Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Содержание
- Определение показаний по нониусу
- Устройство штангенциркуля
- Порядок проведения измерений
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.

- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
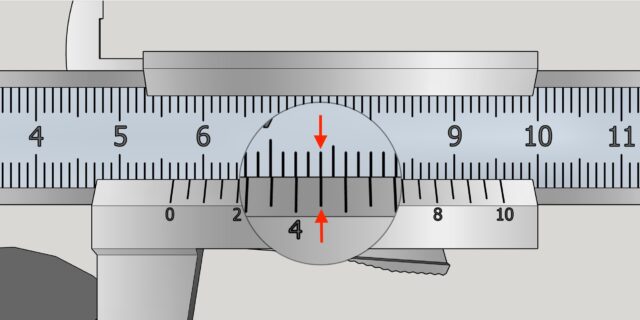
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
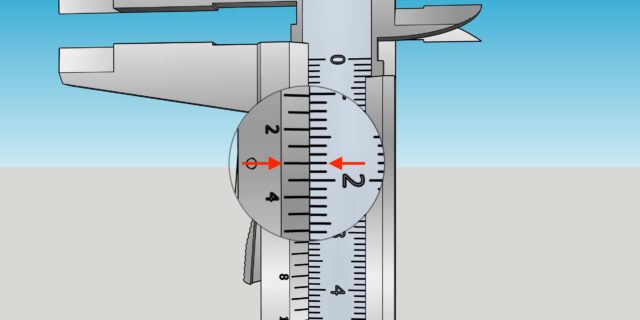
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
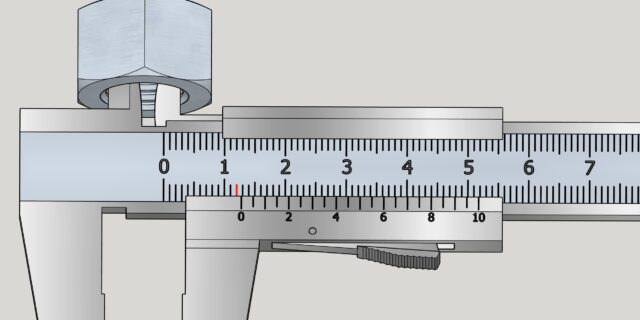
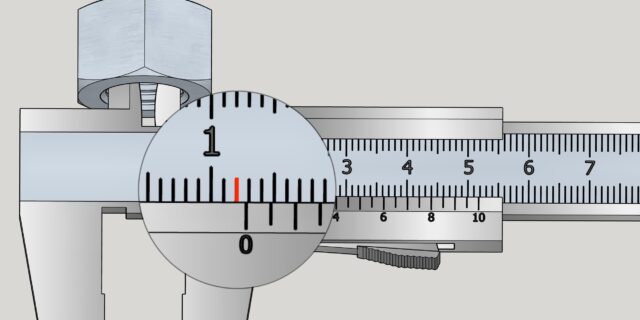
Нониус с ценой деления 0,05 мм
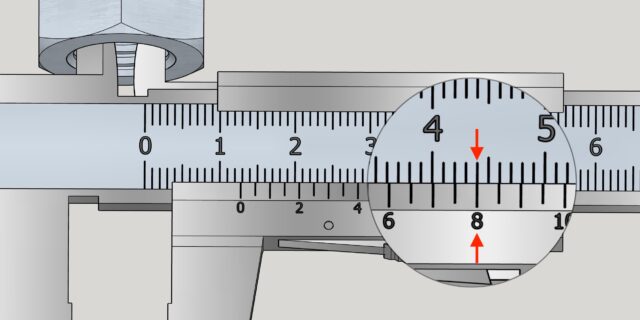
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
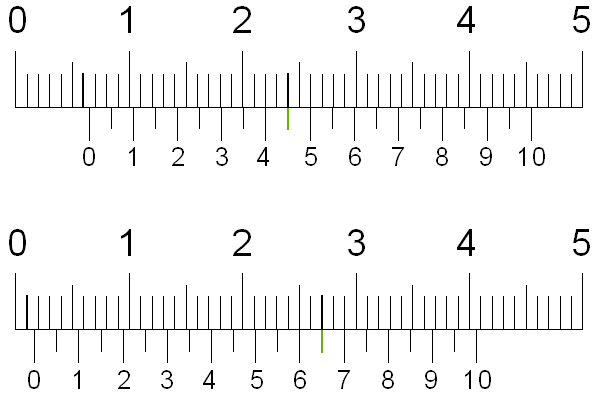
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
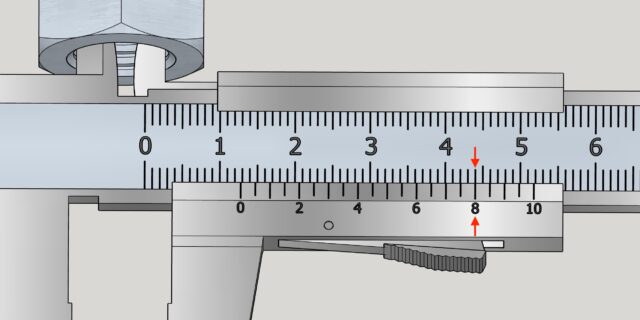
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.

Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
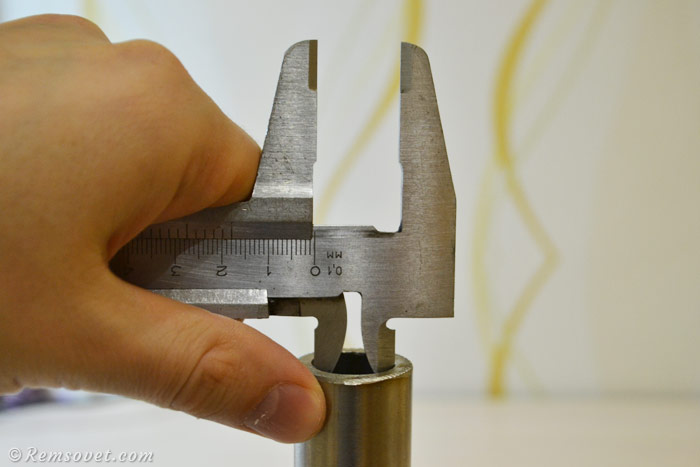
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
![]()
Download Article
![]()
Download Article
Calipers are measuring tools used to precisely determine the width of a gap or object, much more accurately than a tape measure or ruler. Besides digital models, which uses an electronic screen, a caliper can display the measurement on a pair of scales (vernier caliper) or on a scale and dial gauge (dial caliper).
-

1
Identify your caliper. Use the instructions for vernier calipers if your tool has two scales, one sliding over the other. If your tool has one scale and a round dial instead, see the dial caliper instructions instead.
- If you are using a digital caliper, the measurement should be displayed on an electronic screen, typically with the option to switch between mm (millimeters) and inches (in). Before you take the measurement, close the larger jaws completely and press the Zero, Tare or ABS button to set the closed position to a value of zero.
Advertisement
-

1
Check for zero errors. Loosen the screw or screws holding the sliding scale in place. Move the sliding scale until the larger jaws of the caliper are fully pressed against each other. Compare the 0 positions on the sliding scale and the fixed scale, which is engraved on the caliper body. If the two 0 marks are lined up exactly, skip ahead to reading the measurement. Otherwise, continue to the next step to correct the error.
Correcting the Zero Error
-

1
Use an adjustment wheel if present. While this is not common, some vernier calipers have an adjustment wheel on the sliding scale, which can be pushed to adjust the sliding scale without affecting the caliper jaws. If your model has this wheel, push it until the zeroes on the sliding scale and fixed scale line up, then skip ahead to reading the measurement. Otherwise, continue to the next step.
- Watch the jaws closely to make sure you are not pushing a fine adjustment screw, which opens and closes the jaws by small amounts.
-

2
Calculate a positive zero error. If the sliding scale’s 0 is to the right of the fixed scale’s 0, read the measurement on the fixed scale that lines up with the sliding scale’s 0. This is a positive zero error, so write this down with a + sign.
- For example, if the sliding scale’s 0 is at 0.9mm on the fixed scale, write down «zero error: +0.9 mm.»
-

3
Calculate a negative zero error. If the sliding scale’s 0 is to the left of the fixed scale’s 0, take the following steps:
- With jaws closed, look for a mark on the sliding scale that lines up exactly with a value on the fixed scale
- Move the sliding scale so that mark lines up with the next highest value. Repeat until the sliding scale 0 is to the right of the fixed scale 0. Note the amount of distance moved.
- Read the value on the fixed scale that lines up with the sliding scale’s 0.
- Subtract the amount of distance moved from the value you just read. Write down this zero error, including the negative sign.
- For example, the 7 on the sliding scale lines up with the 5mm mark on the fixed scale. Move the sliding scale until it is further right than the fixed scale, then line up the 7 with the next fixed-scale mark: 7mm. Note that you moved a distance of 7 — 5 = 2mm. The sliding scale’s 0 is now located at the 0.7mm mark. The zero error is equal to 0.7mm — 2mm = -1.3mm.
-

4
Subtract the zero error from all measurements. Any time you take a measurement, subtract your zero error from the result to get the actual dimensions of the object. Don’t forget to take the sign of the zero error (+ or -) into account.
- For example, if your zero error is +0.9mm, and you take a measurement that reads 5.52mm, the actual value is 5.52 — 0.9 = 4.62mm.
- For example, if your zero error is -1.3mm, and you take a measurement that reads 3.20mm, the actual value is 3.20 — (-1.3) = 3.20 + 1.3 = 4.50mm.
Advertisement
Reading the Measurement
-

1
Adjust the jaws to take a measurement. Clamp the large, flat jaws around an object to measure an outside dimension. Insert the smaller, curved jaws into an object and expand them outward to measure the interior dimension. Tighten the locking screw to keep the scale in place.
- Slide the scale to open or close the jaws. If your caliper has a fine adjustment screw, you can use this to make more precise adjustments.
-

2
Read the fixed scale value. Once you have the caliper jaws in the right position, look at the fixed scale, engraved onto the body of the caliper. Typically there is an imperial and a metric fixed scale; either one will work. Take these steps to find the first couple digits of your measurement:
- Find the 0 value on the smaller, sliding scale, next to the fixed scale you are using.
- On the fixed scale, find the nearest mark to the left of that 0, or exactly on it.
- Read that mark’s value just like you would read a ruler – but note that the imperial side of a caliper divides each inch into tenths, not sixteenths as most rulers do.
-

3
Check the sliding scale for additional digits. Examine the sliding scale carefully, starting at the 0 mark and moving right. Stop when you find a mark that lines up exactly with any mark on the fixed scale. Read this value on the sliding scale as you would a regular ruler, using the unit engraved on the sliding scale.
- The value of the fixed-scale mark makes no difference. You only need to read the value on the sliding scale.
-

4
Add the two values together to get your final answer. This should be a simple case of writing the fixed scale digits, then writing the sliding scale digits afterward. Check the unit engraved on each scales just to make sure.
- For example, your fixed scale measures 1.3 and is marked «inches.» Your sliding scale measures 4.3 and is marked «0.01 inches,» meaning it represents 0.043 inches. The exact measurement is 1.3 inches + 0.043 inches — 1.343 inches.
- If you found a zero error earlier, don’t forget to subtract it from your measurement.
Advertisement
-

1
Check for a zero error. Close the jaws completely. If the needle on the dial doesn’t point to zero, rotate the dial with your fingers, until the zero is beneath the needle.[1]
You may need to loosen a screw at the top or base of the dial face before you can do this.[2]
If so, remember to tighten the screws again after you’ve made the adjustment. -

2
Take the measurement. Close the larger, flat jaws around an object to measure the outside diameter or width, or insert the smaller, curved jaws into an object and expand to measure the interior diameter or width.
-

3
Read the scale value. The scale engraved on your caliper can be read just as you would a regular ruler. Find the value at the inner edge of your caliper’s jaws.
- The scale should be labeled with a unit, typically cm (centimeters) or in (inches).
- Note that the inches scale of a caliper is typically an engineer’s scale, with each inch divided into ten parts (0.1) or five parts (0.2). This is different from most rulers, which display sixteenths or eighths of an inch.
-

4
Read the dial value. The needle on the dial points to an additional value for more precise measurement. The units should be labeled on the dial face, typically 0.01 or 0.001 cm or in.
-

5
Add the two values together. Convert both measurements to the same unit, then add them together. For many applications, you may not need to use the most precise digits.
- For example, the fixed scale displays 5.5 and is labeled cm. The needle on the dial points to 9.2 and is labeled 0.001 cm, so this represents 0.0092 cm. Add them together to get a measurement of 5.5092 cm. Unless you are working on a project that requires extreme precision, you can probably round this to 5.51 cm.
Advertisement
Ask a Question
200 characters left
Include your email address to get a message when this question is answered.
Submit
Advertisement
-
To reduce the risk of errors, store your calipers with the jaws slightly apart.[3]
Periodically remove dust and grime between the jaws by wiping with rubbing alcohol or mineral spirits. -
Consider purchasing a digital caliper if you are having trouble reading a vernier or dial caliper.
Advertisement
-
Do not tilt the caliper when taking a measurement. If the jaws are not perpendicular to the diameter you are measuring, you will not get an accurate result.
Advertisement
Video
References
About This Article
Article SummaryX
To read a dial caliper, start by closing the flat jaws of the caliper around the object you want to measure. Then, look at the scale value that’s at the inner edge of the caliper’s jaws and write it down, including the unit. Next, read the value that the needle on the dial is pointing at and write that down as well. Finally, convert the 2 values to the same unit of measurement and then add them together. To learn how to read a vernier caliper, keep reading!
Did this summary help you?
Thanks to all authors for creating a page that has been read 226,231 times.
Did this article help you?
Как пользоваться штангенциркулем
Разбираемся, что это такое, какими бывают и как делать измерения правильно.

Что такое штангециркуль и как он устроен
Это высокоточный измерительный прибор, с помощью которого можно определить линейные наружные и внутренние размеры, а также глубину отверстий. Он не столь привычен для нас, как линейка или рулетка, и на первый взгляд может показаться непонятным. На самом же деле инструмент немногим сложнее упомянутых приборов.
В основе штангенциркуля лежит штанга со шкалой в миллиметрах, из‑за которой он и получил своё название. С противоположных сторон штанги есть выступы‑губки для наружных и внутренних измерений. Ответные части губок расположены на подвижной рамке со вспомогательной шкалой‑нониусом, которая перемещается вдоль основной. Кроме того, в штангенциркуле есть линейка глубиномера и фиксатор в виде винта или кнопки.
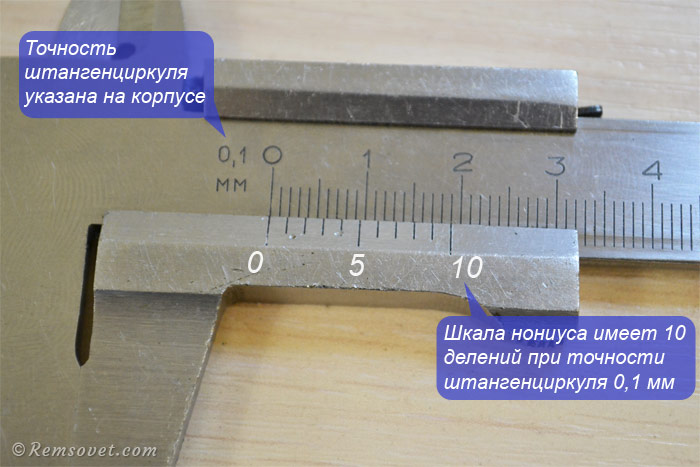
При измерении деталь вставляется между наружных губок, либо же внутренние губки (или глубиномер) вставляются в саму деталь, после чего считывается полученный размер: целые значения миллиметров с основной шкалы, дробные — с нониуса. Точность измерения зависит от градуировки дополнительной шкалы и может быть от 0,1 до 0,02 мм. Обычно цена деления указывается на корпусе.
Какие ещё бывают штангенциркули
Помимо описанного выше классического механического штангенциркуля есть также разновидности с циферблатом и цифровым экраном. Отличия в них лишь в способе считывания показаний — они не в пример проще и не вызывают сложностей.
Что можно измерить штангенциркулем
Как уже было сказано, данным прибором легко узнать любой линейный размер. Наружными губками можно измерить толщину листового металла, диаметр сверла, резьбу на болте. Внутренними — диаметр трубы изнутри, резьбу гайки, размер внутренней обоймы подшипника. Глубиномер поможет определить глубину отверстий или пазов в деталях, а также величину уступов.
Как пользоваться штангенциркулем
Считывание размеров не зависит от того, какие губки или глубиномер используются, но мы для наглядности и лучшего понимания разберём каждый конкретный случай измерений: наружные, внутренние и глубину.
Как определить наружный размер
Удерживая штангенциркуль перпендикулярно измеряемой детали, установите её между нижних губок и сведите их до упора, но без чрезмерных усилий, после чего зафиксируйте рамку.
1 / 0
Иллюстрация: Артём Козориз / Лайфхакер
2 / 0
Иллюстрация: Артём Козориз / Лайфхакер
Аккуратно уберите деталь и сосчитайте количество рисок основной шкалы слева от нулевой отметки на нониусе. Это будет целое значение в миллиметрах. В нашем примере — 56 мм.
1 / 0
Иллюстрация: Артём Козориз / Лайфхакер
2 / 0
Иллюстрация: Артём Козориз / Лайфхакер
Внимательно посмотрите на шкалу нониуса и найдите то её деление, которое наиболее чётко совпадает с любой риской основной шкалы. Это будет дробный размер в долях миллиметра. В примере — 0,45 мм. Если совпавшим делением окажется нулевая отметка, то измеряемая деталь имеет размер в целых миллиметрах без дробной части.
Наконец, сложите оба полученных значения, чтобы узнать точный размер. В описываемом варианте получится 56 + 0,45 = 56,45 мм.
Как определить внутренний размер
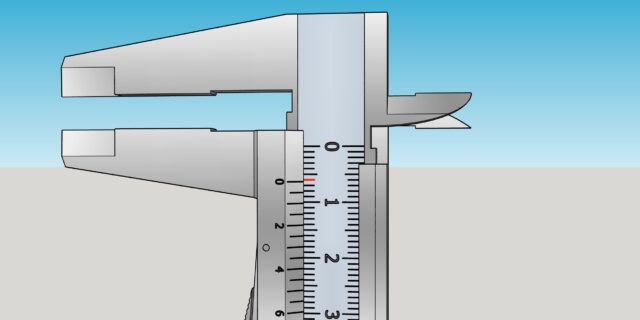
Вставьте верхние, острые губки штангенциркуля в измеряемую деталь и разведите их до упора, стараясь выдерживать перпендикулярное поверхности положение. Зафиксируйте рамку.
1 / 0
Иллюстрация: Артём Козориз / Лайфхакер
2 / 0
Иллюстрация: Артём Козориз / Лайфхакер
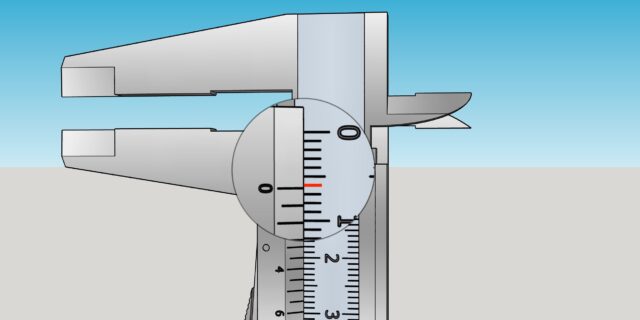
Аккуратно извлеките деталь, чтобы не сдвинуть подвижную часть прибора. Посмотрите, сколько делений основной шкалы доходит до нулевой отметки на нониусе. Это будет целое количество миллиметров. У нас — 12 мм.
1 / 0
Иллюстрация: Артём Козориз / Лайфхакер
2 / 0
Иллюстрация: Артём Козориз / Лайфхакер
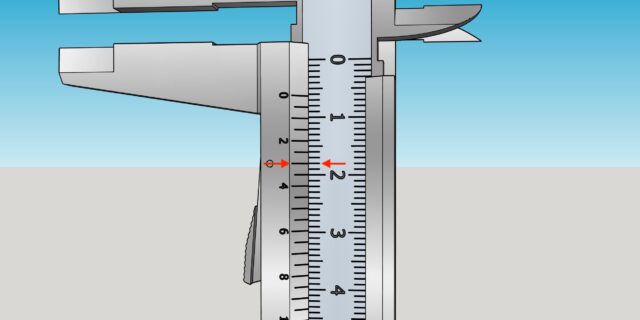
Теперь взгляните на вспомогательную шкалу и определите, какое из её делений максимально чётко соответствует рискам разметки основной шкалы. Это будет размер в долях миллиметра. В примере — 0,8 мм.
Далее сложите целые и дробные измерения, чтобы получить точный размер. У нас это будет 12 + 0,8 = 12,8 мм.
Как определить глубину
Раскройте штангенциркуль, чтобы высвободить с запасом линейку глубиномера. Поставьте её над отверстием или уступом детали и опускайте основную шкалу, пока её торец не упрётся в поверхность. После этого зафиксируйте рамку.
1 / 0
Иллюстрация: Артём Козориз / Лайфхакер
2 / 0
Иллюстрация: Артём Козориз / Лайфхакер
Аккуратно вытащите инструмент и посмотрите, сколько делений основной шкалы доходит до нулевой отметки нониуса. Это целое количество миллиметров. В примере выше это 6 мм.
1 / 0
Иллюстрация: Артём Козориз / Лайфхакер
2 / 0
Иллюстрация: Артём Козориз / Лайфхакер
Далее взгляните на нониус и определите, какое из его делений точно совпадает с любой риской основной шкалы. Это будет дробное количество миллиметров. У нас — 0,3 мм.
Наконец, сложите полученные с обеих шкал измерения, чтобы узнать точный размер. В нашем примере выходит 6 + 0,3 мм = 6,3 мм.
Штангенциркуль — довольно популярный и распространённый инструмент для высокоточных измерений. Многие его видели, но мало кто применял в работе, в связи с отсутствием необходимости в очень точных измерениях, ограничиваясь простой рулеткой. В этой статье мы рассмотрим устройство механического штангенциркуля, его возможности и разберём, как считывать показания с точностью до десятых долей миллиметра.
Устройство штангенциркуля
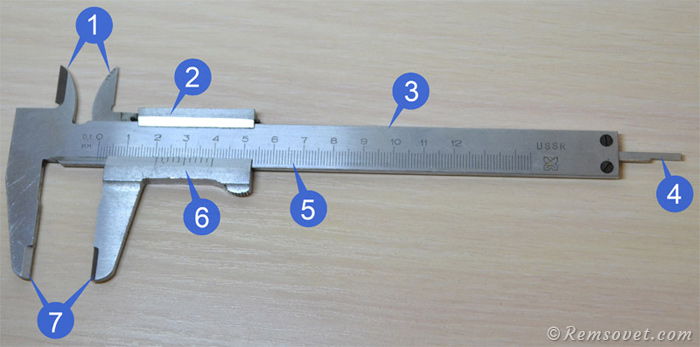
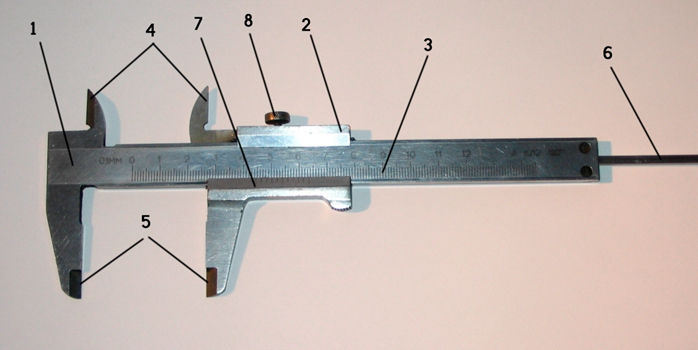
1 – губки для внутренних измерений; 2 – рамка; 3 – штанга; 4 – линейка глубиномера; 5 – шкала штанги; 6 – нониус (шкала нониуса); 7 – губки наружного измерения.
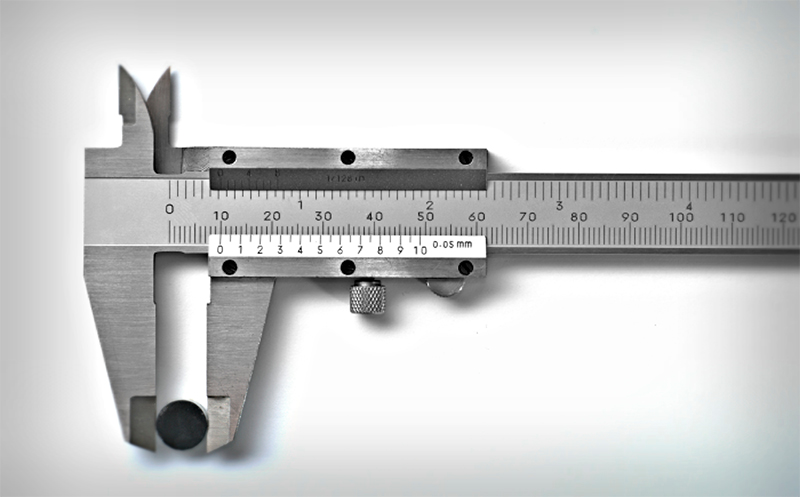
Количество делений на шкале нониуса зависит от точности штангенциркуля: при точности 0,1 мм — делений будет 10, а при точности 0,05 мм — 20 (см. фото ниже)
Что можно измерить штангенциркулем?

1) Внешний размер детали (предмета)
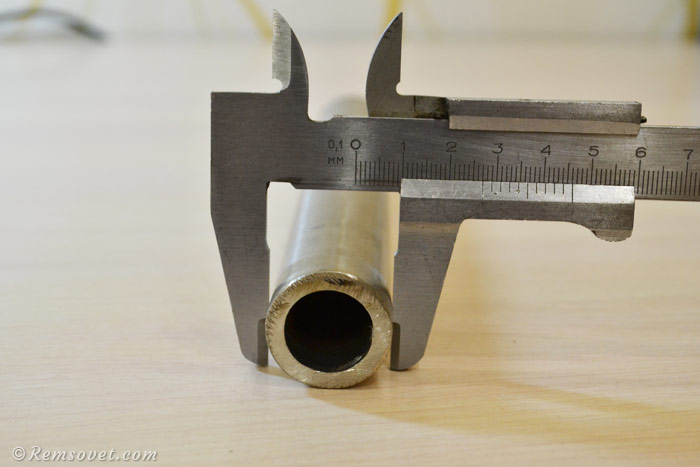
Например, с помощью губок для наружных измерений можно измерить наружный диаметр трубы:
2) Толщину детали (предмета)
Например, точно также с помощью губок для наружных измерений можно измерить толщину стенки трубы:

3) Внутренний размер детали (предмета)
Например, с помощью губок для внутренних измерений можно измерить внутренний диаметр трубы:
4) Глубину детали (предмета)
Штангенциркуль имеет специальный глубиномер, который позволяет измерить глубину детали:


Как снимать показания?
Наиболее интересным вопросом, касаемо работы со штангенциркулем является снятие полученных в результате измерения значений.
В этой статье рассматривается штангенциркуль с точностью 0,1 мм. То есть он может измерить габариты детали с точностью до десятой доли миллиметра.
Рассмотрим процесс чтения показаний штангенциркуля при измерении наружного диаметра трубы, которое мы выполнили выше (см. п.1).
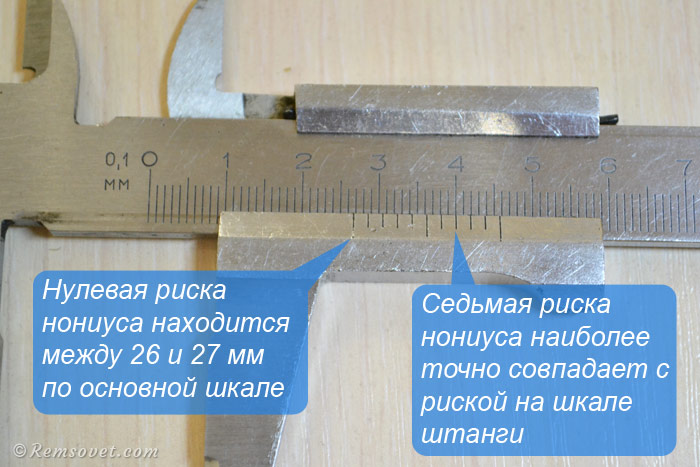
Для того, чтобы определить целое число миллиметров, мы должны посмотреть какому значению на шкале штанги соответствует нулевая риска на шкале нониуса. Мы видим, что нулевая риска находится между 26 и 27 мм по основной шкале. То есть наружный диаметр трубы составляет 26 мм, но нужно ещё определить десятые доли.
Для этого нам необходимо посмотреть какая из рисок на шкале нониуса, наиболее точно совпадает с рисками на шкале штанги. Мы видим что именно седьмая риска нониуса наиболее точно совпадает с риской на основной шкале (в данном случае с четырёх сантиметровой, но значение основной шкалы неважно), поэтому число долей составляет 0,7 мм.
Таким образом наружный диаметр трубы равен 26 + 0,7 = 26,7 мм, что абсолютно верно, так как это импортная труба диаметром ¾ дюйма, что соответствует полученному нами значению в миллиметрах.
Правило определения размера по штангенциркулю можно сформулировать следующим образом:
Целое число миллиметров в размере определяют по значению риски на шкале штанги, расположенной левее нулевой риски нониуса, а доли миллиметров определяют по значению риски нониуса, которая наиболее точно совпадает с риской на основной шкале. Если нулевая риска шкалы нониуса точно совпадает с какой-либо риской на миллиметровой шкале штанги, то значение размера выражается целым числом
Штангенциркуль используется для определения наружных и внутренних диаметров, линейных размеров, глубин канавок и отверстий, а также расстояний между уступами. Некоторые модификации позволяют наносить разметку на поверхности заготовок. Инструмент применяется для измерения обрабатываемых деталей на механических и слесарных производственных участках, контроля выработки изнашиваемых поверхностей при проведении ремонта оборудования, благодаря простоте в освоении используется в домашних мастерских.
Содержание
- 1 Конструкция штангенциркуля
- 2 Порядок измерений
- 3 Считывание результатов
- 3.1 По нониусной шкале
- 3.2 По часовому индикатору
- 3.3 По цифровому табло
- 4 Разметка
- 5 Почему возникают ошибки при измерениях
Конструкция штангенциркуля
Представленный на рис. 1 штангенциркуль типа ШЦ-1 состоит из:
- Штанги.
- Рамки.
- Измерительной шкалы.
- Верхних губок.
- Нижних губок.
- Глубиномера.
- Шкалы нониуса.
- Зажимного винта.
Выбор штангенциркуля для конкретной задачи определяется габаритами, конструктивными особенностями детали и требованиями к точности размеров. Инструменты различаются следующими параметрами:
- Диапазоном измерений. Длина шкалы на штанге составляет от 125 до 4000 мм.
- Точностью. Распространенные модификации имеют погрешность 0.1, 0.05, 0.02 и 0.01 мм.
- Функционалом. Существуют штангенциркули с глубиномером и без него.
- Количеством и формой мерительных поверхностей. Губки односторонних и двухсторонних инструментов бывают плоскими, заостренными или закругленными.
- Конструкцией отсчетного устройства. Оно бывает нониусным, механическим часового типа или электронным.
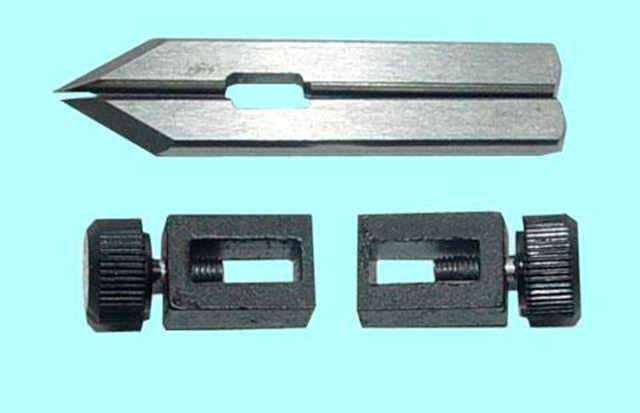
Штангенциркули изготавливаются из износостойких инструментальных сталей, а их мерительные поверхности могут быть усилены твердосплавными напайками. Для разметки деталей на незаостренные губки устанавливают резцы (рис. 2), комплектующиеся державками и зажимными винтами.
Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
- перемещением рамки выдвигают глубиномер;
- опускают его в отверстие до дна и прижимают к стенке;
- перемещают штангу до упора в торец;
- фиксируют стопорным винтом и выводят.
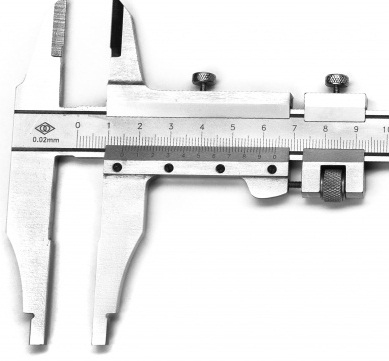
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.
Считывание результатов
По нониусной шкале
Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
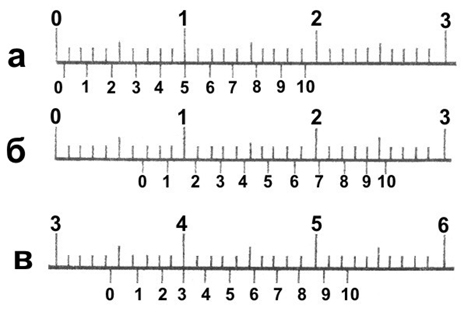
На рисунке 4 показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
По часовому индикатору
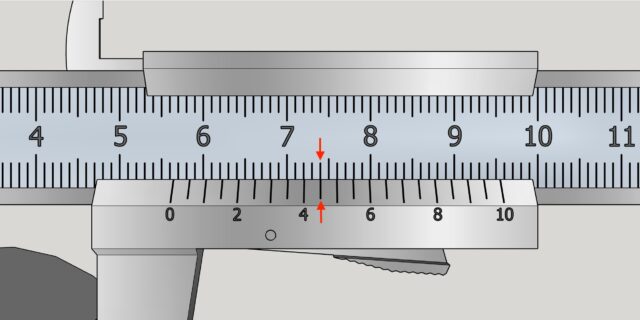
Количество целых миллиметров отсчитывают на штанге от нуля до последней риски, не скрытой под рамкой. Доли определяют по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену.
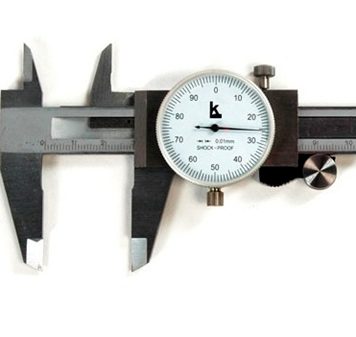
На рисунке 5 показан размер 30.25 мм. Цена деления индикатора 0.01 мм.
По цифровому табло
Здесь считать не нужно, размер отображается на дисплее.

Для определения внутреннего размера, снятого инструментом с радиусными мерительными поверхностями (нижние губки на рис. 3), к показаниям на шкале добавляют их толщину, которая указана на неподвижной губке. Чтобы посчитать наружный размер, снятый штангенциркулем с резцами (рис. 2), их толщину отнимают от показаний на шкале.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.