Умение паять — полезный навык. Можно самостоятельно отремонтировать электрические устройства, при желании — создавать собственные. Научиться этому не так уж и сложно. В этом материале мы расскажем обо всех тонкостях пайки.
Пайка
Паять чаще всего приходится при работе с проводами и электрическими устройствами. Собственно, на это мы и сделаем основной акцент. Однако навык пайки пригодится и в других областях. Например, при изготовлении поделок из жести, проволоки и других материалов. Главное — понять и освоить основные принципы.
При пайке металлических изделий между ними вводится расплавленный припой. После остывания он создает прочное соединение. В отличие от сварки, при пайке плавится только соединяющий металлы припой.
Начнем с алгоритма — а затем подробно разберем каждый шаг.
- Разогрев паяльника до рабочей температуры
- Разогрев спаиваемых металлов (паяльником или на специальных подставках)
- Нанесение флюса на спаиваемые поверхности металла
- Нанесение припоя на жало паяльника
- Лужение спаиваемых поверхностей
- Нанесение припоя на жало паяльника
- Пайка — перенос припоя с жала паяльника на спаиваемые поверхности.
- Остывание спаянных поверхностей
- Смывка остатков флюса со спаянных поверхностей (по необходимости)
Если спаиваемые поверхности весят немного, можно совместить по времени шаги 2 и 5.
Припой
Припой — это специальный металлический сплав. Он в жидком виде проникает между поверхностями спаиваемых металлов. После остывания припой создает прочные соединения — механическое и электрическое.
Обычно это сплав олова и свинца. Разное их соотношение влияет на температуру плавления припоя. Выпускаются как низкотемпературные, так и высокотемпературные припои.
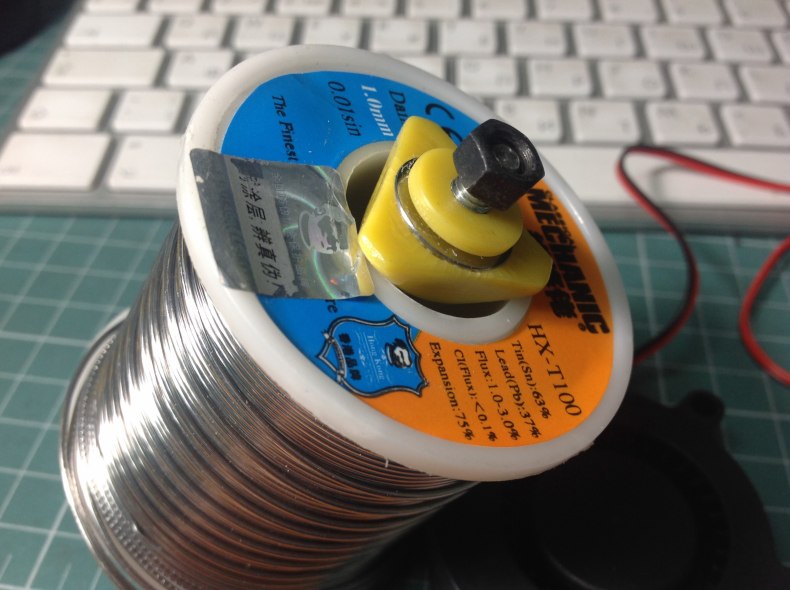
В электротехнике наибольшей популярностью пользуется припой ПОС 60 — припой оловянно-свинцовый с содержанием 60% олова. Для удобства он выпускается в виде трубочки, заполненной флюсом.
Диаметр припоя напрямую связан с размерами используемого жала паяльника — чем больше жало, тем более толстая нужна трубка с припоем.

Расплавленный припой обладает важными физическими свойствами — поверхностным натяжением и текучестью. Поверхностное натяжение помогает припою прилипнуть к жалу паяльника, а текучесть — стечь на место пайки. Наблюдается и обратная картина: припой с места пайки может перетечь на жало паяльника, если на нем гораздо меньше припоя. Происходит равномерное распределение расплавленного припоя между ними.
Именно поэтому на поднесенное сверху жало паяльника прилипает капелька припоя — казалось бы, вопреки закону притяжения. Она уверенно держится на жале паяльника и стекает к месту пайки только при прямом прикосновении с ним.

Главное, чтобы жало паяльника и место пайки были очищены флюсом от окислов. А также — залужены тонким слоем припоя.
Флюс
Основное назначение флюса — удаление оксидной пленки с поверхности спаиваемых металлов. Флюс также снижает поверхностное натяжение жидкого припоя, улучшая растекание по спаиваемым поверхностям. Это повышает прочность соединения.
Наиболее распространенный флюс — канифоль.

Канифоль отлично растворяется в спирте. Продается и в жидком состоянии.
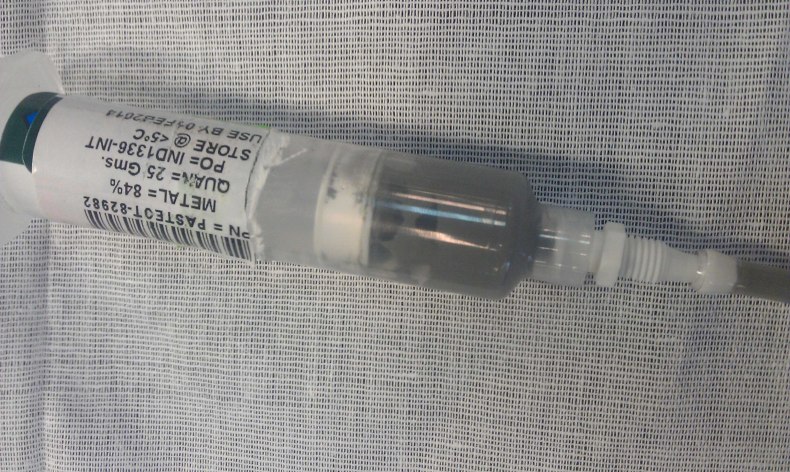
Смесь канифоли со стеарином или техническим вазелином по консистенции напоминает густую мазь. Отсюда ее название — паяльный жир.
Существуют флюсы на основе синтетических смол, а также органические флюсы на основе органических кислот и растворителей.
Флюсы подразделяются на:
- нейтральные;
- активные;
- высокоактивные.
Хотя канифоль на 75-95% состоит из смоляных кислот, она относится к нейтральным флюсам. Ее кислоты удаляют оксидную пленку только при повышении температуры. При остывании остатки неиспользованной канифоли возвращаются в первоначальное аморфное состояние. Они безвредны для паяного соединения. Поэтому остатки нейтральных флюсов на канифольной основе можно не смывать.
Добавки сильных активаторов превращают нейтральные флюсы в активные и высокоактивные. Они быстро удаляют застаревшую оксидную пленку на металле. Но после при работе с ними важно удалять остатки флюса — со временем они могут разрушить паяное соединение.
Лужение
Лужение — это удаление оксидной пленки с поверхности спаиваемых металлов и покрытие их тонким слоем расплавленного припоя. Под воздействием флюса оксидная пленка на поверхности металла замещается молекулами расплавленного припоя.
Возникает прочная связь припоя и металла на молекулярном уровне. Она препятствует образованию новой оксидной пленки. При пайке же молекулы наносимого припоя надежно соединяются со своими «родными» молекулами на луженой поверхности.
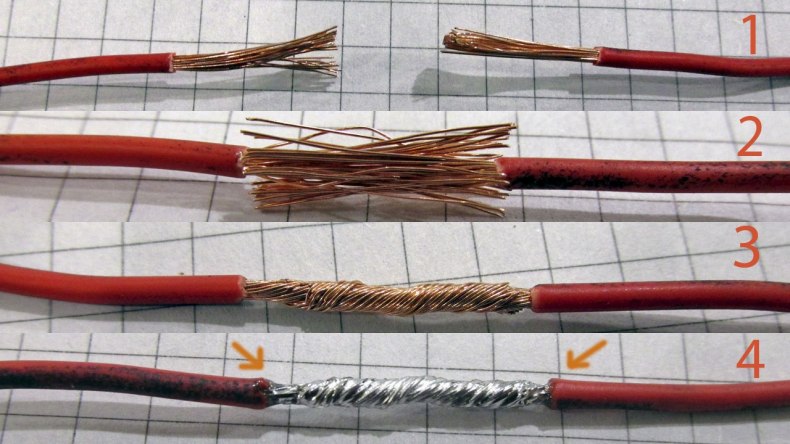
Вот пример лужения провода с застаревшей оксидной пленкой различными флюсами.

Для лужения провода с нейтральным флюсом необходимо тщательно очистить провод. При использовании активного флюса такая очистка уже не требуется. Зачищенный провод горячим паяльником окунаем в канифоль, на неочищенный — наносим активный паяльный жир.

Результат лужения практически одинаков.

Инструменты для пайки
Основной инструмент при пайке — паяльник. Он нужен для нагрева спаиваемых металлов и переноса на них расплавленного припоя. Большая часть паяльников — электрическая.
Для работы с микросхемами подойдет паяльник мощностью 10-20 Вт. Для пайки более крупных радиодеталей и тонких проводов достаточно мощности паяльника в 30-40 Вт. Для пайки толстых проводов и крупных деталей нужен паяльник мощностью от 60 Вт. Более подробный гайд по выбору можно найти здесь.

Чем больше припоя на жале паяльника, тем больше его стечет на место пайки. Количество припоя, захватываемое жалом паяльника, зависит от площади его кончика. Отсюда такое разнообразие форм и размеров жала паяльника. Для пайки толстых проводов отлично подходит широкое жало, а для небольших контактов на печатной плате — жало с тонким заостренным кончиком.
Существуют и газовые паяльники. Нагреваются они за счет сгорания газа, а заправляются от бытового газового баллончика. Такие модели компактны и универсальны. С конусной насадкой — это обычный паяльник, без наконечника — небольшой паяльный фен с температурой пламени до 400 °C.

Подставка под паяльник сохранит рабочий стол от капель расплавленного припоя.
В случае серьезного увлечения радиотехникой стоит приобрести паяльную станцию. Зачем она может пригодиться, можно узнать из нашего видео.
Держатель для плат надежно фиксирует плату при пайке мелких деталей. С ним также удобно паять провода.

Подставки под паяльники часто комплектуются губкой для очистки жала паяльника от нагара.

Стрипперы, ножи монтерские и ножи канцелярские понадобятся для зачистки проводов от изоляции.
Для разрезания проводов и удаления с печатных плат излишне длинных ножек радиодеталей обычно применяются бокорезы.
Профессиональные монтажники для очистки проводов от изоляции используют стрипперы. В домашних условиях их вполне заменят монтерские и канцелярские ножи.
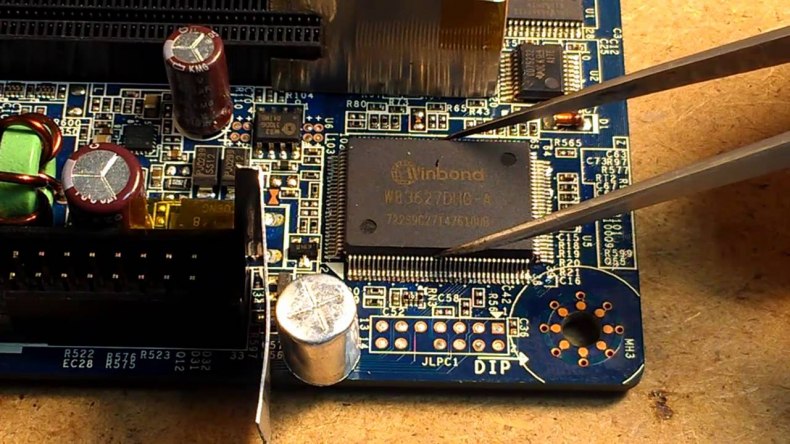
Выпаивание деталей, удаление припоя
При ремонте техники часто приходится удалять негодный компонент. Затем надо зачистить контактную площадку для пайки новой детали.
С этой задачей справляется оловоотсос. Этот инструмент используют при демонтаже деталей с печатных плат. Чтобы привести его в рабочее положение, надо нажать на шток поршня.

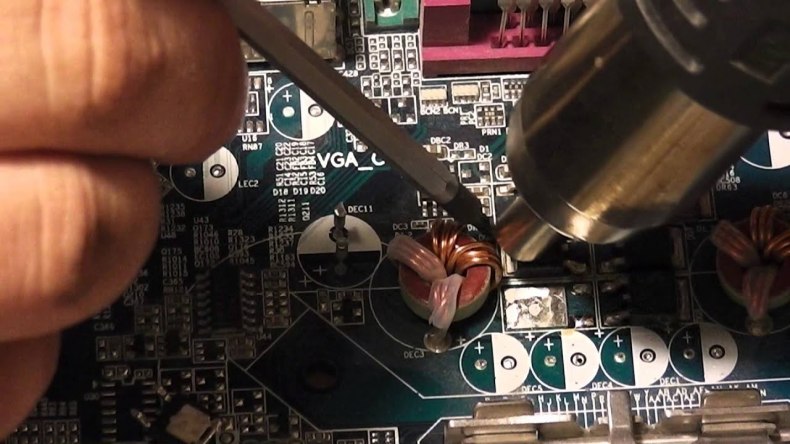
Вот так, например, с помощью оловоотсоса можно выпаять аккумулятор из платы электробритвы.
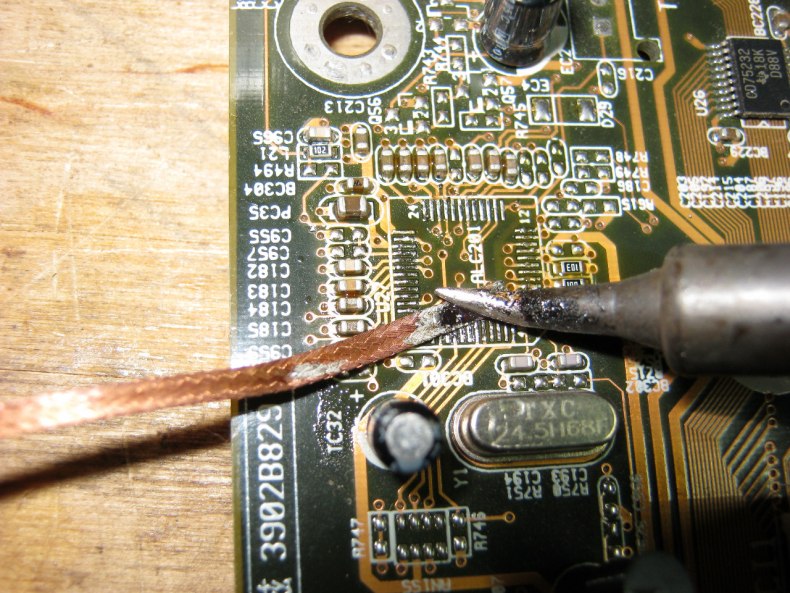
Многим нравится лента для удаления припоя — она сплетена из тонкой медной проволоки и пропитана флюсом. Лента прикладывается к очищаемому от припоя месту и прогревается паяльником. Оплетка работает как насос, вбирая текучий припой и очищая контактную площадку.
Где используют пайку
Пайка проводов
Возьмем самую банальную ситуацию — необходимо соединить оборванный провод.
Перед пайкой концы проводов очищаем от изоляции и наносим на них флюс. Тут все зависит от выбранного флюса: наносим его кисточкой, заостренной палочкой или окунанием в расплавленную канифоль.
Наносим на жало паяльника немного припоя. Движением жала по подготовленным концам провода переносим на них припой с паяльника — залуживаем их.

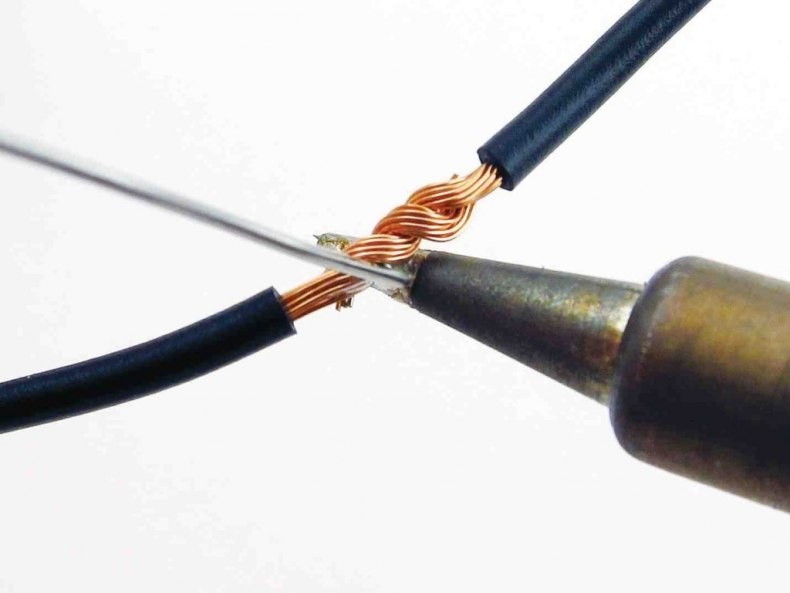
Применяют два варианта пайки: внахлест и скруткой концов провода.
В первом варианте провода надо приложить друг к другу с небольшим перекрытием по длине. Затем переносим на них припой с жала паяльника. Движением жала вдоль проводов равномерно распределяем нанесенный припой.
Во втором варианте концы проводов предварительно скручиваются. После этого надо нанести на них припой.

В большинстве случаев применяется первый вариант пайки. Но если место спайки будет подвергаться механическим нагрузкам, лучше использовать скрутку.
Места паек изолируем: тут нужна изолента или предварительно надетая на провода термоусадочная трубка.
Удлинение монтажных выводов
С паяльником можно без труда удлинить «родные» монтажные выводы импульсного преобразователя напряжения. Существует два способа это сделать:
- пайка удлинительных проводов к старым монтажным выводам;
- пайка удлинительных проводов непосредственно на плату.

Зачищаем от изоляции концы удлинительного провода, залуживаем их — покрываем флюсом и наносим тонкий слой припоя.
Первый способ: к монтажным проводам внахлест припаиваем удлинительные провода. Предварительно надетыми термоусадочными трубками надежно изолируем места паек.
Второй способ: паяльником расплавляем припой на контактных площадках. Удаляем монтажные провода. На их место припаиваем удлинительные провода.
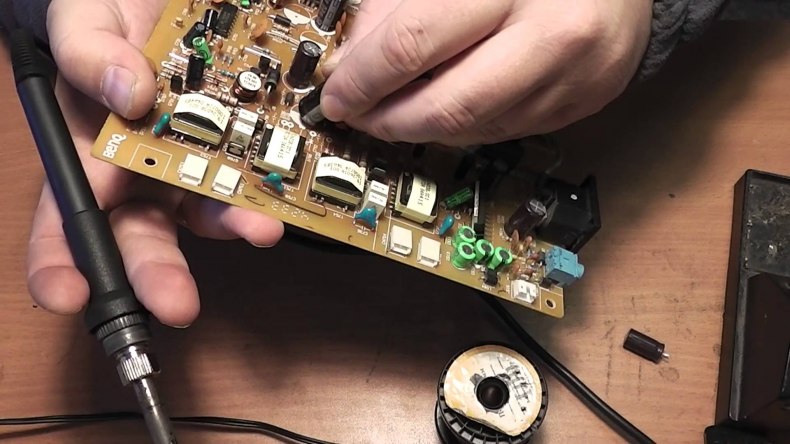
Ремонтируем аудиоколонку
Если в колонках периодически пропадает звук, возможно, произошел обрыв проводника в месте кабельного входа. Это случается при частых перемещениях колонки без гибкого кабельного входа.

Для начала нужно определить дефект. Проверяем наличие напряжения непосредственно на плате прибора. Вскрываем корпус колонки, сдвигаем динамик в сторону, извлекаем печатную плату.

Находим площадки платы, к которым припаяны жилы кабеля. Проверяем наличие на них постоянного напряжения 5В, подаваемого от порта USB компьютера.

Если его нет, смело отпаиваем кабель от платы — жалом паяльника последовательно нагреваем припой в местах контакта. После его расплавления отсоединяем проводники от платы.
Далее через кабельный ввод удаляем неисправный кабель, заводим в корпус колонки новый. Площадки контактов на плате остались залуженными. К ним мы припаиваем предварительно залуженные жилы кабеля — соблюдая полярность.
Но что делать, если нового кабеля в наличии нет — а ждать доставки вы уже не можете? Проблему тоже можно решить.
Обрезаем кабель в предполагаемом месте обрыва.

Далее освобождаем жилы от изоляции и «прозваниваем» их мультиметром. Убедившись в исправности обрезанного кабеля, залуживаем его жилы. Затем — припаиваем их к плате.
Стяжкой предохраняем кабель от отрыва его жил с монтажной платы.

Устанавливаем плату и динамик на свои штатные места. Работоспособность колонок восстановлена!
Замена разъема RCA («тюльпан»)
При нарушении контактов в кабеле RCA его разъемы можно заменить на новые, сохранив работоспособность кабеля.

Процесс пайки стандартный — оплетка и центральная жила зачищаются от защитной оболочки, залуживаются и припаиваются к выводам «тюльпана».
Центральная жила провода припаивается к выводу оконечника (SIGNAL), оплетка — к корпусу (GROUND) разъема.
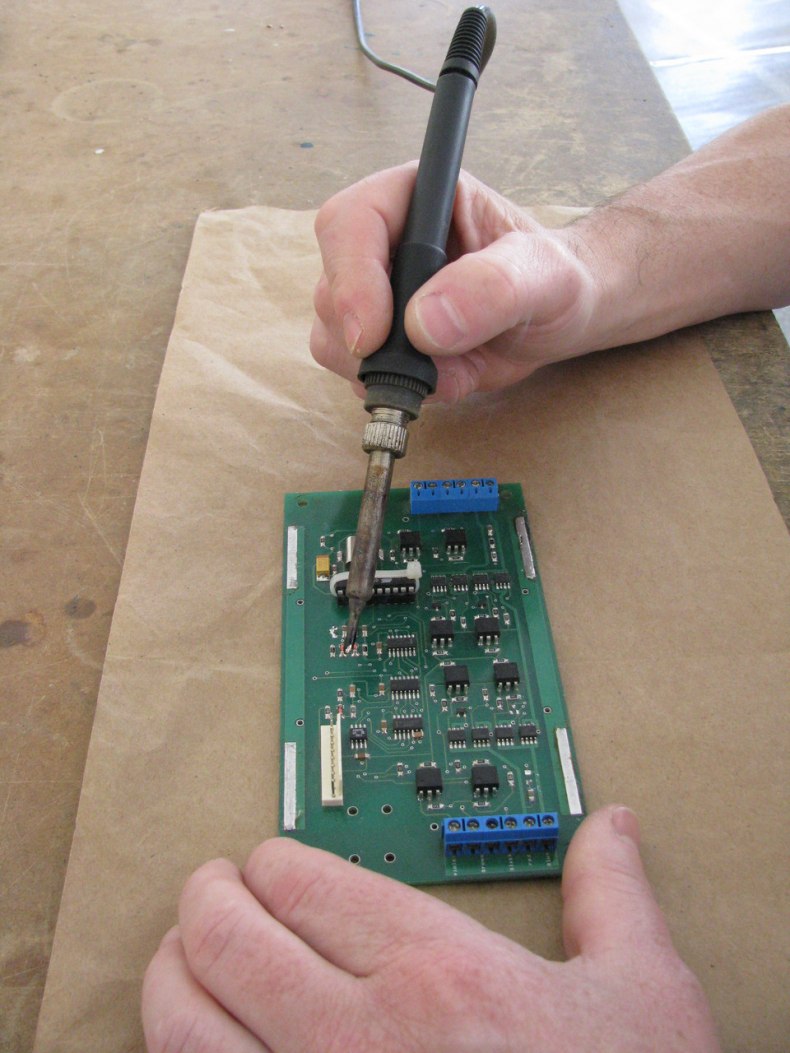
Пайка радиодеталей
Спиртовым раствором канифоли обрабатываем контактные площадки

На установленной детали немного разводим в стороны проволочные ножки для фиксации на плате. Наносим на жало паяльника припой с канифолью, затем по очереди припаиваем ножки радиодетали.

После пайки откусываем длинные проволочные ножки.

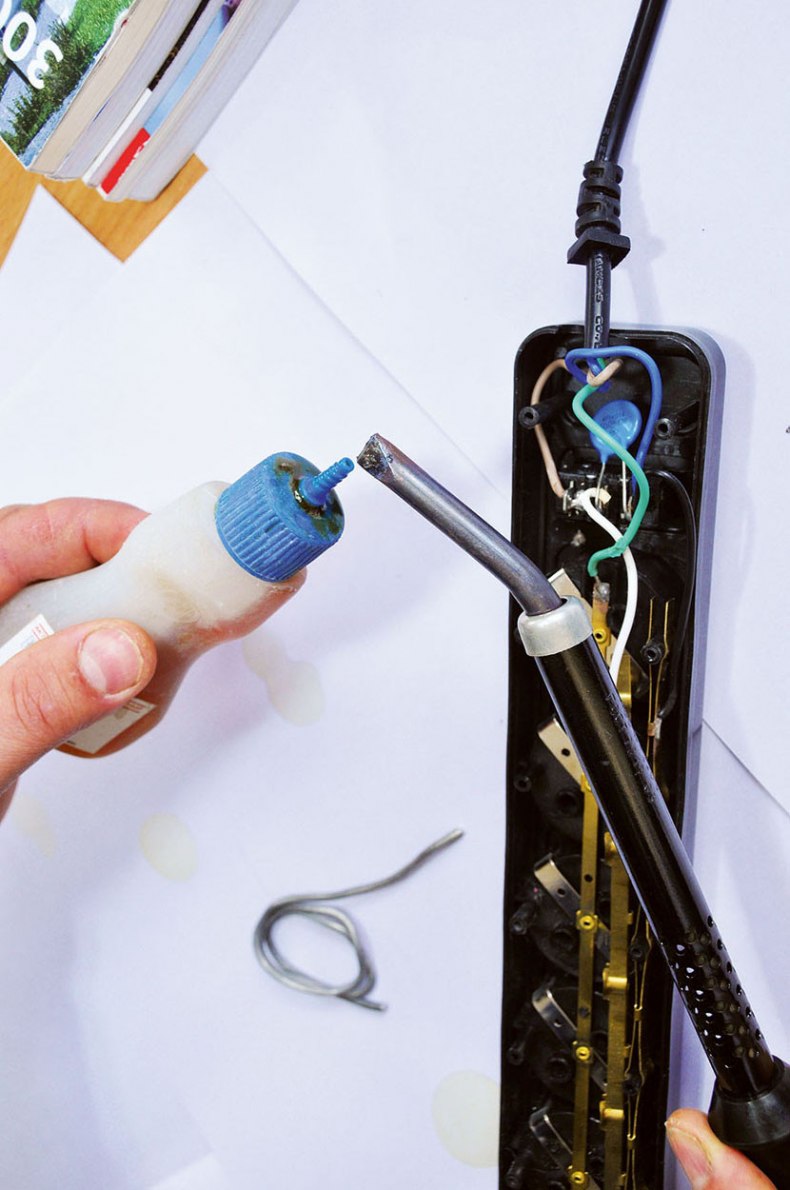
Пайка проводов к батарейкам
При необходимости к батарейкам можно припаять провода с применением активного флюса — с ним быстрее залуживаются металлические выводы. При работе с нейтральным флюсом батарейки можно перегреть и разрушить.

Как правильно паять паяльником с канифолью и оловом?

Содержание
- Для чего нужна канифоль?
- Выбираем инструмент и материалы
- Технология пайки
- Рекомендации
В наше время, когда устройство многих бытовых приборов не предполагает какого-либо ремонта, кроме замены узлов, паяльник превращается в этакое экзотическое приспособление, хранящееся на самой дальней полке с инструментами. Но пока есть провода и клеммы, он вполне может пригодиться для того, чтобы продлить жизнь некоторой домашней электрической технике.


Для чего нужна канифоль?
Канифоль – вязкая или кристаллическая масса, изготовленная из сосновой смолы. В продаже можно встретить спиртовой раствор канифоли или пасту на ее основе.
Это вещество играет в пайке роль флюса. С помощью канифоли спаиваемые детали изолируются от воздуха, что препятствует образованию тонкой оксидной пленки на их поверхностях. Посредством канифоли залуживают жало паяльника, покрывая его тонким слоем припоя, то же самое проделывают и со спаиваемыми деталями перед их соединением. В результате детали значительно легче соединяются друг с другом, а соединение получается более однородным и прочным. Без этого под действием высокой температуры жало паяльника и провода окисляются в течение нескольких секунд.

И тогда пайку произвести будет невозможно – по всему столу будут кататься остывающие блестящие оловянные капли, а детали при этом остаются разъединенными.
Если все же удастся поймать и «прилепить» несколько капель припоя, прочного соединения без обработки канифолью не получится, так как остывающий сплав не соединится со всей поверхностью. Даже небольшое механическое воздействие может привести к обрыву именно в месте подобной пайки, а электропроводность такого провода или клеммы будет значительно отличаться от той, что обеспечивает правильная пайка залуженных деталей.

Выбираем инструмент и материалы
Чтобы пайка стала успешной, потребуется всего лишь электропаяльник, а из материалов – припой и канифоль.
В особых случаях может понадобиться также паяльная кислота или дополнительный набор специальных флюсов. Тогда с помощью паяльника и припоя вполне возможно соединить не только медные провода и латунные детали, но даже нержавеющую сталь. Но для начала лучше все же овладеть самой элементарной пайкой медных проводов и соединений с латунными деталями электроприборов. Для таких операций вполне достаточно иметь обыкновенный припой из олова и канифоль, не считая паяльника.


Для удобства работы можно подготовить негорючую подставку для паяльника, так как размещать раскаленный электроприбор на столе или верстаке и не слишком удобно, и пожароопасно. Кроме того, нужно проследить за расположением провода и розетки, чтобы случайно не зацепить провод рукой или одеждой.
Профессионалы знают, что универсального паяльника не существует, поэтому для каждого вида работ – спайка тонких проводов, пайка электросхем или плат, спайка массивных деталей – используют разные по мощности и диаметру жала паяльники.


Хорошо, если у прибора есть терморегулятор, позволяющий температуру прогрева установить заранее.
Более дешевые варианты электропаяльников такой опции не имеют, кроме того, разные модели могут существенно отличаться по своей мощности.
Если опыта работы с паяльником нет, то вполне подойдет инструмент средней мощности (до 40 Вт). С помощью такого прибора можно осуществлять спайку проводов, соединение проводов с клеммами. А вот спаять толстые металлические детали будет уже сложнее, так как потребуется дольше прогревать металл, а это чревато образованием упоминавшейся выше оксидной пленки.
В продаже можно встретить канифоль в разных формах. Особых преимуществ у какого-либо ее вида нет, но твердую канифоль легче хранить.


Припой выпускается в виде тонкой оловянно-свинцовой проволоки. Толщина может быть различной – от 2 до 6 мм. Состав припоя также различается. Обычно в маркировке указано процентное содержание свинца. По нему можно вычислить и содержание олова. Более прочным считается сплав, где свинца больше, но у него и выше температура плавления. Припой в брусках обычно содержит больше олова.
Существует так же припой в виде тонкой трубки, свернутой в рулон и заполненной канифолью или другим флюсом. В некоторых случаях использование такого припоя дает неплохой результат.

Технология пайки
Самая простая технология пайки для начинающих состоит из нескольких последовательно выполняемых операций.
- Подготовка паяльника.
- Подготовка спаиваемых поверхностей.
- Непосредственно пайка.
На первом этапе необходимо привести паяльник в рабочее состояние. Следует удобно расположить инструмент на подставке, а после этого включить его в электросеть, следя за расположением провода. Затем зачистить жало паяльника, так как простого его нагрева обычно недостаточно, иначе припой не будет к нему приставать, а пайка окажется невозможной.


Зачистку проводят мелким напильником или надфилем, в некоторых случаях – наждачной бумагой. По окончании зачистки жало протирают плотной тканью.
Для зачистки жала можно воспользоваться поверхностью сосновой доски или бруска, по которой необходимо поводить жалом паяльника. В результате оно очистится от нагара и окислов, а также покроется тончайшим слоем смолы.
Когда нагар и оксидная пленка будут удалены, жало паяльника необходимо залудить во избежание образования новой оксидной пленки. Для этого понадобится канифоль, а затем и припой.

Правильно паять паяльником с канифолью несложно, для этого разогретое и зачищенное жало паяльника нужно погрузить в канифоль. От соприкосновения с раскаленной медью канифоль начнет плавиться, жало покроется ее тонким слоем. В процессе работы (если паяльник достаточно прогрет) канифоль будет активно испаряться, наполняя воздух хвойным запахом. Дышать этими парами не следует, поэтому комната, в которой происходит пайка, должна быть хорошо проветриваться.
Обработанное канифолью жало паяльника уже можно использовать для работы. Если на спаиваемых поверхностях есть припой, вполне можно обойтись и им. Необходимо расплавить каплю припоя и присоединить отпавшую деталь. Иногда этого достаточно, чтобы восстановить соединение.

Пайка оловом требует несколько больших усилий, но и соединение обычно получается более прочным.
Чтобы пайка была по-настоящему качественной, необходимо залудить не только жало паяльника, но и соединяемые поверхности. Для этого их прогревают и наносят жалом паяльника тонкий слой канифоли, а уже после этого – припой.
При лужении проводов их прогревают и помещают на поверхность канифоли, которую надо постараться расплавить так, чтобы она распределилась по всей свободной от изоляции поверхности провода. Затем залуженным жалом расплавляют небольшое количество припоя и наносят его на провод, распределяя по всей поверхности. О качестве лужения можно судить по цвету провода. Если он стал серебристым, можно считать операцию успешной. То же проделывают с другим проводом или клеммой. Если поместить деталь на поверхность канифоли нет возможности, следует воспользоваться жалом паяльника.

Рекомендации
При осуществлении пайки, как правило, не хватает «третьей руки». В одной нужно держать паяльник, в другой – провод, а вот деталь лучше закрепить в тисках или с помощью зажима.
Большое количество припоя совсем не означает, что соединение будет обязательно прочным. Лучше качественно подготовить поверхности и обойтись минимальным количеством олова.
Вся процедура пайки не должна превышать более 2 секунд, поэтому важно тщательно подготовиться к ней.


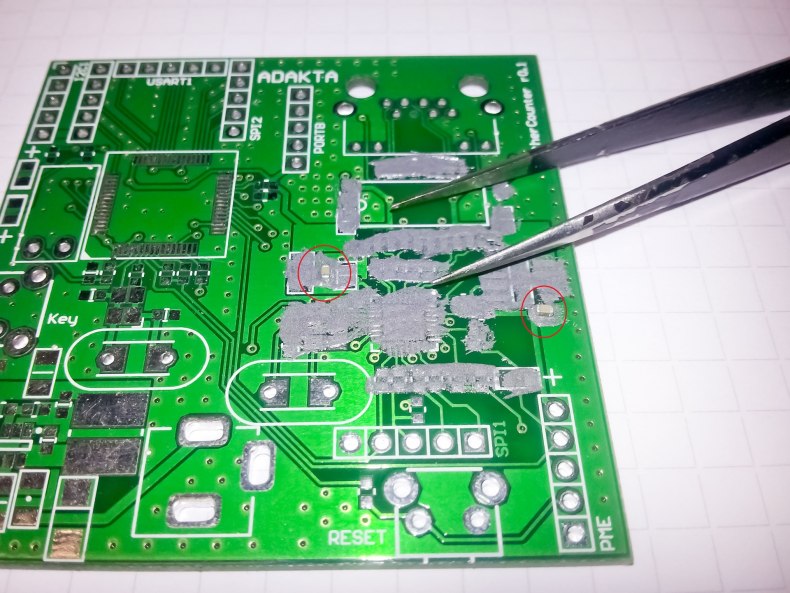
Для удержания мелких деталей необходимым инструментом станет пинцет.
Нельзя перегревать плату, иначе могут отслоиться контактные дорожки.
Некоторые радиодетали также следует подвергать минимальному нагреву.
О том, как правильно паять, смотрите далее.
Пайка применяется для соединения проводов и радиотехнических деталей. Обеспечивает надёжное соединение компонентов и проводимость электрического тока между ними. С помощью пайки можно соединять радиодетали из меди, алюминия и других токопроводящих металлов.
Для классической пайки применяется паяльник. С его помощью можно выполнять большинство работ практически с большинством элементов. Технология предполагает нагрев точек контакта и заполнение пространства между ними припоем.
Для пайки требуется высокотемпературный источник тепла. Самый распространённый тип такого оборудования – паяльник.
В зависимости от модели и функциональности паяльник может иметь различные дополнительные компоненты, такие как регулятор мощности и температуры, кнопка включения, гнездо для смены жал и другие. Бытовые паяльники работают от стандартной сети 220 В.
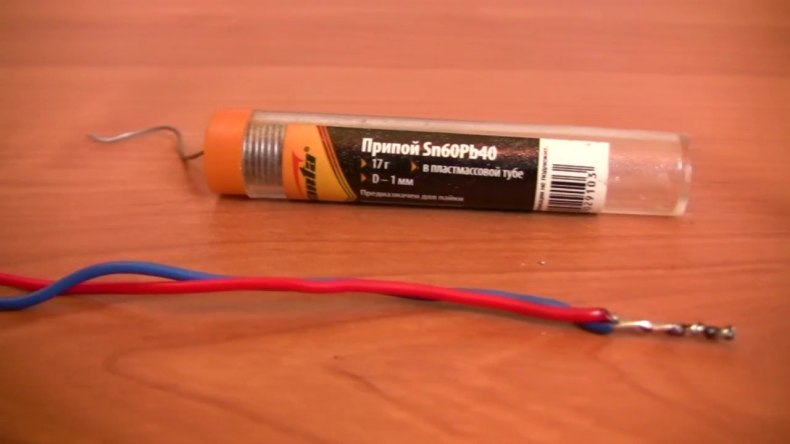
Припой – это оловянно-свинцовый сплав, продающийся, как правило, в виде проволоки разного диаметра.
Существует также трубчатый припой, представляющий собой проволоку, внутренняя полость которой заполнена флюсом.
Аккумуляторная дрель-шуруповерт Hammer ACD12/2С 216-022

Исходя из состава, припой может иметь разную маркировку, например, ПОС-60, где:
- П – припой;
- ОС – оловянно-свинцовый;
- 60 – 60% олова в составе.

Чем больше свинца и, соответственно, меньше олова содержится в припое, тем легче он плавится. Существуют также бессвинцовые припои, для расплавления которых требуется специальное высокотемпературное оборудование или паяльник повышенной мощности. Могут использоваться различные добавки, чаще всего кадмий и алюминий.
Флюс
При пайке обязательно используется флюс, выполняющий такие функции:
- Растворение окислов на поверхности монтажных элементов;
- Улучшение соединения между припоем и монтажными компонентами;
- Способствование растеканию припоя небольшим слоем по поверхности контактных деталей.

Самый популярный флюс – канифоль. Подходит для проводов и крупных радиодеталей. Спиртовой раствор канифоли можно применять для пайки практически любых плат. Для микросхем и мелких деталей обычно используют специализированные пастообразные флюсы.
Флюс для пайки (кислота паяльная) Solins ЛТИ-120, для низкотемпературной пайки печатных плат, флакон ПЭТ, 22 мл, с кистью

Флюсы бывают активными и неактивными. Активные после работы нужно обязательно смывать, поскольку они способны разъедать токопроводящие элементы, особенно сделанные из меди.

Оплётка для удаления припоя
Чтобы убирать лишний припой с области пайки, используется медная оплётка. Представляет собой плоскую косичку из тонкой медной проволоки. Прикладывается к месту пайки и при нагревании паяльником впитывает в себя лишний припой.
Индикаторная отвертка SMARTBUY135 мм, до 500 В, шлицевая, серт, испытания (1/720)

Может отличаться шириной, стандартный размер составляет 5 мм. Вместо покупной оплётки можно использовать экранирующую сетку от старого коаксиального (антенного) кабеля.

Выбор мощности паяльника
Мощность паяльника необходимо подбирать исходя из специфики работ:
- От 20 до 50 Вт – для плат, мелкой электроники и тонких проводов;
Паяльник PROconnect 12-0122-4, 30 Вт красный
- 100 Вт – для медных слоёв толщиной до 1 мм;
Паяльник электрический/Паяльник электрический/Пяльник для микросхем/Паяльник с регулировкой температуры
- От 200 Вт – для крупных деталей и проводов.
Паяльник ЗУБР 55301-200, 200 Вт синий
Мощность всегда указывается на упаковке устройства. В большинстве моделей она также указана на рукоятке.

Подготовка паяльника и деталей
Если паяльник новый, его нужно включить на несколько минут и дать поработать «вхолостую». Это необходимо для выгорания заводской смазки. При такой подготовке паяльник может дымить, поэтому не стоит пугаться.

Обычно паяльники продаются уже с залуженным (покрытым слоем олова) жалом. Если жало непокрыто, его нужно слегка зачистить наждачной бумагой, нагреть, затем окунуть в флюс и покрыть припоем.

Иногда даже лужёное жало необходимо перед пайкой слегка зачистить. В процессе работы жало покрывается оксидной плёнкой, из-за которой ухудшается прилипание припоя. Для этого его слегка счищают наждачной бумагой или тряпочкой, в зависимости от степени загрязнения.

Для подготовки деталей необходимо:
- Снять изоляцию (если паяются провода).
- Обезжирить.
- Покрыть деталь флюсом.
- Залудить с помощью паяльника.

Далее можно непосредственно приступать к пайке. Лудить обычно необходимо обе детали. Для удаления окислов можно использовать жало паяльника, наждачную бумагу или острый нож.
Техника пайки проводов
Порядок действий, как правильно паять провода:
- Удалить изоляцию на нужную длину, обычно 3-5 см.
- Если нужно, зачистить и обезжирить жилы (в зависимости от типа провода).
- Плотно скрутить провода между собой.
- Покрыть место пайки флюсом.
- Набрать припой на жало и пропаять скрутку. Важно равномерно прогреть провода, чтобы припой покрыл все поверхности и заполнил полости.
- Изолировать полученное соединение с помощью термоусадочной трубки (надевать нужно перед пайкой) или обычной изоленты.

Существуют разные способы соединения и пайки проводов. Их не всегда обязательно скручивать. Если жилы мягкие, к примеру из меди, их лучше скрутить для надёжности контакта.

Если провода твёрдые и хрупкие, их можно приложить друг к другу, а затем спаять без скрутки. Это исключит риск перелома в процессе скручивания.
При пайке без скрутки крайне рекомендуется предварительно залудить оба провода. Инструкция, как залудить провода паяльником:
- Очистить каждый провод от изоляции.
- При необходимости снять лаковое покрытие с проводов. Это лучше всего делать острым ножом или наждачной бумагой.
- Обработать жилу флюсом.
- Равномерно нанести расплавленный припой на поверхность с помощью паяльника.

Правильно залуженный провод должен быть полностью покрыт слоем припоя. Далее эти провода скручивают или плотно прикладывают друг к другу, и пропаивают. При этом не нужно использовать много припоя, поскольку каждый из проводов уже им покрыт.

Пайка плат
Как правило, на платах радиодетали припаиваются к токоведущим дорожками или специальным «пятакам». Если дорожки уже покрыты оловом (имеют серый цвет), их не нужно предварительно лудить.

Если они имеют желтоватую окраску, сначала их необходимо покрыть флюсом, а затем залудить паяльником по аналогии с проводами. После этого можно припаивать детали.
Инструкция, как правильно паять детали к плате:
- Пинцетом отогнуть выводы на детали так, чтобы они ровно прилегали к дорожкам (пятакам) или попадали в посадочные пазы.
- Ровно зафиксировать деталь с помощью пинцета.
- Обработать место пайки флюсом.
- Набрать на жало небольшое количество припоя и приложить его к точке пайки.
- Дождаться равномерного распределения припоя. Не стоит держать паяльник слишком долго, из-за перегрева деталь может выйти из строя. Чтобы деталь не сдвинулась с посадочного места, её следует придерживать пинцетом.
- После остывания промыть место пайки от остатков флюса. Для этого оптимально использовать спирт (этиловый или изопропиловый) либо бензин «Галоша».
При необходимости контакты можно покрыть защитным лаком для плат. Это необходимо для защиты от влажной среды и предотвращения риска замыкания при соприкосновении с другими поверхностями.
Уретановый лак для печатных плат Solins Urethane, 400 мл, аэрозоль
Распространённые проблемы
Часто начинающие сталкиваются с такими сложностями при пайке:
- Недостаточный прогрев компонентов. Из-за нехватки температуры происходит «холодная» пайка. Определить её можно по тусклому цвету припоя в месте пайки и его лёгкой разрушаемости при механическом воздействии.
- Перегрев деталей. В данном случае поверхность вовсе не покрывается припоем.
- Смещение деталей до застывания припоя, что часто приводит к разрыву контакта.

Для устранения данных проблем необходимо произвести повторную пайку.
Если происходит перегрев, нужно сократить время пайки или использовать менее мощный паяльник. При холодной пайке наоборот нужно использовать паяльник более высокой мощности.

Фото правильной пайки паяльником





















 Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
 После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
 Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Технология пайки
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Пайка с канифолью
 Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное. Но в некоторых случаях и такой результат устраивает.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.
Originally posted 2018-04-06 09:12:27.
Как паять с припоем, канифолью и кислотой: советы по подготовке. Пошаговая инструкция с основами пайки для начинающих
Как научиться работать паяльником? Именно этот вопрос волнует большинство начинающих радиолюбителей. Профессионалы для осуществления данных манипуляций могут пользоваться традиционным и нестандартным способом, позволяющим правильно закрепить электро элементы.

Сегодня мы поговорим о разновидности припоя для медных трубок, типах пайки, критериями выбора дымоуловителя, пинцетом для удерживания деталей.
В этом руководстве собраны рекомендации профессиональных радиолюбителей, позволяющих быстро познать искусство работы с паяльником.

Что такое пайка
Работа с паяльником позволяет получить плотное соединение в зоне металлических элементов при этом сохраняя их электропроводимость. Для работы помимо нагревательного элемента используют специальный припой. Прочность соединений напрямую зависит от состава данного компонента.

В 1978 году были утверждены требования ГОСТ 173025, которые предусматривали соотношение пайки и лужения. Для осуществления пайки придерживаются 3 этапов.
Они заключаются в следующем:
- Предварительно вводят припой;
- После этого осуществляют смачивание поверхности детали и платы полученной жидкостью;
- Далее, осуществляется кристаллизация в области расплава.

Внимание! Главной особенностью припоя считают то, что он при контакте с горячей частью паяльника быстро плавится. В результате удается получить клейкую массу и сохранить электропроводимость в зоне контакта.

Отличие паяльника и сварки
Рабочий процесс паяльника и сварки представляет собой получение прочного соединения под действием высокой температуры. Однако в ходе сварки не используют вещество для кристаллизации.
- Соединение элементов формируется в результате плавления материалов, из которого выполнены детали.
- Работа сварочным аппаратом позволяет соединить крупные конструкции из металла.
- Недостатком такой методики считают высокую стоимость и необходимость навыков работы с оборудованием.

Работа с паяльником позволяет осуществить ремонт радио и бытовой техники в домашних условиях. Перед началом рабочего процесса важно ознакомиться с тонкостями радиоэлектроники, чтобы сохранить функционирование прибора.

Виды пайки
Существует несколько видов пойти, которые применяют в ходе работы паяльником.
Они подразделяются на:
- Селективную;
- Криволинейную;
- Низкотемпературную;
- Высокотемпературную.

При поведении селективной пайки образуется прочные стыки в зоне вывода. Такая технология немного отличается от традиционных типов соединения. Нанесение припоя осуществляют в нескольких точках на платах.
Плотная фиксация обеспечит правильное расположение выводов под пластиковым корпусом.
- Низкотемпературную пайку впервые старые использовать в конце XX века. Такая популярность основана на появлении огромного количества радиоэлектроники.
- Её рекомендовано выбирать для тонких электронных плат, создания микросхем.
- Пайка получается плотной. Специалисты утверждают что для работы используют мягкий припой, который не способен выдержать частую нагрузку.
- Чтобы место соединения электродеталей не деформировалось рекомендовано применять дополнительные заклепки, мелкие винты и специальные фальцы.
- Такую методику соединения деталей применяют в области токоведущих стыков. При выборе такого вида пайки важно учитывать размер деталей.

Высокотемпературная пайка достигается путем нагревания паяльника до 400 градусов. В результате удается получить плотное соединение, которое может деформировать основу электросхемы.

Как работать с паяльником
Предлагаем ознакомиться с методикой, позволяющей быстро научиться работе с электрическим паяльником.
Она заключается в следующем:
- Предварительно осуществляют очистку в местах будущих соединений. Для этого удаляю защитный слой, окислы. В результате пайка получится крепкой и надежной. Некоторые металлические сплавы достаточно очистить от оксидной плёнки. Особое внимание рекомендуется уделить алюминиевым составом, который при контакте с кислородом начинают быстро окисляться.
- Для этого понадобится использование флюсов. Они представляют собой разновидность специальных очистителей. При выборе вещества важно учитывать его воздействие на поверхность металлического элемента. Если не провести очистку поверхностей, то при контакте паяльника и металлической части образуется процесс окисления. При нагревании флюса наблюдают быстрое удаление загрязнений. При нанесении небольшого количества горячей жидкости происходит быстрое окисление, которое проявляется в виде небольшого объёма дыма.
- Особое внимание необходимо уделить форме и диаметру жала паяльника. Именно от этих критериев зависит дальнейшая эксплуатация микросхемы. Состав нагревательного элемента не имеет значения. В продаже представлены модели с медным наконечником, керамическим и твердосплавным элементом.

Мощность оборудования. Для осуществления пайки на печатных платах можно воспользоваться моделью, мощность которой варьируется от 20 до 60 Вт.
- Высокая температура может спровоцировать неправильную пайку. В дальнейшем она спровоцирует выход из строя радиодетали. Низкая температура будет способствовать отведению массивных контактов в зоне проводников.
- В момент соединения элементов необходимо долго фиксировать раскаленное жало, которое приведет к перегреву детали. Профессиональные радиолюбители рекомендуют придерживаться простых правил. При использовании высокой температуры осуществляют кратковременный нагрев в зоне пайки.

Выбор припоя. Все разновидности обладают хорошей адгезией. При выборе необходимо учитывать температуру плавления. Например, легкоплавкие составы помогают сократить уровень теплового воздействия на поверхность электроэлементов.

Не стоит забывать о технике безопасности. Для работы понадобятся специальные очки, пинцет и дымоуловитель. Эти приспособления делают работу с паяльником комфортной.
Фото-инструкция, как паять с припоем





























