В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
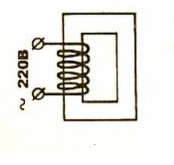
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
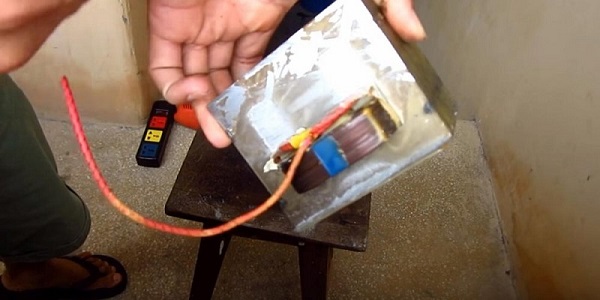
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
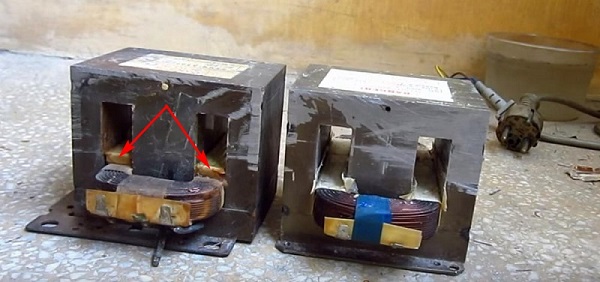
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
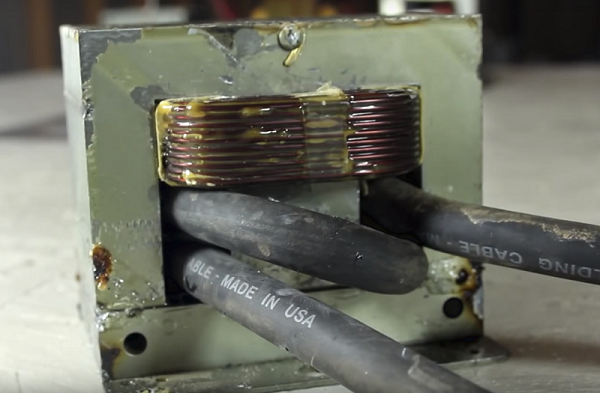
- Распилите магнитопровод и снимите высоковольтную обмотку,

Рис. 1: распилите сердечник

оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.

Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:

Процесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения.

Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
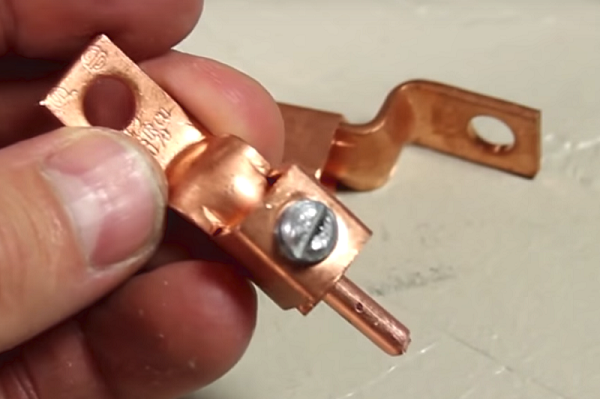
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора.

Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.

Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста.

Рис. 13: подключите силовые конденсаторы - Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.

В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видео инструкции
Как собрать простой сварочный аппарат в домашних условиях: чертежи инверторных моделей и пошаговая инструкция по сборке
В любой мастерской по обработке металла очень удобно работать, если под рукой есть сварочный аппарат. С его помощью можно надежно соединять металлические детали или конструкции, вырезать отверстия, а то и просто разрезать заготовки в нужном месте.

Такой полезный инструмент можно сделать своими руками, главное, во всем хорошенько разобраться, а мастерство делать красивый и надежный шов, придет с опытом.

Переменный выходной ток
Дома, на даче, на производстве чаще всего встречаются именно такие аппараты. Многие фото сварочного оборудования показывает, что оно сделано своими руками.
Самые главные составляющие для такого аппарата – это провод для двух обмоток и сердечник для них. Фактически – это трансформатор для понижения напряжения.

Размеры провода
Аппарат будет довольно хорошо работать при напряжении на выходе 60 вольт и током до 160 ампер. Расчеты показывают, что для первичной обмотки нужно взять медный провод сечением 3, а лучше 7 квадратных миллиметров. Для алюминиевого провода сечение должно быть больше в 1,6 раза.

Изоляцию проводов необходимо использовать тканевую потому, что провода в процессе работы сильно нагреваются и пластик просто расплавится.

Укладывать первичную обмотку нужно очень тщательно и аккуратно потому, что она имеет много витков и находится в зоне высокого напряжения. Желательно, чтобы провод был без разрывов, но если нужной длины нет под рукой, то куски необходимо надежно соединить и спаять.

Вторичная обмотка
Для вторичной обмотки можно брать медь, а можно алюминий. Провод может быть как одножильным, так и состоящим из нескольких проводников. Сечение от 10 до 24 квадратных миллиметров.
Очень удобно наматывать катушку отдельно от сердечника, например на деревянную заготовку, а потом набирать пластины из трансформаторной стали в готовую, надежно изолированную обмотку.

Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.

На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.

Сердечник
Хорошие характеристики показывают самодельные сварочные аппараты на основе сердечников из трансформаторной стали. Они набираются из пластин толщиной 0,35-0,55 миллиметров.

Важно правильно подобрать размер окна в сердечнике, чтобы в него поместились обе катушки, и площадь в разрезе (его толщина) была 35-50 квадратных сантиметров. По углам готового сердечника устанавливаются болты, а гайками все плотно стягивается.

Первичная обмотка состоит из 215 витков. Для возможности регулирования сварочного тока готового аппарата можно сделать выводы от намотки на 165 и 190 витках.
Все контакты крепятся на пластине из изоляционного материала и подписываются. Схема такова: чем больше витков катушки, тем больше ток на выходе. Вторичная обмотка состоит из 70 витков.

Инвертор
Своими руками можно собрать еще один сварочный прибор – это инвертор. У него есть ряд положительных отличий от трансформатора. Самое первое, что бросается в глаза, — его небольшой вес. Всего несколько килограммов. Можно работать, не снимая аппарат с плеча. Затем, рабочий постоянный ток, это позволяет создавать более аккуратный шов, да и дуга не так скачет. Проще работать начинающим сварщикам.

Детали для сборки такого аппарата продаются в магазинах и на рынке. Необходимо лишь знать маркировку. Особого внимания требует качество транзисторов потому, что они находятся в самой напряженной области конструкционной схемы инвертора. Для охлаждения прибора используют принудительную вентиляцию в виде охлаждающих радиаторов и вытяжных вентиляторов.

Таким образом, если составить каталог самодельных сварочных аппаратов, то получится длинный список из трансформаторов различной конструкции, инверторов, сварочных полуавтоматов и автоматов. Такие приборы позволяют работать с чугуном и сталью, алюминием и медью, нержавейкой и тонким листовым железом.

Надежность и долговечность их работы зависит от точности расчетов, наличия материалов, деталей, правильности сборки, а также от соблюдения правил безопасности на всех этапах создания и эксплуатации подобных приборов.
Фото сварочного аппарата в домашних условиях


























Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 
- Характеристики самодельного инвертора и материалы для его сборки
- Блок питания
- Силовой блок
- Инверторный блок
- Система охлаждения
- Сборка инвертора своими руками
- Диагностика самодельного инвертора и его подготовка к работе
- Обслуживание самодельного сварочного инвертора
Изготовить сварочный инвертор своими руками, даже не обладая глубокими знаниями в электронике и электротехнике, вполне возможно, главное – строго придерживаться схемы и постараться хорошо разобраться в том, по какому принципу работает такое устройство. Если сделать инвертор, технические характеристики и КПД которого будут мало отличаться от аналогичных параметров серийных моделей, можно сэкономить приличную сумму.

Самодельный сварочный инвертор
Не следует думать, что самодельный аппарат не даст вам возможности эффективно проводить сварочные работы. Такое устройство, даже собранное по простой схеме, позволит вам выполнять сварку электродами диаметром 3–5 мм и на длине дуги, равной 10 мм.
Характеристики самодельного инвертора и материалы для его сборки
Собрав сварочный инвертор своими руками по достаточно простой электрической схеме, вы получите эффективное устройство, обладающее следующими техническими характеристиками:
- величина потребляемого напряжения – 220 В;
- сила тока, поступающего на вход аппарата, – 32 А;
- сила тока, формируемого на выходе устройства, – 250 А.
Схема сварочного аппарата инверторного типа с такими характеристиками включает следующие элементы:
- блок питания;
- драйверы силовых ключей;
- силовой блок.
Прежде чем начать собирать самодельный инвертор, надо подготовить рабочие инструменты и элементы для создания электронных схем. Так, вам понадобятся:
- набор отверток;
- паяльник для соединения элементов электронных схем;
- нож;
- ножовка для работы по металлу;
- резьбовые крепежные элементы;
- листовой металл небольшой толщины:
- элементы, из которых будут формироваться электронные схемы;
- медные провода и полосы – для намотки трансформаторов;
- термобумага от кассового аппарата;
- стеклоткань;
- текстолит;
- слюда.
Для домашнего использования чаще всего собирают инверторы, работающие от стандартной электрической сети с напряжением 220 В. Однако при необходимости можно сделать устройство, которое будет работать от трехфазной электрической сети с напряжением 380 В. Такие инверторы имеют свои преимущества, наиболее важным из которых является более высокий КПД, по сравнению с однофазными аппаратами.
Блок питания
Одним из важнейших элементов блока питания сварочного инвертора является трансформатор, который мотается на феррите Ш7х7 или 8х8. Это устройство, обеспечивающее подачу стабильного напряжения, формируется из 4 обмоток:
- первичной (100 витков провода ПЭВ диаметром 0,3 мм);
- первой вторичной (15 витков провода ПЭВ диаметром 1 мм);
- второй вторичной (15 витков провода ПЭВ диаметром 0,2 мм);
- третьей вторичной (20 витков провода ПЭВ диаметром 0,3 мм).
Чтобы минимизировать негативное влияние перепадов напряжения, регулярно возникающих в электрической сети, намотку обмоток трансформатора следует выполнять по всей ширине каркаса.

Процесс намотки силового трансформатора
После выполнения первичной обмотки и изоляции ее поверхности при помощи стеклоткани, на нее наматывают слой экранирующего провода, витки которого должны ее полностью перекрывать. Витки экранирующего провода (он должен иметь такой же диаметр, как и провод первичной обмотки) выполняются в том же направлении. Такое правило актуально и для всех остальных обмоток, формируемых на каркасе трансформатора. Поверхности всех обмоток, наматываемых на каркас трансформатора, также изолируются друг от друга при помощи стеклоткани или обычного малярного скотча.
Чтобы величина напряжения, поступающего от блока питания на реле, находилась в пределах 20–25 В, необходимо подобрать резисторы для электронной схемы. Основной функцией блока питания сварочного инвертора является преобразование переменного тока в постоянный. Для этих целей в блоке питания используются диоды, собранные по схеме «косого моста».

Схема блока питания инвертора (нажмите для увеличения)
В процессе работы диоды такого моста сильно нагреваются, поэтому их обязательно надо монтировать на радиаторах, в качестве которых можно использовать охлаждающие элементы от старых компьютеров. Для монтажа диодного моста необходимо использовать два радиатора: верхняя часть моста через слюдяную прокладку крепится к одному радиатору, нижняя через слой термопасты – ко второму.
Выводы диодов, из которых сформирован мост, должны быть направлены в ту же сторону, что и выводы транзисторов, при помощи которых постоянный ток будет преобразовываться в высокочастотный переменный. Провода, соединяющие эти выводы, должны быть не длиннее 15 см. Между блоком питания и инверторным блоком, основу которого и составляют транзисторы, располагается лист металла, прикрепляемый к корпусу аппарата при помощи сварки.

Закрепление диодов на радиаторе
Силовой блок
Основой силового блока сварочного инвертора является трансформатор, за счет которого снижается величина напряжения высокочастотного тока, а его сила – увеличивается. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Обмотки такого трансформатора выполняются не из провода, а из медной полосы толщиной 0,25 мм и шириной 40 мм.
Каждый ее слой для обеспечения термоизоляции обматывается лентой от кассового аппарата, которая демонстрирует хорошую износоустойчивость. Вторичная обмотка трансформатора формируется из трех слоев медных полос, которые изолируются между собой при помощи фторопластовой ленты. Характеристики обмоток трансформатора должны соответствовать следующим параметрам: 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Многие пытаются сделать обмотки понижающего трансформатора из толстого медного провода, но это неверное решение. Такой трансформатор работает на токах высокой частоты, которые вытесняются на поверхность проводника, не нагревая его внутреннюю часть. Именно поэтому для формирования обмоток оптимальным вариантом является проводник с большой площадью поверхности, то есть широкая медная полоса.

Самодельный выходной дроссель инвертора
В качестве термоизоляционного материала можно использовать и обычную бумагу, но она менее износоустойчива, чем лента от кассового аппарата. От повышенной температуры такая лента потемнеет, но ее износоустойчивость от этого не пострадает.
Трансформатор силового блока в процессе своей работы будет сильно нагреваться, поэтому для его принудительного охлаждения необходимо использовать кулер, в качестве которого может быть применено устройство, ранее использовавшееся в системном блоке компьютера.
Инверторный блок
Даже простой сварочный инвертор должен выполнять свою основную функцию – преобразовывать постоянный ток, сформированный выпрямителем такого аппарата, в переменный ток высокой частоты. Для решения этой задачи применяются силовые транзисторы, открывающиеся и закрывающиеся с высокой частотой.

Принципиальная схема инверторного блока (нажмите для увеличения)
Инверторный блок аппарата, отвечающий за преобразование постоянного тока в высокочастотный переменный, лучше собирать на основе не одного мощного транзистора, а нескольких менее мощных. Такое конструктивное решение позволит стабилизировать частоту тока, а также минимизировать шумовые эффекты при выполнении сварочных работ.
В электронной схеме сварочного инвертора также присутствуют конденсаторы, соединенные последовательно. Они необходимы для решения двух основных задач:
- минимизации резонансных выбросов трансформатора;
- снижения потерь в транзисторном блоке, возникающих при его выключении и обусловленных тем, что транзисторы открываются гораздо быстрее, чем закрываются (в этот момент и могут возникать потери тока, сопровождаемые нагреванием ключей транзисторного блока).

Собранная электронная часть инвертора
Система охлаждения
Силовые элементы схемы самодельного сварочного инвертора сильно нагреваются в процессе работы, что может привести к их выходу из строя. Чтобы этого не произошло, кроме радиаторов, на которых монтируют наиболее нагревающиеся блоки, необходимо использовать вентиляторы, отвечающие за охлаждение.
Если у вас имеется в наличии мощный вентилятор, можно обойтись и им одним, направив поток воздуха от него на понижающий силовой трансформатор. Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.

Мощный вентилятор обеспечит хорошее охлаждение элементов устройства
Для предотвращения перегрева самодельного сварочного инвертора следует также использовать термодатчик, установив его на самый нагревающийся радиатор. Такой датчик в случае достижения радиатором критической температуры отключит поступление электрического тока на него.
Чтобы система вентиляции инвертора работала эффективно, в его корпусе должны присутствовать правильно выполненные заборщики воздуха. Решетки таких заборщиков, через которые внутрь устройства будут поступать потоки воздуха, не должны ничем перекрываться.
Сборка инвертора своими руками
Для самодельного инверторного устройства необходимо подобрать надежный корпус или сделать его самостоятельно, используя для этого листовой металл толщиной не менее 4 мм. В качестве основания, на котором будет смонтирован трансформатор сварочного инвертора, можно использовать лист гетинакса толщиной не менее 0,5 см. Сам трансформатор крепится на таком основании при помощи скоб, которые можно изготовить своими руками из медной проволоки диаметром 3 мм.

Раздвижной корпус заводского изготовления
Для создания электронных плат устройства можно использовать фольгированный текстолит толщиной 0,5–1 мм. При монтаже магнитопроводов, которые в процессе работы будут нагреваться, надо предусматривать зазоры между ними, необходимые для свободной циркуляции воздуха.
Для автоматического управления работой сварочного инвертора вам потребуется приобрести и установить в него ШИМ-контроллер, который будет отвечать за стабилизацию силы сварочного тока и величины напряжения. Чтобы вам было удобно работать с вашим самодельным аппаратом, в лицевой части его корпуса необходимо смонтировать органы управления. К таким органам относятся тумблер включения устройства, ручка переменного резистора, при помощи которой регулируется сварочный ток, а также зажимы для кабелей и сигнальные светодиоды.

Пример компоновки передней панели инвертора
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела. Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.

Проверка выходного напряжения тестером
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.

Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.

Часто выходящий из строя термодатчик, находящийся обычно на диодном блоке или дросселе
При выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
Самодельный сварочный аппарат в домашних условиях
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Сварочный аппарат из микроволновки
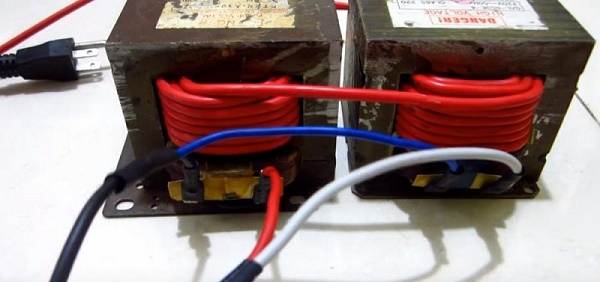
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).


Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.

Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.


Далее, с помощью сверла или зубила выбейте остатки намотки.

Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
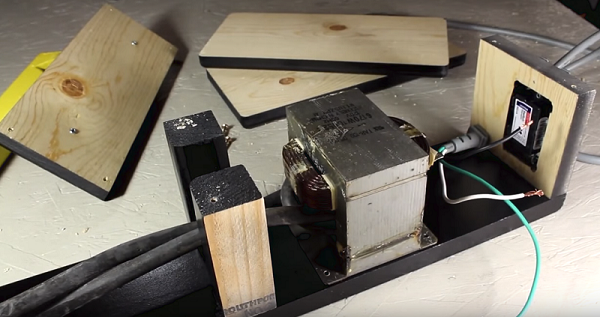
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов.
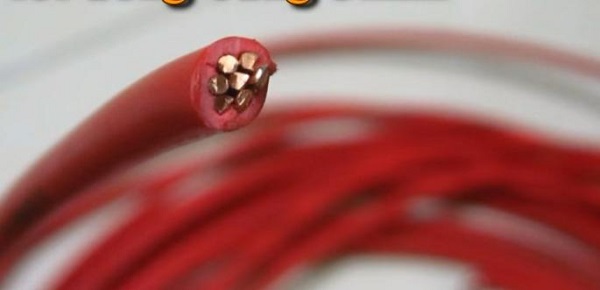
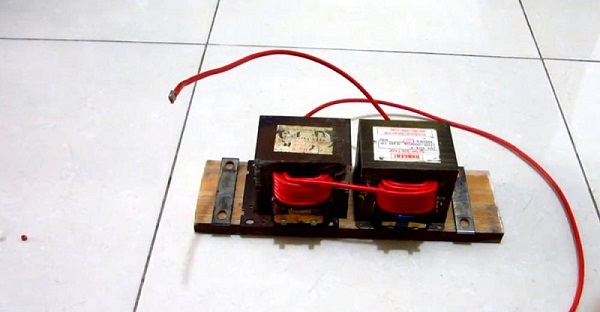
Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).


Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.

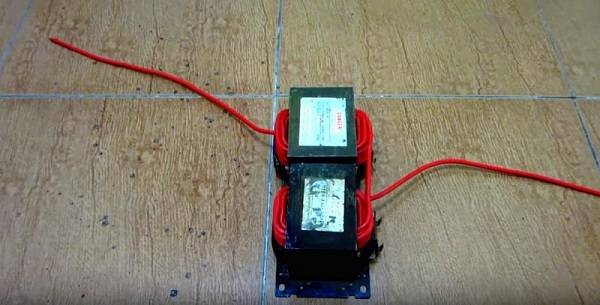

Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
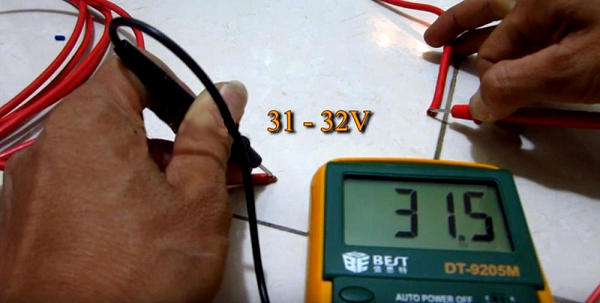
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
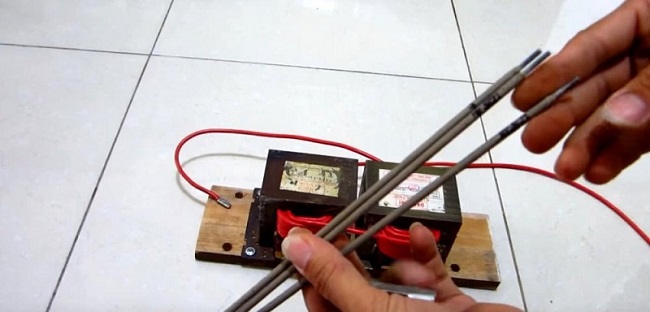


Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.

Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм2 до 4 мм2. Но идеальный вариант — это проводник с сечением 7 мм2. При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
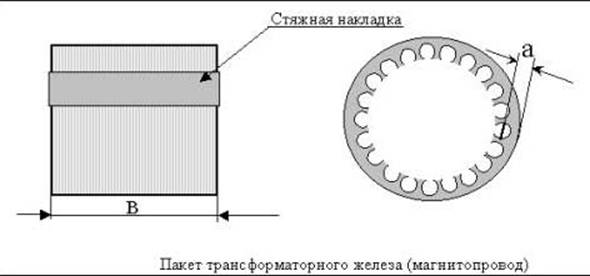
Первым делом, изготавливается основа трансформатора – сердечник. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см2 = a х b (см. рис. ниже).
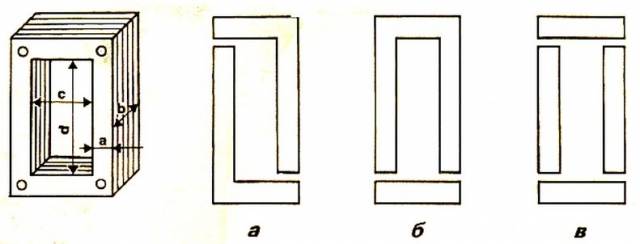
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см2, то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора.
- В первую очередь, следует намотать первичку. Для ее изготовления потребуется сделать 215 витков.
- Рекомендуется на 165 и 190 витке сделать ответвление. Чтобы это сделать, необходимо в верхней части трансформатора прикрепить пластину из текстолита. Все ответвления закрепляются на ней с помощью болтов. Но возле них следует ставить маркировку. Например, возле первого провода следует написать “Общий”, возле 2-го отвода – “165 виток”, возле 3-го – “190 виток” и возле 4-го – “215 виток”. В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
- Далее, делается вторичная обмотка, состоящая из 70-ти витков.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
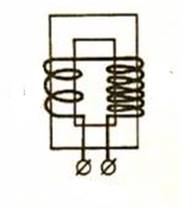
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель. Ниже приведена схема сварочного аппарата с диодным мостом.
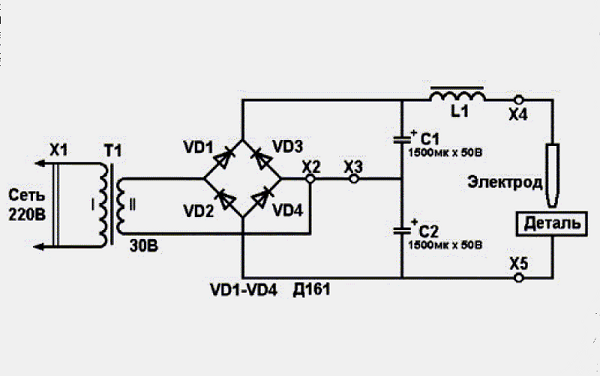
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор, такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
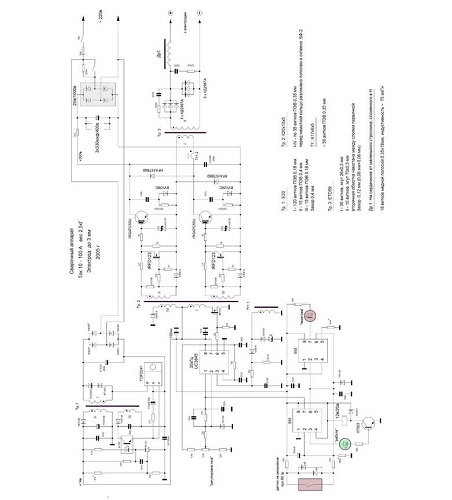
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
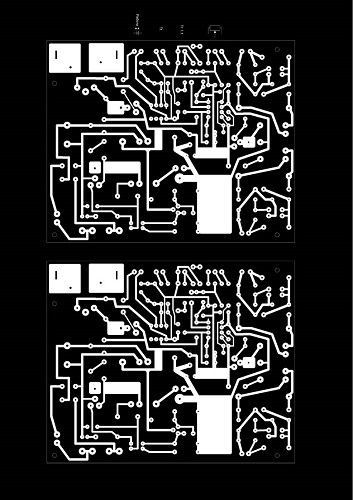
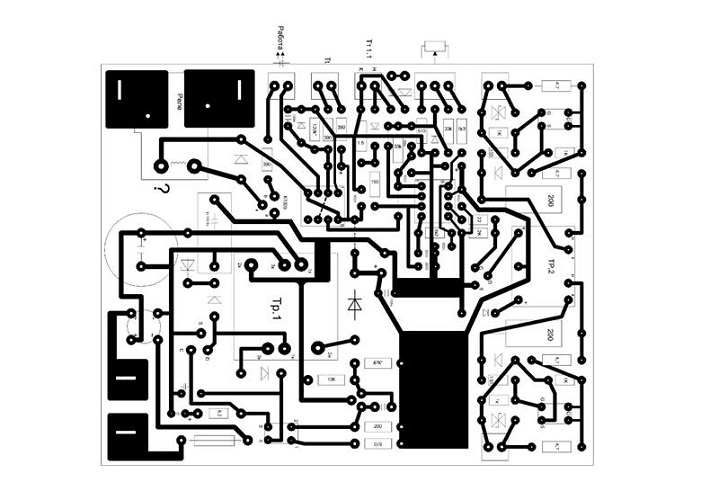
Далее приведены схемы, для производства печатных плат, которые нужны, чтобы сделать инвертор.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.



Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
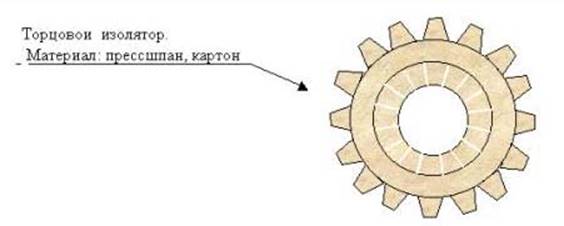
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.

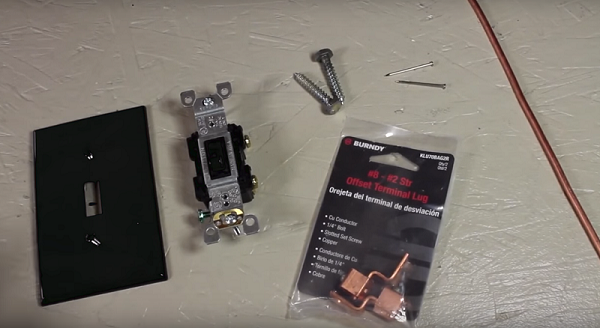
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.

- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.


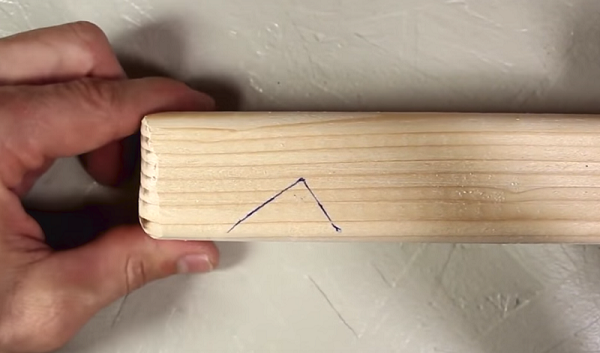
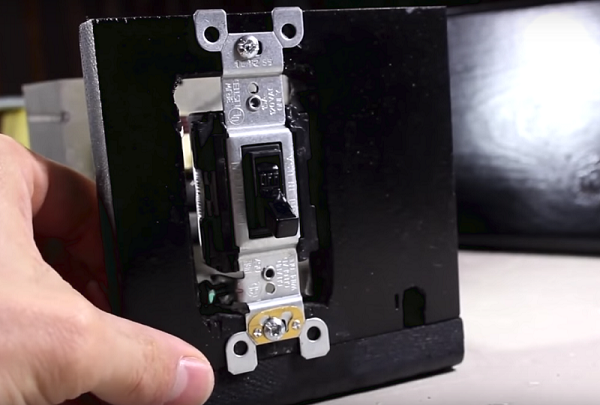
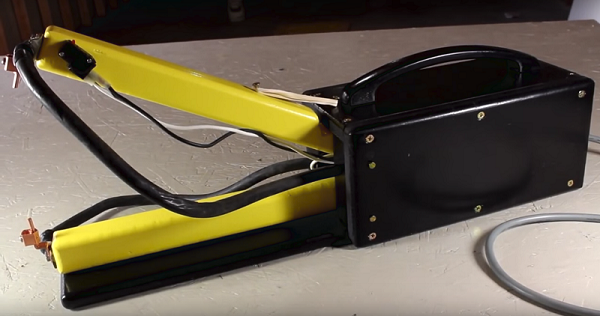
- Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.


- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.


- На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.

- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.

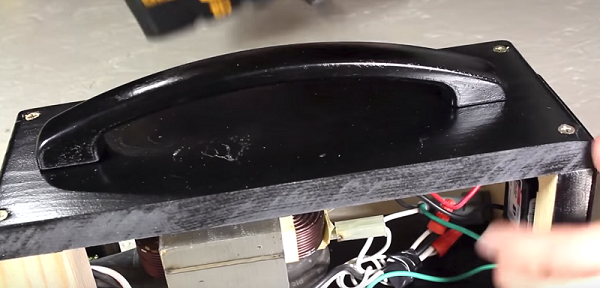
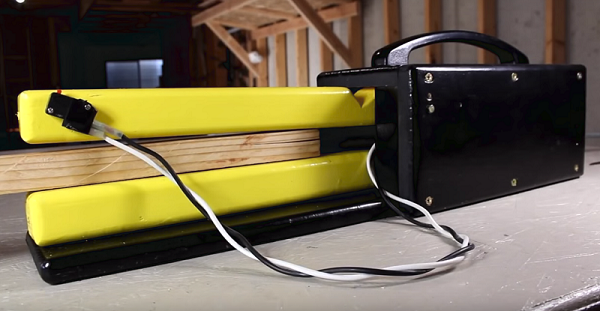
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.

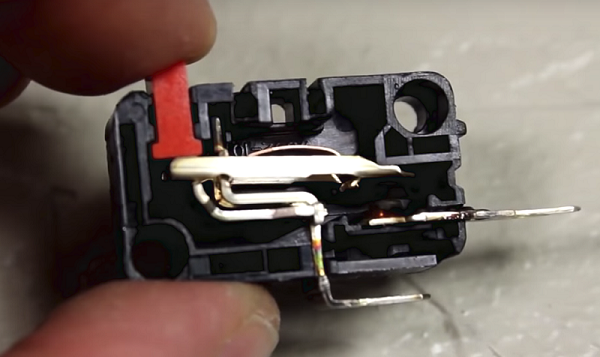
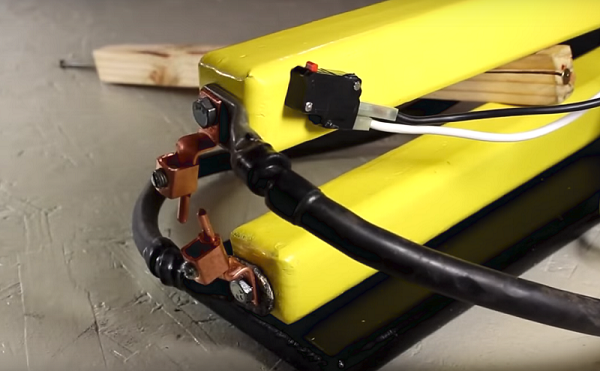
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
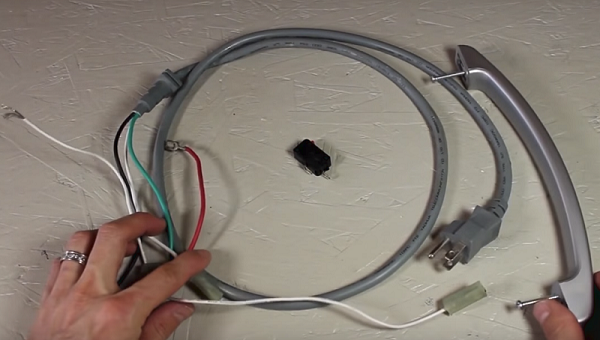
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.

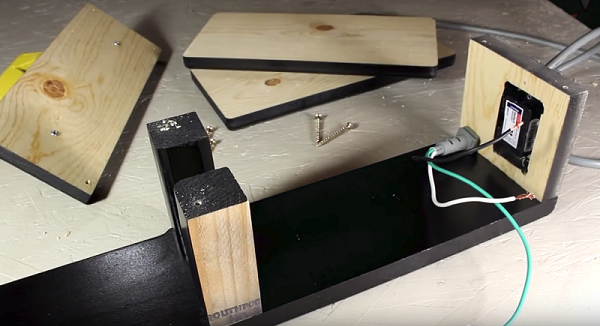
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.

- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.

- Далее, закрепите на конце выключатель.

- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.

- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.

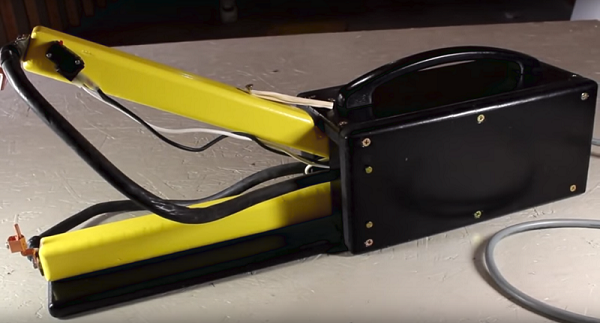
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.

- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
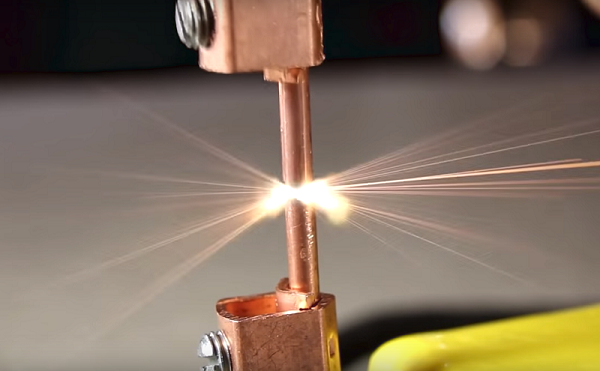
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.


В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Сварочный аппарат — узкоспециализированное оборудование, но практически каждому мужчине не раз в жизни приходилось искать подобный агрегат для ремонта домашней техники или автомобиля. Достаточно легко сделать сварочный аппарат своими руками, но при этом следует понимать, что оборудование годится для работы над небольшими конструкциями. Это будет сварка электродугой от источника переменного или постоянного тока.
Аргонная и газосварка требуют специальных знаний и аппаратуры. Изготовить газогенератор дома можно, но если у мастера нет профильного образования, велик риск совершить ошибку. Аппарат для аргонно-дуговой сварки проще брать в аренду, это стоит в десятки раз дешевле, чем мастерить оборудование самостоятельно.

Содержание
- 1 Структурная схема сварочного аппарата
- 2 Комплектация изделия
- 2.1 Блок питания простого сварочника
- 2.2 Блок выпрямителя
- 2.3 Блок инвертора
- 3 Требуемый инструмент
- 4 Изготовление
- 5 На переменном токе
- 6 На постоянном токе
Структурная схема сварочного аппарата
Сварочный аппарат для домашнего использования — это упрощенная конструкция с самыми простыми комплектующими деталями и несложной схемой сборки. Основная деталь — сварочный трансформатор, который можно сделать самостоятельно или использовать узел бытового прибора (например, микроволновой печи).
Сварочный инверторный агрегат устроен по схеме:
- подача питания;
- выпрямитель;
- инвертор.
Сделать трансформатор можно самому, используя отработанные кабели проводов и необходимой длины медную ленту.
Если в трансформаторе используется круглая медная проволока, работа аппарата ограничивается 2-3 сварочными стержнями. Для охлаждения используют трансформаторное масло.
Шов на соединяемых деталях образуется за счет тепла, источником которой служит электродуга, возникающая между двумя электродами. Один из электродов — это свариваемый материал. Короткое замыкание, которое требуется для разогрева электрода (катода), приведет к возникновению устойчивого разряда температурой до 6000°С. Под его действием металл начнет плавиться. Это грубое описание процесса сварки для неспециалистов, которым в быту требуется просто быстро зафиксировать необходимый профиль, деталь.
Комплектация изделия
Сварочные инверторы самостоятельно делают достаточно редко. Это электронное устройство требует неоднократной проверки, специфических знаний и опыта. Самоделку на основе трансформатора сделать проще и, поскольку работать она должна от бытовой сети (чаще 220 В), то для выполнения мелкого домашнего ремонта этого аппарата будет вполне достаточно.

Сварочный инвертор на сеть в 220 В собирается по схеме, которая используются для приборов, работающих от промышленной трехфазной сети. Нужно знать, что эти аппараты будут иметь КПД на 60% выше, чем оборудование, приспособленное на однофазную сеть.
Cварочник из трансформатора изготавливается без дополнительных узлов, в комплектацию входит:
- трансформатор (можно сделать самому);
- изоляционный материал;
- держак сварочного стержня;
- ПРГ-кабель.
Более сложные изделия инверторы комплектуются:
- трансформатором;
- инвертором;
- системой вентиляции;
- амперным регулятором.
После сборки замеряется напряжение вторичной обмотки: значения не должны выходить за параметры 60-65 В.
Блок питания простого сварочника
Самодельные сварочные трансформаторы — простое оборудование для редкого ремонта. Магнитопроводом может служить статор. Первичная намотка будет подключаться к сети, вторичная рассчитана для получения электродуги и выполнения работ. Обмотка трансформатора состоит из медного провода или ленты (до 30 метров).
При сварке рекомендуется использовать электрод диаметром 3-4 мм. Сердечник трансформатора делают в форме подковы, его площадь сечения — около 50 кв см. Этих параметров достаточно для максимальной мощности.

Первичная намотка делается медной полосой с хлопчатой изоляцией. Можно использовать «голый» магнитопровод и заизолировать его отдельно. Полосками из хлопчатой ткани обматывают провод и пропитывают любым лаком для электротехнических работ. Вторичная обмотка наматывается после изолирования первичной. Сечение первичной обмотки 5-7 кв. мм, сечение вторичной — 25-30 кв. мм. После изоляции проводят тестирование параметров: может потребоваться большее количество витков.
Сварочный аппарат инверторного типа имеет более сложное устройство, может работать на постоянном или переменном токе и обеспечивает лучшее качество шва. Но если в быту требуется провести только точечную сварку (например при ремонте бытовой техники), то изготовление инверторного сварочника нецелесообразно. Если используется трансформатор от пылесоса или микроволновой печи, важно не повредить первичную обмотку. Вторичная обмотка в 80% случаев должна сниматься и переделываться, чтобы агрегат не перегревался.
Блок выпрямителя
Блок выпрямителя преобразует напряжение переменного сигнала в постоянный и состоит из небольшого количества мелких деталей:
- диодные мосты;
- конденсаторы;
- дроссель;
- вольтдобавка.

Выпрямитель собирается по принципу мостовой схемы, где на входе подается переменный ток, а с выходных клемм выходит постоянный. Оба устройства — трансформатор и выпрямитель для сварочника — оснащаются блоком принудительного охлаждения. Можно использовать кулер от блока питания компьютера.
Блок инвертора
Блок инвертора преобразует постоянный ток с выпрямителя в переменный и выдает напряжение до 40 В, силу тока до 150 А.
Инвертор работает по следующей схеме:
- С розетки переменный ток (частота 50-60 Гц) поступает на выпрямитель, где выравнивается частота.Ток поступает на транзисторы, где постоянный сигнал преобразуется в переменный с увеличением частоты колебаний до 50 кГц.
- Понижение напряжения высокочастотного потока на понижающем трансформаторе с 220 до 60 В. При этом увеличивается сила тока. Благодаря увеличению частоты в катушке инвертора используют лишь минимально допустимое количество витков.
- На выходном выпрямителе происходит последнее преобразование электропотока в постоянный с большой силой и низким напряжением, который оптимально подходит для качественной сварки.

В сварочном приборе кроме главных этапов происходит корректировка силы тока, обеспечивается оптимальная вентиляция. Изготовить инвертор самому можно, руководствуясь подробной схемой.
Требуемый инструмент
Для сборки сварочного аппарата и изготовления понадобятся такие инструменты и приборы:
- ножовка;
- крепеж;
- паяльник;
- нож, зубило, пинцет и отвертки;
- металл листовой для каркаса;
- электроды;
- элементы сборки для трансформатора, асинхронный статор.

Сборка деталей аппарата происходит на текстолитовой основе, для корпуса используются листы алюминия или промышленной стали.
Изготовление
Все детали при схеме изготовления в домашних условиях трансформаторного сварочника будут располагаться в следующем порядке:
- выпрямитель;
- сетевой фильтр;
- преобразователь;
- трансформатор;
- силовой выпрямитель.
Из схемы можно исключить сетевой фильтр и выпрямитель, но электродуга будет плохоуправляема, а шов — некачественным (неровным, с большими рваными краями, которые потребуют зачистки).
Этапы сборки:
- Намотка катушек трансформатора. Для инверторного сварочника, который будет работать на переменном и постоянном токе, потребуется высокочастотный трансформатор с модулем преобразования.
- Лакировка изоляции обмотки.
- Сборка мгнитопровода. Оптимальный вариант — асинхронный статор от электромотора мощностью 4-5 кВт.
- Пайка соединений катушек и вывода.
- Проверка трансформатора.
- Сборка диодного моста и соединение в схеме. Потребуется 5 диодов класса КВРС5010 или В200.
- Установка охлаждающего радиатора на каждый диодный мост.
- Монтаж дросселя на одной плате с выпрямителем.
- Установка регулятора тока на панели управления.
- Обеспечение вентиляции всей конструкции. В корпус аппарата для сварки по периметру устанавливаются вентиляторы.
- Выход на рабочие электроды и держак устанавливается на передней стенке, шнур питания на противоположной.
- Между платой с блоком питания и силовым узлом рекомендуется установить порог из листового металла, конденсатор напряжения, который будет стабилизировать ток в электродуге.
Вес собранного аппарата для мелкого ремонта от 10 кг. Диодный мост с дросселем рекомендуется изготавливать в отдельном корпусе, для уменьшения веса. Этот узел будет необходимо подключать к аппарату для сварки нержавеющей стали. При переменном напряжении сети для сварки железного профиля, ремонта кузовных работ или точечных прихватов оборудование типа полуавтомат практически не требуется.
На переменном токе
Самодельный сварочный аппарат, работающий на переменном токе, имеет преимущества:
- Надежный шов. На переменном токе дуга не отклоняется от изначальной оси, это помогает новичкам делать ровный и качественный шов.
- Простой способ сборки аппарата.
- Бюджетная стоимость комплектующих.
- Необходимо подключить только к однофазной сети, достаточно бытовой розетки.

Главный недостаток контактно-сварочного аппарата – разбрызгивание металла во время работы из-за прерывания синусоиды электродуги и быстрый перегрев трансформатора. Для сварки деталей толщиной до 2 мм диаметр электрода должен быть 1,5-3 мм. Сварка листов от 4 мм проводится стержнями 3-4 мм при силе тока аппарата не менее 150 Ампер.
На постоянном токе
Самодельные аппараты постоянного тока широко используются для дома, но при сборке требуют навыков, времени и большего количества мелких деталей. Среди преимуществ оборудования:
- устойчивая дуга позволяет варить сложные и тонкостенные конструкции;
- отсутствие неприхваченных участков;
- нет брызг металла, срезка заусенцев и зачистка швов не требуется.
Укомплектованный сварочный аппарат постоянного тока своими руками рекомендуется несколько раз проверить на перегрев трансформатора, конденсатора и диодного моста в тестовом режиме перед основной эксплуатацией.
В конструкцию самодельных аппаратов для сварки можно вносить изменения и постоянно их дорабатывать. Можно сделать агрегат, который бы работал на постоянном токе, минимальную конструкцию, работающую на переменном сигнале при минимальной силе до 40А, или массивный стационарный агрегат для установки в мастерской.