| Оглавление |
|---|
| Ремонт поглощающих аппаратов и деталей упряжного и опорного устройства |
| Ремонт корпуса поглощающего аппарата |
| Маятниковые подвески |
Страница 2 из 3
При ремонте корпуса поглощающего аппарата Ш-1-ТМ разрешается заваривать трещины у технологических отверстий, если их суммарная длина до 120 мм, с вваркой усиливающей вставки. Перед заваркой корпус подогревают до температуры 250—300°С.
Резинометаллический поглощающий аппарат Р-2П требует защиты от прямого попадания солнечных лучей и от контакта с горюче-смазочными материалами, разъедающими резиновые элементы, которые при ремонте должны заменяться.
Фрикционные клинья с износом более допустимых значений не восстанавливают (толщина стенки должна быть более 17 мм для аппаратов Ш-1-ТМ и более 32 мм для аппаратов Ш-2-Т).
Вследствие большой трудоемкости и сложности технологических процессов изношенные фрикционные клинья, нажимные конусы и нажимные шайбы практически не восстанавливают, а заменяют исправными.
Просевшие пружины ремонтируют аналогично пружинам рессорного подвешивания.
У стяжных болтов разрешается наплавлять резьбовую часть на длине 35 мм.
Для этого поврежденную резьбу срезают на токарном станке, наплавляют эту зону и нарезают новую резьбу. Допускается приваривать новую часть болта электроконтактной или газопрессовой сваркой при условии, что стык располагается не ближе 30 мм от головки или резьбы болта.
Изношенную поверхность болта вблизи головки наплавляют, если износ не превышает 5 мм по диаметру.
Высота собранного поглощающего аппарата должна быть не менее 568 мм.
Тяговые хомуты, поступившие в ремонт, очищают от грязи и краски, осматривают и проверяют шаблонами.

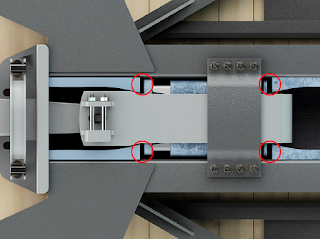
Разрешается заваривать трещины 3 в соединительных планках, трещины 1 в ушках для болтов. Трещины 5, образовавшиеся на тяговых полосах хомута, восстановлению не подлежат, так как сварные швы плохо работают на восприятие растягивающих усилий.
По этой же причине не заваривают трещины 2 и 7, если они выходят на тяговую полосу. Наплавляют изношенные поверхности 4 и 6 на задней опорной поверхности хомута, на потолке проема головной части и стенках отверстия для валика.
Тяговые полосы разрешается наплавлять при условии, что их толщина в зоне износа 8 составляет для автосцепки СА-3 не менее 20 мм, ширина не менее 95 мм и для автосцепки СА-ЗМ соответственно не менее 22 мм и 115 мм. Износ 9 перемычки отверстия для клина восстанавливают наплавкой при условии, что толщина изношенной перемычки в этом месте составляет не менее
45 мм.
Предельные износы устраняют ручной или полуавтоматической сваркой под слоем флюса или в защитной газовой среде пластинчатым электродом с применением порошковой проволоки. Поверхности хомута наплавляют с помощью сварочного манипулятора, который позволяет устанавливать хомут в удобное положение для наплавки.
После наплавки поверхности подвергают механической обработке, а затем шаблонами проверяют основные размеры тягового хомута.
Изношенные в средней части цилиндрические поверхности и прилежащие боковые поверхности упорных плит разрешается наплавлять при толщине плиты в ее средней части не менее 55 мм (при капитальном ремонте).
Перед наплавкой для улучшения сцепления основного металла с наплавляемым, а также с целью уменьшения терметических напряжений упорные плиты необходимо нагревать до температуры 250—300 °С. Заварка трещин в любой части плиты не допускается. После наплавки упорные плиты подвергаются механической обработке (толщина в средней части должна составить 58—59 мм).
В поддерживающей планке изношенные поверхности наплавляют при глубине износа до 5 мм.
Передние упоры, объединенные с ударной розеткой, повреждаются по поверхностям 11 и 12 от взаимодействия с корпусом автосцепки и головками маятниковых подвесок и по поверхностям 13 от взаимодействия с упорной плитой. Их разрешается восстанавливать наплавкой с последующей механической обработкой, а при износе поверхностей 11 больше 5 мм допускается приваривать планки.
Также разрешается заваривать трещины 10 с предварительной их разделкой, но при условии, что на розетке аналогичных дефектов должно быть не более трех.
Восстановление изношенных поверхностей 14, 15, 16 и 17 центрирующей балочки производят наплавкой, если глубина выработок составляет не более 10 мм. Разрешается для ускорения процесса восстанавливать износ опорной поверхности 16 приваркой плотно пригнанной планки. Наплавленные поверхности подвергаются механической обработке. Для этой цели целесообразно применять вертикально-фрезерные станки.
Испытание на растяжение проводится для проверки прочности вагонных деталей в целях обеспечения надёжной работы в эксплуатации. При таких испытаниях перед постановкой на пресс аппарат необходимо очистить от грязи и ржавчины, осмотреть и обмерить. Детали, имеющие видимые дефекты или не соответствии по размерам требующие правил ремонта не испытывают. Их нужно отремонтировать или если это сделать нельзя забраковать. На деталях круглого сечения (стержни, болты, тяги и т.п.) подвергающиеся сварки, пред растяжением с обеих сторон сварки набивают керны.
При испытании допускается соединить несколько деталей с помощью стяжных муфт, скоб или других приспособлений.
Находящиеся под натяжением детали обстукивают легкими ударами молотка и осматривают, затем нагрузку снимают, детали снова осматривают.
Испытание производят на гидравлическом и воздушным прессе. На прессе или на отдельном щитке у пресса указываются наибольшее разрывное усилие, которое может быть допущено, а на рабочем манометре должна быть нанесена красная черта, соответствующая этому усилию.
Около пресса на видном месте вывешивается таблица испытания нагрузок для каждой детали (кгс) и соответственное давления цилиндра пресса по манометру.
Испытанию на растяжение подлежат: тормозные тригандели грузовых и пассажирских вагонов, стяжные болты поглощающих аппаратов.
После испытания наносят клейма в местах согласно требованиям технических условиях. при клеймении ставят условный номер завода или депо, месяц и год испытания детали.(две последние цифры.)
Клейма ставят на деталях автосцепного устройства при ремонте или проверки в КПА. Устанавливать на подвижной состав детали и узлы без клейм не допускается.
5. Разработка технической инструкций при ремонте
5.1 Объем работы выполненный при работе поглощающего аппарата
5.2 Предельно-допустииые размеры при выпуске из ремонта
Для аппарата Ш-2-В толщина стенки корпуса должна быть не менее 18мм при капитальном ремонте, и не менее 16мм при деповском. Толщина стенок фрикционных клиньев должна быть не менее 32мм для аппаратов Ш-2-В.
Разрешается использовать пружины с изломом оттянутого конца на длине 1/3 длины окружности.
При сборке поглощающего аппарата проверяют выход конуса у Ш-2-В не менее 105мм.
5.3 Проверка, регулирования, испытания поглощающего аппарата
После сборки поглощающего аппарата проверяют специальным шаблоном 575х233.5мм.
Испытание аппарата на растяжение производится для проверки прочности в целях обеспечения надежной работы в эксплуатации.
Испытания проводятся на специальном прессе, после испытания наносят клейма.
При клеймении ставят на деталях условный номер завода или депо, месяц и год испытания (две последние цифры). Устанавливать детали без клейм не допускается. Регулируют в аппарате выход нажимного конуса.

Разрешается заваривать трещины 3 в соединительных планках, трещины 1 в ушках для болтов. Трещины 5, образовавшиеся на тяговых полосах хомута, восстановлению не подлежат, так как сварные швы плохо работают на восприятие растягивающих усилий.
По этой же причине не заваривают трещины 2 и 7, если они выходят на тяговую полосу. Наплавляют изношенные поверхности 4 и 6 на задней опорной поверхности хомута, на потолке проема головной части и стенках отверстия для валика.
Тяговые полосы разрешается наплавлять при условии, что их толщина в зоне износа 8 составляет для автосцепки СА-3 не менее 20 мм, ширина не менее 95 мм и для автосцепки СА-ЗМ соответственно не менее 22 мм и 115 мм. Износ 9 перемычки отверстия для клина восстанавливают наплавкой при условии, что толщина изношенной перемычки в этом месте составляет не менее
45 мм.
Предельные износы устраняют ручной или полуавтоматической сваркой под слоем флюса или в защитной газовой среде пластинчатым электродом с применением порошковой проволоки. Поверхности хомута наплавляют с помощью сварочного манипулятора, который позволяет устанавливать хомут в удобное положение для наплавки.
После наплавки поверхности подвергают механической обработке, а затем шаблонами проверяют основные размеры тягового хомута.
Изношенные в средней части цилиндрические поверхности и прилежащие боковые поверхности упорных плит разрешается наплавлять при толщине плиты в ее средней части не менее 55 мм (при капитальном ремонте).
Перед наплавкой для улучшения сцепления основного металла с наплавляемым, а также с целью уменьшения терметических напряжений упорные плиты необходимо нагревать до температуры 250—300 °С. Заварка трещин в любой части плиты не допускается. После наплавки упорные плиты подвергаются механической обработке (толщина в средней части должна составить 58—59 мм).
В поддерживающей планке изношенные поверхности наплавляют при глубине износа до 5 мм.
Передние упоры, объединенные с ударной розеткой, повреждаются по поверхностям 11 и 12 от взаимодействия с корпусом автосцепки и головками маятниковых подвесок и по поверхностям 13 от взаимодействия с упорной плитой. Их разрешается восстанавливать наплавкой с последующей механической обработкой, а при износе поверхностей 11 больше 5 мм допускается приваривать планки.
Также разрешается заваривать трещины 10 с предварительной их разделкой, но при условии, что на розетке аналогичных дефектов должно быть не более трех.
Восстановление изношенных поверхностей 14, 15, 16 и 17 центрирующей балочки производят наплавкой, если глубина выработок составляет не более 10 мм. Разрешается для ускорения процесса восстанавливать износ опорной поверхности 16 приваркой плотно пригнанной планки. Наплавленные поверхности подвергаются механической обработке. Для этой цели целесообразно применять вертикально-фрезерные станки.
Испытание на растяжение проводится для проверки прочности вагонных деталей в целях обеспечения надёжной работы в эксплуатации. При таких испытаниях перед постановкой на пресс аппарат необходимо очистить от грязи и ржавчины, осмотреть и обмерить. Детали, имеющие видимые дефекты или не соответствии по размерам требующие правил ремонта не испытывают. Их нужно отремонтировать или если это сделать нельзя забраковать. На деталях круглого сечения (стержни, болты, тяги и т.п.) подвергающиеся сварки, пред растяжением с обеих сторон сварки набивают керны.
При испытании допускается соединить несколько деталей с помощью стяжных муфт, скоб или других приспособлений.
Находящиеся под натяжением детали обстукивают легкими ударами молотка и осматривают, затем нагрузку снимают, детали снова осматривают.
Испытание производят на гидравлическом и воздушным прессе. На прессе или на отдельном щитке у пресса указываются наибольшее разрывное усилие, которое может быть допущено, а на рабочем манометре должна быть нанесена красная черта, соответствующая этому усилию.
Около пресса на видном месте вывешивается таблица испытания нагрузок для каждой детали (кгс) и соответственное давления цилиндра пресса по манометру.
Испытанию на растяжение подлежат: тормозные тригандели грузовых и пассажирских вагонов, стяжные болты поглощающих аппаратов.
После испытания наносят клейма в местах согласно требованиям технических условиях. при клеймении ставят условный номер завода или депо, месяц и год испытания детали.(две последние цифры.)
Клейма ставят на деталях автосцепного устройства при ремонте или проверки в КПА. Устанавливать на подвижной состав детали и узлы без клейм не допускается.
5. Разработка технической инструкций при ремонте
5.1 Объем работы выполненный при работе поглощающего аппарата
5.2 Предельно-допустииые размеры при выпуске из ремонта
Для аппарата Ш-2-В толщина стенки корпуса должна быть не менее 18мм при капитальном ремонте, и не менее 16мм при деповском. Толщина стенок фрикционных клиньев должна быть не менее 32мм для аппаратов Ш-2-В.
Разрешается использовать пружины с изломом оттянутого конца на длине 1/3 длины окружности.
При сборке поглощающего аппарата проверяют выход конуса у Ш-2-В не менее 105мм.
5.3 Проверка, регулирования, испытания поглощающего аппарата
После сборки поглощающего аппарата проверяют специальным шаблоном 575х233.5мм.
Испытание аппарата на растяжение производится для проверки прочности в целях обеспечения надежной работы в эксплуатации.
Испытания проводятся на специальном прессе, после испытания наносят клейма.
При клеймении ставят на деталях условный номер завода или депо, месяц и год испытания (две последние цифры). Устанавливать детали без клейм не допускается. Регулируют в аппарате выход нажимного конуса.
5.4 Сварочно-наплавочные работы
Сварочно-наплавочные работы являются одним из наиболее эффективных способов восстановление поврежденных и изношенных деталей и износов вагонов. Внедрение механизированных способов сварки и наплавки позволяют снизить простои вагонов в ремонте, улучшить качество ремонта деталей и повысить экономический эффэкт. Механизация наплавочных работ осуществляется в вагонных предприятиях путем широкого внедрения сварочных автоматов и полуавтоматической для дуговой наплавки под слоем флюса, в среде защитного газа и сварки открытой дугой с применением порошковой проволоки.
Среди механизированных способов восстановления деталей вагонов ведущее место занимает наплавка порошковой проволоки. Этим способом восстанавливаются фрикционные клинья и надресорные балки тележек ЦНИИ-Х3, корпуса и детали механизма автосцепок, вертикальные скользуны надресорной балки.
Для восстановления деталей тележек, автосцепок и подвесок тормозного башмака применяется автоматической и полуавтоматической наплавка под слоем флюса.
В вагоноремонтном депо для выполнения сварочно-наплавочной работы применяют разнообразное сварочное оборудование. Однако основной объем наплавочных работ при ремонте узлов и деталей вагонов выполняется на полуавтоматах А-765 и А-1035м.
Полуавтомат А-765 используется для сварки и наплавки порошковой проволокой открытой дугой. Полуавтомат А-1035 является универсальным, так как он позволяет сваривать и наплавлять вагонные детали различными способами: порошковой проволокой, под слоем флюса и в среде защитного газа.
5.5 Приёмка
Систематическую проверку качества ремонта вагонов и изготовления запасных частей в соответствии с правилами ремонта, инструкциями, стандартами, техническими условиями, чертежами и утвержденными технологическими процессами организует и проводит отдел технического контроля (ОТК). Работники ОТК завода осуществляют техническую приемку и проверку качества полуфабрикатов, материалов и изделий, поступающих иа завод; контролируют состояние технологического оборудования и средств измерения, анализируют причины брака и участвуют в разработке мероприятий по предупреждению брака и повышению качества выпускаемой продукции.
Работники отдела оформляют документацию на принятую ими продукцию, рассматривают претензии по качеству выпущенных заводом вагонов и изделий.
Одним из основных критериев качества ремонта является безаварийная работа отремонтированного вагона в условиях эксплуатации. При оценке качества ремонта пассажирского вагона, кроме того, важное место занимает обеспечение удобств для пассажиров.
Большое внимание при контроле качества уделяется таким узлам, как колесные пары, буксовый узел, тележки, рессорное подвешивание, рама вагона, автосцепное устройство, тормоза, так как от их исправного состояния зависит безопасность движения. В пассажирских вагонах, кроме того, уделяется особое внимание проверке устройств отопления, освещения, водоснабжения, вентиляции, внутреннего и сантехнического оборудования, так как эти устройства в значительной мере влияют на создание комфорта и удобств для пассажиров.
Отдел технического контроля контролирует соблюдение технологических процессов ремонта и изготовления основных узлов и деталей вагонов, проверяет состояние технической оснастки в процессе производства, принимает изготовленные или отремонтированные узлы но мере их готовности.
Контроль за соблюдением технологических процессов и правильным использованием приспособлений, измерительных средств и другой технологической оснастки осуществляют контролеры ОТК при приемке готовой продукции, а также технологи и мастера в процессе производства. При обнаружении отклонении и нарушения технологии и неправильного применения измерительных средств и технологической оснастки работники ОТК совместно с начальниками цехов принимают меры к устранению замеченных недостатков.
Для своевременного обнаружения причин брака и повышения качества выполняемых работ большое значение имеет технология контроля, под которой понимается порядок выполнения контрольных операций, проверки соблюдения технических условий, методы и приемы проверок, технические средства, применяемые при этих проверках. Эта технология устанавливается в технологических картах изготовления детали, а также в чертежах детали или узла, в инструкциях к соответствующим контрольным или измерительным приборам, стендам.
5.6 Измерительный инструмент и шаблоны используемый при ремонте поглощающих аппаратов
В качестве измерительного инструмента при ремонте поглощающего аппарата используется :
1. Рулетка или складной метр
2. Толщиномер.
Шаблоны:
1. Шаблон размером 575х233,5 мм
2. Проходной шаблон 83р.

6. Организация рабочего места, техника безопасности при ремонте поглощающих аппаратов
Масса ударно-тяговых устройств велика, поэтому снятие, транспортировка и постановка на вагоны должны быть максимально механизированы.
Для смены автосцепки у вагонов в составах или группах вагоны должны быть разведены на расстояние не менее 5 м и обязательно подложены тормозные башмаки под колеса со стороны промежутка.
При сборке механизма автосцепки нажимать на нижнее плечо предохранителя нужно не рукой, а металлическим стержнем. Особая осторожность требуется при разборке поглощающего аппарата автосцепки в случае заклинивания его пружин в сжатом состоянии. Такой аппарат перед снятием с вагона надо обстучать без выемки его и упорной плиты из тягового хомута.
Снятие и постановку автосцепки и поглощающего аппарата следует выполнять с применением специальных приспособлений.
Выполнение сварочных работ сопровождается выделением газов, паров и дыма. Ручная дуговая сварка загрязняет помещения окисью углерода, азота и др. При дуговой сварке в защитных газах и газовой сварке атмосферу загрязняют сами защитные газы, пары свариваемых металлов и их окислы. Поэтому в местах сварочных работ должна устраиваться вентиляция, обеспечивающая отвод вредных газов.
Нагрев деталей перед сваркой производят в сварочном помещении при условии, если над горнами установлены вытяжные приспособления, обеспечивающие отвод газа.
При производстве сварочных работ на подмостях последние должны покрываться листами стали или асбеста, чтобы падающий расплавленный металл на вызвал пожара или ожога людей. Производить сварочные работы на деталях, находящихся под давлением, не допускается.
Запрещается токоведущие провода прокладывать вместе с газосварочными шлангами или трубопроводами. Нельзя производить сварочные работы вблизи легковоспламеняющихся материалов, в том числе у свежеокрашенных мест вагонов. Минимально допускаемое расстояние от них до места сварки должно быть не менее 5 м. Сварщик при выполнении сварочных работ должен пользоваться спецодеждой и защитными очками.
При всех видах сварки плавлением наиболее опасным видом травматизма является поражение электрическим током. Для предупреждения поражения электрическим током необходимо соблюдать следующие меры предосторожности:
в сырых и мокрых местах работать в диэлектрических галошах, иметь резиновые или брезентовые перчатки, производственная одежда должна быть сухой;
не прикасаться голыми руками к токоведущим частям сварочной установки;
монтажные работы и ремонт оборудования производить только после выключения тока;
корпуса сварочной аппаратуры и источников питания должны быть заземлены, запрещается использовать контур заземления в качестве обратного провода сварочной цепи;
устройства для переключения электрических цепей должны быть защищены кожухом.
7. Техническое оборудование, испытание при ремонте
Для сжатия поглощающих аппаратов при их разборке и сборке применяют воздушные или гидравлические прессы. Воздушный пресс состоит из рамы 5, закрепленной на бетонном основании с помощью болтов Р. Воздушный тормозной цилиндр шарннрно связан с длинным плечом рычага 2, в коротком плече которого сделаны прорези для размещения выступов съемного нажимного кольца 3. устанавливается поглощающий аппарат под пресс при помощи специальной тележки, причем основание 4 ее опирается на полуоси колес 5 через резиновые прокладки 6. Расстояние между основанием и полом помещения составляет 5—7 мм. При нажатии на аппарат прокладки частично сжимаются, и нагрузка передается непосредственно от основания тележки на пол помещения. Таким образом, полуоси и ролики предохраняются от повреждений и обеспечивается устойчивость аппарата. На основании тележки имеется цилиндрический выступ 7, предназначенный для фиксации стяжного болта поглощающего аппарата при отвинчивании гайки.
Перед разборкой аппарата с конца стяжного болта удаляется наклеп, и подготовленный таким образом аппарат устанавливается на тележку (положение 1), при этом выступ 7 должен войти в отверстие для головки болта аппарата. Затем на клинья аппарата укладывается кольцо 3 и аппарат вместе с тележкой устанавливается на пресс так, чтобы выступы кольца находились в прорезях короткого плеча рычага 2 (положение 2). Прорезь запирается путем постановки предохранительных стержней 10. После такой установки в цилиндр подается воздух, аппарат сжимается, освобождая гайку стяжного болта для ее отвинчивания. Аппарат собирают в обратном порядке.
Список используемой литературы:
1. В.Д. Алексеев, Г.Е. Сорокин «Ремонт вагонов» Москва «Транспорт».
2. И.Ф. Пастухов, Р.О. Кошколда «Конструкция вагонов» Москва 2000г.
3. М.Д. Мещерский «Ремонт автосцепки» Москва «Транспорт»

Трещина корпуса поглощающего аппарата
При контроле технического состояния осмотрщик должен обращать внимание на характерные признаки неисправностей, приводящих к саморасцепу автосцепок и другим нарушениям работы автосцепного устройства:
1. Трещина или сквозная протёртость в корпусе поглощающего аппарата.

Повреждение поглощающего аппарата
2. Повреждение поглощающего аппарата, вызывающее потерю упругих свойств (неплотное прилегание аппарата к задним упорам (упорным угольникам) и через упорную плиту к передним).
Износы поверхностей поглощающего аппарата
3. Износы поверхностей поглощающего аппарата, приводящие к увеличению суммарного продольного зазора в автосцепном устройстве, вызывают рост продольных динамических усилий в поезде и, следовательно, повышенную вероятность повреждения деталей.

Выписка из Инструкции по техническому обслуживанию вагонов в эксплуатации
3.6 Автосцепное устройство
3.6.1 Запрещается постановка в поезда и следование в них вагонов, у которых автосцепное устройство имеет хотя бы одну из следующих неисправностей, в том числе трещины, выявляемые в видимой для осмотрщика вагонов при осмотре зоне:
- наличие клина с заплечиками, отсутствие предохранительной планки в узле крепления тягового хомута поглощающего аппарата Ш-6-ТО-4;
- трещина или сквозная потертость корпуса поглощающего аппарата, повреждение поглощающего аппарата, вызывающее потерю упругих свойств (неприлегание его одновременно к задним и передним упорам через упорную плиту более чем на 5 мм);
- ослабление болтов или нетиповое крепление планки, поддерживающей тяговый хомут, трещина или излом планки, кронштейна или державки расцепного привода, ударной розетки, упорной плиты или упоров;
- вагоны с изломанными или отсутствующими стяжными болтами, отвинченными гайками, с изломом витков и потерей начальной затяжки пружин подпружиненного центрирующего устройства с выбитыми или отсутствующими торсионами автосцепного устройства восьмиосных цистерн;
- выход вкладышей крепления крышки поглощающего аппарата Ш6-ТО-4 за наружные плоскости боковых стенок корпуса.
3.6.7 Дефектация эластомерных поглощающих аппаратов
Тяговый хомут с эластомерным поглощающим аппаратом осматривают на вагоне и считают неисправным, если:
1) Имеются изломы, трещины или сколы корпуса в видимой зоне в деталях аппарата и тяговом хомуте;
2) Для всех типов поглощающих аппаратов браковочным размером является наличие суммарного зазор между передним упором и упорной плитой и задним упором и корпусом поглощающего аппарата более 5 мм.
При подготовке вагона к перевозкам на ПТО или ППВ и выявлении суммарного зазора более 5 мм вагон отцепляется в текущий ремонт для замены аппарата аналогичным.
При обнаружении в пути следования у вагона суммарного зазора более 5 мм, но не более 50 мм разрешается проследование:
- порожнего вагона до ближайшего ПТО;
- груженого вагона до станции выгрузки.
При обнаружении у вагона суммарного зазора более 50 мм, вагон отцепляется в текущий ремонт, аппарат снимается и заменяется аналогичным. В случае отсутствия аналогичного поглощающего аппарата допускается замена пружинно — фрикционным (кроме груженых вагонов с опасными грузами), и следование вагона до ближайшего ПТО или опорного пункта имеющего запас данных поглощающих аппаратов.
3) Излом стяжных болтов не является браковочным признаком эластомерных поглощающих аппаратов в эксплуатации;
4) Наличие течи эластомерной массы на поглощающем аппарате без его просадки в эксплуатации не является браковочным признаком.
При отсутствии указанных дефектов аппарат считается исправным и демонтаж его не требуется.
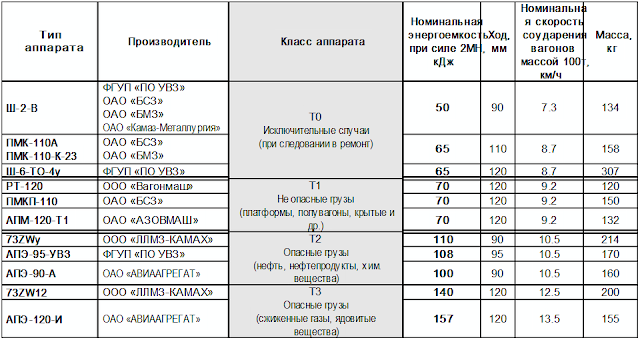
Таблица 3.4 — Поглощающие аппараты автосцепного устройства грузовых вагонов
Примечание:
ФРИКЦИОННЫЕ ПОГЛОЩАЮЩИЕ АППАРАТЫ Класс Т0 – применяются в исключительных случаях (например на вагонах, следующих в ремонт). Класс Т1 – применяются для вагонов общего назначения, не перевозящих опасные грузы (полувагоны, платформы, крытые).
ЭЛАСТОМЕРНЫЕ ПОГЛОЩАЮЩИЕ АППАРАТЫ (опасные грузы) Класс Т2 – для нефтебензиновых цистерн. Класс Т3 – для грузовых вагонов, предназначенных для перевозки особо опасных грузов (сжиженные газы, ядовитые вещества).
Выписка из Инструкции по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог
1 ОБЩИЕ ПОЛОЖЕНИЯ
1.6 Полный осмотр автосцепного устройства производится при капитальном и деповском ремонтах вагонов, капитальном ремонте локомотивов и вагонов дизель- и электропоездов, текущих ремонтах ТР-2, ТР-3 тепловозов, электровозов и вагонов дизель- и электропоездов, подъемочном ремонте паровозов и специального подвижного состава.
Наружный осмотр осуществляется при текущем отцепочном ремонте вагонов, единой технической ревизии пассажирских вагонов, промывочном ремонте паровозов, текущем ремонте ТР-1 тепловозов, электровозов и вагонов дизель- и электропоездов.
Проверяют автосцепное устройство при техническом обслуживании во время осмотра вагонов в составах на пунктах технического обслуживания (ПТО), при подготовке вагонов под погрузку и при техническом обслуживании локомотивов ТО- 2, ТО-3, а также в других случаях, установленных организационно- распредительными документами владельца инфраструктуры.
Регламентный осмотр эластомерных поглощающих аппаратов производится при деповском или капитальном ремонтах подвижного состава.
Регламентный осмотр эластомерного аппарата (РО) производится в соответствии со сроком очередного РО, указанным на консольной части концевой балки в верхней строке «РО 00 (месяц).00 (год) » при ближайшем плановом ремонте вагона. После РО или установки нового аппарата указывается дата следующего РО через 4 года.
Ремонт в сервисном центре (СР) аппарата производится в соответствии со сроком очередного СР, указанным на консольной части концевой балки в нижней строке «СР 00.00» при ближайшем плановом ремонте вагона.
После установки нового или отремонтированного в сервисном центре аппарата указывается дата следующего СР через 16 лет.