войти в выбор сохраненной ячейки памяти, всего их 10 штук
Для сохранения данных необходимо выбрать ячейку, выставить нужные параметры и подождать 20 секунд
После чего можно пользоваться готовыми предустановками, они сохраняются при выключении питания

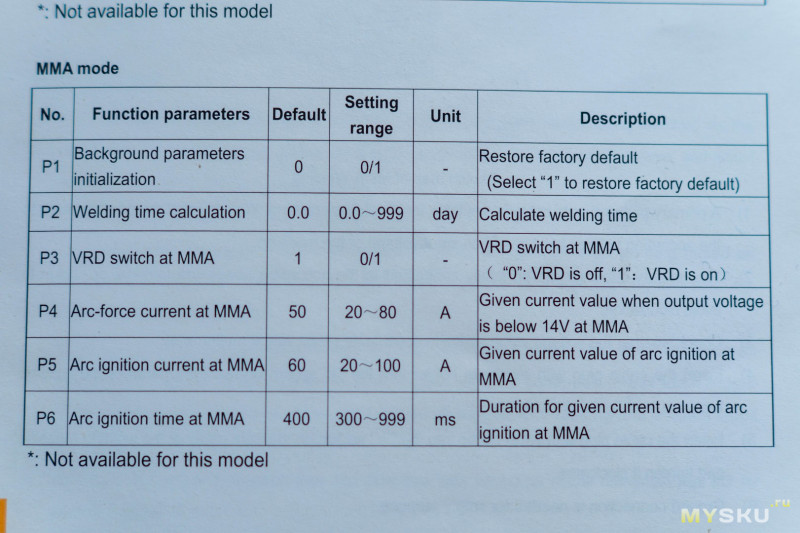
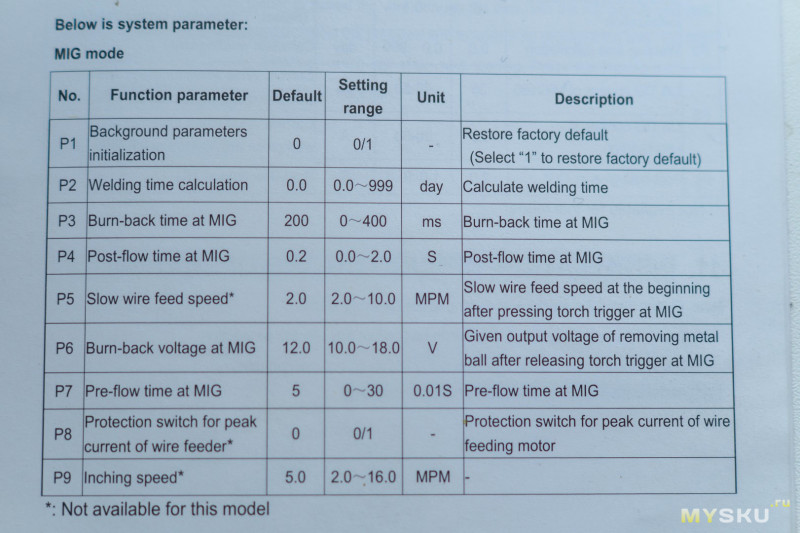
Если кому-то показалось, что настроек слишком мало, во «взрослых» моделях ведь есть продувка до дугообразования, во время охлаждения шва, отжиг проволоки(Burn Back). Здесь тоже всё это есть, только немного спрятано, чтобы не нагружать пользователя лишней информацией. Для входа в меню тонкой настройки аппарата, нужно перед включением зажать кнопку выбора режима сварки(2Т/4Т/…) до появления надписи P1

Для каждого типа сварки пункты отличаются, для MMA их 6

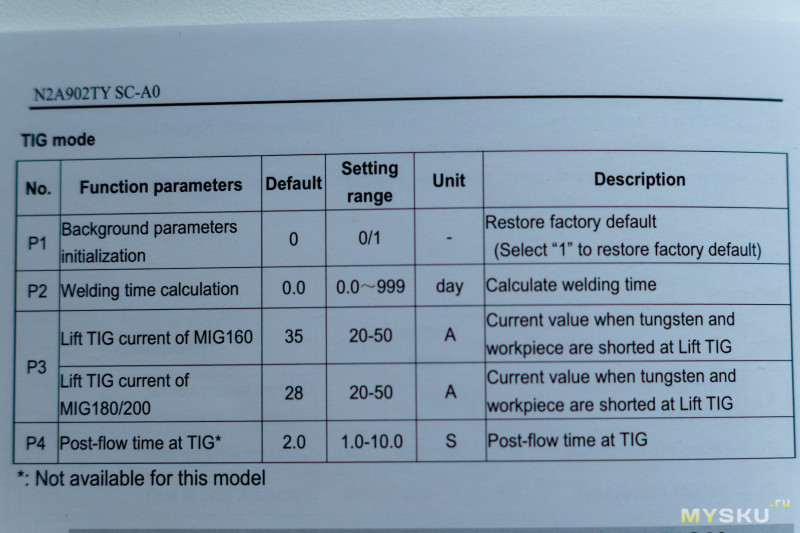
Для TIG всего 4
Но самый важный это пусковой ток, который позволит не палить электрод при неудачном поджиге
Для MIG 9 пунктов

Вот тут уже и Burn Back и pre/post-flow и скорость «холостой» подачи проволоки
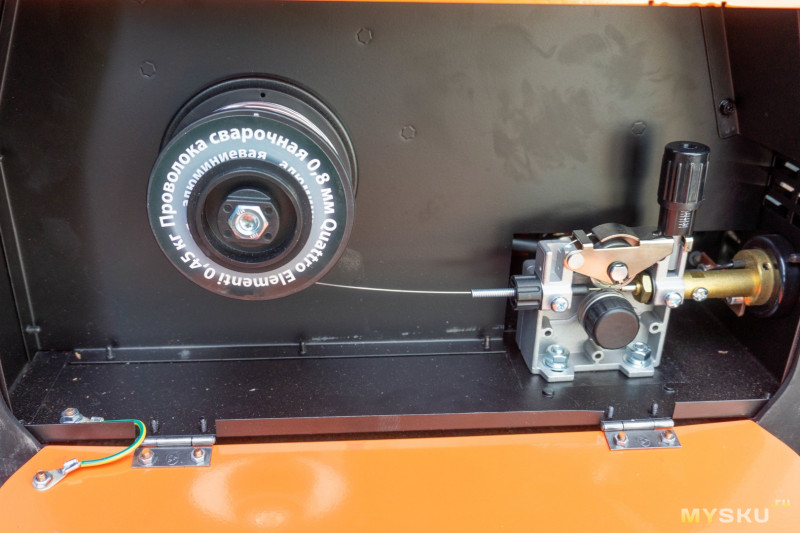
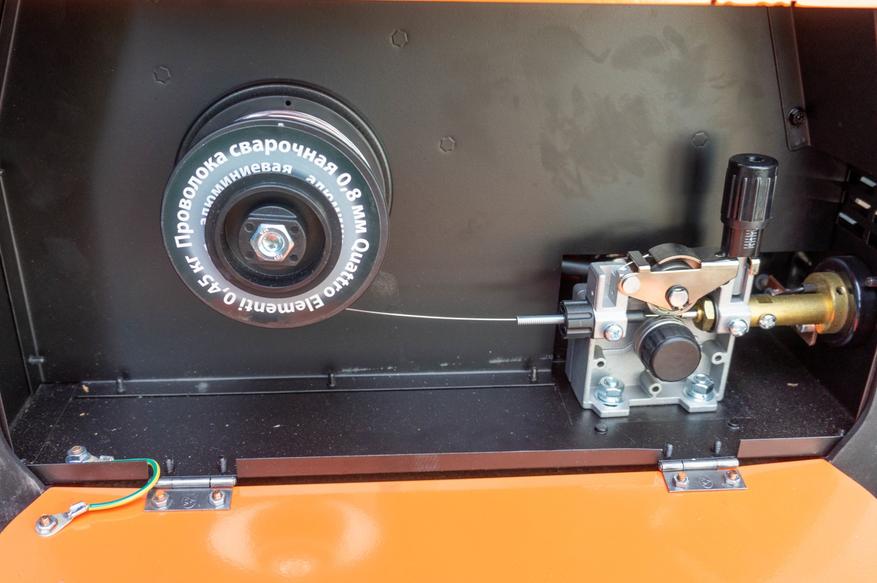
По настройкам прошлись, можно ставить проволоку, для этого нужно открыть боковую крышку
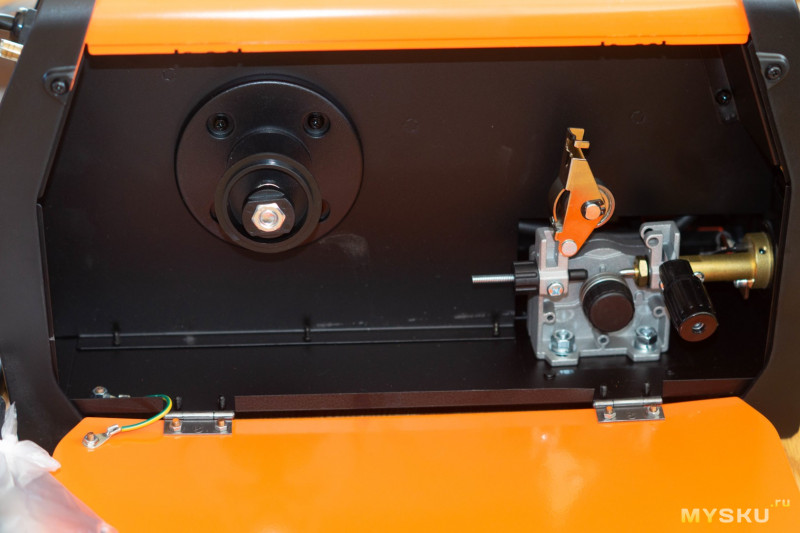
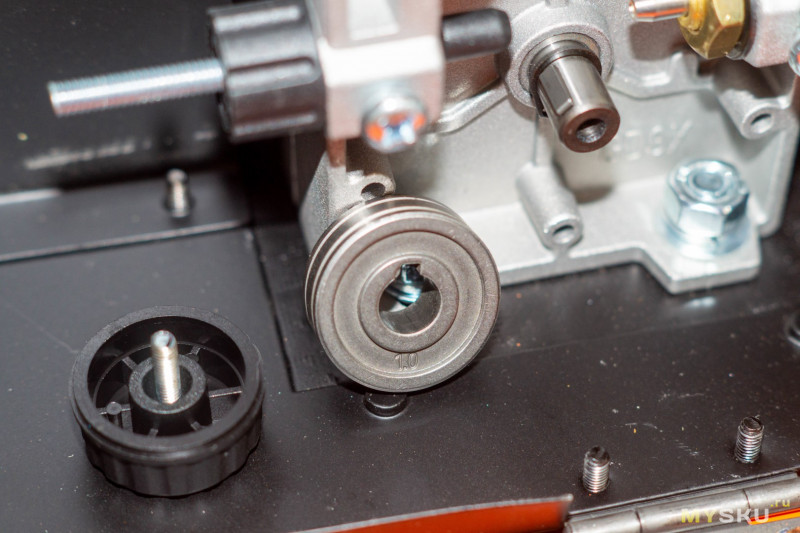
Установлен двусторонний ролик подачи, по умолчанию под 0.8мм
Но можно его повернуть и пользоваться 1мм проволокой
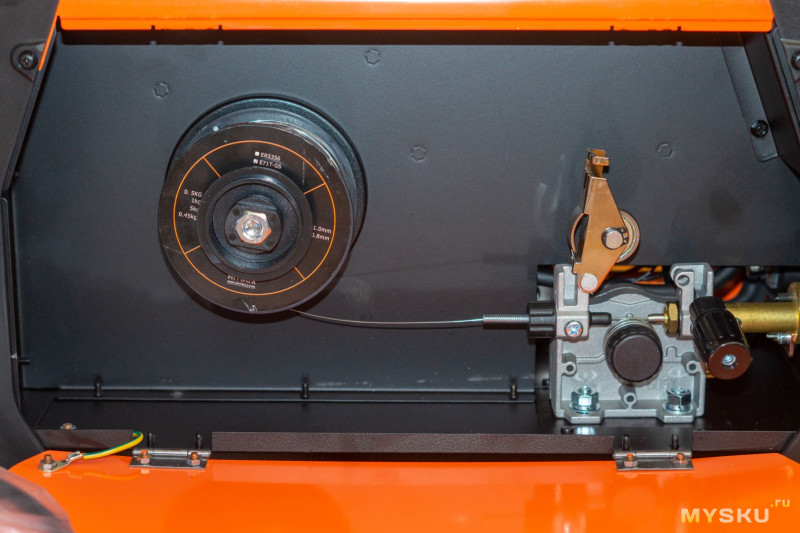
Комплектная катушка фирменная E71T-GS, вес 1кг, диаметр 0.8мм

Вешаем, вставляем свободный конец в канал и проталкиваем пока не вылезет через сопло или не упрется
При необходимости выкручиваем наконечник и помогаем продеть проволоку через него
Прижимаем ролик, для флюсовой проволоки ручку я обычно подтягиваю на уровень 3 шкалы, чтобы не мять
Интересный момент, во время «заправки» после нажатия на кнопку подачи, она стартует на небольшой скорости, но если через пару секунд не происходит дугообразование, она автоматически увеличивается, заметно ускоряя протяжку проволоки
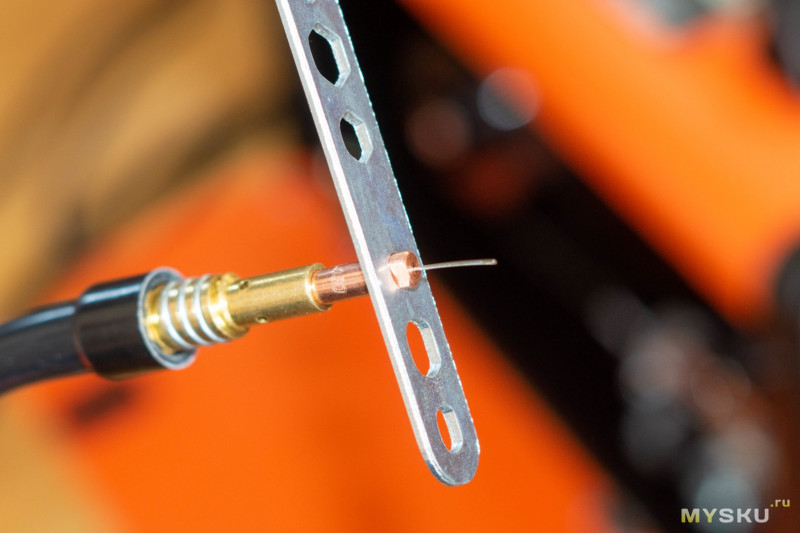
Тестирование
Начал с электродуговой сварки (MMA). Минимальный ток в этом режиме составляет 20А, у меня самый мелкий электрод 2мм и он оказался крупноват. По умолчанию форсирование дуги 50А, поджиг 60А на 400мс, так что его быстро оплавляет, но если чуть утопить в ванну, металл начинает плавиться практически без дугообразования, что выглядит довольно необычно )
Поднял ток до 50А, который обычно использовал при работе с «двойкой». Без нареканий
Для 3мм электрода такой ток маловат, прогрев идет слабый, но электрод не залипает, дуга держится довольно стабильно, колдунство какое-то. Так что если не будет под рукой 2мм электрода, можно потихоньку работать и «тройкой» на пониженном токе
На привычных мне 90А процесс идет как по маслу, главное сильно не задерживаться на одном месте

При 120А металл толщиной 2мм уже на грани прожигания

Ну а если поднять до 160А, заготовку очень быстро прожигает

Ну и, собственно, результат, продвигался справа налево, но думаю это и так видно

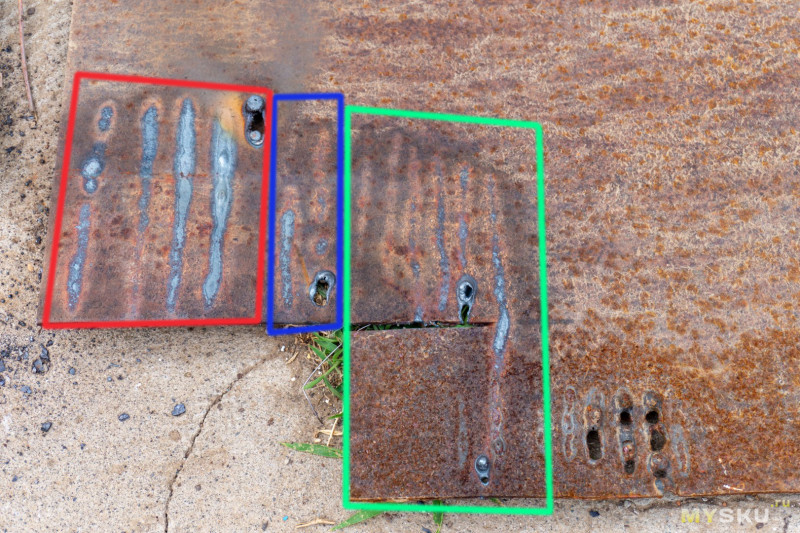
С обратной стороны так же отчетливо видны непрогретые и перегретые участки

Сбил шлак молотком

Далее MIG с комплектной флюсовой проволокой. Ручной режим, минимальная подача 1.5м/мин и напряжение 11В. Дуга не очень стабильная, заготовку не прогревает, так что на поверхности образуется большой валик

Поднял напряжение до 15В, пошел прогрев, но проволоку быстро сжигает, дуга нестабильна
Увеличил подачу до 3м/мин, получил неплохое соотношение, с этим уже можно работать

Но если бы не было никакого опыта, с 11В на 15В сразу не перескочил и для начала поднял до 13В. Материал проварило, но валик крупноват, так что предыдущее значение было оптимально для данной толщины

Если же переборщить и выставить максимум 26В, проволоку при подаче 3м/мин снова начинает жечь и получается светомузыка, хотя таким образом можно сделать прихватки не боясь прожечь материал, при этом валик практически не выступает над поверхностью
Ну а если и подачу выкрутить до 14м/мин, пластину моментально прожигает, так что при большом желании таким образом можно делать отверстия(знакомый так мангал дырявил)
Для тех, кто впервые взял полуавтомат в руки, ну или просто хочет быстрее подобрать нужные параметры, умные люди придумали режим Synergic, которому нужно указать желаемый ток в соответствии с толщиной заготовки, а напряжение и подача подстроятся сами.
Для флюсовой проволоки диаметром 0.8мм, минимумом является значение 12.7В и 45А. Подача небольшая, дуга стабильная, но прогрев слабый, так что подойдет только для совсем тонкого металла

13.5В 60А лучше, но еще слабовато
При 14.7В и 80А пошел прогрев
При 16В 100А так же можно спокойно работать
Если поднять до 17В 120А, можно прожечь стенку, задержавшись на одном месте
Выше 18.5В при 140А поднимать не стал, и так уже на грани, да и горелкой вести нужно достаточно быстро, так что аккуратно работать будет сложнее
Ну и результат. Кажется, что грязи еще больше, чем от обычных электродов

Но после нескольких взмахов щетки всё выглядит не так уж плохо
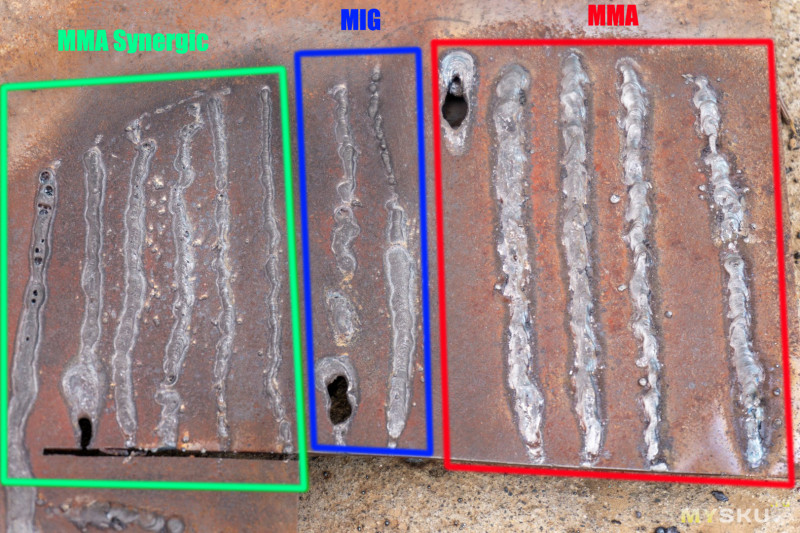
С обратной стороны можно посмотреть степень проварки материала на разной мощности
Сопло так же необходимо чистить, после всех мучений оно стало выглядеть вот так, но нужно учитывать, что я им работал в не самых щадящих условиях, в нормальном режиме оно пачкается заметно меньше

Наконечник так же весь в налете

Чистится обычной тряпочкой, я для этого использую одноразовые полотенца, пару движений и всё чистое

Решил найти 15В, которые подобрал в ручном режиме, для этого выставил ток 85А и постарался сделать аккуратный шов. Правда забыл выключить автофокус, так что картинка получилась ярче, но местами размытая
Вроде неплохо, учитывая, что я всему учился самостоятельно в гараже и опыта не очень много

Провар хороший, получается в ручном режиме верно прикинул напряжение

Что касается коррекции индуктивности(крайний правый потенциометр), как ни странно, она тут работает и в режиме Synergic даже польза от неё есть, но в ручном режиме вполне можно обойтись и без этого. Если объяснять на пальцах, она позволяет сгладить импульсы, формирующие дугу, она становится стабильнее и лучше прогревает материал, соответственно и валик сильнее размазывает по поверхности. В теории еще шов чище должен быть и искр лететь меньше, но я тестировал на флюсовой проволоке, так что будет не очень показательно в этом плане. Казалось бы, ставь на всю и пользуйся, но не всё так просто как кажется. При увеличении индуктивности капли расплавленной проволоки начинают отделяться реже, увеличиваясь в размерах, что внесет неудобства при работе с вертикальными и потолочными швами, так что в этом случае её придется выкручивать практически в минимум
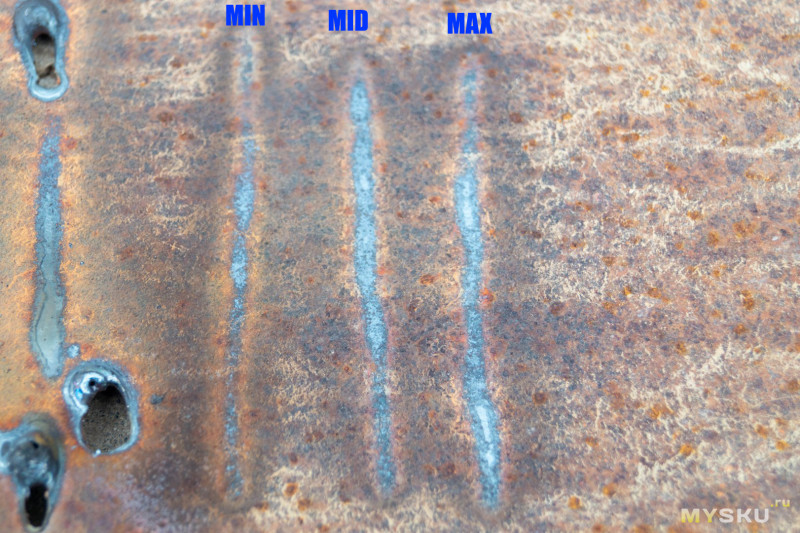
Сделал три прохода с одинаковыми параметрами, протягивал так, чтобы толщина ванны и прогрев был примерно одинаковый. Первый с минимальным значением индуктивности, заняло это 14 секунд
Второй со средним, при этом пришлось немного ускориться до 13 секунд
Третий в максимальном, заняло это у меня 12 секунд, то есть каждый раз приходилось вести горелку сильнее
На первый взгляд результаты не сильно отличаются, разве что слева ощутимо темнее, а на правом шлака больше
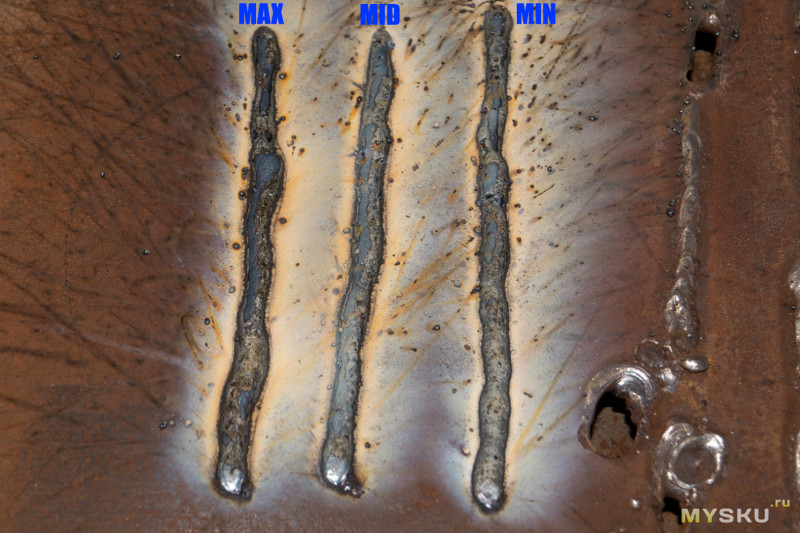
Если посмотреть на высоту валика, тот что слева так же ниже

После чистки цвет у всех стал одинаковым, но правый на вид не такой аккуратный

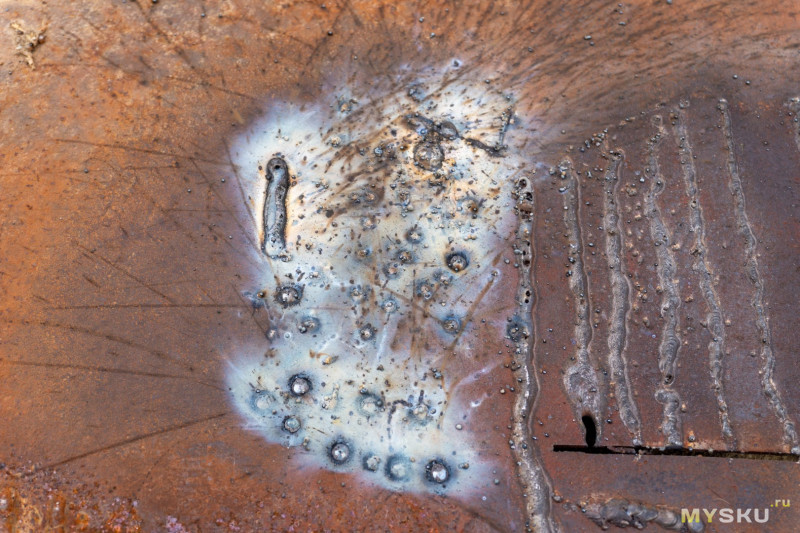
Если же перевернуть лист, можно заметить, что шов с большим значением индуктивности прогрелся заметно лучше предыдущих, а ведь я даже быстрее его протянул, чтобы избежать перегрева
Так что всё работает, пользоваться можно, но с таким же успехом можно просто немного откорректировать напряжение, тот же Synergic позволяет подвинуть его в ±3В, а в ручном вообще можно беспределить. Вероятно на больших токах изменение индуктивности дает более ощутимую разницу, так что в любом случае хуже она не делает, пусть будет.
Так же проверил режимы подачи, как и писал выше, 2Т это обычный режим, в котором оператор работает удерживая кнопку на рукояти. В режиме 4Т для старта достаточно нажать кнопку один раз и отпустить, при этом дуга будет поддерживаться до тех пор пока кнопка не будет нажата повторно или не разорвется цепь
Режим Spot позволяет быстро прихватить, а при необходимости и заварить деталь с тонкими стенками, минимальное время импульса составляет 1/10 секунды, параметры напряжения и тока регулируются как обычно, без ограничений

Максимальное время импульса 5 секунд, этого хватит для прогрева толстого металла
По умолчанию оно составляет 1/2 секунды

Результат
Шлак от этой проволоки легко очищается обычной относительно мягкой щеткой

Вот ближе
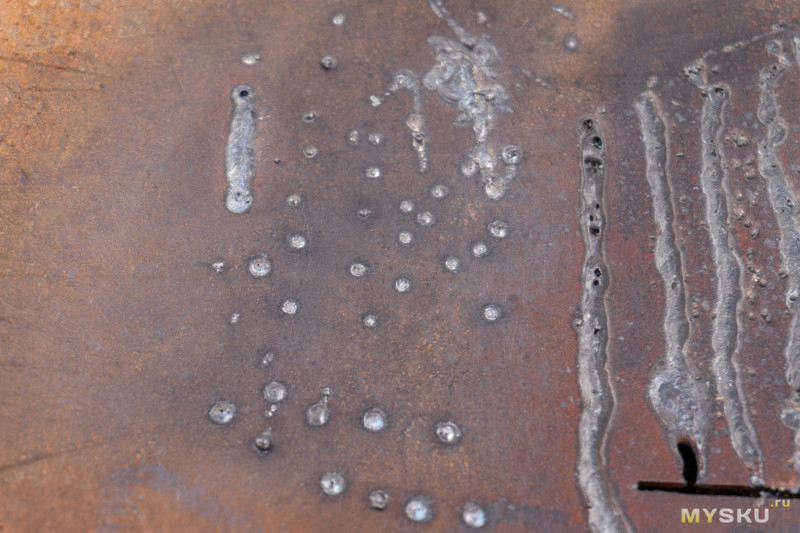
С обратной стороны местами есть провар даже на точках с импульсом 0.5с

Напряжение и ток были теми же оптимальными для этого листа 15В 85А, так что остался хороший запас

Данный аппарат так же может работать обычной проволокой в среде защитного газа, как правило СО2, т.к. он самый дешевый, но у меня были только остатки Аргона в небольшом баллоне, поговаривают, что с ним шов получается даже немного аккуратнее. Не забываем, что нужно переключиться на обратную полярность, то есть провод горелки перекидываем на плюс(есть подписи у коннекторов для забывчивых)

Первый пуск показал, что что-то не так. Дуги почти нет, искры во все стороны как от болгарки

А вместо шва получилось вот это, хотя отрываться по-хорошему оно не хотело

Потом я открыл вентиль газа и всё пошло как по маслу, совершенно другое поведение, ток 100А

Ну и результат значительно отличается. Шов не обрабатывал, всё и так красиво

Не стал больше мучить железяки, ведь газа мало, а в аппарате заявлена поддержка варки алюминия. Полярность для работы с алюминием должна быть обратная, при таком подключении дуга будет разрушать оксидную пленку.
Так же нельзя просто заменить катушку и начать работать, т.к. алюминий при нагреве прилично расширяется и в том же 0.8мм наконечнике с большой долей вероятности застрянет, да и стоковый канал грубоват для такой мягкой проволоки, так что откручиваем наконечник и вытаскиваем боуден из рукава

Тефлоновый закинули с запасом, так что совмещаем концы и обрезаем, оставляя пару лишних сантиметров

Вставляем в рукав до упора и только потом срезаем излишки

Продеваем проволоку, не забываем заменить наконечник на миллиметровый. Я протупил и заранее заказал катушку 0.8мм, а нужно было 0.9мм, под которые рассчитан наконечник, да и в режиме Synergic нельзя выставить диаметр меньше 0.9мм для алюминия. Так же немного ослабил прижим ролика, иначе проволоку будет плющить и может смять в боудене
Первые попытки показали, что и параметры для 0.9 проволоки не очень подходят для работы с 0.8мм, при минимальном токе она собиралась в крупные капли, которые слишком быстро застывали на поверхности толком не успевая растекаться
Получалось как-то так, фиксация есть, но о герметичности и речи быть не может, при увеличении мощности из-за бОльшей скорости подачи валик накидывало еще больше

А потом я вспомнил, что можно отдельно корректировать напряжение в диапазоне ±3В и о чудо, после выкручивания его в максимум дело сдвинулось с мертвой точки, дуга стала стабильнее и валик наконец начал расплываться по поверхности

Проволока не из чистого алюминия, так что есть небольшой нагар, но вокруг шва видна восстановленная от оксида область, ну и край прожгло, нужно было прихватить его на небольшом напряжении и потом дотягивать

После зачистки выглядит неплохо

Полуавтоматом алюминий варил впервые, так что может опыта не хватает, а может у проволоки 0.8мм сопротивление слишком сильно отличается от 0.9мм и поэтому не хватало температуры дуге. Но в любом случае данный режим не безнадежен и он выручит если под рукой нет TIGа или прутка с флюсом
Для тех, кто любит слушать звук дуги, смонтировал небольшое видео во всех режимах
Внутренний мир
Электроника занимает половину корпуса
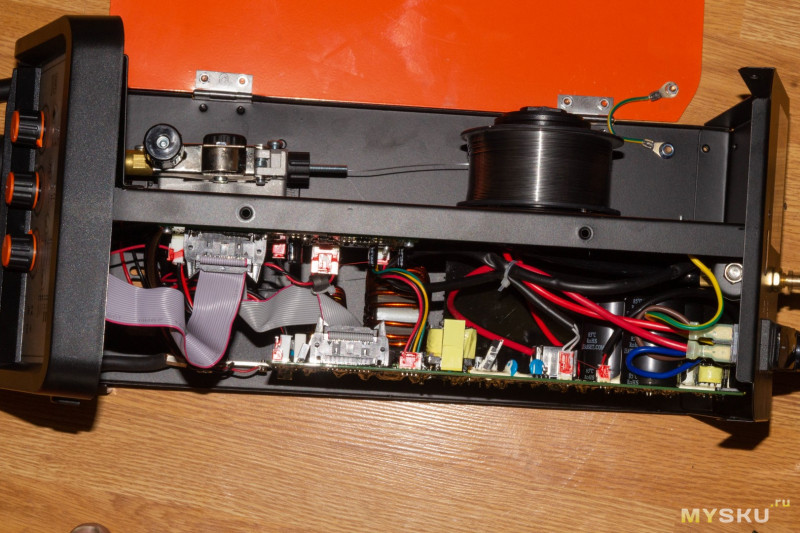
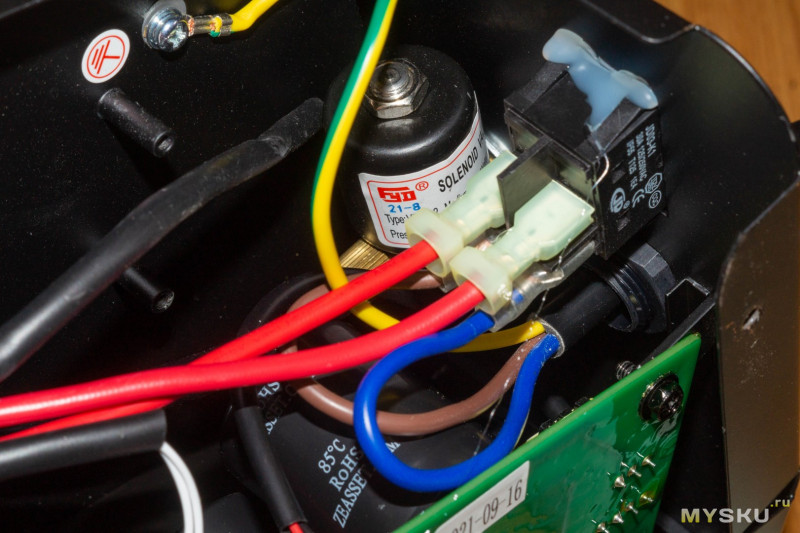
Имеется провод заземления, кнопка выключения рассчитана на ток до 30А, четыре контакта полностью обесточивают цепь питания, электроклапан, открывающий подачу газа установлен на входе
Всего плат три штуки: силовая, контроллер и левее распаяно управление с индикаторами
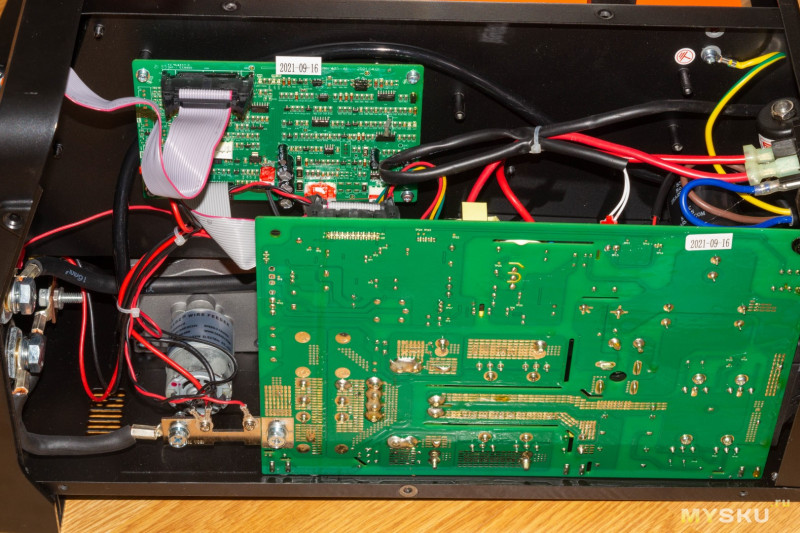
Всё на коннекторах, так что в случае поломки можно заменить какой-то один вышедший из строя узел

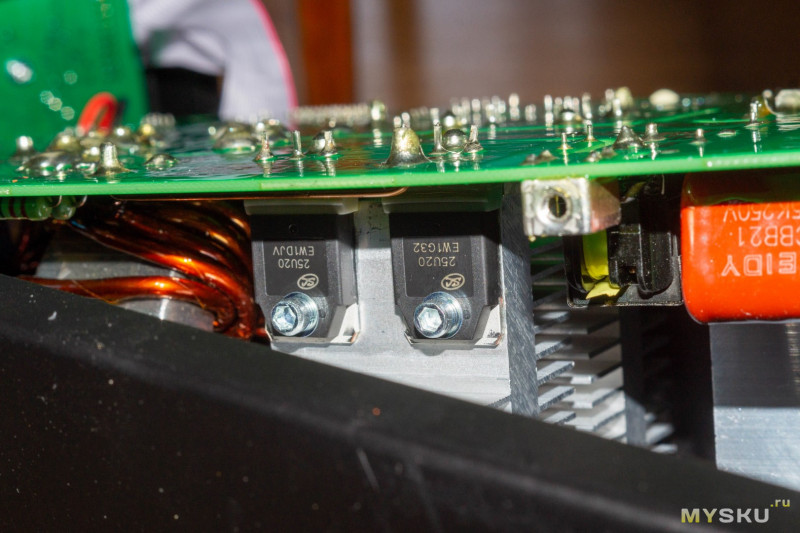
На выходе силовой части стоят 4 транзистора 40N60
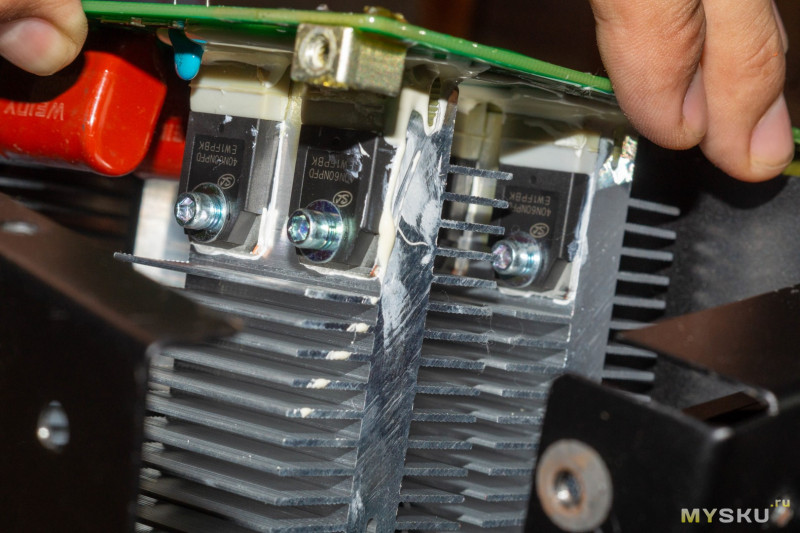
Диоды 25U20
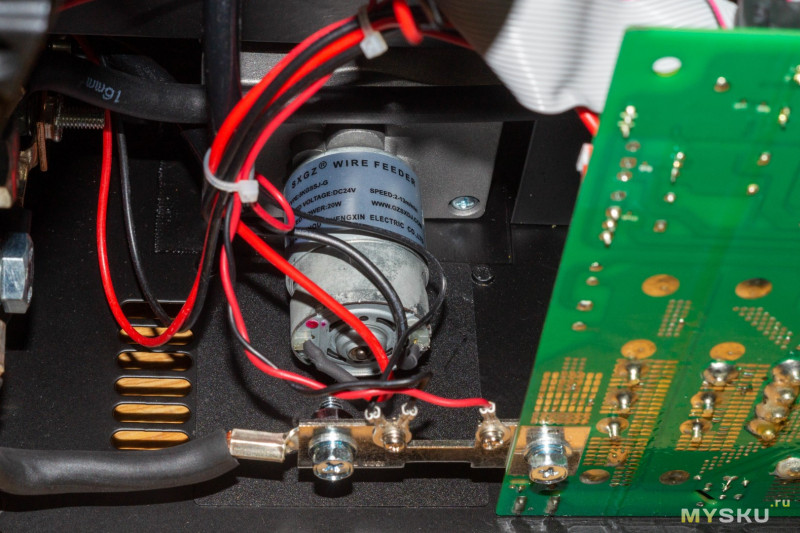
Двигатель механизма подачи проволоки
Купон
HITBOXMIG200 снижает цену до $300 или 18800 рублей. В RU складе есть запас в 700 единиц
Итоги
Ценник конечно у этой модели не такой низкий, как у самых бюджетных образцов 3-5 в одном, но и функциональность довольно неплохая:
+ При работе с электродами(ММА) показал отличный результат, варить приятно, электрод идет как по маслу, с залипанием после 50А не сталкивался, только «двойка» при 20А приплавлялась если надолго опустить её в ванну, но я бы очень удивился если б этого не происходило. Так то можно форсаж дуги накрутить, но в этом случае тонкий металл будет жечь.
+ MIG так же работает без нареканий, комплектная флюсовая проволока хорошая, я даже заказал две катушки прозапас за $25, т.к. в местных магазинах они дороже, но при этом работать с ними невозможно. С безфлюсовой проволокой проблем никаких, главное не забывать открывать подачу газа и результат вас порадует, особенно в режиме Synergic. Работает и коррекция индуктивности, обеспечивая более стабильную дугу и глубокий прогрев.
+ В комплекте есть всё для работы с алюминием, я пользовался этим режимом впервые, так что результат не идеальный, но он есть, так что если набить руку(и купить правильную проволоку), можно работать с деталями не очень большой толщины, ведь на обратной полярности «постоянки» заготовка не так хорошо прогревается, как при использовании переменного тока и слишком массивные скорее всего доставят проблем
+ Отдельно хотел бы выделить режим Spot, который позволяет прихватывать детали точками с импульсом от 1/10 до 5 секунд, так что если выставить минимальный ток, можно работать с довольно тонким металлом не боясь его прожечь. Так же порадовала возможность более тонкой настройки режимов работы с помощью скрытого меню, я продувку после сварки для MIG чуть поднимал, чтобы шов красивее был.
+ Ну и к сборке замечаний никаких, как и внутреннему содержимому, платы отмыты, всё на коннекторах, провода питания нормального сечения, есть заземление, даже створку отдельным проводом подключили, чтобы пользователя при замене проволоки сюрпризов не поджидало. Механизм подачи полностью металлический, не сказал бы, что там нагрузки дикие на него, но выглядит как минимум серьезнее, чем пластиковый
Данная модель еще и TIG поддерживает, но он тут как во многих «универсальных» аппаратах работает в режиме Lift и розжиг дуги происходит при касании иглы заготовки, подача газа принудительная, к баллону нужно подключаться напрямую, либо искать переходники под разъем сварочного аппарата, так что это уже извращение, но если очень нужно аккуратно сварить черный металл в аргоне, почему нет.
Этот способ подключения подходит и для классических ММА инверторов, но в идеале напряжение для TIG горелки не должно превышать 20 Вольт, так что если на выходе вашего сварочного аппарата порядка 60 Вольт, игла скорее всего помрёт на минимальном токе, вероятно даже в момент розжига (Lift TIG).
Если кому нужен полноценный DC TIG, можете заглянуть в соседний обзор HBT2000 Pro
Как всегда, приветствуется конструктивная критика. Всем добра =)
UPD. Продавец написал, что всем купившим данную модель в течении нескольких дней после публикации обзора, он подарит переходники под мелкие коннекторы, так что можно будет пользоваться и привычными проводами

Товар для написания обзора предоставлен магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Для работы проектов iXBT.com нужны файлы cookie и сервисы аналитики.
Продолжая посещать сайты проектов вы соглашаетесь с нашей
Политикой в отношении файлов cookie
Данную модель я абсолютно искренне могу назвать самой любимой в этом ценовом диапазоне. Имеется куча настроек для каждого режима работы, которых тут три: MMA, MIG и TIG и каждый из них работает отлично. Для MIG есть режим Synergic, который значительно упрощает настройку новичкам, а так же точечная сварка со временем импульса 0.1-5с и режим работы с алюминиевой проволокой.

Поставляется в картонной коробке со скромным принтом, сам аппарат укрыт поролоновой вставкой, а допы помещены в отдельную коробочку
В комплекте провода ММА длиной 3 метра, трубка подачи газа, рукав MIG, дополнительный ролик подачи, ключ, тефлоновый боуден и катушка флюсовой проволоки весом 1кг

На лицевой стороне корпуса расположены элементы управления, чуть ниже коннекторы для подключения проводов
Сзади массивная кнопка включения с пыле/влагозащитой, бумажка с основными характеристиками, фитинг подачи газа и 80мм вентилятор. Сбоку откидная крышка, в отсек влазит 5кг катушка проволоки, механизм подачи металлический, дополнительно усилен толстой пластиной снизу
Тефлоновый боуден необходим для работы с алюминием, в горелку уже вставлен обычный для стали
Так же докинули ролик подачи для 1 и 1.2мм проволоки, комплектный для 0.8 и 1мм
Кабели массивные, но гибкие в питании три провода по 2.5 квадрата, масса и рукоять ММА по 16 квадратов. А вот рукав ММА жестковат, но это необходимая мера из-за возможности использовать алюминиевую проволоку, чтобы её не закусывало на сгибах
Подготовка к работе не занимает много времени, нужно только закрутить на место коннектор ММА, поставить катушку, протянуть кончик проволоки в боуден, прижать её роликом и нажать на кнопку подачи. Несколько секунд скорость протяжки будет низкой, но после ускорится до максимума, что ускоряет «заправку»
От обилия элементов управления разбегаются глаза, но на самом деле это удобнее, чем перебирать часто используемые параметры по очереди в меню. Да и логично всё, основные настройки корректируются по центру, тут можно выбрать тип сварки, 2Т, 4Т и режим Spot. Если активен Synergic, появляется выбор диаметра проволоки и её типа. Внизу расположили два энкодера для регулировки напряжения и скорости подачи/тока(если активен Synergic), а так же потенциометр индуктивности

Левая верхняя кнопка позволяет войти в память устройства, в которой хранится 10 ячеек данных. Удобно, когда часто приходится работать с определенным типом и толщиной металла, можно в несколько кликов быстро подстроить все параметры

Если включить питание, удерживая кнопку выбора режима, можно попасть в меню тонкой настройки

Для каждого типа сварки можно отрегулировать множество параметров, такие как форсирование, горячую дугу, пост/препродувку, burn-back и т.д.
Минимальны ток, который может выдать HITBOX MIG 200II, всего 20А, даже для 1.6мм рекомендуемый 35-60А. А у меня еще и тоньше 2мм не было. Оставил стоковые параметры: force 50, hot start 60 на 400мс, благодаря чему дуга бодренько разгоралась и сварочная ванна даже формировалась, а еще практически не было звука разряда, только потрескивание обмазки электрода. Необычно )

При 50А стало намного лучше, даже при окунании электрода в ванну дуга не затухала
3мм электрод при 50А как ни странно, не залипает, да и дуга держится как у 2мм при 20А, так что можно медленно работать если вдруг «двойки» внезапно закончились
Поднял ток до 90А, процесс пошел замечательно, ванна широкая, горячая
При 120А нужно тянуть шов очень быстро, иначе будет прожигать

Ну и на максимальных 160А электрод превращается в резак

Вот что получилось, смотреть справа налево. Даже при 20А прогрев оказался достаточным, но это потому что очень медленно вёл электрод, а вот 3мм при 50А(второй шов) внизу уже плохо проварил, тут поторопился. 90 без нареканий, 120А на грани проплавления, 160 сразу прожег отверстие
Для MIG не буду закидывать кучу анимаций для небольших промежутков напряжения и подачи, иначе их будет слишком много, только покажу как аппарат ведет себя на неправильно и правильно настроенных параметрах.
При минимальной мощности напряжение составляет 11В, а подача 1.5м/мин, двухмиллиметровую пластину не прогревает совсем

Если просто увеличить напряжение, ничего хорошего так же не получится, дуга будет ярче, горячее, но нестабильной из-за того, что проволока успевает сгореть быстрее, чем расплавится ванна

Увеличиваем подачу вдвое до и уже получаем сносный результат, валик наращивается нормально
Если выкрутить напряжение до 26В, а подачу до 14м/мин, пластину прожигает
Освоиться не сложно, есть таблицы напряжения/подачи в зависимости от используемой проволоки и толщины заготовки, так же со временем приходит опыт и уже по памяти начинают выставляться идеальные значения.
Но есть тут и режим для ленивых, который называется Synergic. При его включении нужно будет выбрать тип и толщину проволоки, вместо подачи вторым энкодером настраивается нужный ток, электроника сама подбирает оптимальные значения напряжения и скорости подачи проволоки. Но при необходимости можно левым энкодером откорректировать напряжение в пределах +/- 3В

Выкрутил ток в минимум, для моей проволоки получилось 45А при 12.7В, заготовку конечно не прогревает, дуга хоть и небольшая, но стабильная, так что для какой-нибудь жестянки пойдёт

Поднял до 80А(ближе к току ММА для этой же заготовки), уже неплохо, пластину проварило на всю глубину

При 140А выставляется напряжение 18.5В, горелку вести приходится быстро, иначе пластину прожигает

Вот что вышло, заплевало конечно пластинку знатно, но после щетки выглядит не так плохо. На всякий случай подписал где какой режим использовался
А что же индуктивность, влияет ли правый потенциометр на результаты или его установили чтобы аппарат выглядел солиднее? Давайте проверим на практике.
Первый шов с минимальной индуктивностью, время 14 секунд
Второй шов со средним значением, старался выдерживать одинаковую температуру, как показало видео, время прохода сократилось до 13 секунд, а значит нагрев увеличился

Ну в крайнем правом положении проход был еще на секунду быстрее и составил 12 секунд
Несмотря на то, что при максимальном значении протяжка была быстрее, провар получился глубже и валик растёкся сильнее, а значит индуктивность действительно работает и может быть использоваться по ситуации
2Т и 4Т режимы есть во многих аппаратах, первый это классика, нужно держать кнопку для подачи проволоки, во втором достаточно нажать её один раз и дуга будет поддерживаться либо до повторного нажатия, либо до отнесения горелки от детали. Но в этой модели имеется еще и Spot, он ограничивает время импульса до определенного значения.
Вот, к примеру, 1/10 секунда, очень удобно прихватывать таким образом заготовки из тонкого металла

Из коробки оно составляет 0.5с

Можно накрутить импульс до 5 секунд, подойдет для создания равномерных прихваток для толстого металла

На первом фото много грязи, но после щетки видно, что точки получились довольно аккуратные, импульсом 0.5с при 15В и 75А даже проварило 2мм пластину
За время тестирования сопло испачкалось не очень сильно, я не использую спреи, просто протираю тряпочкой
С обычной проволокой результат получается гораздо чище, ведь шов защищает газ, который в отличии от флюса не оставляет следов. Главное не забыть изменить полярность

А еще неплохо было бы проверять подачу газа, ведь без него результат получается не очень
Как-то так

Потом понял в чем был косяк и со второй попытки получил неплохой шов

Не идеально конечно, я только учусь, но заметно лучше того, что слева. Никаких щеток, сразу получается чисто

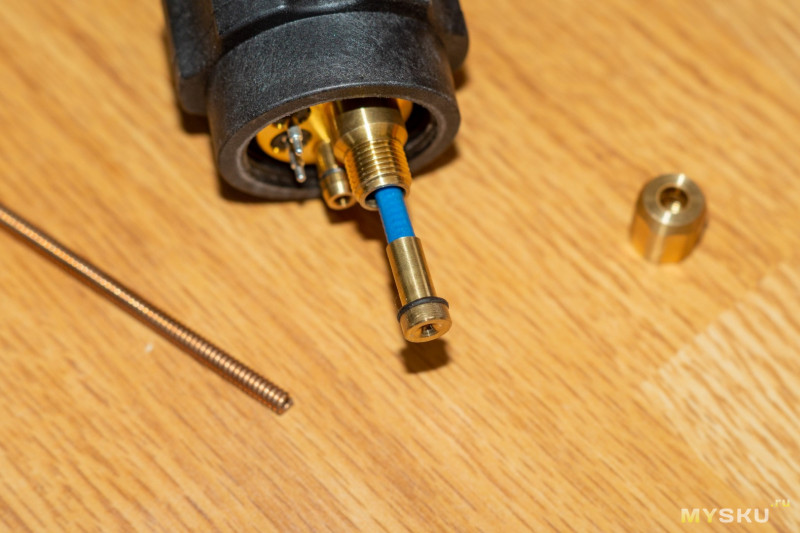
Если есть необходимость варить алюминий, придется заменить боуден на тефлоновый, иначе мягкую проволоку может заминать. Для этого нужно открутить гайку подачи в коннекторе, извлечь стоковый, обрезать тефлоновый на такую же длину, вставить его на место, и затянуть гайку, процесс занимает меньше минуты
Само собой, нужно заменить и проволоку, так же носик в рукояти должен быть на размер больше её диаметра, т.к. алюминий больше стали расширяется при нагреве и будет заклинивать в носике аналогичного размера. При диаметре проволоки 0.8мм, я использовал носик 1мм, который шел в комплекте. Тоже приемлемо, хоть и не желательно
При переключении в режим работы с алюминием, синергик не дает выбрать диаметр проволоки ниже 0.9мм, так что поверхность толком не прогрелась и на неё просто наляпывало проволоки

Но видно, что оксидная плёнка снимается, а значит надежда есть

Так что левым энкодером добавил напряжение +3В и получил более-менее нормальный результат
Не идеально конечно, но я с алюминием никогда не работал раньше и вполне можно сделать лучше, но аргона было мало и мне не удалось нормально потренироваться. Оксидная плёнка дугой обратной полярности снимается нормально, обратите внимание на блестящий ореол внутри нагара
Кому больше нравится видео, а не анимации, вот нарезка с тестирования
Платы аккуратные, сборка модульная на коннекторах, кнопка выключения четырехконтактная, рассчитана на ток 30А
Конденсатора 3 штуки, номиналом 400В 470мкФ, на радиаторах 4 транзистора 40N60 и диоды 25U20
Мне аппарат очень понравился, в любом из тестируемых режимов получается отличный результат, в режиме Synergic с настройкой справится даже новичок. Spot стал для меня приятным открытием, оказывается очень удобно ограничивать время импульса, получая равномерные пятна провара. Недавно приваривал тонкую пластинку к толстой трубе, по всей длине точками прошелся, в итоге руками оторвать не смог, так что думал даже не заваривать полностью и оставить как есть.
Выбрал комплектацию без TIG рукава, т.к. без полноценной циклограммы скептически к нему отношусь, в этом случае проще взять чего-нибудь бюджетное для начинающих, например, модель из этого обзора
Купон HITBOXMTBGLW дает скидку $10 проверить наличие и цену MIG 200II
-

-
July 7 2022, 02:40
- Техника
- Cancel

Цена: $300
Перейти в магазин
Продолжаю развивать тему сварочных аппаратов. Ранее были бюджетные образцы, в этот раз удалось протестировать более продвинутую IGBT(не путать с LGBT) модель, которая поддерживает три типа сварки: MMA, TIG и MIG, при чем может работать как с флюсовой проволокой, так и с полноценной, в том числе алюминиевой диаметром 0.6-1мм. Так же имеется режим Synergic, заметно упрощающий настройку и режим точечной сварки. Под катом подробно пройдемся по каждому режиму и настройкам, в том числе скрытых от глаз пользователя. Осторожно, куча фото и гифок (вдруг у кого трафик ограничен).
Читать полностью
История изменения цены
5 in 1 MIG200 HITBOX Stainless Steel Iron Mig Welder Semi-Automatic ARC TIG MIG Aluminum Welding Machine DC Gas and Gasless |


HITBOX MIG200 Synergy MIG MAG Welder — 5 in 1 Multi-Process Aluminum Welder with 200A Gas MIG/Gasless MIG/MMA/LIFT TIG/Spot Welding
【5 in 1 Powerful MIG Welding】Multi-process welding machine with Gas MIG, Gasless MIG,MIG Aluminum, Rod/MMA, LIFT TIG. The HITBOX MIG200II MIG welding machine provides 2 welding modes: manual welding and synergic welding. Synergic welding offers many welding parameters to weld, such as | Welding voltage | Welding current | Welding function | Wire diameter | Type of metal | 2T/4T | Pre/post gas time |
【SYNERGIC MIG】Digitally controlled, it automatically adapts to the recommended current and wire feed speed by selecting wire diameter and gas material, you can also configure the welding current to suit your soldering habits. Easy to use for beginners or professional welders.
【Multi-Function MIG Soldering Iron】The MIG soldering iron has special features such as adaptive crater, quench control and forward/reverse flow to improve your welding efficiency. 2T/4T 2 welding methods to meet your needs. Silent protection reduces noise pollution and the fan only turns on automatically when the temperature rises too high.
【Revolutionary LED Display】The exclusive human-machine interactive LED display design provides you with accurate data visualization and facilitates clear reading without taking off the helmet. The HITBOX MIG200 is perfect for outdoor maintenance, farms, road equipment and home DIY.
【1 Years Warranty】Our 24-hour online customer service will help you with repairs. Buy your HITBOX machine with confidence!
Specifications:
Brand name:
HITBOX
Model: MIG200 II
Inverter technology: IGBT
Input voltage: AV220plusmn15%V
Frequency:50/60HZ
Max OCV:60V
Power factor:0.73
Postflow time: 1.0plusmn0.5
Packing dimension:425*183*290mm
Wire diameter:0.8/1.0mm
Applicable thickness: Over 0.8mm
Wire feed speed:0-18m/min
Output current:0-200Amp
Welding wire diameter :
1-5KG 0.6/0.8/0.9/1.0MM
Rated output current :
MMA:20-200A
MIG:17-200A
Lift TIG: 30-200A
Duty cycle :
200A@30%, 160A@60%, 103A@100%.








How To Connect
|
Цена: $300 Продолжаю развивать тему сварочных аппаратов. Ранее были бюджетные образцы, в этот раз удалось протестировать более продвинутую IGBT(не путать с LGBT) модель, которая поддерживает три типа сварки: MMA, TIG и MIG, при чем может работать как с флюсовой проволокой, так и с полноценной, в том числе алюминиевой диаметром 0.6-1мм. Так же имеется режим Synergic, заметно упрощающий настройку и режим точечной сварки. Под катом подробно пройдемся по каждому режиму и настройкам, в том числе скрытых от глаз пользователя. Осторожно, куча фото и гифок (вдруг у кого трафик ограничен). Читать полностью История изменения цены5 in 1 MIG200 HITBOX Stainless Steel Iron Mig Welder Semi-Automatic ARC TIG MIG Aluminum Welding Machine DC Gas and Gasless |
【5 in 1 Powerful MIG Welding】Multi-process welding machine with Gas MIG, Gasless MIG,MIG Aluminum, Rod/MMA, LIFT TIG. The HITBOX MIG200II MIG welding machine provides 2 welding modes: manual welding and synergic welding. Synergic welding offers many welding parameters to weld, such as | Welding voltage | Welding current | Welding function | Wire diameter | Type of metal | 2T/4T | Pre/post gas time | 【SYNERGIC MIG】Digitally controlled, it automatically adapts to the recommended current and wire feed speed by selecting wire diameter and gas material, you can also configure the welding current to suit your soldering habits. Easy to use for beginners or professional welders. 【Multi-Function MIG Soldering Iron】The MIG soldering iron has special features such as adaptive crater, quench control and forward/reverse flow to improve your welding efficiency. 2T/4T 2 welding methods to meet your needs. Silent protection reduces noise pollution and the fan only turns on automatically when the temperature rises too high. 【Revolutionary LED Display】The exclusive human-machine interactive LED display design provides you with accurate data visualization and facilitates clear reading without taking off the helmet. The HITBOX MIG200 is perfect for outdoor maintenance, farms, road equipment and home DIY. 【1 Years Warranty】Our 24-hour online customer service will help you with repairs. Buy your HITBOX machine with confidence! Specifications: Brand name: Model: MIG200 II Inverter technology: IGBT Input voltage: AV220plusmn15%V Frequency:50/60HZ Max OCV:60V Power factor:0.73 Postflow time: 1.0plusmn0.5 Packing dimension:425*183*290mm Wire diameter:0.8/1.0mm Applicable thickness: Over 0.8mm Wire feed speed:0-18m/min Output current:0-200Amp Welding wire diameter : Rated output current : MMA:20-200A MIG:17-200A Lift TIG: 30-200A Duty cycle :
How To Connect
Package Content:
MIG200 II6: 1* Mig200 Welder 1* Electrode holder 1* Earth clamp 1* Gas tube 1* Flux cored wire 1kg 1* Graphite Tube 2*Rollers 1* User Manual With Tig torch 2: 1* Mig200 Welder 1* Electrode holder 1* Earth clamp 1* Gas tube 1* Flux cored wire 1kg 1* Graphite Tube 2* Rollers 1* User Manual 1*17V Tig torch
To HITBOX Most Precious Customers: *Tax charging is unavoidable for buyers and un-calculable for sellers,our price is not include any tax,please kindly notice,thank you very much for your understanding. Отзывы покупателей *о других товарах на сайте Отзывы о 5 in 1 MIG200 HITBOX Stainless Steel Iron Mig Welder Semi-Automatic ARC TIG MIG Aluminum Welding Machine DC Gas and GaslessЗдесь вы можете оставить свой отзыв о данном товаре. Download Category
Related News
Company Details Jul.07.2023 Shenzhen Unitweld Welding and Motor Co., Ltd has registered a U.S. company named HITBOX ELECTRIC LLC. This is a strategic move by the company to expand its business operations in the United States and provide better customer service to its clients in ther
Это тоже интересно:
Подписаться
авторизуйтесь
0 комментариев
Старые
|