Программирование обработки на станках с ЧПУ
Программирование обработки на станках с ЧПУ осуществляется на языке, который обычно называют языком G и M кодов. Существует три метода программирования обработки для станков с ЧПУ:
- Ручное программирование.
- Программирование на пульте УЧПУ.
- Программирование при помощи CAD/CAM системы.
Все операторы станков с ЧПУ, технологи-программисты должны иметь хорошее представление о технике ручного программирования. Это как начальные классы в школе, обучение в которых дает базу для последующего образования.
Когда программы создаются и вводятся прямо на стойке ЧПУ, используя клавиатуру и дисплей. Например, оператор станка может произвести верификацию УП или выбрать требуемый постоянный цикл при помощи специальных пиктограмм и вставить его в код управляющей программы.
Программирование при помощи CAD/САМ системы позволяет «поднять» процесс написания программ обработки на более высокий уровень. Работая с CAD/CAM системой, технолог-программист избавляет себя от трудоемких математических расчетов и получает инструменты, значительно повышающие скорость написания управляющих программ.
Cовокупность команд на языке программирования, соответствующая алгоритму функционирования станка по обработке конкретной заготовки называется управляющая программа (УП).
Управляющая программа состоит из последовательности кадров и обычно начинается с символа начало программы (%) и заканчивается М02 или М30.
Каждый кадр программы представляет собой один шаг обработки и (в зависимости от УЧПУ) может начинаться с номера кадра (N1…N10 и т.д.), а заканчиваться символом конец кадра (;).
Кадр управляющей программы состоит из операторов в форме слов (G91, M30, X10. и т.д.). Слово состоит из символа (адреса) и цифры, представляющее арифметическое значение.
Адреса X, Y, Z, U, V, W, P, Q, R, A, B, C, D, E являются размерными перемещениям, используют для обозначения координатных осей, вдоль которых осуществляются перемещения.
Слова, описывающие перемещения, могут иметь знак (+) или (-). При отсутствии знака перемещение считается положительным.
Адреса I, J, K означают параметры интерполяции.
G — подготовительная функция.
M — вспомогательная функция.
S — функция главного движения.
F — функция подачи.
T, D, H — функции инструмента.
Символы могут принимать другие значения в зависимости от конкретного УЧПУ.
G00 — быстрое позиционирование.
Функция G00 используется для выполнения ускоренного перемещения режущего инструмента к позиции обработки или к безопасной позиции. Ускоренное перемещение никогда не используется для выполнения обработки, так как скорость движения исполнительного органа станка очень высока. Код G00 отменяется кодами: G01, G02, G03.
G01 — линейная интерполяция.
Функция G01 используется для выполнения прямолинейных перемещений с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z). Код G01 отменяется кодами: G00, G02, G03.
G02 — круговая интерполяция по часовой стрелке.
Функция G02 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении часовой стрелки с заданной скоростью (F).
При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G02 отменяется кодами: G00, G01, G03.
G03 — круговая интерполяция против часовой стрелки.
Функция G03 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении против часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G03 отменяется кодами: G00, G01, G02.
G04 — пауза.
Функция G04 — команда на выполнение выдержки с заданным временем. Этот код программируется вместе с X или Р адресом, который указывает длительность времени выдержки. Обычно, это время составляет от 0.001 до 99999.999 секунд. Например G04 X2.5 — пауза 2.5 секунды, G04 Р1000 — пауза 1 секунда.
G17 — выбор плоскости XY.
Код G17 предназначен для выбора плоскости XY в качестве рабочей. Плоскость XY становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G18 — выбор плоскости XZ.
Код G18 предназначен для выбора плоскости XZ в качестве рабочей. Плоскость XZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G19 — выбор плоскости YZ.
Код G19 предназначен для выбора плоскости YZ в качестве рабочей. Плоскость YZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G40 — отмена коррекции на радиус инструмента.
Функция G40 отменяет действие автоматической коррекции на радиус инструмента G41 и G42.
G41 — левая коррекция на радиус инструмента.
Функция G41 применяется для включения автоматической коррекции на радиус инструмента находящегося слева от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
G42 — правая коррекция на радиус инструмента.
Функция G42 применяется для включения автоматической коррекции на радиус инструмента находящегося справа от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
G43 — коррекция на положение инструмента.
Функция G43 применяется для компенсации длинны инструмента. Программируется вместе с функцией инструмента (H).
G54 — G59 — заданное смещение.
Смещение рабочей системы координат детали относительно системы координат станка.
G70 — ввод дюймовых данных.
Функция G70 активизирует режим работы с дюймовыми данными.
G71 — ввод метрических данных.
Функция G71 активизирует режим работы с метрическими данными.
G80 — отмена постоянного цикла.
Функция, которая отменяет любой постоянный цикл.
G81 — стандартный цикл сверления.
Цикл G81 предназначен для зацентровки и сверления отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на ускоренной подаче.
G82 — сверление с выдержкой.
Цикл G82 предназначен для сверления и зенкования отверстий. Движение в процессе обработки происходит на рабочей подаче с паузой в конце. Движение в исходное положение после обработки идет на ускоренной подаче.
G83 — цикл прерывистого сверления.
Цикл G83 предназначен для глубокого сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента в плоскость отвода. Движение в исходное положение после обработки идет на ускоренной подаче.
G84 — цикл нарезания резьбы.
Цикл G84 предназначен для нарезания резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G85 — стандартный цикл растачивания.
Цикл G85 предназначен для развертывания и растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в
исходное положение после обработки идет на рабочей подаче.
G86 — цикл растачивания с остановкой вращения шпинделя.
Цикл G86 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет на ускоренной подаче.
G87 — цикл растачивания с отводом вручную.
Цикл G87 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет вручную.
G90 — режим абсолютного позиционирования.
В режиме абсолютного позиционирования G90 перемещения исполнительных органов производятся относительно нулевой точки рабочей системы координат G54-G59 (программируется, куда должен двигаться инструмент). Код G90 отменяется при помощи кода относительного позиционирования G91.
G91 — режим относительного позиционирования.
В режиме относительного (инкрементального) позиционирования G91 за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке (программируется, на сколько должен переместиться инструмент). Код G91 отменяется при помощи кода абсолютного позиционирования G90.
G94 — скорость подачи в дюймах/миллиметрах в минуту.
При помощи функции G94 указанная скорость подачи устанавливается в дюймах или в миллиметрах за 1 минуту. Программируется вместе с функцией подачи (F). Код G94 отменяется кодом G95.
G95 — скорость подачи в дюймах/миллиметрах на оборот.
При помощи функции G95 указанная скорость подачи устанавливается в дюймах или в миллиметрах на 1 оборот шпинделя. Т.е. скорость подачи F синхронизируется со скоростью вращения шпинделя S. Код G95 отменяется кодом G94.
M коды для ЧПУ
М00 — программируемый останов.
Когда СЧПУ исполняет команду М00, то происходит останов. Все осевые перемещения останавливаются, при этом шпиндель (у большинства станков) продолжает вращаться. Работа по программе возобновляется со следующего кадра после нажатия кнопки «Старт».
М01 — останов с подтверждением.
Код М01 действует аналогично М00, но выполняется только после подтверждения с пульта управления станка.
Если клавиша подтверждения нажата, то при чтении кадра с М01 происходит останов. Если же клавиша не нажата, то кадр М01 пропускается и выполнение УП не прерывается.
М02 — завершение программы.
Код М02 указывает на завершение программы и приводит к останову шпинделя, подачи и выключению охлаждения.
М0З — вращение шпинделя по часовой стрелке.
При помощи кода М0З включается прямое вращение шпинделя с запрограммированным числом оборотов (S). Код М0З действует до тех пор, пока он не будет отменен с помощью М04 или М05.
М04 — вращение шпинделя против часовой стрелки.
При помощи кода М04 включается обратное вращение шпинделя с запрограммированным числом оборотов (S). Код М04 действует до тех пор, пока он не будет отменен с помощью М03 или М05.
М05 — останов шпинделя.
Код М05 останавливает вращение шпинделя, но не останавливает осевые перемещения.
М06 — смена инструмента.
При помощи кода М06 инструмент, закрепленный в шпинделе, меняется на инструмент, находящийся в положении готовности в магазине инструментов.
М07 — включение охлаждения №2.
Код М07 включает подачу СОЖ в зону обработки в распыленном виде, если станок обладает такой возможностью.
М08 — включение охлаждения №1.
Код М08 включает подачу СОЖ в зону обработки в виде струи.
М09 — отключение охлаждения.
Код М09 выключает подачу СОЖ и отменяет команды М07 и М08.
М10 — зажим.
Код М10 относиться к работе с зажимным приспособлением подвижных органов станка.
М11 — разжим.
Код М11 относиться к работе с зажимным приспособлением подвижных органов станка.
МЗ0 — конец информации.
Код МЗ0 информирует СЧПУ о завершении программы, приводит к останову шпинделя, подачи и выключению охлаждения.
Дополнительные функции и символы при программировании станков с ЧПУ
X, Y, Z — команды осевого перемещения.
А, В, С — команды кругового перемещения вокруг осей X, Y, Z соответственно.
I, J, К — параметры круговой интерполяции параллельные осям X, Y, Z соответственно.
R
При круговой интерполяции G02 или G03, R определяет радиус, который соединяет начальную и конечную точки дуги. В постоянных циклах R определяет положение плоскости отвода. При работе с командой вращения R определяет угол поворота координатной системы.
D — значение коррекции на радиус инструмента.
Н — значение компенсации длины инструмента.
F — функция подачи.
S — функция главного движения.
Т — значение определяющее номер инструмента, который необходимо переместить в позицию смены, путем поворота инструментального магазина.
N — нумерация кадров УП.
/ — пропуск кадра.
(…) — комментарии в УП.
18.03.2020

- Что такое программирование ЧПУ G-кодами
- Что такое G-код ЧПУ
- Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
- Почему стоит изучать программирование ЧПУ
- Стандарты и диалекты G-кода для ЧПУ станка: примеры
- Какие бывают G и M коды ЧПУ: описание
- Подготовительные G-функции ЧПУ
- Расшифровка G-кодов для ЧПУ
- Дополнительные функции и символы при программировании
- G-коды для ЧПУ: таблица подготовительных команд
- Таблица основных G-команд для станков с ЧПУ
- Таблица вспомогательных (технологических) команд G и М кода для станков ЧПУ
- Параметры команд, заданные латинскими буквами
- Требования к написанию алгоритмов
- Как выглядят G-коды для ЧПУ: пример программы управления для фрезерования
Предлагаем выяснить, как задается траектория движения (и вообще последовательность действий) высокопроизводительного металлообрабатывающего оборудования. Подробно рассмотрим готовые G-коды для ЧПУ: с примерами, обучением оператора и другими нюансами, играющими достаточно важную роль. Максимум полезной информации – от возможных методов и актуальных стандартов до основных и подготовительных функций, от определений и терминов, до причин, по которым обслуживающему персоналу нужно разбираться в вопросе.
Начнем с того, что сегодня они применяются для всех видов оборудования с числовым управлением, как для профессионального и устанавливаемого на максимально ответственных объектах, так и для любительского. В своей совокупности они образуют базовое подмножество языка ISO 7 bit, позволяющего установить и проконтролировать режимы обработки деталей.
Что такое программирование ЧПУ G-кодами
Фактически это задание определенной последовательности команд, определяющих характер движения режущего инструмента и захватных органов, степень фиксации заготовки и другие параметры. По своей роли это ключевая часть технологического обеспечения металлообрабатывающего оборудования, устанавливаемого на современных производствах.
Написанный алгоритм отличается жесткой структурой и представляет собой последовательность кадров – групп из нескольких команд. Каждый такой блок, объединенный общей функцией, обладает порядковым номером и отделен от последующих и предыдущих переводом строки (символ ПС/LF). Это сделано для наглядности листинга.

Что такое G-код ЧПУ
Это система команд, воспринимаемых станками с программным управлением. Была создана еще на заре 60-х годов – ассоциацией EIA (Electronic Industries Alliance), – но до готового к использованию формата (RS274D) ее доработали только в 1980-м году. Позднее, на очередном заседании профильного комитета, ее утвердили в качестве стандарта ISO 6983-1:1982. В Советском Союзе для регламентации ее положений ввели ГОСТ 20999-83, а обозначать ее в технической литературе стали ИСО-7 бит.
С того времени и по сей день широко используется, как самостоятельно, так и в роли базового подмножества для создания сходных языков, постоянно совершенствуется и расширяется.
Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
Существуют 3 принципиально разных варианта – каждый со своими особенностями, плюсами, минусами и спецификой применения. Кратко рассмотрим каждый способ из этой тройки, выделяя основные моменты.

Ручное
Алгоритм функционирования составляется в текстовом формате, в редакторе на удаленном компьютере. После чего переносится технологом в память оборудования – записывается с оптического диска, USB-устройства (раньше для этого также использовались дискеты), а при непосредственном соединении с ПК – через порты интерфейса.
На пульте УЧПУ
В данном случае ввод команд осуществляется с клавиатуры, размещенной на стойке. Каждый кадр (блок) отображается на дисплее, причем постоянные циклы могут быть представлены в виде пиктограмм (по выбору оператора) – для удобства, чтобы сократить листинг. Нюансы зависят от особенностей системы, например, интерфейс HEIDENHAIN или Fanuc диалоговый, поэтому последовательность действий можно задать интуитивным путем.
При помощи CAD/CAM
Наиболее прогрессивным способом справедливо считаются именно САПР, так как они помогают сократить временные затраты и уберечься от ошибок, которые особенно часты при сложных алгоритмах. Но для их эффективного использования нужно внедрить единые для всего производственного цикла электронные решения, что не всегда возможно.
Вручную сегодня вводятся G-коды для токарного станка с ЧПУ, и то тогда, когда нужно выполнить простые задачи, допустим, расточить отверстие или снять металл по двум направлениям, то есть в ситуациях, когда ошибки реально выявить сразу. С пульта можно задать все то же самое и переходы посложнее, с обработкой по 2,5 и 3 координатам. Это очень подходящий выбор для серийного выпуска деталей по шаблону.
После создания эскиза в ADEM, MasterCAM или другой популярной САПР в диалоговом режиме удобно выбирать оборудование, инструменты и дополнительные приспособления, пределы перемещения и степень коррекции. Возможности задания траектории максимально широки, а при современном уровне развития CAD/CAM не составит труда выполнить виртуальную симуляцию техпроцесса, обнаружить сразу заметные ошибки вроде соударений, пропущенных припусков, зарезов, и исключить их.
Почему стоит изучать программирование ЧПУ
Ответ очевиден – чтобы уметь писать оптимальные алгоритмы для выполнения конкретной технологической операции. Просто понимать команды и пользоваться готовыми решениями не всегда удобно – в силу следующих причин:
- Стандартные варианты почти наверняка не учитывают специфику производства – в целях оптимизации их нужно адаптировать, а сделать это без знания языка ISO 7 bit крайне сложно.
- Методы постоянно совершенствуются, поэтому необходимо за ними успевать, ведь актуальная год назад последовательность действий сегодня может быть уже морально устаревшей.
- Процесс управления выпуском деталей нуждается в рационализации – в сокращении количества кадров, объединении повторяющихся циклов и в других способах упрощения листинга, воплотить которые в жизнь может только хорошо разбирающийся в вопросе оператор.

Стандарты и диалекты G-кода для ЧПУ станка: примеры
Первые шаги по регламентированию совокупности команд предприняла уже упомянутая Ассоциация электронной промышленности (EIA), когда ввела RS-274. Со временем свод правил был дополнен и расширен, превратился в NIST RS-274NGC. Большинство его положений перешли в актуальный сегодня стандарт ISO 7 bit.
Диалекты – это ответвления языка, в рамках которых инженеры дописали свои функции, ориентированные на определенную специфику техпроцессов или помогающие положительно выделиться среди ряда конкурентов.
- Fanuc, со своей унификацией и повсеместным распространением, популярен у профессионалов.
- Mach3, за счет сравнительной простоты и наглядности листинга, нравится любителям и новичкам.
- Haas предлагает дополнительные возможности при задаче алгоритма фрезерования карманов.
И так далее – диалектов много, они отличаются между собой уровнями поддержки и отображения, характером макро- и микроопераций, параметрами смещения и форматирования, инкрементными и абсолютными координатами.
Какие бывают G и M коды ЧПУ: описание
Сначала определим, в чем между ними разница. ДЖИ-команды являются основными и подготовительными, ЭМ – вспомогательными (технологическими). Записываются вместе, в строчку (первые – в начале, вторые – в конце) или, другими словами, покадрово – для наглядности листинга. В результате алгоритм представляет собой совокупность символьных блоков – с адресами и числовыми значениями.
В задачи G-группы входит определение линейной или круговой скорости, а также направления движения рабочих инструментов оборудования. Кроме того, они обязаны регламентировать расточку отверстий и нарезание резьбы, управлять координированием и другими особенностями дополнительной аппаратуры.
М-коды программирования ЧПУ призваны дополнять основные, упрощая выполнение алгоритма. На практике их роль сводится к смене лезвий, сверл (или других органов), к вызову и завершению подпрограмм.
Помимо этих двух распространенных семейств, также есть:
- S-команды, определяющие специфику основного движения.
- F, ответственные за характер подачи.
- D, H, T, выражающие ключевые параметры навесных элементов.
Поэтому оператору крайне важно разбираться в разнообразии представленных символов, а умение читать их построчно вообще подразумевается – это необходимое условие для контроля выполнения технологических операций.
Подготовительные G-функции ЧПУ
Могут задавать скорость перемещения ножа (гильотины) или выбор плоскости резания, но в блоке всегда записываются первыми. После обязательной литеры – ДЖИ с символами – идут координаты, представленные в виде числовых значений.
В зависимости от своего назначения они определяют позицию рабочего органа, выполняют переключение, компенсируют диаметр и длину, определяют особенности сверления, расточки, резьбования (полный список соответствия мы приведем ниже). Важно, что при составлении алгоритма, в текстовом формате, они остаются наглядными: при должном опыте чтения листинга оператору не составляет труда понять, что содержит каждая из них.

Расшифровка G-кодов для ЧПУ
Основных функций достаточно много, поэтому подробнее рассмотрим те из них, которые чаще всего применяются на практике, и это:
- G00 – для скоростного позиционирования и быстрого приведения инструмента в готовое/безопасное положение;
- G01-03 – для движения рабочего органа либо по прямой, либо по дуге, по часовой стрелке и против нее соответственно; дополнительные символы – I, J и K – в данном случае устанавливают координаты;
- G04 – для обеспечения перерыва в работе лезвия (сверла и так далее), продолжительностью 1 секунда (стандартный вариант) или дольше, в зависимости от значений X или P поля;
- G17 код ЧПУ нужен для определения основной плоскости – по нему происходит выбор XY-координат при совершении вращательных действий при выполнении технологических отверстий;
- G18-19 – делают то же самое, только в XZ и YZ-планах соответственно, актуальны при круговой интерполяции;
- G20 – для проведения измерений в дюймах, нужен при определении показателей, представленных не в системе СИ; G21, напротив, необходим для метрических вычислений;
- G40 – для смены автокоррекции на тот радиус, который устанавливает G41 (слева от обрабатываемой заготовки, с дополнительной D-командой) или G42 (аналогично, но уже справа);
- G43 код ЧПУ регулирует положение резца (или другого органа), компенсируя его длину, дополнен параметром H;
- G52 вводит локальные координаты, G53 обеспечивает переключение – на них и обратно;
- G54-59 ответственны за смещение инструмента по отношению к зафиксированным заготовкам; в зависимости от того, какой из них находится в листинге, можно понять, какая деталь подвергается воздействию;
- G64 активизирует режим резки с отменой любых других;
- G71 – включает опцию сверления отверстий, G73 делает то же самое, но с условием высокой скорости, G74 запускает процесс нарезания левосторонней резьбы, G81-83 – операцию сверления, G85-87 – циклы растачивания;
- G97 код ЧПУ определяет количество оборотов, совершаемых за единицу времени (обычно – за минуту).
Конечно, есть и другие, менее применимые, но все равно нужные и используемые. В процессе написания алгоритма инженер объединяет их в группы, заставляя взаимодействовать между собой и/или менять друг друга. От эффективности комбинаций зависит общая рациональность листинга, а значит и производительность выполнения технических операций.
Дополнительные функции и символы при программировании
Планируя последовательность действий сложного и высокоточного оборудования, лучше держать все возможные варианты в поле своего зрения и, при необходимости, сверяться, за что ответственен тот или иной ДЖИ. Поэтому мы и представляем их Вашему вниманию в максимально наглядном виде.
G-коды для ЧПУ: таблица подготовительных команд
|
Символ |
Описание |
|
G00-04 |
установка инструмента в позицию |
|
G17-19 |
переключение между плоскостями – XY, XZ и YZ соответственно |
|
G20-21 |
вычисления в английской (дюймовой) или метрической системе измерений |
|
G40-44 |
компенсация длины, диаметра, размеров рабочего органа |
|
G53-59 |
переход от одних координат к другим |
|
G80-84 |
активация циклов сверления или резьбования |
|
G90-92 |
переключение от абсолютных координат к относительным и наоборот |
Теперь переходим к тем функциям, которые используются чаще всего, подробно мы их уже рассмотрели, теперь, для наглядности и лучшего запоминания, кратко.
Таблица основных G-команд для станков с ЧПУ
|
Символ |
Описание |
|
G00 |
перемещение инструмента на холостом ходу с ускорением |
|
Задание интерполяции |
|
|
G01 |
линейной |
|
G02 |
круговой по часовой стрелке |
|
G03 |
в направлении, обратном предыдущему (против) |
|
G04 |
включение задержки (в миллисекундах) |
|
G10 |
задание новых начальных точек отсчета |
|
G11 |
отмена |
|
G15 |
|
|
G16 |
работа в полярной системе координат |
|
Режим измерений |
|
|
G20 |
в дюймах |
|
G21 |
в метрах |
|
G22 |
активация стоп-рамок станка – пределов перемещения |
|
G23 |
отмена |
|
G28 |
возврат к референтной точке |
|
G30 |
перемещение по Z-оси вверх |
|
Компенсация габаритов рабочего органа |
|
|
G40 |
отмена (для размеров) |
|
G41 |
радиуса слева |
|
G42 |
радиуса справа |
|
G43 |
высоты положительно |
|
G44 |
высоты отрицательно |
|
G53 |
переход на координаты оборудования |
|
G54-59 |
переключение на заданные оператором значения |
|
G68 |
поворот под нужным углом |
|
G69 |
отмена |
|
Цикл сверления |
|
|
G80 |
отказ |
|
G81 |
включение |
|
G82 |
с задержкой |
|
G83 |
с отходом |
|
G84 |
резьбование |
|
Активация системы координат |
|
|
G90 |
абсолютной |
|
G91 |
относительной |
|
Формат подачи F |
|
|
G94 |
мм/мин |
|
G95 |
мм/об |
|
G98 |
отмена |
|
G99 |
отказ от возвращения на точку «подхода» после выполнения цикла |
Таблица вспомогательных (технологических) команд G и М кода для станков ЧПУ
|
Символ |
Описание |
|
М00 |
остановка до нажатия на «старт» |
|
М01 |
аналогично предыдущей, но при условии действия режима подтверждения |
|
М02 |
завершение алгоритма |
|
Начало вращения шпинделя |
|
|
М03 |
по часовой стрелке |
|
М04 |
против |
|
М05 |
остановка |
|
М06 |
смена рабочего органа |
|
М07 |
активация дополнительного охлаждения |
|
Основное охлаждение |
|
|
М08 |
включение |
|
М09 |
выключение |
|
М30 |
конец вывода данных |
|
М98 |
начало подпрограммы |
|
М99 |
ее завершение, возврат к главному алгоритму |
Теперь Вы видите, чем между собой отличаются, например, G49, G94 и G99 коды ЧПУ, но ведь есть функции и с другими литерами. Что делают они? Предлагаем разобраться в данном вопросе.
Параметры команд, заданные латинскими буквами
|
Символ |
Описание |
|
Координаты точек по соответствующим осям |
|
|
X |
|
|
Y |
|
|
Z |
|
|
Скорость |
|
|
F |
рабочей подачи |
|
S |
вращения шпинделя |
|
R |
радиус (либо, реже, показатель стандартного цикла) |
|
I, J, K |
габариты дуги, наблюдаемой в случае круговой интерполяции |
|
D |
коррекция действующего инструмента |
|
P |
задержка (или количество вызовов подцикла) |
|
L |
подпрограмма по метке |
Требования к написанию алгоритмов
Они должны быть четко структурированы и разбиты на кадры, каждый из которых обязан завершаться разделителем CR/LF. В конце необходимо поставить М02 либо М30. Сопутствующие комментарии оставляют в круглых скобках – либо сразу после символов, либо на отдельной строке. Одни и те же функции можно повторять в любой выбранной последовательности и какое угодно количество раз, если это является рациональным решением.
Если алгоритм генерирует САПР, оператору требуется проконтролировать результат. Для этого ему необходимо знать размеры детали, толщину слоя съема, параметры резца, глубину введения лезвия.

Как выглядят G-коды для ЧПУ: пример программы управления для фрезерования
Предлагаем посмотреть, что из себя представляет листинг при обработке заготовок простейших форм. Допустим, у нас есть круг и треугольник.
Тогда в первом случае наша совокупность функций будет выглядеть так (представляем ее построчно, с пояснениями):
- O001 (Circle) порядковый номер и название (может быть записано и транслитом).
- G00 Z0,5 установка безопасной высоты инструмента.
- G00 X-80 Y0 орган перемещается к начальной точке обработки.
- G01 Z-2 F60 лезвие врезается на должную глубину (2 мм).
- G02 I10 F80 происходит круговой съем металла.
- G00 Z0,5 инструмент снова поднимается.
- G00 X0 Y0 возврат на исходную позицию.
- М30 конец программы.
Во втором случае, с треугольником, листинг будет выглядеть так:
- O002 (Triangle) номер и название – здесь все максимально просто.
- G00 Z0,5 F70 установка рабочего органа на безопасную высоту.
- G00 X20 Y30 перемещение на начальную точку операции.
- G01 Z-3 F60 врезание лезвия на нужную глубину (3 мм).
- G01 X20 Y150 F60 – проход по первому катету.
- G01 X110 Y30 – обработка гипотенузы.
- G01 X20 Y30 – проход по второму катету.
- G00 Z0,5 – резец возвращается на безопасную высоту.
- G00 X0 Y0 – возврат в начальное положение.
- М30 – завершение алгоритма.
Мы подробно рассмотрели G-коды для ЧПУ фрезерных станков, а для самих аппаратов начинайте осваивать программирование. Ну а оборудование, современное и надежное, в память которого Вы сможете ввести любую написанную программу, уже готов продать его непосредственный производитель – ижевский завод «Сармат».
На производстве, где работают различные станки с числовым программным управлением, используется множество различного программного обеспечения, но в большинстве случаев весь управляющий софт использует один и тот же управляющий код. Программное обеспечение для любительских станков, так же базируется на аналогичном коде. В обиходе его называют «G-код». В данном материале представлена общая информация по G-коду (G-code).
G-code это условное именование языка для программирования устройств с ЧПУ (CNC) (Числовое программное управление). Был создан компанией Electronic Industries Alliance в начале 1960-х. Финальная доработка была одобрена в феврале 1980-о года как RS274D стандарт. Комитет ИСО утвердил G-code, как стандарт ISO 6983-1:1982, Госкомитет по стандартам СССР — как ГОСТ 20999-83. В советской технической литературе G-code обозначается, как код ИСО-7 бит.
Производители систем управления используют G-code в качестве базового подмножества языка программирования, расширяя его по своему усмотрению.
Программа, написанная с использованием G-code, имеет жесткую структуру. Все команды управления объединяются в кадры — группы, состоящие из одной или более команд. Кадр завершается символом перевода строки (ПС/LF) и имеет номер, за исключеним первого кадра программы. Первый кадр содержит только один символ» %». Завершается программа командой M02 или M30.
Основные (в стандарте называются подготовительными) команды языка начинаются с буквы G:
- перемещение рабочих органов оборудования с заданой скоростью (линейное и круговое;
- выполнение типовых последовательностей (таких, как обработка отверстий и резьб);
- управление параметрами инструмента, системами координат, и рабочих плоскостей.
Сводная таблица кодов:
| Подготовительные (основные) команды / Коды | Описание |
| G00-G04 | Позиционирование инструмента |
| G17-G19 | Переключение рабочих плоскостей (XY, XZ, YZ) |
| G20-G21 | Не стандаризовано |
| G40-G44 | Компенсация размера различных частей инструмента (длина, диаметр) |
| G53-G59 | Переключение систем координат |
| G80-G84 | Циклы сверления, нарезания резьбы |
| G90-G92 | Переключение систем координат (абсолютная, относительная) |
Таблица основных команд:
| Код | Описание | Пример |
| G00 | Ускоренное перемещение инструмента (холостой ход) | G0 X0 Y0 Z100; |
| G01 | Линейная интерполяция | G01 X0 Y0 Z100 F200; |
| G02 | Круговая интерполяция почасовой стрелки | G02 X15 Y15 R5 F200; |
| G03 | Круговая интерполяция против часовой стрелки | G03 X15 Y15 R5 F200; |
| G04 | Задержка на P миллисекунд | G04 P500; |
| G10 | Задать новые координаты для начала координат | G10 X10 Y10 Z10; |
| G11 | Отмена | G10G11; |
| G15 | Отмена | G16G15 G90; |
| G16 | Переключение в полярную систему координат | G16 G91 X100 Y90; |
| G20 | Режим работы в дюймовой системе | G90 G20; |
| G21 | Режим работы в метрической системе | G90 G21; |
| G22 | Активировать установленый предел перемещений (Станок невыйдет за их предел). | G22 G01 X15 Y25; |
| G23 | Отмена | G22G23 G90 G54; |
| G28 | Вернуться на референтную точку | G28 G91 Z0 Y0; |
| G30 | Поднятие по оси Z на точку смены инструмента | G30 G91 Z0; |
| G40 | Отмена компенсации размера инструмента | G1 G40 X0 Y0 F200; |
| G41 | Компенсировать радиус инструмента слева | G41 X15 Y15 D1 F100; |
| G42 | Компенсировать радиус инструмента справа | G42 X15 Y15 D1 F100; |
| G43 | Компенсировать высоту инструмента положительно | G43 X15 Y15 Z100 H1 S1000 M3; |
| G44 | Компенсировать высоту инструмента отрицательно | G44 X15 Y15 Z4 H1 S1000 M3; |
| G53 | Переключиться на систему координат станка | G53 G0 X0 Y0 Z0; |
| G54-G59 | Переключиться на заданную оператором систему координат | G54 G0 X0 Y0 Z100; |
| G68 | Поворот координат на нужный угол | G68 X0 Y0 R45; |
| G69 | Отмена | G68G69; |
| G80 | Отмена циклов сверления | (G81-G84)G80 Z100; |
| G81 | Цикл сверления | G81 X0 Y0 Z-10 R3 F100; |
| G82 | Цикл сверления сзадержкой | G82 X0 Y0 Z-10 R3 P100 F100; |
| G83 | Цикл сверления сотходом | G83 X0 Y0 Z-10 R3 Q8 F100; |
| G84 | Цикл нарезание резьбы | G95 G84 X0 Y0 Z-10 R3 F1.411; |
| G90 | Абсолютная система координат | G90 G21; |
| G91 | Относительная система координат | G91 G1 X4 Y5 F100; |
| G94 | F (подача) — в формате мм/мин. | G94 G80 Z100; |
| G95 | F (подача )- в формате мм/об. | G95 G84 X0 Y0 Z-10 R3 F1.411; |
| G98 | Отмена | G99G98 G15 G90; |
| G99 | После каждого цикла не отходить на «подходную точку» | G99 G91 X10 K4; |
Таблица технологических кодов:
Технологические команды языка начинаются с буквы М. Включают такие действия, как:
- Сменить инструмент
- Включить/выключить шпиндель
- Включить/выключить охлаждение
- Вызвать/закончить подпрограмму
Вспомогательные (технологические) команды:
| Код | Описание | Пример |
| M00 | Приостановить работу станка до нажатия кнопки «старт» на пульте управления, так называемый «технологический останов» | G0 X0 Y0 Z100 M0; |
| M01 | Приостановить работу станка до нажатия кнопки «старт», если включен режим подтверждения останова | G0 X0 Y0 Z100 M1; |
| M02 | Конец программы | M02; |
| M03 | Начать вращение шпинделя по часовой стрелке | M3 S2000; |
| M04 | Начать вращение шпинделя против часовой стрелки | M4 S2000; |
| M05 | Остановить вращение шпинделя | M5; |
| M06 | Сменить инструмент | M6 T15; |
| M07 | Включить дополнительное охлаждение | M3 S2000 M7; |
| M08 | Включить основное охлаждение | M3 S2000 M8; |
| M09 | Выключить охлаждение | G0 X0 Y0 Z100 M5 M9; |
| M30 | Конец информации | M30; |
| M98 | Вызов подпрограммы | M98 P101; |
| M99 | Конец подпрограммы, возврат к основной программе | M99; |
Параметры команд задаются буквами латинского алфавита:
| Код константы | Описание | Пример |
| X | Координата точки траектории по оси X | G0 X0 Y0 Z100 |
| Y | Координата точки траектории по оси Y | G0 X0 Y0 Z100 |
| Z | Координата точки траектории по оси Z | G0 X0 Y0 Z100 |
| F | Скорость рабочей подачи | G1 G91 X10 F100 |
| S | Скорость вращения шпинделя | S3000 M3 |
| R | Радиус или параметр стандартного цикла | G1 G91 X12.5 R12.5 или G81 R1 0 R2 -10 F50 |
| D | Параметр коррекции выбранного инструмента | M06 T1 D1 |
| P | Величина задержки или число вызовов подпрограммы | M04 P101 или G82 R3 Z-10 P1000 F50 |
| I,J,K | Параметры дуги при круговой интерполяции | G03 X10 Y10 I0 J0 F10 |
| L | Вызов подпрограммы с данной меткой | L12 P3 |
1. G-коды. G00 – ускоренное перемещение
Код G00 используется для выполнения ускоренного перемещения. Ускоренное перемещение (см. рис. 1), или позиционирование, необходимо для быстрого перемещения режущего инструмента к позиции обработки или к безопасной позиции. Ускоренное перемещение никогда не используется для выполнения обработки, так как скорость движения исполнительного органа станка очень высока и непостоянна. Код G00 отменяется при программировании следующих кодов: G01, G02, G03.
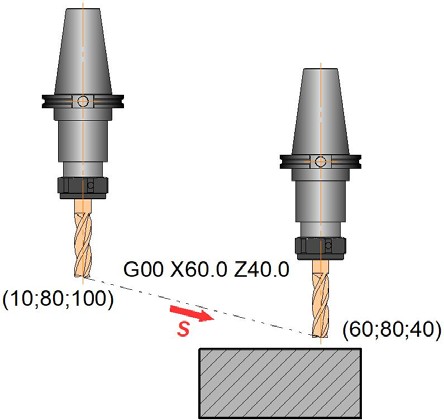
Рис. 1. Графическое изображение ускоренного перемещения.
Пример G00 X60 Z40 – перемещение в позицию с координатами (60; 40)
G01 – линейная интерполяция (см. рис. 2). Код G01 – команда линейной интерполяции, обеспечивающая перемещение инструмента по прямой линии с заданной скоростью. Скорость перемещения указывается F-адресом. Код G01 отменяется с помощью кодов G00, G02HG03.
G02 – круговая интерполяция (дуга в направлении часовой стрелки). Код G02 предназначен для выполнения круговой интерполяции, то есть для перемещения инструмента по дуге (окружности) в направлении часовой стрелки с заданной скоростью. Скорость перемещения указывается F-адресом. Код G02 отменяется с помощью кодов G00, G01 и G03.
G03 – круговая интерполяция (дуга против часовой стрелки). Код G03 предназначен для выполнения круговой интерполяции (см. рис. 2), то есть для перемещения инструмента по дуге (окружности) против часовой стрелки с заданной скоростью.
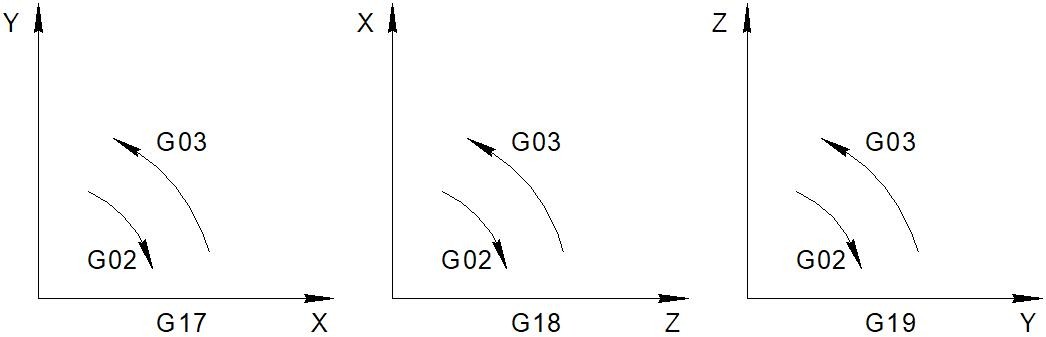
Рис. 2. Круговая интерполяция в разных плоскостях G-коды
Скорость перемещения указывается F-адресом. Код G03 отменяется с помощью кодов G00, G01 и G02.
G04 – выдержка. Код G04 – команда на выполнение выдержки (паузы) с заданным временем. Этот немодальный код программируется вместе с Xили Р-адресом, который указывает длительность времени выдержки. Обычно это время составляет от 0.001 до 99999.999 секунды.
Код G04, Xили Р-адрес программируются вместе в одном кадре, который не содержит никаких перемещений. Если для определения времени выдержки используется Р, то нельзя программировать десятичную точку. Адрес Р определяет время выдержки в миллисекундах, а X – в секундах. Если команда G04 программируется без временного фактора, то она воспринимается системой ЧПУ как немодальная команда для точного останова.
Пример:
G04 Х1.5 – выдержка 1.5 секунды;
G04 Р2000 – выдержка 2 секунды.
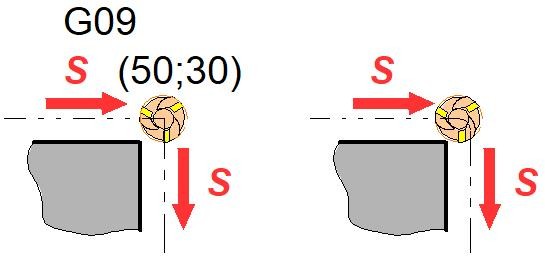
G09 – точный останов. Из-за автоматического ускорения и замедления осевых перемещений исполнительных органов станка с ЧПУ не происходит точная обработка кромок углов при переходе от одного движения резания к другому. Эта неточность обработки выражается в закруглении или притуплении углов.
Предположим, вы обрабатываете прямоугольный контур и стремитесь получить острую кромку в углу (рис. 3 а, б). Если вы работаете в обычном режиме, то возможно, что при переходе от движения по оси Y к движению по оси X произойдет небольшое скругление этой самой кромки (рис. 3 б). Особенно сильно данный эффект проявляется при работе с высокими скоростями подач и на больших обрабатывающих центрах.
а) б)
Рис. 3 Обработка острой (а) и закругленной кромки (б) в правом углу контура заготовки
Немодальный код G09 предназначен для согласования фактической траектории инструмента с запрограммированной траекторией. То есть при переходе от одного движения к другому СЧПУ обеспечит законченное и точное перемещение в указанную координату.
Код G09 обычно указывается вместе с координатой, в которой необходимо выполнить точный останов. Управляющая программа, гарантирующая получение острой кромки правого верхнего угла прямоугольного контура, будет выглядеть следующим образом:
% O0005
N100 G21
N102 G0 G17 G40 G49 G80 G90
N104 T1 M6
N106 G0 G90 G54 X30. Y-22.5 S1000 M3
N108 G43 H1 Z100.
N110 Z10.
N112 G1 Z-2. F100.
N114 Y-12.5
N116 G09 Y17.5
N118 X-25.
N120 X-35.
N122 Z8.
N124 G0 Z100.
N126 M5
N132 M30
%
Когда инструмент приходит в координату Y17.5, то СЧПУ выполняет точный останов. Время выдержки в этой координате определяется значением специального параметра системы. Чуть позже вы познакомитесь с кодом G61, который работает аналогично G09, но является модальным.
G10 – включение режима ввода данных в СЧПУ. Команда G10 позволяет устанавливать или смещать рабочую систему координат и вводить определенные значения в регистры коррекции инструмента памяти СЧПУ при помощи управляющей программы или специальной (отдельной) программы. Если вы хотите ввести какие-либо значения в регистры коррекции при помощи УП, то они должны находиться в начале программы. Этим вы обеспечиваете согласованность значений в регистрах коррекции и самой программы обработки. Обычно для ввода значений в регистры коррекции применяется следующий формат:
G10 L11 P_R_;
где G10 – включение режима ввода данных; L11 – настройка регистра коррекции инструмента; Р – выбор регистра коррекции, который необходимо изменить; R – вводимое значение коррекции. Если команда G10 используется одновременно с кодом G90, то значения в регистрах коррекции переписываются (заменяются новыми значениями). Когда G10 работает вместе с кодом G91, то значения в корректорах складываются (или вычитаются) с числовым значением при R. К примеру, кадр G10 G90 Lll P12 RIOO.05 заменяет существующее значение в регистре коррекции № 12 на новое значение 100.05. Для того чтобы установить или сместить рабочую систему координат, используется следующий формат:
G10 L2 P_X_Y_Z_;
где G10 – включение режима ввода данных; L2 – определение стандартной рабочей системы координат; Р – выбор рабочей системы координат; X, Y, Z – значения, определяющие новое положение рабочей системы координат. Подготовительная функция G10 является модальной и остается активной до тех пор, пока не будет отменена кодом G11. Перед использованием G10 внимательно ознакомьтесь с документацией к станку, так как формат кадра с G10 может быть различным.
G11 – выключение режима ввода данных в СЧПУ. При помощи команды G11 отменяется команда G10 для включения режима ввода данных в СЧПУ.
G15 – выключение режима полярных координат. При помощи команды G15 вы отменяете режим работы в полярной системе координат и возвращаетесь к программированию в прямоугольной системе координат.
G16 – включение режима полярных координат. Подготовительная функция G16 позволяет работать в полярной системе координат (см. рис. 4). При этом запрограммированная позиция определяется углом и расстоянием от нулевой точки рабочей системы координат или от текущей действительной позиции.
Работать в полярной системе координат можно в одной из трех плоскостей. С кодом G17 вы работаете в плоскости XY, с кодом G18 – в плоскости XZ, а с помощью кода G19 – в плоскости YZ.
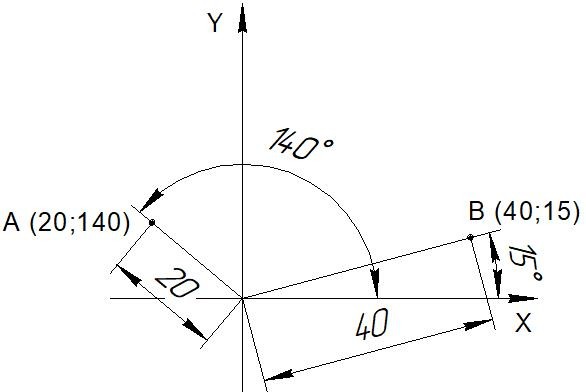
Рис. 4. Полярные координаты: точка А (20;140) и точка В (40; 15)
Если активна плоскость XY, то X-адрес определяет радиус, a Y устанавливает угол относительно оси X. Если активна плоскость XZ, то X-адрес определяет радиус, a Z устанавливает угол относительно оси X. Если активна плоскость YZ, то Y-адрес определяет радиус, a Z устанавливает угол относительно оси Y. Положительным считается угол, который отсчитывается против часовой стрелки.
Полярные перемещения, которые указываются при действующей команде G90, выполняются относительно нулевой точки активной рабочей системы координат. Если же действует код G91, то полярные перемещения выполняются относительно текущей позиции. Значения угла и радиуса могут быть запрограммированы независимо как абсолютные или относительные значения. То есть полярное перемещение может быть одновременно определено углом от нулевой точки рабочей системы координат и расстоянием (радиусом) от текущей позиции.
Нередки случаи, когда на чертежах отверстия указываются при помощи полярных координат. Чтобы не пересчитывать полярные координаты в прямоугольные, можно воспользоваться подготовительной функцией G16.
…
G90 G17 G16
G81 G98 X4 Y30 Z-2 R0.5 F50
Y60
Y90 G15 G80
…
Команда G16 является модальной, поэтому остается активной до тех пор, пока ее не отменят командой G15.
G17 – выбор плоскости XY. Подготовительная функция G17 предназначена для выбора плоскости XY в качестве рабочей (рис. 5).
G18 – выбор плоскости XZ. Подготовительная функция G18 предназначена для выбора плоскости XZ в качестве рабочей (рис. 5).
G19 – выбор плоскости YZ. Подготовительная функция G19 предназначена для выбора плоскости YZ в качестве рабочей (рис. 5).
Плоскость YZ для G17, G18 и G19 становится определяющей при использовании круговой интерполяции, вращения системы координат и постоянных циклов сверления.
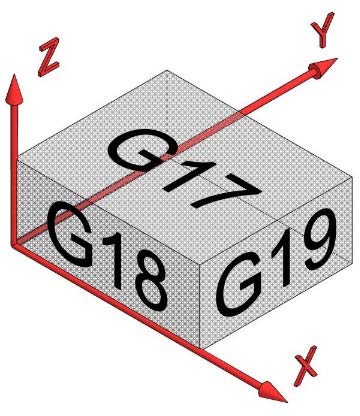
Рис. 5. При выборе активной плоскости в трехмерной системе координат используются корды G17, G18, G19
G20 – ввод дюймовых данных. Код G20 активирует режим работы с дюймовыми данными. Пока действует этот режим, все вводимые данные воспринимаются как дюймовые. Рекомендуется во всех программах, которые написаны в дюймовых размерах, поставить команду G20 в начало программы (в строку безопасности), чтобы в случае, если в программе, выполняемой до этого, действовал метрический режим, обеспечить выбор корректного формата.
Пример:
N10 G20 G40 G49 G54 G80 G90 – код G20 в строке безопасности. Команда является модальной и действует до тех пор, пока ее не отменят командой G21.
G21 – ввод метрических данных. Он активирует режим работы с метрическими данными. Пока действует этот режим, все вводимые данные воспринимаются как метрические. Рекомендуется во всех программах, которые написаны в метрических размерах, поставить команду G21 в начало программы (в строку безопасности), чтобы в случае, если в программе, выполняемой до этого, действовал дюймовый режим, обеспечить выбор корректного формата.
Пример:
N10 G21 G40 G49 G54 G80 G90 – код G21 в строке безопасности. Команда является модальной и действует до тех пор, пока ее не отменят командой G20.
G22 – включение режима предельных перемещений. Код G22 активирует установленный предел перемещений. В этом случае инструмент не может выйти за пределы ограничивающей области. Эта область, как правило, устанавливается с помощью параметров СЧПУ.
G23 – выключение режима предельных перемещений. При выполнении команды G23 установленные пределы перемещений не действуют. То есть код G23 отменяет действие кода G22 и позволяет инструменту перемещаться в любую точку рабочей зоны станка.
G27 – проверка возврата к исходной позиции. Код G27 работает аналогично коду G28 (см. далее). Единственная разница заключается в том, что если позиция, к которой произошло перемещение исполнительного органа, не соответствует исходной позиции, то в случае с G27 система ЧПУ станка выдает аварийное сообщение или сигнал. Команды G27 и G28 могут использоваться в циклах и макросах автоматической смены инструмента. Перед выполнением этих G-кодов обычно отменяют коррекцию инструмента.
G28 – автоматический возврат в исходную позицию. Команда G28 предназначена для возврата станка в исходную позицию. Под этим понимается ускоренное перемещение исполнительных органов в нулевую точку станка. Возврат в исходную позицию предназначен прежде всего для возможности проверки размеров и качества обрабатываемой детали в середине программы обработки. Иногда код G28 ставят в конец управляющей программы, чтобы после ее завершения рабочий стол переместился в положение, удобное для съема обработанной детали.
Условный кадр для автоматического возврата в исходную позицию выглядит так:
G91G28X0.0Y0.0Z0.0
Если в кадре с G28 указываются оси X, Y и Z с нулевыми значениями, то возврат в исходную позицию происходит по этим трем осям. Однако не всегда нужно выполнять эту операцию со всеми осями. Возможно, что потребуется перемещение только по двум из них. Например, для возврата по осям Z и Y в программе обработки должен стоять следующий кадр:
G91 G28 Y0.0. Z0.0 G-коды
Необходимо обратить особое внимание на находящийся в кадре код G91. Известно, что этот код активирует работу в относительных координатах. Дело в том, что G28 позволяет запрограммировать некоторую промежуточную точку, в которую будет совершено перемещение, перед тем как станок вернется в исходную позицию. На самом деле координаты, указанные в кадре, являются координатами именно промежуточной точки.
В приведенных ранее примерах указаны в качестве координат промежуточной точки нулевые значения. Так как в кадре стоит код относительных координат G91, то станок должен переместиться относительно текущей позиции на нуль миллиметров по каждой из осей. То есть не должен никуда двигаться. Вот поэтому при наличии в управляющей программе (УП) кадра G91 G28 Х0.0 Y0.0 Z0.0 станок будет сразу возвращен в исходную позицию без «заезда» в промежуточную точку.
Если в программе обработки находится кадр G91 G28 Х10.0 Z20.0, то станок сначала переместится вправо и вверх, а только затем вернется в нулевую точку (см. рис. 6). Для чего нужна эта промежуточная точка? Код G28 вызывает ускоренное перемещение, аналогичное G00, а в этом случае оно может быть непрямолинейным. То есть можно запросто что-нибудь «зацепить». Опытный программист старается сначала поднять инструмент вверх, а уже затем «отпустить» станок в нулевую точку: G91 G28 Х0.0 Y0.0 Z20.0
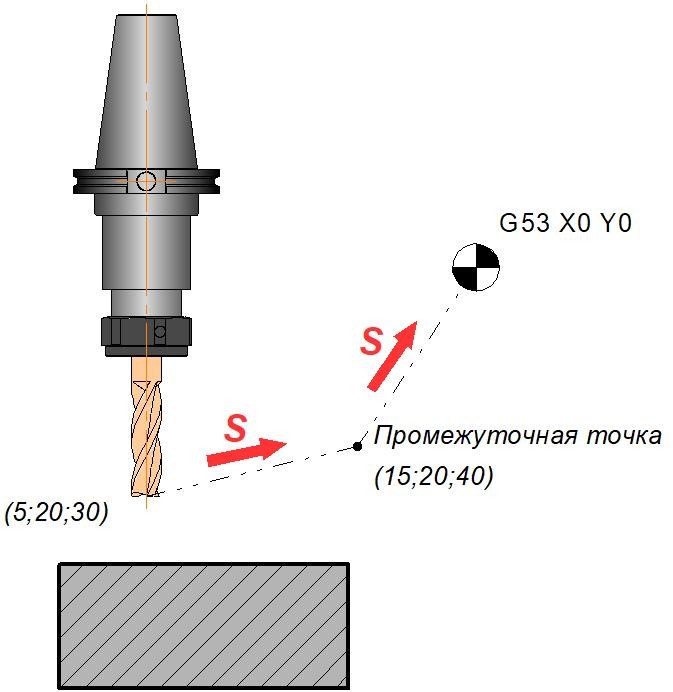
Рис. 6. Использование в УП команды G91 G28 Х10 Y25 перемещает инструмент в промежуточную точку и только потом возвращает его в нуль станка
Опасайтесь указывать в кадре с G28 код абсолютных координат G90. Если в УП находится кадр G90 G28 Х0.0 Y0.0 Z0.0, то очень высока вероятность столкновения режущего инструмента с частями станка или деталью.
G30 – возврат к позиции смены инструмента. При помощи команды G30 осуществляется автоматический возврат оси Z к позиции смены инструмента и отменяется действующая коррекция инструмента. Кадр для выполнения возврата к позиции смены инструмента должен выглядеть так:
G30 G91 Z0
Будьте внимательны: если в кадре вместо G90 находится код G91, то шпиндель будет перемещаться к поверхности рабочего стола.
G31 – функция пропуска с реакцией на внешний сигнал. В некоторых станках можно использовать функцию пропуска с реакцией на внешний сигнал. При помощи этого немодального кода программист программирует линейную интерполяцию аналогично G01, но скомбинированную с возможной реакцией на внешний сигнал. Внешний сигнал подается при нажатии на определенную клавишу панели УЧПУ, например, на клавишу Старт цикла. Если сигнал пропуска не подавать, то программа будет выполняться таким образом, как если бы была запрограммирована команда G01. Если СЧПУ получит внешний сигнал, то выполнение программы переходит сразу же к следующему кадру данных.
G40 – отмена автоматической коррекции радиуса инструмента. Автоматическая коррекция радиуса инструмента отменяется программированием команд G40 и D00. Обычно код G40 находится в кадре с командой прямолинейного холостого перемещения от контура детали.
G1 G40 Х100
Некоторые станки отменяют автоматическую коррекцию радиуса инструмента при нажатии на кнопку аварийного останова или сброса, в случае возврата к нулевой точке станка и с помощью кодов окончания программы. G41 – коррекция на радиус, инструмент слева от детали. Код G41 применяется для включения автоматической коррекции радиуса инструмента, находящегося слева от детали. Направление смещения определяется, если смотреть на траекторию сверху вниз, то есть со стороны «+Z» в направлении «–Z».
G42 – коррекция на радиус, инструмент справа от детали. Код G42 применяется для включения автоматической коррекции радиуса инструмента, находящегося справа от детали. Направление смещения определяется, если смотреть на траекторию сверху вниз, то есть со стороны «+Z» в направлении «–Z».
G43 – компенсация длины инструмента (см. рис. 7) При выполнении УП базовая позиция шпинделя (точка пересечения торца и оси вращения) определяется запрограммированными координатами. Проблема заключается в том, что в базовой позиции шпинделя обработка резанием не осуществляется. Обработка производится кромкой режущего инструмента, которая находится на некотором расстоянии от базовой точки шпинделя.
Для того чтобы в запрограммированную координату приходила именно режущая кромка, а не шпиндель, необходимо «объяснить» СЧПУ, на какую величину по оси Z нужно сместить эту базовую точку. Компенсация длины инструмента осуществляется путем программирования команды G43 и Н слова данных. Обычно компенсация длины активируется совместно с холостым перемещением по оси Z.
Пример: G43 H01 Z100

Рис. 7 Команда G43H смещает базовую точку шпинделя к кромке режущего инструмента
G49 – отмена компенсации длины инструмента. Компенсация длины инструмента отменяется путем программирования команды G49 или Н00.
G50 – выключение режима масштабирования. Код G50 предназначен для выключения режима масштабирования G51.
G51 – включение режима масштабирования. В этом режиме программист изменяет коэффициент масштаба для координатных осей станка. Режим активируется при помощи модального кода G51 и отменяется кодом G50. Можно указать коэффициент масштаба для всех осей одновременно или отдельно для каждой оси. Если коэффициент масштаба более 1, то система координат увеличивается. Если же коэффициент масштаба менее 1, то система координат уменьшается.
Для единого изменения масштаба обычно используется следующий формат:
G51 X_Y_Z_P_
где G51 – включение режима масштабирования; X – координата по оси X для средней точки масштаба; Y – координата по оси Y для средней точки масштаба; Z – координата по оси Z для средней точки масштаба; Р – коэффициент масштаба для всех осей. При независимом изменении масштаба возможно также зеркальное отображение с помощью отрицательных коэффициентов масштаба. Для независимого изменения масштаба обычно используется следующий формат:
G51 X Y Z I J К
где G51 – включение режима масштабирования; X – координата по оси X для средней точки масштаба; Y – координата по оси Y для средней точки масштаба; Z – координата по оси Z для средней точки масштаба; I – коэффициент масштаба для оси X; J – коэффициент масштаба для оси Y; К – коэффициент масштаба для оси Z. В функции зеркального отображения комбинируются между собой независимое изменение масштаба и возможность зеркального отображения запрограммированных координат по одной или нескольким осям. В следующем программном примере поясняется функция зеркального отображения без изменения масштаба (см. рис. 8).
Основная программа:
…
G90 G01 F100
M98 P101
G51 X5 Y5 I-1 J1 K1
M98 P101
G51 X5 Y5 I-1 J-1 K1
M98 P101
G51 X5 Y5 I1 J-1 K1
M98 P101
… Подпрограмма
O0101
G90 X6 Y6
Y7
X7
X8 Y8
X9
Y6
X6
M99
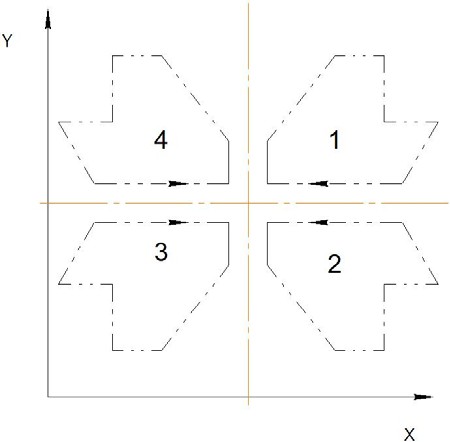
Рис. 8 Зеркальное отображение траектории
G52 – локальная система координат (см. рис. 9). СЧПУ позволяет устанавливать, кроме стандартных рабочих систем координат, еще и локальные системы координат. Код G52 используется для определения подчиненной системы координат в пределах действующей рабочей системы (G54–G59). Когда СЧПУ станка исполняет команду G52, то начало действующей рабочей системы координат смещается на значение, указанное при помощи слов данных X, Y и Z:
G52 X_Y_Z_
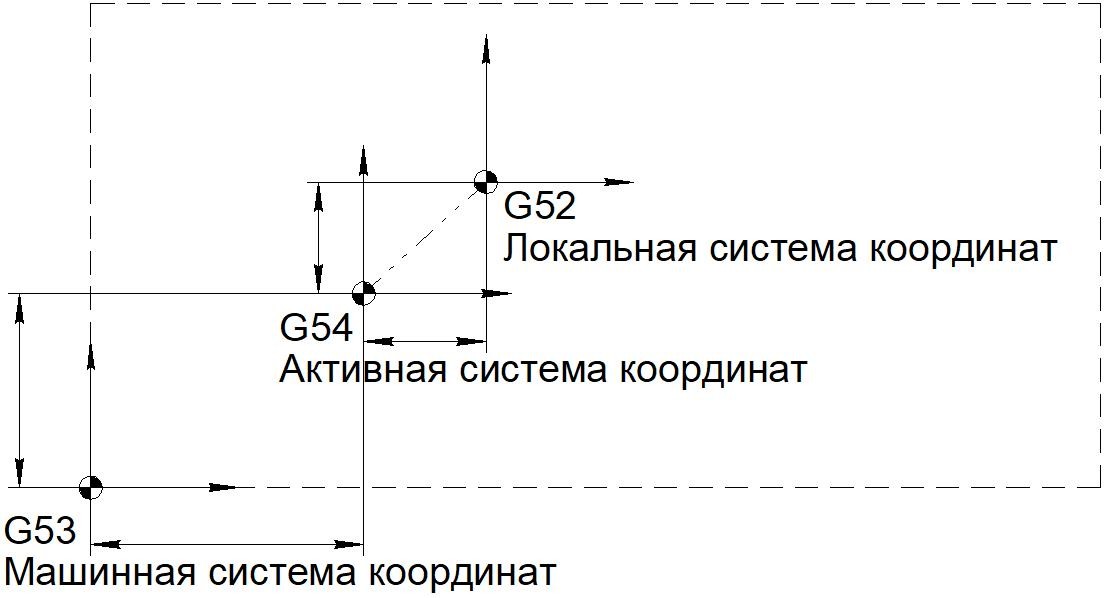
Рис. 9. Три вида системы координат
Команда G52 автоматически отменяется, если программируется другая рабочая система координат G54–G59 или с помощью команды G52 Х0. Y0. Z0.
G54–G59 – стандартные рабочие системы координат. При помощи кодов G54, G55, G56, G57, G58 и G59 определяется, в какой рабочей системе координат будет производиться обработка детали. Подробную информацию об этих кодах и о взаимосвязи рабочей системы координат с системой координат станка вы можете найти в главе 3. Путем выбора различных координатных систем программист может при помощи одной и той же программы обрабатывать различные детали. Если была выбрана одна из координатных систем G54–G59, то она действует до тех пор, пока не будет активирована другая координатная система.
G60 – позиционирование в одном направлении. С помощью этой команды ко всем запрограммированным позициям по каждой оси можно перемещаться из определенного направления («+» или «–»). Благодаря этому появляется возможность исключить ошибки позиционирования, которые могут возникать из-за мертвого хода в системах сервопривода. Чаще всего направление и величина перемещения задаются параметрами СЧПУ.
G61 – режим точного останова. Такая команда предназначена для включения режима точного останова. Функция точного останова подробно описана в характеристике кода G09. Единственная разница между кодами G61 и G09 заключается в том, что G09 является немодальной командой, то есть действует только в определенном кадре. Модальный код G61 остается активным, пока не будет запрограммирована команда на изменение этого режима, например, с помощью кода G63 для включения режима нарезания резьбы метчиком или кода G64 режима резания.
G63 – режим нарезания резьбы метчиком. Режим нарезания резьбы метчиком активируется при помощи кода G63 и используется в циклах нарезания резьбы. В этом режиме невозможна корректировка скорости подачи при помощи специальной рукоятки на панели УЧПУ станка. Режим отменяется программированием команды режима резания G64.
G64 – режим резания. Стандартный режим резания активируется кодом G64. С помощью этого кода отменяются другие специальные режимы – режим нарезания резьбы метчиком и режим точного останова.
G65 – немодальный вызов макропрограммы. Код G65 позволяет выполнить макропрограмму, находящуюся в памяти СЧПУ. Формат для немодального вызова макропрограммы выглядит следующим образом:
G65 P_L_
где G65 – команда для вызова макропрограммы; Р – номер макропрограммы; L – количество выполнений макропрограммы. Если L не указывается, то СЧПУ считает, что L = l.
G66 – модальный вызов макропрограммы. Команда G66 предназначена для вызова макропрограммы, как и команда G65. Единственная разница между двумя этими кодами заключается в том, что G66 является модальным кодом и макропрограмма выполняется при каждом перемещении, пока не будет запрограммирована команда G67. Формат для модального вызова макропрограммы:
G66 P_L_
где G66 – команда для вызова макропрограммы; Р – номер макропрограммы; L – количество выполнений макропрограммы. Если L не указывается, то СЧПУ считает, что L = 1.
G67 – отмена модального вызова макропрограммы. При помощи кода
G67 отменяется режим модального вызова макропрограммы G66.
G68 – вращение координат. Модальная команда G68 позволяет выполнить поворот координатной системы на определенный угол. Для выполнения такого поворота требуется указать плоскость вращения, центр вращения и угол поворота. Плоскость вращения устанавливается при помощи кодов G17 (плоскость XY), G18 (плоскость XZ) и G19 (плоскость YZ). Если желаемая плоскость вращения уже активирована, то программирование команд G17, G18 и G19 в кадре с G68 не требуется.
При действующей команде G90 центр вращения указывается абсолютными координатами относительно нулевой точки станка, если не выбрана одна из стандартных рабочих систем координат. Если выбрана одна из рабочих систем координат G54– G59, то центр вращения устанавливается относительно нулевой точки активной рабочей системы координат. В случае действующей команды G91 центр вращения указывается относительно текущей позиции. Если же координаты центра вращения не будут указаны, то в качестве центра вращения будет принята текущая позиция.
Угол вращения указывается при помощи R-слова данных. Формат для команды вращения координат обычно следующий:
G17 G68 X_Y_R_ 257
G69 – отмена вращения координат. При помощи кода G68 отменяется режим вращения координат.
G73–G89 – постоянные циклы
G73 Высокоскоростной цикл прерывистого сверления
G74 Цикл нарезания левой резьбы
G80 Отмена постоянного цикла
G81 Стандартный цикл сверления
G82 Сверление с выдержкой
G83 Цикл прерывистого сверления
G84 Цикл нарезания резьбы
G85 Стандартный цикл растачивания
О работе с постоянными циклами сверления, растачивания и нарезания резьбы вы можете узнать из главы 8.
G90 – режим абсолютного позиционирования. В режиме абсолютного позиционирования G90 перемещения исполнительных органов производятся относительно нулевой точки станка или относительно нулевой точки рабочей системы координат G54–G59. Код G90 является модальным и отменяется при помощи кода относительного позиционирования G91.
G91 – режим относительного позиционирования. При помощи кода G91 активируется режим относительного (инкрементального) позиционирования. При относительном способе отсчета за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке. Код G91 является модальным и отменяется при помощи кода абсолютного позиционирования G90.
G92 – смещение абсолютной системы координат. Возникают ситуации, когда у оператора станка появляется необходимость установить определенные значения в регистрах абсолютной системы координат для перемещения нулевой точки в новое положение. Дело в том, что не все станки имеют набор из стандартных рабочих систем координат, устанавливаемых с помощью кодов G54–G59. Команда G92 применялась на станках еще до появления функции работы с несколькими стандартными системами координат.
Код G92 используют для сдвига текущего положения нулевой точки путем изменения значений в регистрах рабочих смещений. Когда СЧПУ выполнит команду G92, то значения в регистрах смещений изменятся и станут равными значениям, которые определены X-, Y- и Z-словами данных. Самое главное – учтите, что X-, Y-, Z-слова данных будут показывать текущее положение инструмента в новой координатной системе.
G92X Y Z.
Рассмотрим, как работает команда G92, на конкретном примере. На рисунке 12.10 изображены две заготовки. Заготовка А находится в начальной нулевой точке, которую установил оператор.
Нам необходимо обработать заготовку В, которая расположена на 60 мм правее заготовки А, путем смещения начальной нулевой точки. Сначала переместим инструмент в известную нам начальную нулевую точку, а затем используем G92:
…
G00 X0 Y0
G92 X-60 Y0
…
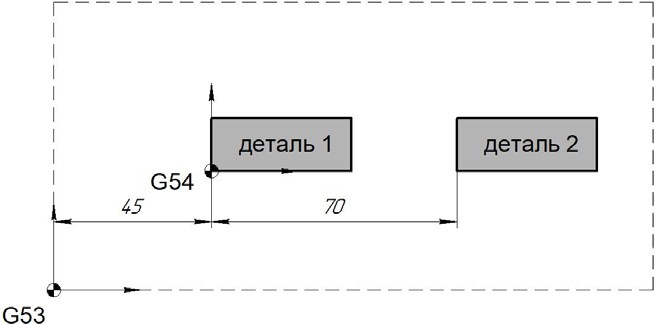
Рис. 10. Код G92 обеспечивает замену регистров действующей позиции станка и смещает нулевую точку станка
Кадр G92 Х-60 Y0 означает, что новое текущее положение инструмента определено координатами (–60; 0), то есть на 60 мм левее требуемой нулевой точки. Таким образом, искомая нулевая точка будет находиться на 60 мм правее текущего положения инструмента. Существует другой метод для достижения этого же результата. Можно сначала переместить инструмент в позицию, которую мы хотим сделать новой нулевой точкой, и затем выполнить команду G92 Х0 Y0.
…
G00 X60 Y0
G92 X0 Y0
…
Команда G92 сама по себе не вызывает осевых перемещений. Указанное при помощи G92 смещение координатной системы на большинстве станков может быть отменено возвратом в нулевую точку или выключением станка.
G94 – скорость подачи в дюймах/миллиметрах в минуту. При помощи данной команды указанная скорость подачи устанавливается в дюймах за одну минуту или в миллиметрах за 1 минуту. Если действует дюймовый режим G20, то скорость подачи F определяется как подача в дюймах за 1 минуту. Если же активен метрический режим G21, то скорость подачи F определяется как подача в миллиметрах за 1 минуту. G20 F10 – скорость подачи 10 дюймов в минуту; G21 F10 – скорость подачи 10 миллиметров в минуту. Модальный код G94 остается активным до тех пор, пока не будет запрограммирован код G95.
G95 – скорость подачи в дюймах/миллиметрах на оборот. При помощи команды G95 указанная скорость подачи устанавливается в дюймах на один оборот шпинделя или в миллиметрах на 1 оборот шпинделя. То есть скорость подачи F синхронизируется со скоростью вращения шпинделя S. При одном и том же значении F скорость подачи будет увеличиваться при увеличении числа оборотов шпинделя. G20 F0.1 – скорость подачи равна 0.1 дюйма на оборот; G21 F0.1 – скорость подачи равна 0.1 миллиметра на оборот. Модальный код G95 остается активным до тех пор, пока не будет запрограммирован код G94.
G98 – возврат к исходной плоскости в цикле. Если постоянный цикл станка работает совместно с кодом G98, то инструмент возвращается к исходной плоскости в конце каждого цикла и между всеми обрабатываемыми отверстиями. Исходная плоскость – это координата по оси Z (уровень), в которой находится инструмент перед вызовом постоянного цикла. Команда G98 отменяется при помощи команды G99.
G99 – возврат к плоскости отвода в цикле. Если цикл сверления работает совместно с кодом G99, то инструмент возвращается к плоскости отвода между всеми обрабатываемыми отверстиями. Плоскость отвода – это координата по оси Z (уровень), с которой начинается сверление на рабочей подаче и в которую возвращается инструмент после того, как он достиг дна обрабатываемого отверстия. Плоскость отвода обычно устанавливается в кадре цикла с помощью R-адреса. Команда G99 отменяется при помощи команды G98.
2. Выдержка и осевое перемещение
X является командой осевого перемещения. Как правило, за X принимают ось, вдоль которой возможно наибольшее перемещение исполнительного органа станка. При этом ось X перпендикулярна к оси Z и параллельна плоскости рабочего стола. Положительное или отрицательное число, входящее в состав этого слова данных, определяет конечную позицию исполнительного органа станка вдоль оси X. В кадре можно запрограммировать X только один раз. Если в одном кадре будет Адреса/слова данных, то СЧПУ будет работать с последней из них (которая ближе к знаку конца кадра).
Пример:
G01 G90 Х100 F200 – линейное перемещение в координату Х = 200 со скоростью 200 мм/мин.
Когда X находится в одном кадре с кодом выдержки G04, то оно определяет время этой выдержки в секундах (паузы).
Пример:
G04 Х5.0 – выполнить выдержку продолжительностью 5 секунд.
Y является командой осевого перемещения. Ось Y перпендикулярна осям X и Z. Положительное или отрицательное число, входящее в состав этого слова данных, определяет конечную позицию исполнительного органа станка вдоль оси Y. В кадре можно запрограммировать Y только один раз. Если в кадре будут указаны несколько команд Y, то СЧПУ будет работать с последней из них (которая ближе к знаку конца кадра).
Пример:
G01 G90 Y102 F200 – линейное перемещение в координату Y = 102 со скоростью 200 мм/мин.
Z является командой осевого перемещения. В качестве положительного направления оси Z принимают вертикальное направление вывода инструмента (например, сверла) из заготовки. То есть ось Z всегда связана со шпинделем станка. Положительное или отрицательное число, входящее в состав этого слова данных, определяет конечную позицию исполнительного органа станка вдоль оси Z. В кадре можно запрограммировать Z только один раз. Если в кадре будут указаны несколько команд Z, то СЧПУ будет работать с последней из них (которая ближе к знаку конца кадра).
Пример:
G01 G90 Z0.5 F200 – линейное перемещение в координату Z = 0.5 со скоростью 200 мм/мин.
А, В, С являются командами кругового перемещения. Под круговым перемещением понимается угловое перемещение (поворот) оси шпинделя фрезерного станка или угловое перемещение (поворот) управляемого поворотного стола (4-я ось).
Круговые перемещения инструмента обозначают латинскими буквами – А (вокруг оси X), В (вокруг оси Y) и С (вокруг оси Z). Положительные направления вращений вокруг этих осей определяются очень просто. Если расположить большой палец по направлению оси, то другие согнутые пальцы покажут положительное направление вращения.
Пример:
G01 G90 С90 F200 – поворот стола на 90° со скоростью 200 мм/мин. Для некоторых СЧПУ адрес С может являться командой на выполнение фаски при действующей линейной интерполяции. Числовое значение, входящее в состав С-слова данных, определяет размер фаски.
I, J, К применяются во время круговой интерполяции и служат для указания относительных расстояний от начальной точки дуги до ее центра. Слово данных с I относится к оси X, слово данных с J – к оси Y, а слово данных с К – к оси Z. При этом в зависимости от расположения дуги значения могут быть положительными или отрицательными.
R при действующей круговой интерполяции (G02/G03) R определяет радиус, который соединяет начальную и конечную точки дуги. Для некоторых СЧПУ адрес R может являться командой на выполнение скругления при действующей линейной интерполяции. Числовое значение, входящее в состав R-слова данных, определяет радиус скругления. В постоянных циклах R определяет положение плоскости отвода. При работе с командой вращения координат R определяет угол поворота координатной системы.
Р обычно используется в постоянных циклах обработки отверстий и определяет время выдержки (паузы) на дне отверстия. Числовое значение, входящее в состав Р-слова данных, обычно определяет время выдержки в 1/1000 секунды. Когда Р появляется в одном кадре с кодом вызова подпрограммы М98, то оно обозначает номер вызываемой подпрограммы. В ряде случаев это же слово данных может указывать на частоту вызова подпрограммы.
Пример:
М98 Р1001 – вызов подпрограммы О1001.
Q часто используется в циклах прерывистого сверления и определяет относительную глубину каждого рабочего хода инструмента. В цикле растачивания Q определяет расстояние сдвига расточного инструмента от стенки обработанного отверстия для обеспечения аккуратного вывода инструмента из отверстия.
При помощи D выбирается значение коррекции на радиус инструмента. Коррекция радиуса инструмента активируется командами G41 и G42. При помощи команды D00 можно отменить действующую коррекцию.
При помощи Н выбирается значение компенсации длины инструмента. Компенсация длины инструмента обычно активируется командой G43. При помощи команды Н00 можно отменить действующую компенсацию длины инструмента.
Для определения скорости подачи служит F-адрес. Если в одном кадре будут запрограммированы несколько скоростей подач, то СЧПУ будет работать с последней из них. В случае программирования F с кодом G94 скорость подачи будет установлена в дюймах (G20) или миллиметрах (G21) в минуту (минутная подача). А в случае использования с G95 скорость подачи будет установлена в дюймах (G20) или миллиметрах (G21), наоборот. F-адрес является модальным, то есть установленная скорость подачи остается неизменной до тех пор, пока не указано новое числовое значение вместе с F или не изменен режим перемещений при помощи G00.
С помощью S определяется число оборотов шпинделя. S-адрес является модальным, то есть установленное число оборотов остается неизменным до тех пор, пока не указано новое числовое значение вместе с S.
При помощи Т осуществляется управление магазином инструментов. Числовое значение с Т определяет номер инструмента (ячейки), который необходимо переместить в позицию смены путем поворота инструментального магазина. Обычно Т программируют в одном кадре с командой смены инструмента М06. В этом случае числовое значение при Т будет определять номер инструмента, который необходимо вызвать из магазина и установить в шпиндель.
Пример:
Т2 М06 – вызвать инструмент № 2.
Как правило, адрес О указывает системе ЧПУ на номер управляющей программы.
Пример:
О2007 – программа обработки будет зарегистрирована в памяти СЧПУ под номером 2007.
С помощью N производится нумерация кадров УП. При использовании номера кадра он может быть поставлен в кадре в любую позицию, но обычно его указывают в самом начале. Номер кадра не влияет на работу станка, а помогает оператору ориентироваться в содержании программы обработки.
3. М-кодирование
М00 – запрограммированный останов. Когда СЧПУ исполняет команду М00, то происходит так называемый запрограммированный останов. Все осевые перемещения останавливаются и возобновляются лишь после того, как оператор станка нажмет клавишу Старт цикла на панели УЧПУ. При этом шпиндель продолжает вращаться (у большинства станков) и другие функции остаются активными. Если оператор станка нажимает клавишу
Старт цикла, то выполнение программы будет продолжено с кадра, следующего за М00.
М01 – останов по выбору. Этот код предназначен для останова по выбору. Действует он аналогично коду М00, однако предоставляет выбор оператору – нужно или не нужно прерывать выполнение управляющей программы. На панели УЧПУ практически любого станка имеется клавиша (или переключатель) М01. Если эта клавиша нажата, то при чтении кадра с М01 происходит останов. Если же клавиша не нажата, то кадр М01 пропускается и выполнение УП не прерывается.
М02 – конец программы. Код М02 информирует СЧПУ о завершении программы.
М03 – прямое вращение шпинделя. При помощи кода М03 включается прямое (по часовой стрелке) вращение шпинделя с запрограммированным числом оборотов (S-слово). Команда М03 остается действующей до тех пор, пока она не будет отменена с помощью М04 или М05.
М04 – обратное вращение шпинделя. При помощи кода М04 включается обратное (против часовой стрелки) вращение шпинделя с запрограммированным числом оборотов (S-слово). Команда М04 остается действующей до тех пор, пока она не будет отменена с помощью М03 или М05.
М05 – останов шпинделя. Команда М05 останавливает вращение шпинделя, но не останавливает осевые перемещения (за исключением режима G95).
М06 – автоматическая смена инструмента. При помощи команды М06 инструмент, закрепленный в шпинделе, меняется на инструмент, находящийся в положении готовности в магазине инструментов.
М07 – включение подачи СОЖ в распыленном виде. Команда М07 включает подачу СОЖ в зону обработки в распыленном виде, если станок обладает такой возможностью.
М08 – включение подачи СОЖ. Команда М08 включает подачу СОЖ в зону обработки в виде струи.
М09 – выключение подачи СОЖ. Команда М09 выключает подачу СОЖ и отменяет команды М07 и М08.
М19 – юстировка шпинделя. При помощи команды M19 осуществляется радиальная юстировка шпинделя (поворот в определенное положение), чтобы выставить приводной носик шпинделя на позицию смены инструмента. В этом положении шпиндель обычно зажимается и его не провернуть рукой.
М20 – отмена юстировки шпинделя. При помощи команды М20 отменяется команда юстировки шпинделя М19.
М30 – конец программы. Код М30 информирует СЧПУ о завершении программы.
М98 – вызов подпрограммы. Команда М98 предназначена для вызова подпрограммы. Вместе с этой командой программируется Р-слово данных, которое обозначает номер вызываемой подпрограммы.
Пример:
М98 Р1001 – вызвать подпрограмму О1001.
М99 – конец подпрограммы. При помощи команды М99 по окончании подпрограммы осуществляется возврат к главной программе, из которой была вызвана подпрограмма.
4. Применение в УП специальных символов
«/» – пропуск кадра полезная функция, позволяющая оператору станка выбрать определенные кадры, которые не нужно выполнять. Эта функция реализуется, если в начало кадра поставить «/» (косая черта, слэш).
Для того чтобы СЧПУ не выполнила кадр, в самом начале которого стоит «/», необходимо, чтобы специальный переключатель Пропуск кадра на панели УЧПУ станка находился в положении Вкл. В этом случае система пропускает данный кадр и переходит к выполнению следующего. Если же переключатель Пропуск кадра на панели УЧПУ станка находится в положении Выкл., то кадр с кодом «/» отрабатывается как обычно. Таким образом, с помощью кода «/» и переключателя Пропуск кадра оператор станка может влиять на выполнение УП.
Пример:
…
N50 G81 X0 Y0 Z-10 R2 F50
N60 X10 Y20
N70 X10 Y30
/N80 X20 Y20
/N90 X20 Y30
N100 M05
…
Положение переключателя Поведение станка Пропуск кадра
Вкл. Кадры с кодом «/» не будут выполнены
Выкл. Кадры с кодом «/» будут выполнены нормально
«;» или «(…)» – комментарии в УП. Комментарии представляют собой обычные предложения, при помощи которых программист доводит до оператора станка определенную технологическую информацию. Как правило, в комментариях содержатся следующие данные:
- дата и время создания УП;
- номер чертежа;
- материал заготовки;
- данные о рабочей системе координат;
- размеры инструмента;
- названия технологических операций.
Для того чтобы ввести комментарии в УП, необходимо использовать специальные символы (знаки) программирования. В качестве таких символов для большинства СЧПУ применяются круглые скобки или точка с запятой. Перед символами комментариев не принято ставить номера кадров, если комментарии занимают кадр полностью.
Просмотров: 735
Для станков с программным числовым управлением существует специальный язык. Этот язык называют ISO 7 bit. Система G кодов для ЧПУ представляет собой специальные команды для работы фрезерных и токарных станков с ПУ, в командах задаются специальные параметры. Обучение ЧПУ программированию производится в технических колледжах или на курсах дополнительного образования.
Что такое G-код
Кодовая система для токарно – фрезерных станков с ЧПУ представляет собой особую группу команд, которые распознаются станками с функциями программного управления. Кодовая система была разработана компанией Electronic Industries Allience в 1960 году и доработана в 1980 году. С 1982 года она начала действовать в России. Кодовый язык входит в структуру основ программирования, он непрерывно совершенствуется и изменяется.
Какие бывают G-коды
Программы с G-кодом пишутся в виде текстового формата, каждую строчку называют кадром. Кадр состоит из буквенного символа – это адрес и цифра, в которой выражено числовое значение. Коды бывают основными и вспомогательными. На основе такой программы работает токарный и фрезерный станок с ЧПУ.
Команды группы G называют подготовительными. Они задают движение рабочих элементов на станке с определенной скоростью. Скорость может быть круговой или линейной. Также G-код используется для обработки отверстий и резьбы. Еще одной функцией является управление параметрами и координатными системами аппаратуры.
Основные команды программы направлены на выполнение следующих функций:
- G00 – G04 функция позиционирования;
- G17 – G19 осуществляют переключение рабочих параметров;
- G40 – G44 компенсация длины и диаметра разных элементов аппарата;
- G54 – G59 переключение координатных систем;
- G71 – функция обработки отверстий;
- G80 – G84 функция нарезания резьбы и сверления;
- G90 – G92 переключение абсолютной и относительной систем координат.

Символы бывают разными: М выполняет вспомогательные функции, такая команда необходима для смены инструмента, вызова подпрограммы и ее завершения, S – это функция основного движения, F – подача, Т, D, Н являются выражением функций инструмента.
Значение символа зависит от вида станка с ЧПУ. Программирование осуществляется на основе этих кодов.
Подготовительные функции
Подготовительные функции в кодовой системе выражены символом G. Каждому коду соответствует особенное значение. Все подготовительные команды, к примеру, выбор рабочей плоскости или выбор скорости перемещения, задаются первыми в программе. В коде зашифрована определенная функция. Числовыми значениями задаются параметры.
Расшифровка основных G кодов для ЧПУ
Перейдем к рассмотрению того, как расшифровываются основные G коды для станков с ПУ.
G00
Задает скоростное позиционирование. Ее используют, когда нужно быстро переместить режущий инструмент в готовое состояние для начала работы или поместить его в безопасную позицию. Ускоренный вариант не применяют в процессе обработки деталей, поскольку скорость, которая развивается в данном случае, очень высока. Данную команду можно отменить с помощью команды G01, G02, G03.
G01
Представляет собой линейную интерполяцию. Такая команда необходима для движения инструмента по прямой, скорость задается символом F. Отмена функции осуществляется кодами G00, G02, G03. Пример записи команды: G01 X20 Y150 F60.
G02
Задает движение по часовой стрелке, режущий инструмент начинает двигаться по дугообразной траектории, скорость задается символом F. Также задаются параметры в координатной плоскости. Символы I, J, K – определяющие координаты дуги в плоскости. Отмена осуществляется кодами G00, G01, G03.

G03
Это движение против часовой стрелки по дуге с заданной скоростью.
G04
Задают перерыв в работе. продолжительность паузы задается Х или Р символом. Обычно пауза длится около одной секунды.
G17
Задает плоскость. С помощью кода G17 выбирают координаты XY. Такая функция необходима для вращающихся движений и процесса сверления.

G18
Задает плоскость в координатах XZ, эта плоскость становится рабочей в процессе круговой интерполяции, вращательных движениях и процессе сверления.
G19
Позволяет выбрать рабочую площадь в координатах YZ. Такая функция необходима для движения инструмента в круговой интерполяции и постоянном цикле сверления.
G20
Позволяет вводить данные в дюймовых измерениях. Функция предназначена для работы с дюймовыми показателями.
G21
Позволяет работать с метрическими показателями. Он необходим при работе с данными, выраженными в метрах.
G40
Отменяет функцию автоматической коррекции на заданный радиус инструмента, задаваемого G41 и G42.
G41
Включает автокоррекцию на радиус инструмента, который располагается слева от обрабатываемой детали относительно хода его движения. В программу также входит функция D.
G42
Аналогичен коду G41, он предназначен для автокоррекции на радиус, расположенный справа от обрабатываемой детали. Программу также задают с функцией D.
G43
Необходим для компенсации длины инструмента, корректирует его положение и задается вместе с функцией инструмента Н.
G52
Задает локальные координатные параметры помимо стандартных параметров.

G53
Позволяет переключаться на координатную систему рабочего станка.
G54 – G59
Осуществляют заданное смещение рабочего элемента относительно координатных параметров станка. Используя коды G54, G55, G56, G57, G58, G59 можно определить, в какой именно системе координат будет совершаться работа. Меняя коды, программист получает возможность обрабатывать разнообразные детали.
Если кодами G54 – G59 была задана какая-либо координатная система, то она будет действовать до тех пор, пока не будет отменена, и введутся другие параметры.

G64
Представляет собой режим резки, при этом автоматически отменяются другие функции.
G68
Задается вращение координат, команда позволяет смещать координатную систему под определенным углом. Плоскость вращения, центр и угол поворота задается командами G17, G18, G19, R. Команда G69 отменяет эту функцию.
G71
Позволяет делать отверстия в изделиях.
G73
Это функция высокоскоростного сверления отверстий.
G74
Используется для нарезания левой резьбы.
G81, G82, G83
Используются для цикла сверления: стандартного, с выдержкой и прерывистого.
G85 – G87
Позволяют осуществлять разные циклы растачивания.
G92
Позволяет установить абсолютные накопители положения.

G97
Задает параметры оборотов, производимых за одну минуту.
Все коды взаимодействуют между собой и образовывают отдельную группу. В системе программы одна функция сменяется другой. Пример кодовой программы можно найти в интернете. Кодовая таблица должна быть в поле зрения во время программирования.
Требования к написанию программы
Программы, которые пишут для станка с ЧПУ на основе использования джи кодов, имеют определенную совершенно четкую структуру, которая состоит из нескольких команд. Все команды для работы со станком объединяются по группам – кадрам. Завершение одного кадра отмечается символом CR/LF, программу заканчивает вспомогательный код М02 или М30.
Если к программе необходимо сделать комментарий, то его размещают в круглых скобках. К примеру, (перемещение к точке начала фрезерования). Комментарий может находиться сразу после кода, но можно также и вынести его в отдельную строку.
Одна и та же команда может повторяться неоднократно, заданное количество раз в определенной последовательности. Программа пишется с помощью основных и вспомогательных функций. Ее считывают токарные и фрезерные станки.
Генерированием кодов для работы за станком на производстве занимаются специальные программы. На каждом предприятии такая система действует отлажено и ее контролирует оператор. При необходимости любую программу можно сгенерировать самостоятельно с помощью специального программного обеспечения, которое можно скачать в интернете.
Никаких специальных знаний для этого не потребуется, достаточно иметь представление о декартовой системе координат, знать физические величины и определения из курса геометрии. В качестве примера можно воспользоваться уже готовой программой. Для работы потребуются таблицы с расшифровкой кодов.

Для создания кода необходимо иметь следующие знания:
- введение геометрических параметров и размеров обрабатываемой детали;
- знать параметры инструментов и устройств, с помощью которых осуществляется работа;
- толщина слоя, которую потребуется снять;
- глубина введения инструмента для проделывания прорезей.
На практике такие действия произвести несложно. Для того чтобы понять как устроена система, можно посмотреть пример записи команд, потребуется также вспомогательная таблица с кодами.

Существуют специальные сервисы, позволяющие создавать программы для станков онлайн, их можно генерировать на готовом примере. Никакое дополнительное программное обеспечение устанавливать на компьютер не потребуется. Все, что нужно, это выход в интернет. При программировании требуется особая внимательность, если ошибиться в ведении числового показания, можно повредить деталь или сломать станки. Программы, созданные таким образом, можно использовать на токарных, фрезерных, плазменных станках и обрабатывать самые разные материалы.