Версия для печати
ИНСТРУКЦИЯ о порядке оформления и заполнения паспорта
1 Общие положения
1.1 Раздел паспорта «Общие сведения», разделы 1-11 и приложения заполняются изготовителем сосуда, а разделы 12-18 — владельцем сосуда.
Сведения о разрешительных документах (декларация о соответствии или сертификат соответствия требованиям ТР ТС), номер и дата регистрации или выдачи и срок действия заполняются изготовителем или лицом, уполномоченным изготовителем.
1.2 Единицы физических величин следует указывать в системе СИ.
1.3 Опечатки, описки и графические неточности, допущенные в процессе заполнения паспорта, разрешается исправлять. Правомочность исправления следует подтвердить надписью «Исправленному верить», заверенной печатью.
1.4 Перед отрицательными значениями величин следует писать слово «минус». Не допускается проставлять математический знак (например: «+», «-«, «<«, «>», «=» и др.) без цифры, а также математический знак минус («-«) перед отрицательным значением величины.
1.5 Все строки и графы разделов (таблиц) должны быть заполнены.
Не допускается ставить кавычки вместо повторяющихся цифр, марок сталей, знаков, математических и химических символов.
Если в строках или графах разделов (таблиц) не требуется указывать цифровые или иные сведения, то в них ставят прочерк.
1.6 В случае изготовления сосуда или его частей из импортных материалов в паспорт сосуда заносятся данные по соответствующим сертификатам на применяемые материалы. Указание российских аналогов не требуется.
1.7 Паспорт сосуда и прилагаемые к нему материалы, включая чертежи и расчеты на прочность, должны полностью соответствовать изготовленному сосуду.
2 Порядок заполнения разделов паспорта
2.1 Раздел «Содержание паспорта»
2.1.1 В графе «Наименование» перечисляются все разделы паспорта, содержащие сведения о данной конструкции, а также прилагаемые к паспорту документы.
2.1.2 В графе «Число листов/страниц» указывается общее число листов/страниц документа данного наименования.
2.1.3 Необходимость приложения дополнительной документации изготовителя, ее состав и объем определяет изготовитель сосуда.
2.2 Раздел «Общие сведения о сосуде»
В строке «Идентификационный (заводской) номер» следует указывать порядковый номер сосуда по системе нумерации изготовителя.
2.3 Раздел 1 «Техническая характеристика и параметры»
2.3.1 В головке таблицы графу «Наименование частей сосуда» следует разделить на число подграф, соответствующее числу наименований герметично разделенных пространств (частей) сосуда: корпус, рубашка, трубное пространство и т.д. То есть, число подграф графы «Наименование частей сосуда» должно соответствовать числу разделенных пространств (частей) сосуда.
2.3.2 В строке «Рабочее давление» указывается рабочее давление, приведенное в конструкторской документации (в сборочном чертеже). Под рабочим давлением следует понимать максимальное внутреннее избыточное или наружное давление, возникающее при нормальном протекании рабочего процесса, без учета гидростатического давления среды и допустимого кратковременного повышения давления во время срабатывания предохранительного клапана или другого предохранительного устройства.
2.3.3 В строке «Расчетное давление» указывается расчетное давление, приведенное в конструкторской документации (в чертеже общего вида или в сборочном чертеже), или номинальное давление для стандартных сосудов.
В случае, когда указывается номинальное давление, необходимо дать сведения о пределах применения сосуда в зависимости от давления и температуры. Под расчетным давлением следует понимать давление, на которое производится расчет на прочность.
2.3.4 В строке «Пробное давление» указывается давление, при котором проводилось гидравлическое (пневматическое) испытание при изготовлении сосуда. При замене гидравлического (пневматического) испытания другим видом испытания в этой строке делается запись (см. раздел 8 паспорта).
2.3.5 В строках «Рабочая температура» и «Расчетная температура стенки» указывается температура, приведенная в конструкторской документации (в сборочном чертеже). Под рабочей температурой следует понимать максимальную рабочую температуру среды, возникающую при нормальном протекании рабочего процесса.
2.3.6 В строке «Минимально допустимая температура стенки сосуда, находящегося под расчетным давлением» указывается температура в соответствии с 5.1.4 настоящего стандарта.
Для сосудов, устанавливаемых в отапливаемом помещении, строка «Минимально допустимая температура стенки сосуда, находящегося под расчетным давлением» не заполняется.
2.3.7 Строка «Наименование рабочей среды» заполняется в соответствии с конструкторской документацией (сборочным чертежом), а при отсутствии сведений о среде в чертеже данная строка заполняется владельцем сосуда.
2.3.8 В строке «Характеристика рабочей среды» следует указывать класс опасности согласно ГОСТ 12.1.007, взрывоопасность («Да» или «Нет»), пожароопасность («Да» или «Нет») среды.
2.3.9 Строка «Прибавка для компенсации коррозии (эрозии)» заполняется в соответствии с технической характеристикой сборочного чертежа.
2.3.10 В строке «Вместимость» указывается номинальный объем рабочего пространства (частей) сосуда.
2.3.11 В строке «Максимальная масса заливаемой рабочей среды» указываются сведения только для сосудов со сжиженными газами, степень заполнения которых средой устанавливается взвешиванием.
2.3.12 В строке «Назначенный срок службы сосуда» указывается назначенный срок службы сосуда согласно сведениям автора проектной документации.
2.3.13 Таблицу «Техническая характеристика и параметры» допускается дополнить данными, определяющими специфику эксплуатации конкретных типов сосудов.
2.4 Раздел 2 «Сведения об основных частях сосуда»
2.4.1 Графа «Наименование частей сосуда» заполняется в соответствии с данными сборочного чертежа.
В разделе приводятся данные по основным частям сосуда, работающим под давлением (обечайкам корпуса, днищам, коническим переходам, корпусным фланцам, трубным решеткам, теплообменным трубам и др.).
Элементы корпуса одного диаметра, толщины и материального исполнения разрешается не разбивать на отдельные составные части (обечайки и др.).
2.4.2 В графе «Число» указывается общее число одинаковых частей сосуда.
2.4.3 В графе «Размеры» указываются номинальные размеры (диаметр, толщина стенки, длина или высота) частей сосуда после изготовления.
2.4.4 В графе «Материал» указываются марка материала, номер стандарта или технических условий на химический состав металла и технические требования.
2.4.5 В графе «Примечание» указывается способ изготовления сосуда (цельнотянутый, литой и др.).
2.5 Раздел 3 «Данные о штуцерах, фланцах, крышках и крепежных изделиях»
2.5.1 В графе «Наименование» указывается обозначение штуцера и перечисляются все детали, входящие в данный узел (патрубок, фланец, крышка, укрепляющее кольцо, прокладка, крепеж). Разрешается указывать условные обозначения стандартных деталей.
2.5.2 В графе «Число» указывается общее число однотипных деталей.
2.5.3 В графе «Размеры» следует указывать:
— для патрубка — наружный или внутренний диаметр и толщину стенки;
— для фланца — габаритные размеры и внутренний диаметр;
— для крышки — наружный диаметр и толщину;
— для укрепляющего кольца — наружный диаметр и толщину;
— для прокладки — наружный (внутренний) или средний диаметр и толщину;
— для крепежа — номинальный диаметр резьбы.
2.5.4 В графе «Материал» указывается марка материала, номер стандарта (технических условий) на химический состав и технические требования.
2.6 Раздел 4 «Данные о предохранительных устройствах, основной арматуре, контрольно-измерительных приборах, приборах безопасности»
2.6.1 Раздел заполняется изготовителем сосуда только в случае поставки предохранительных устройств, арматуры и приборов вместе с сосудом, в противном случае изготовитель делает запись «В объем поставки не входит».
2.6.2 В графе «Наименование» указываются:
— для предохранительного клапана — наименование или условное обозначение по паспорту;
— для мембранного предохранительного устройства — наименование или тип по паспорту;
— для запорной и регулирующей арматуры, а также приборов для измерения давления, температуры, указателей уровня жидкости и т.п. — наименование или условное обозначение по нормативной документации.
При установке звуковых, световых или других сигнализаторов и блокировок следует указать подробную их характеристику.
2.6.3 В графе «Число» указывается общее число устройств, арматуры, приборов одного типа.
2.6.4 В графе «Место установки» указывается наименование сборочной единицы, на которой устанавливаются устройство, арматура или приборы.
2.6.5 В графе «Номинальный диаметр» для мембранных предохранительных устройств указывается номинальный диаметр мембраны.
2.6.6 В графе «Номинальное давление» для мембранных предохранительных устройств указываются минимальное и максимальное давления срабатывания.
2.6.7 В графе «Материал корпуса» указываются марка материала, номер стандарта на химический состав и технические требования.
2.7 Раздел 5 «Данные об основных материалах, применяемых при изготовлении сосуда»
2.7.1 В графе «Наименование элемента» указывается наименование элементов, которые находятся под давлением (обечайка, днище, крышка, трубная решетка, рубашка, штуцера, фланцы и т.д.).
2.7.2 В графе «Материал» указываются марка материала, номер стандарта или технических условий на химический состав и технические требования, номер плавки (партии) из сертификата на материал, номер и дата сертификата изготовителя металлопродукции или протокола или, в случае отсутствия сертификата, номер и дата протокола заводских испытаний изготовителя сосуда.
2.7.3 В остальных графах указываются данные из сертификатов изготовителя металлопродукции, а в случае отсутствия сертификатов — данные из протоколов заводских испытаний изготовителя сосуда.
Для деталей, кроме указанных в разделе 2 паспорта, графы, содержащие сведения по механическим испытаниям, химическому составу, а также графа, содержащая дополнительные данные, не заполняются, если соответствующие сертификаты (протоколы заводских испытаний) прилагаются к паспорту.
Заполнение указанных граф для основных элементов сосудов по разделу 2 — обязательно.
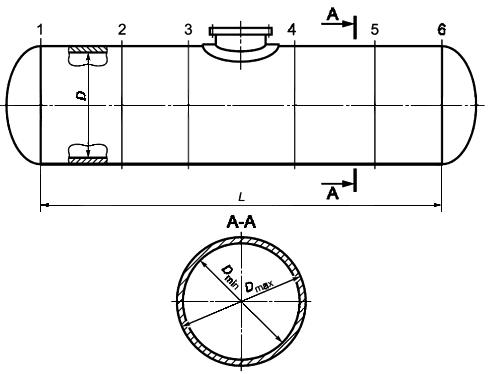
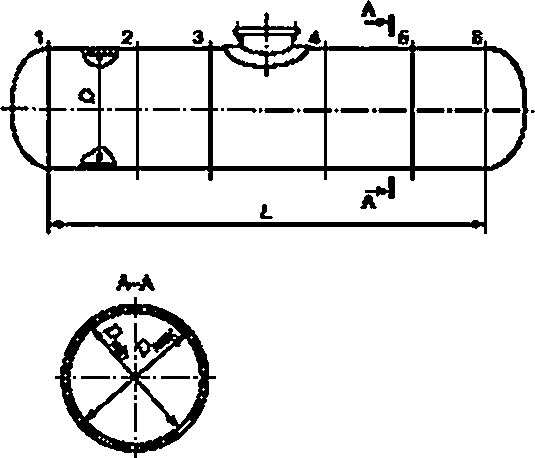
2.8 Раздел 6 «Карта измерений корпуса сосуда»
2.8.1 В графе «Наименование элемента» указываются элементы сосуда, на которых проводятся соответствующие измерения. Этими элементами являются днища, цилиндрические части корпуса одного диаметра и материального исполнения.
2.8.2 В графе «Номер эскиза» указывается соответствующий номер эскиза, прилагаемого изготовителем сосуда к настоящему разделу паспорта. Эскиз выполняется по примеру эскиза N 1, прилагаемого к инструкции.
2.8.3 В графе «Номер сечения» указывается обозначение сечения элемента согласно прилагаемому эскизу.
Число сечений для каждого элемента, в которых проводятся измерения данных параметров и их расположение, устанавливается ОТК изготовителя в зависимости от конструкции, габаритов, результатов визуального контроля.
2.8.4 В графе «Диаметр» указываются:
— номинальный внутренний или наружный диаметр согласно чертежу общего вида или сборочному чертежу;
— допускаемое отклонение диаметра согласно требованиям НД;
— фактические отклонения диаметра.
Измерение фактического диаметра в каждом сечении проводится при помощи рулетки прямым измерением по длине окружности.
2.8.5 В графах «Овальность» и «Отклонение от прямолинейности» указываются:
— допускаемые величины относительной овальности и отклонения от прямолинейности, регламентированные требованиями настоящего стандарта или НД;
— фактические величины относительной овальности и отклонения от прямолинейности.
Фактическая овальность в каждом сечении определяется путем прямых измерений фактических диаметров в нескольких взаимно перпендикулярных направлениях и определении пары с наибольшей разницей между минимальным и максимальным значениями диаметров для последующего вычисления величины фактической овальности.
2.8.6 В графе «Смещение кромок сварных стыковых соединений» указываются для продольных и кольцевых швов:
— допускаемые величины, регламентируемые требованиями настоящего стандарта или НД;
— фактические результаты измерений.
Данная графа заполняется для каждого элемента сосуда. В графе следует указывать максимальное значение.
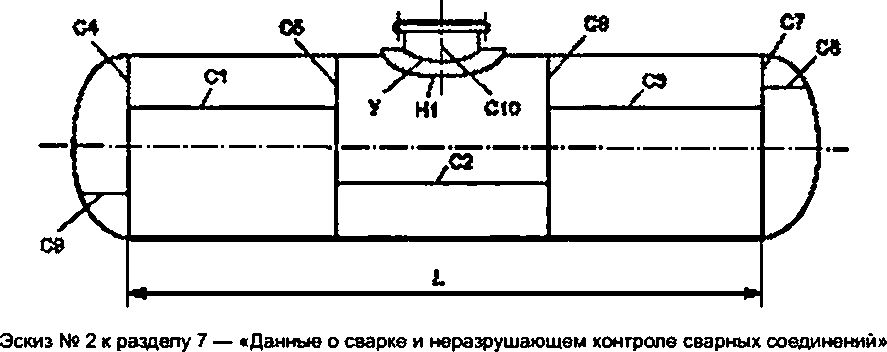
2.9 Раздел 7 «Данные о сварке (пайке) и неразрушающем контроле сварных соединений»
2.9.1 В графе «Обозначение сварного шва» указывается номер или обозначение сварного шва в соответствии со схемой контроля сварных швов, или эскизом, прилагаемым изготовителем к настоящему разделу паспорта. Эскиз выполняется по примеру эскиза N 2, прилагаемого к инструкции.
Должны быть указаны все сварные швы, работающие под давлением, а также шов приварки опоры к корпусу вертикальных сосудов.
2.9.2 В графах «Способ выполнения соединения (сварка, пайка)», «Вид сварки (пайки)» и «Электроды, сварочная проволока, припой (тип, марка, стандарт или технические условия)» указываются способ выполнения соединения (сварка или пайка), вид сварки (автоматическая, ручная и т.д.), марка, номер стандарта или технических условий на присадочные материалы.
2.9.3 В графе «Метод неразрушающего контроля» указывается примененный метод неразрушающего контроля (радиографический, ультразвуковой и др.).
2.9.4 В графе «Объем контроля» указывается объем проведенного контроля.
2.9.5 В графе «Номер и дата документа о проведении контроля» указывается номер и дата документа (протокола, отчета или акта) о проведении неразрушающего контроля.
2.9.6 В графе «Оценка» указывается оценка результата контроля и ссылка на соответствующий НД.
2.10 Раздел 8 «Данные о других испытаниях и исследованиях»
В разделе указываются проведенные изготовителем сосуда испытания механических свойств сварных соединений в соответствии с таблицей 17 настоящего стандарта и исследования, не предусмотренные предыдущими разделами настоящего паспорта (испытание на стойкость к межкристаллитной коррозии, стилоскопирование, металлография и др.), но проведение которых требуется согласно НД.
2.11 Раздел 9 «Данные о термообработке»
2.11.1 Данный раздел заполняется для сосуда в сборе или его частей, подвергнутых послесварочной термообработке.
2.11.2 В графе «Наименование элемента» указывается наименование сборочной единицы или элемента, которые подвергались послесварочной термообработке, в том числе и сосуд в сборе.
2.11.3 В графе «Номер и дата документа» указываются номер и дата документа (протокола, акта) о проведении термообработки.
2.11.4 Раздел разрешается заменять диаграммой термообработки, включающей все сведения настоящего раздела.
2.12 Раздел 10 «Данные о гидравлическом (пневматическом) испытании»
2.12.1 Раздел заполняется изготовителем сосуда, если испытание проводилось на предприятии-изготовителе, или организацией, проводившей испытание на месте монтажа (установки).
2.12.2 В графе «Испытываемая часть сосуда» указывается рабочее пространство (корпус, рубашка, трубное пространство и т.п.), подвергаемое испытанию.
2.12.3 В графе «Испытательная среда» указывается наименование жидкости «Вода» или наименование другой используемой жидкости.
2.12.4 В зависимости от положения (горизонтальное или вертикальное) сосуда при испытании в соответствующей графе указать «Да».
2.13 Раздел 11 «Заключение»
2.13.1 В первом абзаце следует указать номер и наименование стандарта (технических условий), в соответствии с которым изготовлен сосуд.
2.13.2 Подписи главного инженера и начальника ОТК должны быть заверены печатью.
2.14 Разделы 12-18
2.14.1 Разделы 12-18 заполняются владельцем сосуда.
2.14.2 Изготовитель сосуда должен предусмотреть в паспорте для раздела 16 не менее двух страниц, а для раздела 17 — не менее 10 страниц.
ГОСТ Р 52630-2012 Сосуды и аппараты стальные сварные. Общие технические условия (с Изменением N 1)
Эскиз N 1 к разделу 6 — «Карта измерений корпуса сосуда»
Эскиз N 2 к разделу 7 — «Данные о сварке (пайке) и неразрушающем контроле сварных соединений»
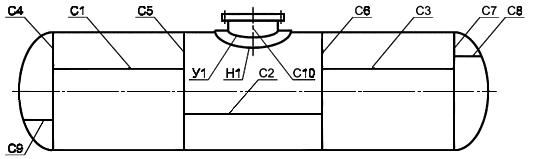
Примечание — Все участки сварных швов, подвергаемых контролю, в том числе места пересечения швов, должны быть обозначены на схеме.
< назад / к содержанию ГОСТа Р 52630-2012/ вперед >

-
Техническое диагностирование
-
Экспертиза промышленной безопасности
-
Проектирование, строительство и ремонт
- 1
- 2
- 3
Общее
- Федеральный закон о промышленной безопасности опасных производственных объектов №116-ФЗ от 21.07.1997 г.
- Градостроительный кодекс РФ
- ПБ 03-246-98 Правила проведения экспертизы промышленной безопасности
- ПБ 03-517-02 Общие правила промышленной безопасности для организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов
- Порядок продления срока безопасной эксплуатации технических устройств, оборудования и сооружений на опасных производственных объектах
- РД 03-298-99 Положение о порядке утверждения заключения экспертизы промышленой безопасности
- Правила аттестации экспертов ЕС ОС
- Требования к НОА
Котлы, сосуды под давлением, трубопроводы пара и горячей воды
- ПБ 10-574-03 Правила устройства и безопасной эксплуатации паровых и водогрейных котлов
- ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением
- РД 03-29-93 Методические указания по проведению технического освидетельствования паровых и водогрейных котлов, сосудов, работающих под давлением, трубопроводов пара и горячей воды
- ПБ 03-584-03 Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных
- РД 03-421-01 Методические указания по проведению диагностирования технического состояния и определению остаточного срока службы сосудов и аппаратов
- РД 10-96-95 Методические указания о составлении паспортов (дубликатов) паровых и водогрейных котлов
- РД 10-210-98 Методические указания по проведению технического освидетельствования металлоконструкций паровых и водогрейных котлов
- РД 10-249-98 Нормы расчета на прочность стационарных котлов и трубопроводов пара и горячей воды
- РД 10-520-02 Положение по проведению экспертизы промышленной безопасности опасных производственных объектов, на которых используются паровые и водогрейные котлы, сосуды, работающие под давлением, трубопроводы пара и горячей воды
- РД 10-577-03. Типовая инструкция по контролю металла и продлению срока службы основных элементов котлов, турбин и трубопроводов тепловых электростанций
- СО 153.34.17.469-2003 Инструкция по продлению срока безопасной эксплуатации паровых котлов с рабочим давлением до 4,0 МПа включительно и водогрейных котлов с температурой воды выше 115 °С
- Положение о системе технического диагностирования паровых и водогрейных котлов промышленной энергетики
- Инструкция по порядку продления срока службы барабанов котлов высокого давления
- СО 153-34.17.439-2003 Инструкция по продлению срока службы сосудов, работающих под давлением
- РД 03-421-01 Методические указания по проведению диагностирования технического состояния и определению остаточного срока службы сосудов и аппаратов
- РД РОСЭК-04-010-98 Методические указания по техническому диагностированию и продлению срока службы барокамер
- СО 153-34.0-17.464-2003 Инструкция по продлению срока службы трубопроводов II, III, IV категорий
- СО 153-34.0-17.470-2003
- СНиП 41-02-2003 «Тепловые сети»
- ГОСТ Р 50599-93 Сосуды и аппараты стальные сварные высокого давления. Контроль неразрушающий при изготовлении и эксплуатации.
- РД 10-400-01 Нормы расчета на прочность трубопроводов тепловых сетей
- РД 153-34.1-21.326-01 Методические указания по обследованию строительных конструкций производственных зданий и сооружений тепловых электростанций
- СА-03-006-06 Методические указания по проведению технического обслуживания, ремонта, обследования, анализа промышленной безопасности производственных зданий и сооружений предприятий, эксплуатирующих взрывоопасные и химически опасные объекты
- И5-94 Инструкцияпо восстановлению паспорта сосуда
Нефтяная и газовая промышленность
- РД 08-195-98 Методические указания по проведению обследования буровых установок с истекшим сроком службы
- ВРД 39.1-10-001-99 Положение по организации и проведению комплексного диагностирования ЛЧ МГ ЕСГ
- Методика проведения комплексного диагностирования трубопроводов и обвязок технологического оборудования газораспределительных станций и магистральных газопроводов
- РД 153-39.4Р-124-02 Методические указания по диагностированию технического состояния и определения сроков последующего освидетельствования технологических трубопроводов и сосудов, работающих под давлением, компрессорных станций ОАО «Газпром»
- РД 153-39.4-041-99 Правила технической эксплуатации магистральных нефтепродуктоводов
- РД 08-95-95 Положение о системе технического диагностирования сварных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов
- СА-03-008-08 Резервуары вертикальные стальные сварные для нефти и нефтепродуктов. Техническое диагностирование и анализ безопасности.
- ОСТ 153-39.4-010-2002 Методика определения остаточного ресурса нефтегазопромысловых трубопроводов и трубопроводов головных сооружений
- ВРД 39-1.10-043-2001 Положение о порядке продления ресурса магистральных газопроводов ОАО «Газпром»
- Методика диагностирования устьевой, фонтанной и нагнетательной арматуры, отработавшей нормативный срок службы
- РД 09-102-95 Методические указания по определению остаточного ресурса потенциально опасных объектов, поднадзорных Гостехнадзору России
- РД 08-272-99 Требования безопасности к буровому оборудованию для нефтяной и газовой промышленности
- РД 22-01.97 Требования к проведению оценки безопасности эксплуатации производственных зданий и сооружений поднадзорных промышленных производств и объектов
- Методика проведения экспертизы промышленной безопасности зданий и сооруженй на опасных производственных объектах
- РД 08-425-01 Положение о рассмотрении документации на технические устройства для нефтегазодобывающих и газоперерабатывающих производств, объектов геологоразведочных работ и магистральных газо-, нефте- и продуктопроводов, проведении приемочных испытаний технических устройств и выдаче разрешений на их применение
- Инструкция по проведению диагностического обследования (паспортизации) подземных технологических трубопроводов промплощадок компрессорных станций
- Инструкция по проведению диагностического обследования (паспортизации) подземных технологических трубопроводов обвязок АВО газа
- Инструкция по проведению диагностического обследования (паспортизации) подземных технологических трубопроводов обвязок нагнетателей ГПА ОАО «Газпром»
- СТО Газпром 2-2.3-244-2008 Инструкция по восстановлению исполнительной документации
Эксплуатация газового хозяйства
- СНиП 42-01-2002 Газораспределительные системы
- СНиП 42-103-2003 Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов
- РД 12-608-03 Положение по проведению экспертизы промышленной безопасности на объектах газоснабжения
- РД 34-20.595-97 Рекомендации по проверке технического состояния стальных наружных и внутренних газопроводов системы газоснабжения тепловых электростанций, пиковых котельных и котельных теплосети. Общие требования. Методы оценки.
- РД 12-411-01 Инструкция по диагностированию технического состояния подземных стальных газопроводов
- Методика технического диагностирования надземных газопроводов
- Методика проведения оценки соответствия и определения срока дальнейшей эксплуатации газового оборудования промышленных печей, котлов, ГРП, ГРУ, ШРП и стальных газопроводов
- РД 153-39.1-059-00 Методика ТД газорегуляторных пунктов
- Методика проведения технической диагностики ГГУ газопотребляющего оборудования
- Методика проведения оценки соответствия зданий и сооружений на опасных производственных объектах газоснабжения
Версия для печати
ИНСТРУКЦИЯ о порядке оформления и заполнения паспорта
1 Общие положения
1.1 Раздел паспорта «Общие сведения», разделы 1-11 и приложения заполняются изготовителем сосуда, а разделы 12-18 — владельцем сосуда.
Сведения о разрешительных документах (декларация о соответствии или сертификат соответствия требованиям ТР ТС), номер и дата регистрации или выдачи и срок действия заполняются изготовителем или лицом, уполномоченным изготовителем.
1.2 Единицы физических величин следует указывать в системе СИ.
1.3 Опечатки, описки и графические неточности, допущенные в процессе заполнения паспорта, разрешается исправлять. Правомочность исправления следует подтвердить надписью «Исправленному верить», заверенной печатью.
1.4 Перед отрицательными значениями величин следует писать слово «минус». Не допускается проставлять математический знак (например: «+», «-«, «<«, «>», «=» и др.) без цифры, а также математический знак минус («-«) перед отрицательным значением величины.
1.5 Все строки и графы разделов (таблиц) должны быть заполнены.
Не допускается ставить кавычки вместо повторяющихся цифр, марок сталей, знаков, математических и химических символов.
Если в строках или графах разделов (таблиц) не требуется указывать цифровые или иные сведения, то в них ставят прочерк.
1.6 В случае изготовления сосуда или его частей из импортных материалов в паспорт сосуда заносятся данные по соответствующим сертификатам на применяемые материалы. Указание российских аналогов не требуется.
1.7 Паспорт сосуда и прилагаемые к нему материалы, включая чертежи и расчеты на прочность, должны полностью соответствовать изготовленному сосуду.
2 Порядок заполнения разделов паспорта
2.1 Раздел «Содержание паспорта»
2.1.1 В графе «Наименование» перечисляются все разделы паспорта, содержащие сведения о данной конструкции, а также прилагаемые к паспорту документы.
2.1.2 В графе «Число листов/страниц» указывается общее число листов/страниц документа данного наименования.
2.1.3 Необходимость приложения дополнительной документации изготовителя, ее состав и объем определяет изготовитель сосуда.
2.2 Раздел «Общие сведения о сосуде»
В строке «Идентификационный (заводской) номер» следует указывать порядковый номер сосуда по системе нумерации изготовителя.
2.3 Раздел 1 «Техническая характеристика и параметры»
2.3.1 В головке таблицы графу «Наименование частей сосуда» следует разделить на число подграф, соответствующее числу наименований герметично разделенных пространств (частей) сосуда: корпус, рубашка, трубное пространство и т.д. То есть, число подграф графы «Наименование частей сосуда» должно соответствовать числу разделенных пространств (частей) сосуда.
2.3.2 В строке «Рабочее давление» указывается рабочее давление, приведенное в конструкторской документации (в сборочном чертеже). Под рабочим давлением следует понимать максимальное внутреннее избыточное или наружное давление, возникающее при нормальном протекании рабочего процесса, без учета гидростатического давления среды и допустимого кратковременного повышения давления во время срабатывания предохранительного клапана или другого предохранительного устройства.
2.3.3 В строке «Расчетное давление» указывается расчетное давление, приведенное в конструкторской документации (в чертеже общего вида или в сборочном чертеже), или номинальное давление для стандартных сосудов.
В случае, когда указывается номинальное давление, необходимо дать сведения о пределах применения сосуда в зависимости от давления и температуры. Под расчетным давлением следует понимать давление, на которое производится расчет на прочность.
2.3.4 В строке «Пробное давление» указывается давление, при котором проводилось гидравлическое (пневматическое) испытание при изготовлении сосуда. При замене гидравлического (пневматического) испытания другим видом испытания в этой строке делается запись (см. раздел 8 паспорта).
2.3.5 В строках «Рабочая температура» и «Расчетная температура стенки» указывается температура, приведенная в конструкторской документации (в сборочном чертеже). Под рабочей температурой следует понимать максимальную рабочую температуру среды, возникающую при нормальном протекании рабочего процесса.
2.3.6 В строке «Минимально допустимая температура стенки сосуда, находящегося под расчетным давлением» указывается температура в соответствии с 5.1.4 настоящего стандарта.
Для сосудов, устанавливаемых в отапливаемом помещении, строка «Минимально допустимая температура стенки сосуда, находящегося под расчетным давлением» не заполняется.
2.3.7 Строка «Наименование рабочей среды» заполняется в соответствии с конструкторской документацией (сборочным чертежом), а при отсутствии сведений о среде в чертеже данная строка заполняется владельцем сосуда.
2.3.8 В строке «Характеристика рабочей среды» следует указывать класс опасности согласно ГОСТ 12.1.007, взрывоопасность («Да» или «Нет»), пожароопасность («Да» или «Нет») среды.
2.3.9 Строка «Прибавка для компенсации коррозии (эрозии)» заполняется в соответствии с технической характеристикой сборочного чертежа.
2.3.10 В строке «Вместимость» указывается номинальный объем рабочего пространства (частей) сосуда.
2.3.11 В строке «Максимальная масса заливаемой рабочей среды» указываются сведения только для сосудов со сжиженными газами, степень заполнения которых средой устанавливается взвешиванием.
2.3.12 В строке «Назначенный срок службы сосуда» указывается назначенный срок службы сосуда согласно сведениям автора проектной документации.
2.3.13 Таблицу «Техническая характеристика и параметры» допускается дополнить данными, определяющими специфику эксплуатации конкретных типов сосудов.
2.4 Раздел 2 «Сведения об основных частях сосуда»
2.4.1 Графа «Наименование частей сосуда» заполняется в соответствии с данными сборочного чертежа.
В разделе приводятся данные по основным частям сосуда, работающим под давлением (обечайкам корпуса, днищам, коническим переходам, корпусным фланцам, трубным решеткам, теплообменным трубам и др.).
Элементы корпуса одного диаметра, толщины и материального исполнения разрешается не разбивать на отдельные составные части (обечайки и др.).
2.4.2 В графе «Число» указывается общее число одинаковых частей сосуда.
2.4.3 В графе «Размеры» указываются номинальные размеры (диаметр, толщина стенки, длина или высота) частей сосуда после изготовления.
2.4.4 В графе «Материал» указываются марка материала, номер стандарта или технических условий на химический состав металла и технические требования.
2.4.5 В графе «Примечание» указывается способ изготовления сосуда (цельнотянутый, литой и др.).
2.5 Раздел 3 «Данные о штуцерах, фланцах, крышках и крепежных изделиях»
2.5.1 В графе «Наименование» указывается обозначение штуцера и перечисляются все детали, входящие в данный узел (патрубок, фланец, крышка, укрепляющее кольцо, прокладка, крепеж). Разрешается указывать условные обозначения стандартных деталей.
2.5.2 В графе «Число» указывается общее число однотипных деталей.
2.5.3 В графе «Размеры» следует указывать:
— для патрубка — наружный или внутренний диаметр и толщину стенки;
— для фланца — габаритные размеры и внутренний диаметр;
— для крышки — наружный диаметр и толщину;
— для укрепляющего кольца — наружный диаметр и толщину;
— для прокладки — наружный (внутренний) или средний диаметр и толщину;
— для крепежа — номинальный диаметр резьбы.
2.5.4 В графе «Материал» указывается марка материала, номер стандарта (технических условий) на химический состав и технические требования.
2.6 Раздел 4 «Данные о предохранительных устройствах, основной арматуре, контрольно-измерительных приборах, приборах безопасности»
2.6.1 Раздел заполняется изготовителем сосуда только в случае поставки предохранительных устройств, арматуры и приборов вместе с сосудом, в противном случае изготовитель делает запись «В объем поставки не входит».
2.6.2 В графе «Наименование» указываются:
— для предохранительного клапана — наименование или условное обозначение по паспорту;
— для мембранного предохранительного устройства — наименование или тип по паспорту;
— для запорной и регулирующей арматуры, а также приборов для измерения давления, температуры, указателей уровня жидкости и т.п. — наименование или условное обозначение по нормативной документации.
При установке звуковых, световых или других сигнализаторов и блокировок следует указать подробную их характеристику.
2.6.3 В графе «Число» указывается общее число устройств, арматуры, приборов одного типа.
2.6.4 В графе «Место установки» указывается наименование сборочной единицы, на которой устанавливаются устройство, арматура или приборы.
2.6.5 В графе «Номинальный диаметр» для мембранных предохранительных устройств указывается номинальный диаметр мембраны.
2.6.6 В графе «Номинальное давление» для мембранных предохранительных устройств указываются минимальное и максимальное давления срабатывания.
2.6.7 В графе «Материал корпуса» указываются марка материала, номер стандарта на химический состав и технические требования.
2.7 Раздел 5 «Данные об основных материалах, применяемых при изготовлении сосуда»
2.7.1 В графе «Наименование элемента» указывается наименование элементов, которые находятся под давлением (обечайка, днище, крышка, трубная решетка, рубашка, штуцера, фланцы и т.д.).
2.7.2 В графе «Материал» указываются марка материала, номер стандарта или технических условий на химический состав и технические требования, номер плавки (партии) из сертификата на материал, номер и дата сертификата изготовителя металлопродукции или протокола или, в случае отсутствия сертификата, номер и дата протокола заводских испытаний изготовителя сосуда.
2.7.3 В остальных графах указываются данные из сертификатов изготовителя металлопродукции, а в случае отсутствия сертификатов — данные из протоколов заводских испытаний изготовителя сосуда.
Для деталей, кроме указанных в разделе 2 паспорта, графы, содержащие сведения по механическим испытаниям, химическому составу, а также графа, содержащая дополнительные данные, не заполняются, если соответствующие сертификаты (протоколы заводских испытаний) прилагаются к паспорту.
Заполнение указанных граф для основных элементов сосудов по разделу 2 — обязательно.
2.8 Раздел 6 «Карта измерений корпуса сосуда»
2.8.1 В графе «Наименование элемента» указываются элементы сосуда, на которых проводятся соответствующие измерения. Этими элементами являются днища, цилиндрические части корпуса одного диаметра и материального исполнения.
2.8.2 В графе «Номер эскиза» указывается соответствующий номер эскиза, прилагаемого изготовителем сосуда к настоящему разделу паспорта. Эскиз выполняется по примеру эскиза N 1, прилагаемого к инструкции.
2.8.3 В графе «Номер сечения» указывается обозначение сечения элемента согласно прилагаемому эскизу.
Число сечений для каждого элемента, в которых проводятся измерения данных параметров и их расположение, устанавливается ОТК изготовителя в зависимости от конструкции, габаритов, результатов визуального контроля.
2.8.4 В графе «Диаметр» указываются:
— номинальный внутренний или наружный диаметр согласно чертежу общего вида или сборочному чертежу;
— допускаемое отклонение диаметра согласно требованиям НД;
— фактические отклонения диаметра.
Измерение фактического диаметра в каждом сечении проводится при помощи рулетки прямым измерением по длине окружности.
2.8.5 В графах «Овальность» и «Отклонение от прямолинейности» указываются:
— допускаемые величины относительной овальности и отклонения от прямолинейности, регламентированные требованиями настоящего стандарта или НД;
— фактические величины относительной овальности и отклонения от прямолинейности.
Фактическая овальность в каждом сечении определяется путем прямых измерений фактических диаметров в нескольких взаимно перпендикулярных направлениях и определении пары с наибольшей разницей между минимальным и максимальным значениями диаметров для последующего вычисления величины фактической овальности.
2.8.6 В графе «Смещение кромок сварных стыковых соединений» указываются для продольных и кольцевых швов:
— допускаемые величины, регламентируемые требованиями настоящего стандарта или НД;
— фактические результаты измерений.
Данная графа заполняется для каждого элемента сосуда. В графе следует указывать максимальное значение.
2.9 Раздел 7 «Данные о сварке (пайке) и неразрушающем контроле сварных соединений»
2.9.1 В графе «Обозначение сварного шва» указывается номер или обозначение сварного шва в соответствии со схемой контроля сварных швов, или эскизом, прилагаемым изготовителем к настоящему разделу паспорта. Эскиз выполняется по примеру эскиза N 2, прилагаемого к инструкции.
Должны быть указаны все сварные швы, работающие под давлением, а также шов приварки опоры к корпусу вертикальных сосудов.
2.9.2 В графах «Способ выполнения соединения (сварка, пайка)», «Вид сварки (пайки)» и «Электроды, сварочная проволока, припой (тип, марка, стандарт или технические условия)» указываются способ выполнения соединения (сварка или пайка), вид сварки (автоматическая, ручная и т.д.), марка, номер стандарта или технических условий на присадочные материалы.
2.9.3 В графе «Метод неразрушающего контроля» указывается примененный метод неразрушающего контроля (радиографический, ультразвуковой и др.).
2.9.4 В графе «Объем контроля» указывается объем проведенного контроля.
2.9.5 В графе «Номер и дата документа о проведении контроля» указывается номер и дата документа (протокола, отчета или акта) о проведении неразрушающего контроля.
2.9.6 В графе «Оценка» указывается оценка результата контроля и ссылка на соответствующий НД.
2.10 Раздел 8 «Данные о других испытаниях и исследованиях»
В разделе указываются проведенные изготовителем сосуда испытания механических свойств сварных соединений в соответствии с таблицей 17 настоящего стандарта и исследования, не предусмотренные предыдущими разделами настоящего паспорта (испытание на стойкость к межкристаллитной коррозии, стилоскопирование, металлография и др.), но проведение которых требуется согласно НД.
2.11 Раздел 9 «Данные о термообработке»
2.11.1 Данный раздел заполняется для сосуда в сборе или его частей, подвергнутых послесварочной термообработке.
2.11.2 В графе «Наименование элемента» указывается наименование сборочной единицы или элемента, которые подвергались послесварочной термообработке, в том числе и сосуд в сборе.
2.11.3 В графе «Номер и дата документа» указываются номер и дата документа (протокола, акта) о проведении термообработки.
2.11.4 Раздел разрешается заменять диаграммой термообработки, включающей все сведения настоящего раздела.
2.12 Раздел 10 «Данные о гидравлическом (пневматическом) испытании»
2.12.1 Раздел заполняется изготовителем сосуда, если испытание проводилось на предприятии-изготовителе, или организацией, проводившей испытание на месте монтажа (установки).
2.12.2 В графе «Испытываемая часть сосуда» указывается рабочее пространство (корпус, рубашка, трубное пространство и т.п.), подвергаемое испытанию.
2.12.3 В графе «Испытательная среда» указывается наименование жидкости «Вода» или наименование другой используемой жидкости.
2.12.4 В зависимости от положения (горизонтальное или вертикальное) сосуда при испытании в соответствующей графе указать «Да».
2.13 Раздел 11 «Заключение»
2.13.1 В первом абзаце следует указать номер и наименование стандарта (технических условий), в соответствии с которым изготовлен сосуд.
2.13.2 Подписи главного инженера и начальника ОТК должны быть заверены печатью.
2.14 Разделы 12-18
2.14.1 Разделы 12-18 заполняются владельцем сосуда.
2.14.2 Изготовитель сосуда должен предусмотреть в паспорте для раздела 16 не менее двух страниц, а для раздела 17 — не менее 10 страниц.
ГОСТ Р 52630-2012 Сосуды и аппараты стальные сварные. Общие технические условия (с Изменением N 1)
Эскиз N 1 к разделу 6 — «Карта измерений корпуса сосуда»
Эскиз N 2 к разделу 7 — «Данные о сварке (пайке) и неразрушающем контроле сварных соединений»
Примечание — Все участки сварных швов, подвергаемых контролю, в том числе места пересечения швов, должны быть обозначены на схеме.
< назад / к содержанию ГОСТа Р 52630-2012/ вперед >
Версия для печати
Сведения о разрешительных документах (декларация о соответствии или сертификат соответствия требованиям технических регламентов, номер и дата регистрации или выдачи и срок действия)
Общие сведения о сосуде
___________________________________
Наименование сосуда
Идентификационный (заводской) номер __________
Изготовлен ___________________________________
дата изготовления
_____________________________________________
наименование и адрес изготовителя
1. Техническая характеристика и параметры
| Наименование частей сосуда | ||||
| Рабочее давление, МПа | ||||
| Расчетное давление, МПа | ||||
|
Пробное давление испытания при изготовлении, МПа |
гидравлическое | |||
| пневматическое | ||||
| Рабочая температура, ºС | ||||
| Расчетная температура стенки, ºС | ||||
|
Минимальная допустимая температура стенки сосуда, находящегося под расчетным давлением, ºС |
||||
| Наименование рабочей среды | ||||
|
Характеристика рабочей среды |
Класс опасности | |||
| Взрывоопасность | ||||
| Пожароопасность | ||||
|
Прибавка для компенсации коррозии (эрозии) за назна- ченный срок службы, мм |
||||
| Вместимость, м3 | ||||
| Масса пустого сосуда, кг | ||||
| Максимальная масса заливаемой рабочей среды*, кг | ||||
| Назначенный или расчетный срок службы сосуда, лет | ||||
|
Число циклов нагружения за назначенный или расчетный срок службы |
||||
| Группа сосуда по таблице 1 ГОСТ 34347 | ||||
| Группа рабочей среды по ТР ТС 032/2013 | ||||
| * Для сосудов со сжиженными газами. |
2. Сведения об основных частях сосуда
|
Наименование частей сосуда (обечайка. днище, решетка, трубы, рубашка и ар.) |
Количество, шт. | Размеры, мм | Материал | |||
|---|---|---|---|---|---|---|
|
Диаметр внутренний или наружный |
Толщина сгонки | Длина (высота) | Марка |
Стандарт или технические условия* |
||
* Действуют только в Российской Федерации и государствах, упомянутых в предисловии как проголосовавшие за принятие межгосударственного стандарта.
3. Данные о штуцерах, фланцах, крышках и крепежных изделиях
| Наименование | Количество, шт. | Размеры, мм. или номер по спецификации | Материал | |
|---|---|---|---|---|
| Марка |
Стандарт или технические условия* |
|||
* Действуют только 8 Российской Федерации и государствах, упомянутых в предисловии как проголосовавшие за принятие межгосударственного стандарта.
4. Данные о предохранительных устройствах, основной арматуре, контрольно-измерительных приборах, приборах безопасности
| Наименование | Количество, шт. | Место установки |
Номинальный диаметр, мм |
Номинальное давление, МПа | Материал корпуса | |
|---|---|---|---|---|---|---|
| Марка | Стандарт | |||||
5. Данные об основных материалах, применяемых при изготовлении сосуда
|
Наимено вание элемента |
Материал |
Данные механических испытаний по сертификату или протоколу заводских испытаний |
||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Марка | Стандарт или технич. условия | Номер плавки (партии) |
Номер и дата сертифи ката (прото кола) |
При t-20ºC | ||||||
| Предел текучести, R, МПа |
Временное сопротив ление (предел прочности), Rm, МПа |
Относи тельное удлине ние As, % |
Относи тельное суже ние, Ψ, % |
Ударная вязкость, Дж/см2 |
Тип образ ца |
|||||
|
до старе ния |
после старе ния |
|||||||||
(продолжение)
|
Данные механических испытаний по сертификату или протоколу заводских испытаний |
Дополнительные данные (ультразвуковой контроль, испытания на твердость, состояние исходной термообработки и др.) | Химический состав по сертификату или протоколу заводских исследований | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| При t<20ºC | |||||||||||||||
| Ударная вязкость, Дж/см2 |
Темпе ратура, ºС |
Тип образ ца |
C | Mn | Si | Cr | Ni | Ma | Cu | Ti | V | S | P | Прочие элементы | |
*Действует только в Российской Федерации и государствах, упомянутых в предисловие как проголосовавшие за принятие межгосударственного стандарта
6. Карта измерений корпуса сосуда
|
Наимено вание элемента |
Номер эскиза |
Номер сече ния |
Номиналь ный наружный или внутрен ний диаметр, мм |
Отклонение диаметра, мм |
Овальность, % |
Отклонение от прямоли нейности, мм |
Смещение кромок сварных стыковых соединений, мм |
||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| продольных | кольцевых | ||||||||||||
|
допус тимое |
изме ренное |
допус тимая |
изме ренная |
допус тимое |
изме ренное |
допус тимое |
изме ренное |
допус тимое |
изме рен ное |
||||
7. Данные о сварке и не разрушающем контроле сварных соединений
| Обозначение сварного шва | Материал соединяемых элементов | Вид сварки | Тип сварного соединения |
Электроды, сварочная проволока, припой (тип. марка, стандарт или технические условия’) |
Метод нераз- рушаюшего контроля |
Объем контроля. % |
номер и дата документа о проведении контроля |
Оценка |
|---|---|---|---|---|---|---|---|---|
| * Действуют только в Российской Федерации и государствах, упомянутых в предисловии как проголосовавшие за принятие межгосударственного стандарта. |
8. Результаты испытаний и исследований контрольных сварных соединений
|
Номер контрольного сварного соединения и обозначение сырного шва, который оно воспроизводит |
Обозначения однотипных сварных швов, на которые распространяется контрольное сварное соединение |
Документ о проведении испытаний (номер и дата) |
Механическое испытание | ||||
|---|---|---|---|---|---|---|---|
| сварного соединения | |||||||
| Временное сопротивление Rm, МПа | Ударная вязкость, Дж/см2 (кгс/см2) | Температура, °С | Тип образца | Диаметр оправки, мм и угол изгиба, ° | |||
(продолжение)
| Механическое испытание | Металлографическое исследование |
Клеймо свар щика |
||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| металла шва | зоны термического влияния (околошовной зоны) | Оценка |
Номер и дата документа макро- или микро иссле дования |
Оценка | ||||||
|
Временное сопротив ление Rm, МПа |
Относи тельное удли нение As, % |
Твер дость, НВ |
Ударная вязкость, Дж/см2 (кгс/см2) |
Темпе ратура, °С |
Тип обра зца |
Твер дость, НВ |
||||
9. Данные о других испытаниях и исследованиях
10. Данные о термообработке
| Наименование элемента |
Номер и дата документа |
Вид термообработки |
Температура термообработки, ºС |
Скорость, *С/ч |
Продолжи- тельность выдержки, ч |
Способ охлаждения | |
|---|---|---|---|---|---|---|---|
| нагрева | охлаждения | ||||||
11. Данные о гидравлическом (пневматическом) испытании
Сосуд успешно прошел следующие испытания:
| Вид и условия испытания | Испытуемая часть сосуда | ||||
|---|---|---|---|---|---|
|
Гидравлическое испытание |
Пробное давление, МПа | ||||
| Испытательная среда | |||||
| Температура испытательной среды, ºС | |||||
| Продолжительность выдержки, ч (мин) | |||||
| Пневматическое испытание | Пробное давление, МПа | ||||
| Продолжительность выдержки, ч (мин) | |||||
| Положение сосуда при испытании | горизонтальное | ||||
| вертикальное | |||||
| * В нужной графе указать «Да» |
12. Заключение
Сосуд изготовлен в полном соответствии с наименование, обозначение и дата утверждения документа
Сосуд подвергнут визуальному контролю и гидравлическому или пневматическому испытаниям пробным давлением согласно разделу 11.
Сосуд признан годным для работы с указанными в настоящем паспорте параметрами.
Главный инженер
расшифровка подписи
М.П.
Начальник ОТК
расшифровка подписи
дата
13. Сведения о местонахождении сосуда
| Наименование предприятия-владельца | Местонахождение сосуда | Дата установки |
|---|---|---|
14.Ответственные за исправное состояние и безопасное действие сосуда
| Номер и дата приказа о назначении |
Должность, фамилия, имя, отчество ответственного |
Подпись |
|---|---|---|
15. Сведения об установленной арматуре
| Дата | Наименование | Кол-во, шт. |
Номиналь- ный диа- метр, мм |
Номиналь- ное давле- ние, МПа |
Материал (марка, стандарт или технические условия*) | Место установки |
Подпись ответ- ственного лица за исправное состояние и безо- пасное действие сосуда |
|---|---|---|---|---|---|---|---|
|
* Действуют только в Российской Федерации и государствах, упомянутых в предисловии как проголосо- вавшие за принятие межгосударственного стандарта. |
16. Другие данные об установке сосуда
а) коррозионность среды_________________________
б) противокоррозионное покрытие__________________
в) тепловая изоляция____________________________
г) футеровка___________________________________
д) схема подключения сосуда в установку (линию)____
17. Сведения о замене и ремонте основных элементов сосуда и арматуры
| Дата | Сведения о замене и ремонте | Подпись ответственного лица, проводившею работы |
|---|---|---|
18. Запись результатов освидетельствования
| Освидетельствование | Разрешенное давление, МПа |
Срок следующего освидетельствования |
|
|---|---|---|---|
| Дата | Результаты | ||
19. Регистрация сосуда
Сосуд зарегистрирован за № ______________________
в _____________________________________________
(регистрирующий орган)
В паспорте пронумеровано и прошнуровано____________ страниц и ______________ чертежей
_____________________________ __________________________ ________________________________
должность представителя подпись ФИО
Т2 Инструкция о порядке оформления и заполнения паспорта
Т.2.1 Общие положения
Т.2.1.1 Раздел паспорта «Общие сведения», разделы 1—12 и приложения заполняет изготовитель сосуда, а разделы 13—19 — владелец сосуда.
Сведения о разрешительных документах (декларация о соответствии или сертификат соответствия требованиям ТР ТС 032/2013, номер и дату регистрации или выдачи и срок действия заполняет изготовитель или лицо, уполномоченное изготовителем.
Т.2.1.2 Единицы физических величин необходимо указывать в системе СИ.
Т.2.1.3 Опечатки, описки и графические неточности, допущенные 8 процессе заполнения паспорта, разрешается исправлять.
Правомочность исправления необходимо подтвердить надписью «Исправленному верить», заверенной печатью.
Т.2.1.4 Перед отрицательными значениями величин необходимо писать слово «минус». Не допускается проставлять математический знак (например. «+». «-». «<». «>», «в» и др.) без цифры, а также математический знак минус («-») перед отрицательным значением величины.
Т.2.1.5 Все строки и графы разделов (таблиц) должны быть заполнены.
Не допускается ставить кавычки вместо повторяющихся цифр, марок сталей, знаков, математических и химических символов.
Если в строках или графах разделов (таблиц) не требуется указывать цифровые или иные сведения, то в них ставят прочерк.
Т.2.1.6 В случае изготовления сосуда или его частей из импортных материалов в паспорт сосуда заносят данные по соответствующим сертификатам на применяемые материалы. Указание российских аналогов не требуется.
Т.2.1.7 Паспорт сосуда и прилагаемые к нему материалы, включая чертежи и расчеты на прочность, должны полностью соответствовать изготовленному сосуду.
Т.2.1.8 Данная форма паспорта может быть использована в случае изготовления сосуда из других конструкционных материалов (цветных металлов, полимеров и др.}. а также с применением иных способов соединения элементов сосуда (пайки и др.) при соответствующей корректировке.
Т.2.2 Порядок заполнения разделов паспорта
Т.2.2.1 Раздел «Содержание паспорта»
Т.2.2.1.1 В графе «Наименование» перечисляют все разделы паспорта, содержащие сведения о данной конструкции. а также прилагаемые к паспорту документы.
Т.2.2.1.2 В графе «Количество листов/страниц» указывается общее количество листов/страниц документа данного наименования.
Т.2.2.1.3 Необходимость приложения дополнительной документации изготовителя, ее состав и объем определяет изготовитель сосуда.
Т.2.2.2 Раздел «Общие сведения о сосуде»
В строке «Идентификационный (заводской) номер» необходимо указывать порядковый номер сосуде по системе нумерации изготовителя.
Т.2.2.3 Раздел 1 «Техническая характеристика и параметры»
Т.2.2.3.1 Графу «Наименование частей сосуда» необходимо разделить на количество подграф, соответствующее количеству наименований герметично разделенных пространств (частей) сосуда: корпус, рубашка, трубное пространство и т. д. То есть количество подграф графы «Наименование частей сосуда» должно соответствовать количеству разделенных пространств (частей) сосуда.
Т.2.2.3.2 В строке «Рабочее давление» указывают рабочее давление, приведенное в конструкторской документации (в сборочном чертеже). Под рабочим давлением следует понимать максимальное внутреннее избыточное или наружное давление, возникающее при нормальном протекании рабочего процесса, без учета гидростатического давления среды и допустимого кратковременного повышения давления ао время срабатывания предохранительного клапана или другого предохранительного устройства.
Т.2.2.3.3 В строке «Расчетное давление» указывают расчетное давление, приведенное в конструкторской документации (а чертеже общего айда или в сборочном чертежа), или номинальное давление для стандартных сосудов.
В случае, когда указывают номинальное давление, необходимо дать сведения о пределах применения сосуда а зависимости от давления и температуры. Под расчетным давлением следует понимать давление, на которое проводят расчет на прочность.
Т.2.2.3.4 В строке «Пробное давление» указывают давление, при котором проводилось гидравлическое (пневматическое) испытание при изготовлении сосуда. При замене гидравлического (пневматического) испытания другим видом испытания в этой строке делают соответствующую запись (см. раздел 9 паспорта).
Т.2.2.3.5 В строках «Рабочая температура» и «Расчетная температура стенки» указывают температуру, приведенную а конструкторской документации (в сборочном чертеже). Под рабочей температурой следует понимать максимальную рабочую температуру среды, возникающую при нормальном протекании рабочего процесса.
Т.2.2.3.6 В строке «Минимально допустимая температура стенки сосуда, находящегося под расчетным давлением» указывают температуру а соответствии с 4.1.4.
Для сосудов, устанавливаемых в отапливаемом помещении, строку «Минимально допустимая температура стенки сосуда, находящегося под расчетным давлением» не заполняют.
Т.2.2.3.7 Строку «Наименование рабочей среды» заполняют в соответствии с конструкторской документацией (сборочным чертежом), а при отсутствии сведений о среде в чертеже данную строку заполняет владелец сосуда.
Т.2.2.3.8 В строке «Характеристика рабочей среды» необходимо указывать класс опасности согласно ГОСТ 12.1.007. взрывоопасность («Да» или «Нет»), пожароопасность («Да» или «Нет») среды.
Т.2.2.3.9 Строку «Прибавка для компенсации коррозии (эрозии)» заполняют в соответствии с технической характеристикой сборочного чертежа.
Т.2.2.3.10 В строке «Вместимость» указывают номинальный объем рабочего пространства (частей) сосуда.
Т.2.2.3.11 В строке «Максимальная масса заливаемой рабочей среды» указывают сведения только для сосудов со сжиженными газами, степень заполнения которых средой устанавливается взвешиванием.
Т.2.2.3.12 В строке «Назначенный или расчетный срок службы сосуда» указывают назначенный или расчетный срок службы сосуда согласно сведениям автора проектной документации.
T.2.2.3.13 Таблицу «Техническая характеристика и параметры» допускается дополнить данными, определяющими специфику эксплуатации конкретных типов сосудов.
Т.2.2.4 Раздел 2 «Сведения об основных частях сосуда»
Т.2.2.4.1 Графу «Наименование частей сосуда» заполняют в соответствии с данными сборочного чертежа.
В разделе приводят данные по основным частям сосуда, работающим под давлением (обечайкам корпуса, днищам, коническим переходам, корпусным фланцам, трубным решеткам, теплообменным трубам).
Элементы корпуса одного диаметра, толщины и материального исполнения разрешается не разбивать на отдельные составные части (обечайки и др.).
Т.2.2.4.2 В графе «Количество» указывают общее количество одинаковых частей сосуда.
Т.2.2.4.3 В графе «Размеры» указывают номинальные размеры (диаметр, толщину стеши, длину или высоту) частей сосуда после изготовления.
Т.2.2.4.4 В графе «Материал» указывают марку материала, номер стандарта или технических условий* на химический состав металла и технические требования.
Т.2.2.5 Раздел 3 «Данные о штуцерах, фланцах, крышках и крепежных изделиях»
Т.2.2.5.1 В графе «Наименование» указывают обозначение штуцера и перечисляют все детали, входящие в данный узел и находящиеся под рабочим давлением (патрубок, фланец, крышку, укрепляющее кольцо, прокладку, крепеж). Разрешается указывать условные обозначения стандартных деталей.
Т.2.2.5.2 В графе «Количество» указывают общее количество однотипных деталей.
Т.2.2.5.3 В графе «Размеры» необходимо указывать:
- наружный или внутренний диаметр и толщину стенки — для патрубка:
- габаритные размеры и внутренний диаметр — для фланца:
- наружный диаметр и толщину — для крышки:
- наружный диаметр и толщину — для укрепляющего кольца:
- наружный (внутренний) или средний диаметр и толщину — для прокладки:
- номинальный диаметр резьбы — для крепежа.
Т.2.2.5.4 В графе «Материал» указывают марку материала, номер стандарта (технических условий*) на химический состав и технические требования.
Т.2.2.6 Раздел 4 «Данные о предохранительных устройствах, основной арматуре, контрольно-измерительных приборах, приборах безопасности»
Т.2.2.6.1 Раздел заполняет изготовитель сосуда только в случае поставки предохранительных устройств, арматуры и приборов вместе с сосудом, в противном случае изготовитель делает запись «В объем поставки не входит».
Т.2.2.6.2 В графе «Наименование» указывают:
- наименование или условное обозначение по паспорту — для предохранительного клапана:
- наименование или тип по паспорту — для мембранного предохранительного устройства:
- наименование или условное обозначение по нормативному документу — для запорной и регулирующей
- арматуры, а также приборов для измерения давления, температуры, указателей уровня жидкости и т. п.
При установке звуковых, световых или других сигнализаторов и блокировок необходимо указать подробную их характеристику.
Т.2.2.6.3 В графе «Количество» указывают общее количество устройств, арматуры, приборов одного типа.
Т.2.2.6.4 В графе «Место установки» указывают наименование сборочной единицы, на которой устанавливают устройство, арматуру или приборы.
Т.2.2.6.5 В графе «Номинальный диаметр» для мембранных предохранительных устройств указывают номинальный диаметр мембраны.
Т.2.2.6.6 В графе «Номинальное давление» для мембранных предохранительных устройств указывают минимальное и максимальное давления срабатывания.
Т.2.2.6.7 В графе «Материал корпуса» указывают марку материала, номер стандарта или технических условий’ на химический состав и технические требования.
Т.2.2.7 Раздел 5 «Данные об основных материалах, применяемых при изготовлении сосуда»
Т.2.2.7.1 В графе «Наименование элемента» указывают наименование элементов, которые находятся под давлением (обечайки, днища, крышки, трубной решетки, рубашки, штуцеров, фланцев и т. д.).
Т.2.2.7.2 В графе «Материал» указывают марку материала, номер стандарта или технических условий* на химический состав и технические требования, номер плавки (партии) из сертификата на материал, номер и дату сертификата изготовителя металлопродукции или протокола или в случае отсутствия сертификата номер и дату протокола заводских испытаний изготовителя сосуда.
Т.2.2.7.3 В остальных графах указывают данные из сертификатов изготовителя металлопродукции, а в случае отсутствия сертификатов — данные из протоколов заводских испытаний изготовителя сосуда.
Для деталей, кроме указанных в разделе 2 паспорта, графы, содержащие сведения по механическим испытаниям, химическому составу, а также графу, содержащую дополнительные данные, не заполняют, если соответствующие сертификаты (протоколы заводских испытаний) приложены к паспорту.
Заполнение указанных граф для основных элементов сосудов по разделу 2 — обязательно.
Т.2.2.8 Раздел 6 «Карта измерений корпуса сосуда»
Т.2.2.8.1 В графе «Наименование элемента» указывают элементы сосуда, на которых проводят соответствующие измерения. Эти элементы — днища, цилиндрические части корпуса одного диаметра и материального исполнения.
Т.2.2.8.2 В графе «Номер эскиза» указывают соответствующий номер эскиза, прилагаемого изготовителем сосуда к настоящему разделу паспорта. Эскиз выполняют по примеру эскиза № 1.
Эскиз N9 1 к разделу 6 — «Карта измерений корпуса сосуда»
Т.2.2.8.3 В графе «Номер сечения» указывают обозначение сечения элемента согласно прилагаемому эскизу.
Количество сечений для каждого элемента, в которых проводят измерения данных параметров и их расположение. устанавливает ОТК изготовителя в зависимости от конструкции, габаритов, результатов визуального контроля.
Т.2.2.8.4 В графе «Диаметр» указывают:
- номинальный внутренний или наружный диаметр согласно чертежу общего вида или сборочному чертежу:
- допустимое отклонение диаметра согласно требованиям нормативной документации:
- фактические отклонения диаметра.
Измерение фактического диаметра в каждом сечении проводят с помощью рулетки прямым измерением по длине окружности.
Т.2.2.8.5 В графах «Овальность» и «Отклонение от прямолинейности* указывают:
- допустимые значения относительной овальности и отклонения от прямолинейности, регламентированные требованиями настоящего стандарта или нормативного документа:
- фактические значения относительной овальности и отклонения от прямолинейности.
Фактическую овальность в каждом сечении определяют путем прямых измерений фактических диаметров в нескольких взаимно перпендикулярных направлениях и определении пары с наибольшей разницей между минимальным и максимальным значениями диаметров для последующего вычисления значения фактической овальности.
Т.2.2.8.6 В графе «Смещение кромок сварных стыковых соединений» для продольных и кольцевых швов указывают:
- допустимые значения, регламентируемые требованиями настоящего стандарта или нормативного документа:
- фактические результаты измерений.
Данную графу заполняют для каждого элемента сосуда. В графе необходимо указывать максимальное значение.
Т.2.2.9 Раздел 7 « Данные о сварке и неразрушающем контроле сварных соединений»
Т.2.2.9.1 В графе «Обозначение сварного шва» указывают номер и обозначение сварного шва в соответствии со схемой контроля сварных швов или эскизом, прилагаемым изготовителем к настоящему разделу паспорта. Эскиз выполняют по примеру эскиза N9 2.
Примечание — Все участки сварных швов, подвергаемых контролю. 8 том числе места пересечения швов, должны быть обозначены на схеме.
Должны быть указаны все сварные швы. работающие под давлением, а также шов приварки опоры к корпусу вертикальных сосудов.
Т.2.2.9.2 В графах »Вид сварки», «Тип сварного соединения» и «Электроды, сварочная проволока (тип. марка, стандарт или технические условия*)» указывают вид сварки (автоматическая, ручная и т. д.). тип сварного соединения (стыковой, угловой шов и т. д.). марку, стандарт или технические условия’ сварочных материалов.
Т.2.2.9.3 В графе «Метод неразрушающего контроля» указывают примененный метод неразрушающего контроля (визуальный и измерительный, радиографический, ультразвуковой и др.).
Т.2.2.9.4 В графе «Объем контроля» указывают объем проведенного контроля.
Т.2.2.9.5 В графе «Номер и дата документа о проведении контроля» указывают номер и дату документа (протокола. отчета или акта) о проведении неразрушающего контроля.
T2.2.9.6 В графе «Оценка» указывают оценку результата контроля и ссылку на соответствующий нормативный документ.
Т.2.2.10 Раздел 8 «Результаты испытаний и исследований контрольных сварных соединений»
Т.2.2.10.1 В графе «Номер контрольного сварного соединения и обозначение сварного шва. который оно воспроизводит» указывают номер контрольного сварного соединения и обозначение сварного шва. который оно воспроизводит (в соответствии со схемой контроля сварных швов или эскизом, прилагаемым к разделу 7 паспорта).
Т.2.2.10.2 В графе «Обозначения однотипных сварных швов, на которые распространяется контрольное сварное соединение» указывают обозначения однотипных сварных швов, на которые распространяется данное контрольное сварное соединение (в соответствии со схемой контроля сварных швов или эскизом, прилагаемым к разделу 7 паспорта).
Т.2.2.10.3 В графе «Документ о проведении испытаний (номер и дата)» указывают наименование, номер и дату документа о проведении испытаний.
Т.2.2.10.4 В графе «Механические испытания» для сварного соединения указывают:
- временное сопротивление (предел прочности) сварного соединения при температуре 20 ºС:
- значение ударной вязкости, температуру испытания и тип образца:
- диаметр оправки и угол загиба три испытании на изгиб при температуре 20 ºС.
Графы «Механические испытания» для металла шва и зоны термического влияния заполняют в случаях, оговоренных в технической документации.
В графе «Механические испытания» для металла шва указывают:
- временное сопротивление (предел прочности) металла шва при температуре 20 ºС;
- относительное удлинение при разрыве:
- твердость по Бринеллю.
В графе «Механические испытания» для зоны термического влияния (околошовная зона), в которой проявляется температурно-деформационное влияние сварки, указывают значение ударной вязкости, температуру испытания, тип образца и твердость по Бринеллю.
В графе «Оценка» указывают оценку результатов механических испытаний и ссылку на нормативный документ.
Т.2.2.10.5 В графе «Металлографические исследования» указывают:
- номер и дату документа о проведении макро- и микроисследования
- оценку результатов металлографических исследований и ссылку на нормативный документ.
Т.2.2.10.6 В графе «Клеймо сварщика» указывают клейма сварщиков, выполнявших сварные швы контрольных сварных соединений.
Т.2.2.11 Раздел 9 «Данные о других испытаниях и исследованиях»
В разделе указывают проведенные при изготовлении сосуда его изготовителем испытания механических свойств сварных соединений в соответствии с таблицей 17 и исследования, не предусмотренные предыдущими разделами настоящего паспорта (испытание на стойкость к межкристаллитной коррозии, стилосхолирование. металлография и др.). но проведение которых требуется согласно нормативному документу.
Т.2.2.12 Раздел 10 «Данные о термообработке»
T2.2.12.1 Данный раздел заполняют для сосуда в сборе или его частей, подвергнутых послесварочной термообработке.
Т.2.2.12.2 В графе «Наименование элемента» указывают наименование сборочной единицы или элемента, которые подвергались послесварочной термообработке, в том числе и сосуд в сборе.
Т.2.2.12.3 В графе «Номер и дата документа» указывают номер и дату документа (протокола, акта) о проведении термообработки.
Т.2.2.12.4 Раздел разрешается заменять диаграммой термообработки, включающей все сведения настоящего раздела.
Т.2.2.13 Раздел 11 «Данные о гидравлическом (пневматическом) испытании»
Т.2.2.13.1 Раздел заполняет изготовитель сосуда, если испытание проводилось на предприятии-изготовителе. или организация, проводившая испытание на месте монтажа (установки).
T2.2.13.2 В графе «Испытуемая часть сосуда» указывают рабочее пространство (корпус, рубашка, трубное пространство и т. п.). подвергаемое испытанию.
Т.2.2.1Э.З В графе «Испытательная среда» указывают наименование жидкости «Вода» или наименование другой используемой жидкости.
T2.2.13.4 В зависимости от положения (горизонтальное или вертикальное) сосуда при испытании в соответствующей графе указать «Да».
Т.2.2.14 Раздел 12 «Заключение»
Т.2.2.14.1 В первом абзаце необходимо указать номер и наименование стандарта (технических условий*), в соответствии с которым(и) изготовлен сосуд.
Т.2.2.14.2 Подписи главного инженера и начальника ОТК должны быть заверены печатью.
Т.2.2.15 Разделы 13—19
Т.2.2.15.1 Разделы 13—19 заполняет владелец сосуда.
Т.2.2.15.2 Изготовитель сосуда должен предусмотреть в паспорте для раздела 17 не менее двух страниц, а для раздела 16 — не менее 10 страниц.
< назад / к содержанию / вперед >
СОСТАВЛЕНИЕ ПАСПОРТОВ (ДУБЛИКАТОВ) НА ОБОРУДОВАНИЕ 5.1. Паспорта на сосуды, трубопроводы и компрессоры составляются в следующих случаях: при утрате паспорта; при невозможности его использования из-за его ветхости или порчи; когда при формальном наличии паспорта в нем отсутствуют необходимые сведения или была проведена модернизация оборудования, не зафиксированная в паспортах; при отсутствии паспорта общероссийского образца для сосудов и трубопроводов, приобретенных за границей, 5.2. Составление паспортов на сосуды. Для составления паспортов должны быть установлены следующие данные: завод-изготовитель, заводской номер и время изготовления сосуда; сведения о металлах, из которых изготовлен сосуд. Для сосудов, приобретенных за границей, следует установить отечественные аналоги сталей; чертеж общего вида и геометрические размеры основных элементов сосуда (обечайки, днища, фланцев, трубных решеток люков и горловин); объем и методы контроля сварных швов; расчеты на прочность; разрешенные эксплуатационные параметры (давление, температура); инструкция по эксплуатации; сведения о предохранительных клапанах. Основные требования к работам при составлении паспорта указаны в пп. Определение завода-изготовителя.
- Инструкция По Использованию
- И5-94 Инструкция По Восстановлению Паспорта Сосуда
- Инструкция По Эксплуатации
Инструкция По Использованию

Mar 27, 2015 — Инструкция по восстановлению паспорта сосуда amd processor driver athlon 2 windows 7. Перечень методик и инструкций инструкция.
- Инструкция по восстановлению паспорта сосуда И5-94, согласованная. Согласно которым необходимо восстанавливать паспорта на СРД.
- 11, и «Инструкции по восстановлению исполнительно-технической. При передаче сосуда другому владельцу вместе с сосудом передается паспорт.
- Нормативная документация по составлению паспортов на технические устройства. ГОСТ Р — Сосуды и аппараты стальные сварные. РД 12-411-01 — Инструкция по диагностированию технического состояния.
Завод-изготовитель, заводской номер и время изготовления могут быть установлены: по имеющимся у владельца сосуда документам (актам приемки, транспортным документам, материалам переписки изготовителя и заказчика и др.); по прикрепленной на сосуде табличке, устанавливаемой в соответствии с правилами заводом-изготовителем; для импортных сосудов — из представленной владельцем технической документации. В случае, когда на предприятие были поставлены идентичные сосуды, допускается определять завод-изготовитель сосуда, не имеющего паспорт, по другим (идентичным) сосудам. В отдельных случаях завод-изготовитель может быть определен по конструктивным особенностям сосуда или аппарата, характерным для конкретного изготовителя. Если определение завода-изготовителя в соответствии с п. 5.2.2 не представляется возможным, допускается в виде исключения запись о заводе-изготовителе в паспорте не производить. Определение характеристик металла сосуда выполняется в соответствии с требованиями п.
При отсутствии чертежа сосуда, являющегося частью паспорта, выполняется эскиз сосуда на основании результатов измерений геометрических параметров сосуда; толщины элементов (обечаек, днищ, горловин и др.) заносятся в паспорт сосуда на основании результатов толщинометрии. Объем и методы контроля сварных соединений принимаются в соответствии с п.2.6.
Расчеты на прочность выполняются согласно п.2.8. Составление паспортов на трубопроводы. Обязательной паспортизации подлежат нагнетательный и всасывающий трубопроводы АХУ независимо от их диаметра. Форма паспорта должна соответствовать требованиям Правил устройства и безопасной эксплуатации технологических трубопроводов. Для составления паспорта должны быть установлены следующие данные: монтажная организация и время монтажа трубопровода; сведения о металлах, из которых изготовлен трубопровод, в том числе данные об электродах, использованных при его монтаже; объем и методы контроля сварных швов; конструктивная схема трубопровода с указанием размеров участков, диаметров труб, вида и расположения опор; расчет на прочность; разрешенные рабочие параметры (давление, температура). Основные требования к работам, проводимым при составлении паспорта трубопровода.
И5-94 Инструкция По Восстановлению Паспорта Сосуда
Монтажная организация и время монтажа трубопровода могут быть установлены по имеющейся у владельца документации (актам приемки, материалам переписки изготовителя и заказчика, акту гидравлических испытаний и др.). Если выполнение этого требования не представляется возможным, допускается в виде исключения запись о монтажной организации в паспорт не вносить. Определение марок металлов, из которых изготовлен трубопровод, проводится по имеющейся у владельца документации. При отсутствии документации определение химического состава и механических характеристик металла проводится в соответствии с п. Если сведения об объеме и методах контроля трубопровода отсутствуют, то проводится неразрушающий контроль трубопровода в соответствии с п.3.7. Конструктивная схема трубопровода составляется в соответствии с п.3.5.
Расчет на прочность выполняется в соответствии с п. По результатам расчета устанавливаются разрешенные рабочие параметры трубопровода и остаточный ресурс, которые заносятся в паспорт трубопровода. Составление паспортов на компрессоры. Из технической документации завода-изготовителя в паспорт должны быть внесены следующие данные: марка компрессора, наименование завода-изготовителя, заводской номер и дата изготовления; технические и построечные характеристики; комплект поставки с обязательной ссылкой на паспорта или сопроводительные документы комплектующих изделий; свидетельство о проверке и приемке, гарантийные обязательства изготовителя; свидетельство о консервации и упаковке на заводе-изготовителе.
По результатам эксплуатации компрессора в паспорт должны быть внесены следующие сведения: о фактической продолжительность эксплуатации (наработка); о происшедших отказах и неисправностях; о проведенных регламентных и ремонтных работах; о периодичности проверок технического состояния предохранительных устройств, приборов защиты и контроля, установленных непосредственно на компрессоре; о проведенных технических освидетельствованиях и диагностировании технического состояния компрессора; об изменениях конструкции и составных частей компрессора после его ремонтах или модернизации. Оформление паспортов должно осуществляться в соответствии с требованиями ГОСТа. ПОРЯДОК ОФОРМЛЕНИЯ И ВЫДАЧИ ЗАКЛЮЧЕНИЙ ПО РЕСУРСУ БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ 6.1. Заключение о возможности безопасной эксплуатации оборудования и его остаточном ресурсе может быть выдано только организацией, имеющей лицензию органов Госгортехнадзора России на проведение работ по диагностированию соответствующего оборудования и выдачу заключений.
Похожие: Разработана и внесена на утверждение управлением по надзору в химической, нефтехимической и нефтеперерабатывающей промышленности. В настоящих Методических указаниях изложены технические требования и рекомендации по проведению диагностирования технического состояния. Внимание уделено методическим подходам к проведению диагностирования, вопросам цикличности развития производства, анализу финансового. Настоящая Инструкция устанавливает требования и методические указания к проведению технического диагностирования вертикальных стальных.

Инструкция По Эксплуатации
Оао «Уралнити», испытательного центра по сертификации трубной промышленности ООО ицстп «Сертицентруба», предприятия независимой экспертизы. Правил устройства и безопасной эксплуатации паровых и водогрейных котлов, Правил устройства и безопасной эксплуатации сосудов, работающих. Инструкция предназначена для организаций (предприятий) владелиц трубопроводов, осуществляющих эксплуатацию тепловых сетей, в составе.
 Sep 28, 2014 — Рабочая программа. Психологического сопровождения детей школьного возраста. На 2013 – 2016 гг. Разработал: педагог – психолог. 5, Годовой план работы педагога-психолога. Его деятельности предполагают оценку качества обучения в школе по ряду обязательных критериев.
Sep 28, 2014 — Рабочая программа. Психологического сопровождения детей школьного возраста. На 2013 – 2016 гг. Разработал: педагог – психолог. 5, Годовой план работы педагога-психолога. Его деятельности предполагают оценку качества обучения в школе по ряду обязательных критериев.
Где-то на белом свете, Там где всегда мороз. Трутся спиной медведи. О земную ось. Мимо бегут столетья, Спят подо льдом моря, Трутся об ось. Белые медведи песня текст. Тут Вы можете слушать и скачать Белые Медведи в формате mp3 бесплатно без регистрации, а также много другой интересной музыки. Слова и текст песни Колыбельная СПЯТ ТВОИ СОСЕДИ БЕЛЫЕ МЕДВЕДИ.СПИ И ТЫ СКОРЕЙ МАЛЫШ! Предоставлены сайтом Megalyrics.ru.

Утвердить прилагаемую Инструкцию по проведению паспортизации санитарно-технического состояния условий и охраны труда На услуги по проверке технического состояния транспортных средств с использованием средств технического диагностирования при государственном. Разработано Открытым акционерным обществом ‘Фирма по наладке, совершенствованию технологии и эксплуатации электростанций и сетей.