
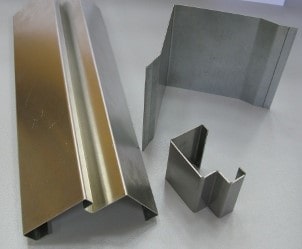
Гибка — одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы — гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр — 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное — требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12…15т | |||
| Чеканка | 5т |
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Популярные станки для гибки листового металла:
1

Гидравлический листогибочный пресс КМТ модель КРВ 63-2500
Этот современный пресс разработаны для выполнения операций гибки металлических листов. Прочная сварная конструкция рамы, прошедшая термический отпуск для снятия сварочных напряжений в конструкции, и надежная гидравлика позволяют добиться хороших результатов обработки листа. Синхронизация работы двух гидроцилиндров обеспечивается механической траверсой между ними. Привод перемещения задних упоров электромеханический, управляется с пульта на передней панели.


Ступенчатая гибка:
Ступенчатая гибка — это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ — ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой — она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод — с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, — радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией — нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» — вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Станки, которые могут вас заинтересовать:
СОДЕРЖАНИЕ
- Область применения листового металла
- Основные приемы гибки листового металла
- V-образная
- Нижнее прессование
- Воздушная гибка
- Чеканка
- U-образная гибка
- Ступенчатая гибка
- Валковая гибка
- Гибка с вытеснением
- Ротационная гибка
- Возврат при гибке листового металла
Гибка листового металла является одной из основных операций при работе с таким видом заготовок. Для получения результата используют станки и ручные инструменты, если толщина стали до 0,6 мм. Если она достигает 4 мм, то ее нагревают.
Гибка – это одновременные процессы растягивания и сжимания. Снаружи металл растягивается, внутри укорачивается. Технология позволяет выбрать нужный угол, вальцовку. Подробнее об особенностях процесса гибки листового металла читайте в нашем материале.
Область применения листового металла
Широкое распространение получил такой строительный материал, как металлические листы – из него сооружают заборы, ворота, ограждения, временные постройки, а также изготавливают емкости разных размеров и конфигураций. Листовой металл применяется в судостроении, автомобильной промышленности и машиностроении. Это далеко не все области использования металлических листов.

Существует два вида изделий – листы из черного и цветного металла. Первые производятся из стали, в том числе нержавеющей, и чугуна. Цветной листовой металл изготавливается из меди, титана, свинца, цинка, алюминия. Применяют и сплавы этих и других элементов, что позволяет придавать изделиям необходимые свойства. Используют цветной листовой прокат в пищевой и химической промышленности, при строительстве и дизайне жилых помещений, а также во множестве других сфер.
Способ производства также оказывает влияние на области применения металлических листов. Стандартными методами изготовления и гибки черного листового металла являются горячий и холодный прокат.
Листы, полученные методом холодного проката, имеют сравнительно низкую себестоимость. Их применение более распространено ввиду возможности снизить расходы при строительстве.
Читайте также: «Автомобильный ножничный подъемник»
Но у этой технологии есть один значительный минус – изготавливаемые листы имеют толщину не более 12 мм. В случае необходимости получить конструкцию большего размера нужно использовать горячекатаную продукцию.
Толстый листовой металл широко используется в различных сферах, например:
- при изготовлении деталей для автомобилей;
- при сборке цистерн и емкостей;
- в военной промышленности и т. д.
Чтобы повысить прочность листового металла, его поверхность дополнительно уплотняют – это способствует повышению стойкости листов к механическому воздействию.
Востребованность тонких металлических листов обусловлена их низкой ценой. Среди областей применения:
- машинное и автомобильное строение – производство кузовных деталей;
- строительство – из тонкого листового металла возводят ограждения и временные строения.
Кроме того, листы металла небольшой толщины применяются для изготовления других строительных материалов – профнастила, металлочерепицы, сэндвич-панелей.
Основные приемы гибки листового металла
Гибка листового металла осуществляется различными способами, каждому из которых присущи определенные преимущества. Зачастую выбор встает между точностью и простотой исполнения – второе свойство нередко оказывается более востребованным.

Простые методы позволяют добиться большей гибкости, для производства листов понадобится не так много инструментов.
V-образная
Общепризнанный метод радиусной гибки листового металла, согласно которому процедуру проводят с использованием пуансона и штампа. Выделяются следующие подвиды: осуществление гибки на основе (нижней гибки), метод «свободной» или «воздушной» гибки и метод чеканки. Почти в 90 % случаев используют технологию воздушной гибки или гибку на основе.
Важно знать технологические нормы и допуски при гибке листового металла. Для определения минимальной длины фланца b (мм) и внутреннего радиуса ir (мм) в зависимости от того, какой толщиной обладает материал t (мм), можно воспользоваться представленной ниже таблицей.
Кроме того, в ней указана ширина матрицы V (мм), необходимая для обработки изделий, имеющих перечисленные в таблице параметры.
Каждая операция требует определенного тоннажа на метр, что тоже отражено в таблице. Обратите внимание, что для материалов большей толщины и меньших внутренних радиусов нужны большая сила или тоннаж. Выделенные в таблице характеристики – это значения, рекомендованные для проведения работ по гибке металлических изделий.
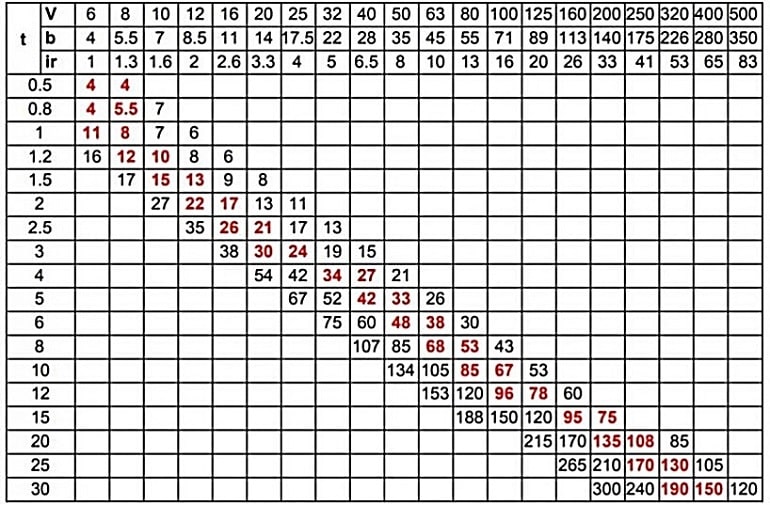
Предположим, нужно согнуть лист, толщина которого составляет 2 мм. Возьмем значение внутреннего радиуса гибки листового металла в 2 мм. Соответственно, проектирование следует проводить с учетом минимальной длины фланца для гибки в 8,5 мм.
Необходимо обеспечить ширину матрицы 12 мм. Значение тоннажа на метр должно быть 22. Для общей производительности стенда самое низкое возможное значение составляет 100 тонн.
Заготовка имеет линию гибки 3 м, следовательно, рассчитать общую требуемую силу можно так: 22 * 3 = 66 тонн. Значит, что для работы с 3-метровыми листами вполне подойдет обычный верстак при наличии на нем достаточного места.
Читайте также: «Металлические стеллажи для склада»
Нельзя забывать об одном важном моменте. Данные в таблице указаны для конструкционных сталей, предел текучести которых составляет примерно 400 МПа. Для гибки алюминия требуется приложить больше усилий, поэтому тоннаж должен иметь в 2 раза меньшее значение.
Для нержавеющей стали тоннаж, наоборот, должен быть в 1,7 раз выше табличного значения.
Нижнее прессование
По этому способу гибку осуществляют путем прижимания листа металла к поверхности матрицы с помощью пуансона. Соответственно, на значение конечного угла получаемого изделия напрямую влияет угол матрицы. Радиус матрицы определяет, каким внутренним радиусом будет обладать скошенный лист.
По мере того как будет сжиматься внутренняя линия, придется прикладывать все больше усилий. С помощью нижнего прессования удастся добиться требуемой силы, ведь значение конечного угла устанавливается еще до проведения работ. Большее усилие способствует снижению пружинящего эффекта и достижению точных результатов.
Чтобы осуществить гибку деталей из листового металла по методу нижнего прессования, необходимо рассчитать, какую величину должно иметь отверстие матрицы V-образной формы.
|
Ширина проема V (мм) |
||||
|
Метод / толщина (мм) |
0,5…2,6 |
2,7…8 |
8,1…10 |
Более 10 |
|
Нижнее прессование |
6 т |
8 т |
10 т |
12 т |
|
Свободная гибка |
12…15 т |
|||
|
Чеканка |
5 т |
Опытным путем выявлено, что значение внутреннего радиуса равно 1/6 ширины проема, поэтому для расчета нужно использовать следующее уравнение:
ir = V/6.
Воздушная гибка
Частичной, или воздушной, называют гибку листового металла, при которой обработка нужной детали производится без соприкосновения с другими деталями изделия – заготовку опирают на две точки и для создания сгиба используют пуансон. Как правило, работу проводят на листогибочном прессе без применения бокового штампа.
Данная технология позволяет получить большой угол сгиба. К примеру, вы обладаете матрицей и пуансоном на 90 градусов. Гибку можно осуществить на 90–180 градусов. Метод уступает в точности штамповке и чеканке, однако его простота является ключевым преимуществом.
При ослаблении нагрузки можно получить неправильный угол из-за упругой отдачи материала, который без труда исправляется небольшим увеличением давления.
Читайте также: «Оборудование для СТО»
Для частичной гибки характерна меньшая точность, чем для нижнего прессования. Важный плюс этого метода заключается в отсутствии необходимости перенастраивать инструмент для гибки листового металла при изменении угла.
Чеканка
Прежде метод был востребованным для чеканки монет в связи с чуть ли не единственной возможностью добиться точности при работе. Техника, которую используют в современной действительности, хорошо поддается контролю и способствует получению точных результатов, поэтому такой способ изготовления монет сейчас не распространен.
Гибка листового металла методом чеканки позволяет добиться высокой точности. Предположим, вы стремитесь к получению изгиба под 45 градусов – в этом случае необходимо использовать матрицу и пуансон, имеющие угол такой же величины. Большего не требуется.
Читайте также: «Размещение товаров на складе»
При проникновении штампа в металл происходит вдавливание углубления в заготовку. Прилагая большое усилие (в 5–8 раз большее, чем при воздушной гибке), можно выполнить работы с высокой точностью. Благодаря эффекту проникновения получаемый изгиб имеет совсем небольшой внутренний радиус.
U-образная гибка
Данная технология схожа с V-образной гибкой. Основные приспособления для гибки листового металла – это пуансон и матрица U-образной формы, обеспечивающие соответствующий изгиб.
Способ отличается своей простотой при работе со стальными U-образными каналами. Однако к нему прибегают реже, ведь для таких профилей необходимо применять и другие методы, которые позволяют добиться большей гибкости.
Ступенчатая гибка
Ступенчатую гибку фактически осуществляют множественными повторениями V-образной гибки. Данная технология имеет второе название – «гибка вразбежку». Получить большой радиус заготовки можно благодаря многократным последовательным изгибам V-образной формы.
Количество и шаг между изгибами влияет на конечный результат – увеличивая число изгибов, можно достичь более гладкого эффекта.
Валковая гибка
С помощью валковой гибки можно получить конусные или трубчатые изделия различной формы. В некоторых случаях этот метод подойдет для получения изгибов большого радиуса. Возможно формирование одного или нескольких изгибов при достаточной мощности машины и необходимом числе рулонов.

В процессе работы пользуются двумя приводными роликами и регулируемым третьим. Движение последнего обеспечивается благодаря силе трения.
При необходимости сгиба изделия с двух концов и посередине следует дополнительно воспользоваться гидравлическим прессом для гибки листового металла либо листогибочным станком. Без их применения конечная деталь будет иметь плоские концы.
Гибка с вытеснением
Технология гибки с вытеснением заключается в зажиме металлического листа между такими приспособлениями, как прижимная подушка и протирочный штамп. Угол конечного изгиба зависит от того, какой формой обладает находящийся снизу штамп.
Лист металла должен быть надежно зажат. Перфоратор следует опустить на свисающий край заготовки, чтобы привести его в соответствие с углом матрицы для протирки. В конечном счете листовой металл подвергается чеканке вокруг штампа.
Ротационная гибка
Следуя методу ротационной гибки, можно избежать царапин на материале – в этом несомненный плюс в отличие от гибки с вытеснением и V-образной гибки листового металла. Благодаря использованию специальных полимерных инструментов можно исключить следы и царапины на поверхности.
С помощью ротационных гибочных станков получится формировать углы менее 90 градусов – это удобно для общих углов.
Читайте также: «Гибочные прессы»
Чаще всего ротационную гибку проводят с использованием двух валков, но возможно применение одного валка. Данная технология подходит для формирования каналов U-образной формы с фланцами, находящимися близко друг к другу, благодаря возможности получить более точный результат по сравнению с другими способами.
Возврат при гибке листового металла
В процессе гибки металлический лист может слегка отскочить при подъеме груза. Следует обеспечить компенсацию этой величины при изготовлении листов. Заготовку сгибают под нужным углом, после чего происходит упругий возврат. В результате изделие обретает необходимую форму.
Не стоит забывать о радиусе гибки листового металла. От внутреннего радиуса напрямую зависит эффект пружины: чем больше радиусная величина, тем он будет сильнее. Использование острого пуансона позволяет добиться небольшого радиуса и избежать пружинения.
Появление пружинящего эффекта обусловлено тем, что в процессе производства на сгибе появляется нейтральная линия, которая делит заготовку на 2 слоя. С разных сторон наблюдается возникновение различных физических процессов. Внутренняя сторона материала подвергается сжатию, а наружная – вытягиванию.
Каждому типу металла соответствуют определенные значения нагрузок, допустимые для них в процессе сжимания и растяжения. Материал менее прочен на разрыв, чем на сжатие.
Это приводит к тому, что достичь статической деформации внутри сложнее. При сжимании слой не способен деформироваться до конца, он стремится вернуться к прежней форме при устранении груза.
Читайте также: «Что такое гидравлический пресс. Принцип работы»
Гибка листового и полосового металла – весьма сложный и трудоемкий процесс. С его помощью металлическому листу можно придать необходимую форму, исключив характерную при сварочных работах деформацию.
Чтобы заготовка обладала необходимыми свойствами, обрабатывать материал следует с учетом всех его особенностей. Необходимо заранее продумать, каким образом можно исключить появление трещин или пружинящего эффекта.
Гибка листового металла
Оцените, пожалуйста, статью
Всего оценок: 2, Средняя: 5
Технология гибки листового металла
Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью.

Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров.
Оглавление
- 1 Классификация и особенности процесса
- 2 Этапы и последовательность технологии
- 3 Определение усилия гибки
Классификация и особенности процесса
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов:
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) — получение изделий типа петель, хомутов из оцинковки и пр.
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
В зависимости от размера и вида заготовки, а также требуемых характеристик продукции после деформирования, в качестве гибочного оборудования используются:
- Вертикальные листогибочные прессы с механическим или гидравлическим приводом;
- Горизонтальные гидропрессы с двумя ползунами;
- Кузнечные бульдозеры — горизонтально-гибочные машины;
- Трубо- и профилегибы;
- Универсально-гибочные автоматы.
Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т.п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос — как гнуть жесть — не вызывает сложностей, поскольку пластичность этого материала — весьма высокая.
Характерная особенность листогибочных машин — сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства ручных гибочных станков, предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале — упругие, а далее — пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки. Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
В процессе изгиба металлопрокат получает следующие искажения формы:
- Изменение толщины, особенно для толстолистовых заготовок;
- Распружинивание/пружинение — самопроизвольное изменение конечного угла гибки;
- Складкообразование металлического листа;
- Появление линий течения металла.
Все эти обстоятельства необходимо учитывать, разрабатывая технологический процесс штамповки.
Этапы и последовательность технологии
Здесь, и в дальнейшем речь пойдет о процессах штамповки листового металла в холодном состоянии.
Разработка проводится в следующей последовательности:
- Анализируется конструкция детали.
- Рассчитывается усилие и работа процесса.
- Подбирается типоразмер производственного оборудования.
- Разрабатывается чертеж исходной заготовки.
- Рассчитываются переходы деформирования.
- Проектируется технологическая оснастка.
Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для штамповки по размерам, приведенным на чертеже готовой детали. Этап выполняют по следующим позициям:
- Проверка пластических способностей металла и сопоставление результата с уровнем напряжений, которые возникают при гибке. Для малопластичных металлов и сплавов процесс приходится дробить на несколько переходов, а между ними планировать межоперационный отжиг, который повышает пластичность;
- Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
- Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
По результатам анализа иногда принимают решение о замене исходного материала на более пластичный, о необходимости предварительной разупрочняющей термической обработки, либо используют подогрев заготовки перед деформацией.
Обязательным пунктом при разработке технологического процесса считается расчет минимально допустимого угла гибки, радиуса гибки и угла пружинения.
Радиус гибки rmin вычисляют с учетом пластичности металла заготовки, соотношения ее размеров и скорости, с которой будет проводиться деформирование (гидропрессы, с их пониженными скоростями передвижения ползуна, предпочтительнее более скоростных механических прессов). При уменьшении значения rmin все металлы претерпевают так называемое утонение — уменьшение первоначальной толщины заготовки. Интенсивность утонения определяет коэффициент утонения λ, %, который показывает, на сколько уменьшится толщина конечного изделия. Если это значение оказывается более критичного, то исходную толщину s металла заготовки приходится увеличивать.
Для малоуглеродистых листовых сталей соответствие между вышеуказанными параметрами приведено в таблице (см. табл. 1).
Таблица 1

Таким образом, при определенных условиях металл заготовки может даже несколько выпучиваться.
Не менее важным является и определение минимального радиуса гибки, который также зависит от исходной толщины металла, расположения волокон проката и пластичности материала (см. табл. 2). В том случае, когда радиус гиба слишком мал, то наружные волокна стали могут разрываться, что нарушает целостность готового изделия. Поэтому минимальные радиусы принято отсчитывать по наибольшим деформациям крайних частей заготовки, с учетом относительного сужения ψ деформируемого материала (устанавливается по таблицам). При этом учитывают также и величину деформации заготовки. Например, при малых деформациях используют зависимость
![]()
а при больших деформациях — более точное уравнение вида
![]()
Таблица 2

Эффект вероятного пружинения можно учесть при помощи данных по фактическим углам пружинения β, которые приведены в таблице 3. Данные в таблице соответствуют условиям одноугловой гибки.
Таблица 3

Определение усилия гибки
Силовые параметры гибки зависят от пластичности металла и интенсивности его упрочнения в ходе деформировании. При этом значение имеет направление прокатки исходной заготовки. Дело в том, что после прокатки металл приобретает свойство анизотропии, когда в направлении оси прокатки остаточные напряжения меньше, чем в противоположном. Соответственно, если согнуть металл вдоль волокон, то при одной и той же степени деформации вероятность разрушения заготовки существенно уменьшается. Поэтому ребро гиба располагают таким образом, чтобы угол между направлением прокатки и расположением заготовок в листе, полосе или ленте был минимальным.
Для расчета силовых параметров уточняют, как будет выполняться деформирование. Оно возможно изгибающим моментом, когда заготовка укладывается по фиксаторам/упорам, и далее деформируется свободно, либо усилием, когда в завершающий момент процесса полуфабрикат опирается на рабочую поверхность матрицы. Свободная гибка проще и менее энергоемка, зато гибка с калибровкой дает возможность получать более точные детали.
Если упрочнение металла невелико (например, гнется изделие из алюминия, либо малоуглеродистой стали), то момент можно вычислить по зависимости:
![]()
где σт — предел текучести материала заготовки перед штамповкой.
Больший угол гиба (свыше 450) должен учитывать интенсивность упрочнения заготовки, которая зависит от размеров ее поперечного сечения:
![]()
где b — ширина заготовки.
Для расчета значений технологического усилия Р используют следующие зависимости. При одноугловой свободной гибке
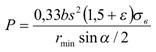 , где
, где
 наибольшая деформация сечения заготовки;
наибольшая деформация сечения заготовки;
α — угол гибки;
σв — значение предела материала на прочность.
Когда гибка — несвободная (с калибровкой в конце рабочего хода ползуна), то для расчета усилия используют зависимость
![]()
где Fпр — площадь проекции заготовки, подвергаемой изгибу;
pпр — удельное усилие гибки с калибровкой, которое зависит от материала изделия:
- Для алюминия — 30…60 МПа;
- Для малоуглеродистых сталей — 75…110 МПа;
- Для среднеуглеродистых сталей — 120…150 МПА;
- Для латуней — 70…100 МПа.
Для выбора типоразмера оборудования, рассчитанные усилия увеличивают на 25…30%, и сравнивают полученный результат с номинальными (паспортными) значениями.
Автор статьи
Инженер-технолог в области металлургии и металлообработки
Поиск записей с помощью фильтра:
Гибка листового металла — один из самых популярных процессов формовки, который мы используем при создании деталей из листового металла. Это простой и экономичный процесс для достижения всех видов базовой и сложной геометрии деталей.
Гибка листового металла — очень привлекательный вариант как для прототипирования, так и для серийного производства. Она позволяет производить высокоточные детали из листового металла без каких-либо изменений деталей и практически без затрат на оснастку. Кстати, услуги гибки металла доступны в источнике.
В этом руководстве мы рассмотрим все, что вам нужно знать, прежде чем выбрать гибку листового металла для производства вашей детали. Мы рассмотрим различные виды методов гибки и их преимущества, а также дадим вам несколько советов по дизайну.
Что такое гибка листового металла?
Гибка листового металла — это процесс изменения геометрии детали из листового металла путем приложения к ней силы. Приложенное усилие постоянно деформирует металл вдоль прямой оси до заданного угла или формы, что приводит к новой геометрии детали.
С помощью этого процесса можно создавать несколько типов форм. Вот некоторые из них:
- V-образные изгибы:это изгибы с острым углом “Vee”, достигаемые с помощью пуансона и матрицы.
- U-образные изгибы: это изгибы с полукруглым U-образным профилем.
- Швеллерные изгибы:это изгибы с прямоугольным профилем.
Типы процессов гибки листового металла
Существует несколько методов и процессов, которые вы можете использовать при гибке листового металла. Вы можете использовать эти различные процессы для создания различных форм и геометрий из листового металла.
Вот некоторые из наиболее популярных процессов гибки листового металла:
√ Пресс-тормоз
Пресс-тормоз является наиболее распространенным устройством для гибки и формования листового металла. Оно состоит из верхнего инструмента, известного как пуансон, и нижней матрицы.
Чтобы согнуть листовой металл, машинист помещает его между пуансоном и матрицей. Станок опускает пуансон в листовой металл и вдавливает его в матрицу, создавая требуемую геометрию.
На этом станке можно создавать несколько форм изгиба, таких как U-образные изгибы, V-образные изгибы и т.д. Все зависит от формы матрицы и используемого процесса.
Тремя основными процессами торможения пресса являются: Воздушная гибка, выдавливание и чеканка.
Гибка воздухом
В этом процессе пуансон не вдавливает листовой металл полностью в матрицу во время гибки. Когда станок опускает пуансон в листовой металл, листовой металл не касается стенок матрицы.
Этот метод не очень точен, и металл склонен пружинить после гибки. Однако это проще, дешевле и не требует сложной оснастки или штампов.
Загибка снизу
При штамповке штампом листовой металл прижимается к матрице со значительно большим давлением. Таким образом, листовой металл деформируется в точном соответствии с формой и углом наклона матрицы.
В этой версии Vee-гибки листовой металл касается боковых сторон матрицы. Однако между нижней частью матрицы и местом сгиба все еще остается немного места.
Чеканка
При чеканке используется наибольшее давление из всех процедур торможения пресса. Он вдавливает металл в матрицу с невероятной силой, чтобы гарантировать его точное соответствие форме матрицы.
После чеканки между штампом и металлом не остается свободного места. Листовой металл касается как дна, так и боковых сторон матрицы.
При чеканке получаются невероятно точные детали, которые пружинят обратно с нулями. Однако из-за невероятного давления и необходимой точной оснастки это может быть очень дорого.
√ Протирание
Протирка — это процесс сгибания краев металлических листов в заданный профиль. Процесс включает в себя зажим самого длинного конца листа.
Нижняя часть зажима имеет требуемый профиль изгиба по краю. После зажима инструмент перемещается по незажатому концу листа и сгибает его по профилю изгиба на зажиме.
Это быстрый процесс, идеально подходящий для создания нерезких сгибов. Однако при перемещении инструмента по его поверхности заготовку можно поцарапать или повредить.
√ Гибка в рулонах
Гибка в рулонах — это процесс создания изогнутых геометрических форм из прямых кусков листового металла. С помощью этого метода можно создавать различные формы, такие как конусы, трубки и рулоны.
Для сгибания материала до требуемого радиуса или формы используется серия экструзионных роликов.
√ Ротационная гибка
Процесс ротационной гибки аналогичен процессу протирки. У них обоих имеются нижние штампы, вырезанные по требуемому профилю гибки.
Однако при ротационной гибке используется вращающийся цилиндрический пуансон вместо пуансона, перемещающегося вверх и вниз. В этом цилиндре вырезан желаемый угол изгиба.
Таким образом, при вращении цилиндра выступающая часть листового металла изгибается над профилем изгиба матрицы.
Ротационная гибка — отличный способ создания острых углов изгиба (<90°). Кроме того, оно не повреждает поверхность заготовки, поэтому подходит для готовых или деликатных поверхностей.
Преимущества гибки листового металла
Гибка листового металла имеет много преимуществ в качестве производственного процесса. Вот некоторые из них:
- Практически не требует нового инструмента. Для создания простых изгибов доступны стандартные пуансоны и матрицы.
- Очень экономично для создания высокоточных деталей. Инженеры могут выбирать между использованием штамповки дном и чеканки там, где требуется высокая точность.
- Время изготовления и наладки короткое, что делает его идеальным для производства в малых и средних объемах.
- Требуется минимальная последующая обработка, особенно по сравнению с такими процессами, как сварка.
Вопросы, рассмотренные в материале:
- В чем преимущества такого вида обработки металла как гибка
- Какие имеются способы гибки металла
- Какое существует оборудование для гибки листовой стали
- Какова последовательность операций при гибке листовой стали на заказ
Изделия из стали применяются во всех сферах жизни человека, начиная с промышленности и строительства и заканчивая бытом. Чтобы стальной лист превратился, к примеру, в готовую деталь, его особым образом обрабатывают. На первый взгляд обрезка, сверление, шлифовка и другие виды обработки кажутся простыми механическими действиями. Однако на самом деле они являются сложными технологическими процессами.
Для изготовления металлического предмета требуется специальное оборудование и определенные навыки. Чтобы создать изделие высокого качества, необходимо строго соблюдать технологию. В частности, особого мастерства и точности требует гибка листовой стали.
Что такое гибка металла и в чем ее преимущества
Гибкой листовой стали называется разновидность обработки, при которой изделию придается желаемая форма. Результат достигается за счет того, что верхний слой материала растягивается, а внутренний – сжимается.
Существуют разные способы, с помощью которых можно сгибать металлический лист и менять его внешний вид. Технология позволяет за короткий срок получить качественный и прочный предмет необходимой формы. Можно выделить две разновидности технологического процесса, при котором делают гибку:
- Сгибание листовой стали вручную.
- Механическая обработка.
В первом случае применяются различные слесарно-монтажные инструменты (молоток, тиски, плоскогубцы и пр.), во втором – промышленное оборудование.
Ручную гибку листового металла можно выполнять, когда его ширина меньше 0,6 мм. В противном случае потребуются специальные станки: листогибочный пресс, вальцы, роликовый гибочный станок.

Металл видоизменяют не только сгибанием, но и другими методами – скручиванием, сваркой. С последней часто сравнивают гибку, поскольку одно изделие можно изготовить двумя способами: согнуть сталь под нужным углом или соединить между собой отдельные детали сварочным оборудованием. Однако если делать гибку, то процесс пройдет быстрее и проще. Именно в этом заключается основное преимущество первой технологии перед второй.
Другие аргументы в пользу того, чтобы для обработки листовой стали применять гибку:
- С помощью данного способа получается более качественное, прочное и долговечное изделие. Участки металла в местах сгибания остаются герметичными, поэтому предмет будет более устойчивым к механическому воздействию.
- Стоимость работ ниже, чем при сварке.
- Гибку выполняют за короткий промежуток времени.
- Если материал сгибается прессованием, то исключается риск появления повреждений. Технология позволяет получать желаемую форму без ущерба для качества. Сохраняются высокие технические характеристики изделия, в частности, прочность.
- Гибку листовой стали используют, чтобы исключить любые изменения физических или химических свойств сплава, поскольку не происходит какого-либо существенного вмешательства в состав.
- С помощью технологии можно изготовить ровные, бесшовные, аккуратные детали.
Перечисленные достоинства подтверждают, что для получения качественной и прочной металлической заготовки лучшие выполнять гибку листовой стали.
Способы гибки металла
Классификация видов сгибания металла:
- По виду конечного профиля.
Изделие может быть с одним углом (L), двумя (П) или несколькими (если металл пластичен). В последнем случае многоугловую гибку делают без нагревания материала.

Возможна гибка листовой стали по радиусу, при которой материал загибают на заготовке. Подобным образом изготавливают петли, оцинкованные хомуты и т. д.
- По способу деформации (характеру усилия).
Гибку можно делать свободной – профиль располагается между двумя опорными конструкциями, а на центральную точку происходит воздействие с усилием, в результате чего материал сгибается. Возможно сгибать листовой металл с калибрующим ударом. В данном случае под заготовку кладется подпружиненная опора, которая вместе со стальным листом перемещается вниз. Бывает, что последний метод упрощают – в конце рабочего хода гибочного станка изделие жестко чеканится.
- По количеству переходов.
На частоту переходов влияет такое свойство металла, как пластичность. Металлическое изделие без нагревания может сгибаться до угла, равного 120° (без образования трещин). Если предполагается более интенсивное формообразование, то выполняют гибку с двумя или тремя переходами. Если листовой материал отличается низкой пластичностью, то участки между переходами подвергаются термической обработке (отжиг).
- По способу сгибания.
Процесс может выполняться с помощью оборудования, на котором осуществляются возвратно-поступательные или вращательные движения. В первом варианте используется гидравлический горизонтально-гибочный станок (кузнечный бульдозер), если давление происходит по горизонтали, либо механический листосгиб – если по вертикали. Второй способ – когда гибку листовой стали производят на ротационных машинах, где деформация происходит между вращающимися валками.
- Толщина металла
- Угол загиба.
- Пластичность и хрупкость материала.Технологические особенности процесса.
- Ротационный листосгиб – станок, в котором происходит вращение нескольких валков, в результате чего заготовке придается округлая форма. При подобной гибке металл помещается между валками, затем перемещается между ними, приобретая необходимый изгиб. Вращение может осуществляться как вручную, так и с помощью гидравлики.
- Листосгиб с поворотными балками – станок состоит из прижимной балки и двух плит, неподвижной и поворотной. Оборудование подходит для изготовления небольших и несложных заготовок из листовой стали.
- Пневматические и гидравлические прессы (второй вариант встречается чаще). Используются на мелкосерийном производстве, когда делают гибку листовой нержавеющей стали или иных сплавов. Деталь, которая подлежит сгибанию, размещается между матрицей и пуансоном. Аппарат подходит для формообразования материалов даже с большой толщиной.
- Увеличивается объем выпускаемых изделий.
- Снижается себестоимость производства.
- Повышается качество готовой продукции.
- Уменьшается количество дефектных деталей.
- Анализ конструкции изделия.
- Расчет усилия и работы процесса.
- Подбор типоразмера производственного оборудования.
- Подготовка чертежа исходной заготовки.
- Расчет переходов деформирования.
- Оформление проекта технологической оснастки.
- Пластичность, то есть способность материала деформироваться под заданные условия без разрушения. В том случае, если металл или сплав малопластичен, производится несколько переходов и термическая обработка (отжиг).
- Возможность загиба под нужный угол или радиус без образования трещин в местах деформации.
- Риск искажения заготовки при гибке изделия со сложным контуром, если воздействие происходит с большим давлением.
- Выбирается более пластичный металл или сплав.
- Перед тем как производить гибку, материал подвергается термической обработке.
- Заготовка нагревается до нужной температуры.
- С изгибающим элементом, то есть лист размещается между фиксаторами и сгибается.
- С усилием – на финальной стадии технологического процесса изделие опирается на рабочую поверхность матрицы.
Сгибание металла выполняется в холодном состоянии, поскольку для формообразования не требуются особые усилия. Исключение составляют сплавы, при которых необходима термическая обработка. С нагреванием происходит гибка листовой стали толщиной в 12–16 мм с большим процентом углерода, дюрмалюмина, титана и пр.
Нередко подобную гибку совмещают с другими видами механической обработки: резкой, вырубкой, пробивкой. Для изготовления сложных объемных изделий производится штамповка. Более редким случаем сгибания металла является растяжение для производства узкой вытянутой заготовки с большим диаметром.
Как происходит процесс гибки листовой стали
Технология формообразования деталей из листовой стали заключается в том, что между двумя участками листа образуется угол (градус строго задан), для расчета которого используются специальные автоматизированные программы. Важно понимать, что при сгибании материал деформируется до определенного предела, который индивидуален для каждого металла или сплава. Важно, чтобы процесс изготовления заготовки соответствовал требованиям ГОСТа гибки листовой стали. На степень деформации влияют следующие параметры:
Для того чтобы выполнять гибку листовой стали без брака, используются промышленные листогибочные станки. Необходимо строго соблюдать особенности технологии, чтобы готовые изделия получились качественными. Любые отклонения могут привести к образованию дефектов, что скажется на качестве и прочности уже готовой металлической конструкции.

Промышленное оборудование позволяет выполнять гибку стального листа любой толщины. При этом, чтобы деформация была пластичной, достаточно только правильно рассчитать создаваемое оборудованием напряжение.
Оборудование для гибки листовой стали
На сегодняшний день существуют различные гибочные машины. Самые простые из них подходят для изготовления уголков, каркасных профилей и пр. Более усложненные, используемые в промышленных масштабах, делятся на несколько видов:
Наиболее современным оборудованием считается ротационная машина, на которой гибку выполняют в автоматическом режиме. Благодаря этой возможности нет необходимости в расчете прилагаемого усилия.
Листосгибы с поворотными балками также автоматизированы: работнику необходимо лишь правильно расположить лист на оборудовании. Подобные машины часто эксплуатируются на небольших производственных предприятиях.
Особенности гибки нержавеющей листовой стали
Нержавеющая сталь получила название благодаря своей устойчивости к коррозии. Это свойство обеспечивается сочетанием нескольких элементов, которые являются легирующими, то есть улучшающими качества основного материала. Помимо стойкости к разрушению от ржавчины, примеси добавляют сплаву и другие качества: прочность, пластичность и пр. Существует несколько разновидностей нержавеющей стали. Поэтому прежде чем выполнять гибку, нужно узнать состав сплава.
Перед тем как согнуть лист, его разрезают – применяется лазерная, водно-абразивная резка и пр. С помощью резки создается плоская раскатка будущего изделия.

Для формообразования лист подвергается сгибанию под заданные параметры. Обработка нержавеющей листовой стали происходит по тому же принципу, что и в случае с другими сплавами. Как уже было сказано, гибку производят на специальных автоматизированных или механизированных листогибах – станках, прессах и пр. Обычно металл сгибается в холодном состоянии. Однако если есть риск того, что заготовка будет повреждена, то происходит гибка листовой стали с предварительным нагревом.
В последние годы благодаря автоматизации процесса гибки стали предприятие получает следующие преимущества:

Для производства изделия достаточно настроить специальную компьютерную программу, и она в автономном режиме будет выполнять все стадии производства практически без участия рабочего персонала.
Последовательность операций при гибке листовой стали на заказ
Гибку листовой стали начинают с разработки технологического процесса, который предполагает несколько этапов:
Перед тем как выполнять гибку, листовой материал изучается на соответствие его возможностей заданным требованиям. Этот этап позволяет определить, что металл подходит для штамповки по параметрам, заданным по чертежу готовой детали. Изучаются следующие свойства:

Если по результатам анализа выясняется, что металл не соответствует требованиям, то принимается одно из следующих решений:
Технологический процесс формообразования требует некоторых предварительных расчетов, в частности, таких показателей, как угол сгибания, радиус сгибания, угол пружинения.
Радиус гибки листового материала рассчитывают на основании того, насколько пластичен металл, каково соотношение размера и скорости выполнения деформации. Чем ниже минимальный радиус, тем меньше первоначальная толщина листа. Уменьшение толщины называется утонение, коэффициент которого показывает, насколько меньше станет толщина заготовки. Если при расчетах выясняется, что показатель выше критичного, то используется листовое изделие с большей толщиной.
Минимальный радиус зависит от таких свойств стали, как пластичность, толщина листа, расположение волокон в сплаве. Если выполнять гибку металла, у которого небольшой радиус гиба, то возможна деформация верхнего слоя металлопроката, в результате чего пострадает качество уже готового изделия.По этой причине минимальные радиусы следует рассчитывать по наибольшим деформациям крайних частей заготовки, исходя из относительного сужения материала, который видоизменяется.
Пружинение при гибке рассчитывается на основе фактических углов пружинения. При сгибании стали необходимо принимать в расчет и усилия, которые прикладываются для деформации заготовки. Силовые показатели зависят от того, насколько пластичен металл и какова интенсивность его упрочнения при гибке. Как только прокатка завершается, материал приобретает свойство анизотропии, то есть меняются его физические свойства в зависимости от направления прокатки. Проще говоря, если сгибать профиль вдоль волокон, то вероятность образования трещины в местах деформации снижается.
Чтобы точность расчетов силовых показателей была высокой, необходимо учесть, как именно профиль будет деформироваться. Возможны два варианта:
Первая технология применяется, чтобы изготавливать детали с меньшими энергозатратами, вторая – при производстве деталей со сложным контуром.
Гибку листовой стали производят для формообразования практически любых сплавов, независимо от того, присутствуют в них легирующие примеси или нет. В этом заключается основное преимущество технологии перед другими методами обработки металла. Исключение составляют лишь материалы с повышенной хрупкостью и склонностью к деформации.
Читайте также