Программа Mach3 — это фактически драйвер который превращает ваш ноутбук или персональный компьютер в станцию управления ЧПУ станком.
При этом тип ЧПУ станка не играет роли, это может быть фрезерный или токарный, лазерно-гравировальный или станок плазменной резки — для для Mach3 нет разницы чем именно управлять. Стоит отметить то, что пакет ПО Mach3 прекрасно используется как на профессиональном оборудовании, так и на самодельных ЧПУ станках.
В продолжении статьи вы можете скачать инструкцию на русском языке для Mach3.
Стоит заметить — программа Mach3 делит рынок домашних ЧПУ станков с LinuxCNC, но в отличии от последнего использует Windows и вам не приидется переучиваться для работы с этой программой.
В конце статьи располагается ссылка на русскую инструкцию для Mach3, а ниже вы можете ознакомиться с оглавлением данной инструкции.
1. Предисловие
2. Введение в CNC
2.1 Комплектующие системы
2.2 Взаимодействие с Mach2
3. Обзор программы Mach2
3.1 Установка
3.1.1 Скачивание
3.1.2 Установка
3.1.3 Обязательная перезагрузка
3.1.4 Иконки рабочего стола
3.1.5 Тестирование установки
3.1.6 Тестирование OCX в случае некорректной работы Mach2
3.1.7 Установка и удаление драйвера вручную
3.2 Окна программы
3.2.1 Типы объектов
3.2.2 Использование кнопок и иконок
3.2.3 Ввод данных в поля
3.3 Прогон
3.4 Ручной ввод данных (MDI) и обучение
3.4.1 MDI
3.4.2 Обучение
3.5 Мастера – CAM без специальных CAM программ
3.6 Исполнение G-кода
3.7 Экран отображения пути
3.7.1 Просмотр пути
3.7.2 Перемещение и приближение
3.8 Другие свойства экрана
4. Аппаратные средства и подключение станка
4.1 Безопасность – ВАЖНО!
4.2 Что Mach2 может контролировать
4.3 Управление EStop
4.4 Параллельный порт компьютера
4.4.1 Параллельный порт и его история
4.4.2 Логические сигналы
4.4.3 Электрические помехи
4.5 Опции управления осями
4.5.1 Шаговые и серводвигатели
4.5.2 Расчет осей
4.5.3 Как работают Step и Dir сигналы
4.6 Переключатели Limit и Home
4.6.1 Стратегия
4.6.2 Переключатели
4.6.3 Где располагать переключатели
4.6.4 Как Mach2 использует общие переключатели
4.6.5 Переадресация в действии
4.6.6 Другие опции и подсказки по Home и Limit
4.7 Управление шпинделем
4.8 Охлаждение
4.9 Управление направлением ножей
4.10 Проверка оцифровки
4.11 Линейные (оптическая шкала) кодирующие устройства
4.12 Начальный импульс шпинделя
4.13 Charge pump — a pulse monitor
4.14 Другие функции
5. Настройка Mach3 под ваш станок…………………………
5.1 Стратегия настройки
5.2 Начальная настройка
5.2.1 Определение адресов используемых портов
5.2.2 Определение частоты двигателя…
5.2.3 Определение специальных возможностей
5.3 Определение используемых сигналов ввода и вывода
5.3.1 Используемые для осей и шпинделя сигналы вывода
5.3.2 Используемые сигналы ввода
5.3.3 Эмулируемые сигналы ввода
5.3.4 Сигналы вывода
5.3.5 Определение вводов энкодера
5.3.5.1 Энкодеры…
5.3.5.2 MPGs
5.3.6 Настройка шпинделя
5.3.6.1 Управление охлаждением
5.3.6.2 Управление реле шпинделя
5.3.6.3 Управление двигателем
5.3.6.4 Управление шпинделем Mod-bus
5.3.6.5 Общие настройки
5.3.6.6 Pulley ratios
5.3.6.7 Специальные функции
5.3.7 Настройки фрезы
5.3.8 Тестирование
5.4 Определение используемых единиц
5.5 Настройка двигателей
5.5.1 Вычисление шагов на единицу
5.5.1.1 Обсчет механического привода
5.5.1.2 Вычисление шагов двигателя на revolution
5.5.1.3 Вычисление шагов Mach3 на revolution ………
5.5.1.4 Количество шагов Mach3 на единицу
5.5.2 Установка максимальной скорости двигателя
5.5.2.1 Практические испытания скорости двигателя
5.5.2.2 Вычисление максимальной скорости двигателя……
5.5.2.3 Автоматическая установка количества шагов на единицу
5.5.3 Выбор ускорения………
5.5.3.1 Инерция и силы……
5.5.3.2 Тестирование разных значений ускорения
5.5.3.3 Почему следует избегать серьезных ошибок серводвигателя
5.5.3.4 Выбор значения ускорения………
5.5.4 Сохранение и тестирование осей
5.5.5 Повтор настройки других осей…
5.5.6 Установка двигателя шпинделя
5.5.6.1 Скорость двигателя, скорость шпинделя и pulleys
5.5.6.2 Ширина импульса modulated контроллера шпинделя
5.5.6.3 Контроллер шага и направления шпинделя
5.5.6.4 Проверка привода шпинделя
5.6 Другие настройки…
5.6.1 Настройка начального положения и программных ограничений
5.6.1.1 Referencing скоростей и направлений
5.6.1.2 Начальное положение переключателей
5.6.1.3 Настройка ограничений программы
5.6.1.4 Начальное положение G28
5.6.2 Настройка горячих клавиш
5.6.3 Настройка обратной реакции
5.6.4 Настройка подчиненности
5.6.5 Настройка инструмента пути
5.6.6 Настройка начального состояния
5.6.7 Настройка других логических пунктов
5.7 Как хранится информация о профиле
6. Управление Mach3 и запуск подпрограммы………………………
6.1 Вступление…
6.2 Как рассказывается об управлении в этом разделе
6.2.1 Управление переключением экранов
6.2.1.1 Сброс……
6.2.1.2 Ярлыки…
6.2.1.3 Кнопки выбора экрана……
6.2.2 Группа управления осями
6.2.2.1 DRO значения координаты
6.2.2.2 Referenced
6.2.2.3 Координаты станка
6.2.2.4 Шкала
6.2.2.5 Программные ограничения
6.2.2.6 Проверка
6.2.2.7 Коррекция Диаметра/Радиуса
6.2.3 Элемент управления «Двигаться к»
6.2.4 Группа MDI и управления обучением
6.2.5 Группа управления прогоном
6.2.5.1 Горячие клавиши прогона
6.2.5.2 Прогон через параллельный порт или Modbus MPG
6.2.5.3 Группа управления скоростью шпинделя
6.2.6 Группа управления подачей
6.2.6.1 Количество единиц подачи за минуту
6.2.6.2 Количество единиц подачи за rev
6.2.6.3 Дисплей подачи
6.2.6.4 Обход подачи…
6.2.7 Группа управления запуском программы
6.2.7.1 Запуск цикла…
6.2.7.2 Задержка подачи
6.2.7.3 Остановка
6.2.7.4 Прокрутка назад
6.2.7.5 Одиночный BLK
6.2.7.6 Обратный запуск
6.2.7.7 Номер строки
6.2.7.8 Запуск с текущего места
6.2.7.9 Задать следующую строку
6.2.7.10 Стереть блок…
6.2.7.11 Произвольная остановка
6.2.8 Группа управления файлом
6.2.9 Подробности инструмента
6.2.10 Группа управления G-кодом и инструментом пути
6.2.11 Группа управления рабочим отступом и рабочей областью
6.2.11.1 Рабочие отступы
6.2.11.2 Инструменты
6.2.11.3 Прямой доступ к таблице отступов
6.2.12 Группа управления диаметром вращения
6.2.13 Группа управления тангенсоидой…
6.2.14 Группа управления ограничениями и другие настройки
6.2.14.1 Активация ввода 4…
6.2.14.2 Ограничения обхода
6.2.15 Группа управления системными настройками
6.2.15.1 Единицы
6.2.15.2 Безопасная Z
6.2.15.3 CV режим/ограничения угла
6.2.15.4 Не в сети…
6.2.16 Группа управления энкодерами
6.2.17 Группа автоматического управления Z
6.2.18 Группа выводов Лазерного Триггера…
6.2.19 Группа собственных настроек
6.3 Использование мастеров
6.4 Загрузка подпрограммы на G-кодах…………………………………………………… 6-15
6.5 Редактирование подпрограммы
6.6 Ручная подготовка и запуск подпрограммы………
6.6.1 Ручной ввод программы………
6.6.2 Перед запуском подпрограммы
6.6.3 Запуск вашей программы
6.7 Создание G-кода с помощью импорта других файлов
7. Координатная система, рабочая область и fixtures………………
7.1 Координатная система станка
7.2 Рабочие отступы
7.2.1 Установка начала работы с данной точки
7.2.2 Практическое начальное положение в станке
7.3 Как насчет разной длины инструмента?
7.3.1 Предустанавливаемые инструменты
7.3.2 Непредустанавливаемые инструменты
7.4 Как хранятся значения отступов
7.5 Рисование множества копий — Fixtures
7.6 Практическое испытание «Касания»
7.6.1 Окончание фрезеровки
7.6.2 Нахождение углов
7.7 Отступы G52 & G92
7.7.1 Использование G52
7.7.2 Использование G92
7.7.3 Предосторожности при использовании G52 и G92
7.8 Диаметр инструмента
8. Импорт DXF, HPGLи файлов изображений……………
8.1 Вступление
8.2 Импорт DXF
8.2.1 Загрузка файла
8.2.2 Определение действий для слоев
8.2.3 Настройки конвертирования
8.2.4 Генерация G-кода…
8.3 Импорт HPGL
8.3.1 Описание HPGL
8.3.2 Выбор файла для импорта
8.3.3 Настройки импорта
8.3.4 Запись файла G-кода
8.4 Импорт точечных рисунков (BMP и JPEG)
8.4.1 Выбор файла для импорта
8.4.2 Выбор метода рендеринга
8.4.3 Растровый и спиральный рендеринг
8.4.4 Рендеринг диффузии точек
8.4.5 Запись файла G-кода
9. Компенсация резака………………………
9.1 Введение в компенсацию……
9.2 Два вида контура…….
9.2.1 Контур краев материала
9.2.2 Контур пути инструмента
9.2.3 Programming Entry Moves
10. Знакомство с языком G- и M-кодов Mach3
10.1 Некоторые определения
10.1.1 Линейные оси
10.1.2 Оси вращения
10.1.3 Ввод шкалы
10.1.4 Управляемая точка
10.1.5 Линейное движение по координатам
10.1.6 Уровень подачи
10.1.7 Движение якоря
10.1.8 Охлаждение
10.1.9 Dwell (Задержка)
10.1.10 Единицы
10.1.11 Текущее положение
10.1.12 Выбранное Plane
10.1.13 Рабочая область
10.1.14 Смена инструмента
10.1.15 Pallet Shuttle
10.1.16 Режимы управления путем
10.2 Взаимодействие интерпретатора с управлением
10.2.1 Управление обходом подачи и скорости
10.2.2 Управление удалением блока
10.2.3 Управление выборочной остановкой программы
10.3 Файл инструмента
10.4 Язык подпрограмм…………….
10.4.1 Обзор…
10.4.2 Параметры
10.4.3 Система координат
10.5 Формат строки…
10.5.1 Номер строки
10.5.2 Subroutine ярлыки
10.5.3 Слово
10.5.3.1 Номер……
10.5.3.2 Значение параметра
10.5.3.3 Выражения и двоичные операции…
10.5.3.4 Значения одинарных операций
10.5.4 Задание параметра
10.5.5 Комментарии и сообщения
10.5.6 Повтор предмета
10.5.7 Порядок предметов
10.5.8 Команды и режимы станка…
10.6 Модальные группы
10.7 G-коды…
10.7.1 Ускоренное линейное движение — G0
10.7.2 Линейное движение на уровне подачи — G1
10.7.3 Якорь на уровне подачи — G2 and G3 …
10.7.3.1 Якорь вида радиус
10.7.3.2 Якорь вида центр……
10.7.4 Dwell (Дрель) — G4
10.7.5 Задание данных координатной системы инструмента
и таблиц рабочих отступов — G10…………………………
10.7.6 Clockwise/counterclockwise circular pocket — G12 and G13
10.7.7 Выход и вход в полярный режим — G15 и G16
10.7.8 Выбор Plane — G17, G18, и G19 …
10.7.9 Единицы длинны — G20 и G21
10.7.10 Возврат на исходную позицию — G28 и G30
10.7.11 Соотношение осей G28.1
10.7.12 Straight Probe – G31
10.7.12.1 The Straight Probe Command
10.7.12.2 Using the Straight Probe Command
10.7.12.3 Пример кода…
10.7.13 Компенсация радиуса резака — G40, G41, и G42
10.7.14 Отступы длины инструмента — G43, G44 и G49
10.7.15 Scale factors G50 and G51
10.7.16 Временный отступ координатной системы – G52
10.7.17 Движение по абсолютным координатам — G53
10.7.18 Выбор рабочего отступа координатной системы — G54 до G59 и G59 P~
10.7.19 Задание режима контроля пути — G61, и G64
10.7.20 Вращение координатной системы – G68 и G69
10.7.21 Единицы длины – G70 и G71
10.7.22 Canned Cycle – High Speed Peck Drill G73
10.7.23 Отмена модального движения…………………………………………
10.7.24 Canned Cycles — G81 to G89
10.7.24.1 Preliminary and In-Between Motion
10.7.24.2 G81 Цикл
10.7.24.3 G82 Цикл
10.7.24.4 G83 Цикл
10.7.24.5 G84 Цикл
10.7.24.6 G85 Цикл
10.7.24.7 G86 Цикл
10.7.24.8 G87 Цикл
10.7.24.9 G88 Цикл
10.7.24.10 G89 Цикл
10.7.25 Задание режима расстояния — G90 и G91
10.7.26 Задание режима IJ — G90.1 и G91.1
10.7.27 Отступы G92 — G92, G92.1, G92.2, G92.3
10.7.28 Задать режим уровня подачи — G93, G94 и G95
10.7.29 Задать уровень возврата Canned Cycle — G98 и G99
10.8 Встроенные M коды
10.8.1 Остановка и завершение программы — M0, M1, M2, M30
10.8.2 Управление шпинделем — M3, M4, M5
10.8.3 Смена инструмента — M6
10.8.4 Управление охлаждением — M7, M8, M9
10.8.5 Перезапуск с первой строки — M47
10.8.6 Управление обходом — M48 и M49
10.8.7 Вызов субрутины — M98
10.8.8 Возврат из субрутины
10.9 Макросы M-кодов
10.9.1 Обзор макросов
10.10 Другие коды ввода
10.10.1 Задание уровня подачи — F
10.10.2 Задание скорости шпинделя — S
10.10.3 Выбор инструмента – T
10.11 Методы борьбы с ошибками
10.12 Порядок выполнения
11. Приложение 1 – Скриншоты Mach3
12. Приложение 2 – Примеры диаграмм
12.1 Реле ограничений и EStop
Кстати, при оформлении чертежа лучше всего использовать нормативную документацию.
Система управления mach3 для ЧПУ станков инструкция и описание.
2018-02-08
mach3 ЧПУ станок инструкция и описание
Здравствуйте дорогие читатели. В данной статье мы рассмотрим программу mach3, ее предназначение, инструкцию, а также все её плюсы и минусы.
Содержание:
1 Что такое mach3.
2 Для чего нужна программа mach3.
3 Инструкция по установке и применению.
4 Вывод
1 Что такое mach3.
Mach3 — это программа позволяющая превратить ваш ноутбук или персональный компьютер в пульт управления для станка с числовым программируемым управлением. Данная программа была создана группой программистов относительно недавно с целью упрощения работы с пультом управления. Программа для ЧПУ станка mach3, заложенная в установочный пакет, схожа с программой вшитой в станок с числовым программным управлением, что дает возможность станку определить персональный компьютер как пульт управления станком. Вот, что такое mach3 в общих словах.
2 Для чего нужна программа mach3.
В предыдущем подзаголовке мы рассмотрели, что такое mach3 программа для управление чпу станком в общем, а теперь перейдем к более подробному изучению. В большинстве случаев это приложение используется при поломке пульта управления или при его износе. Любой из этих вариантов требует замены пульта для станка с ЧПУ, что в большинстве случаев требует немалых затрат или просто не представляется возможным по причине устаревания модели и выхода ее из производства. В большинстве случаев mach3 ЧПУ станок используется на токарных сгонках, но есть возможность использовать и на других видах станков.
При установке программы, мы по совместительству устанавливаем так же драйвер, который позволяет модернизировать под пульт управления для станка с числовым программируемым управлением практически любой вид устройств: ноутбук, персональный компьютер, нетбук, а также макбук и многие другие устройства. Конечно же, многие могут подумать, что вернуть устройство в исходное состояние не представляется возможным, но могу уверить вас дорогие читали в том, что это миф и сказка незнающих людей.
3 Инструкция по установке и применению.
В первую очередь отключаем станок если он был подключен. Далее скачиваем установочный пакет из интернета. Советую скачивать с официального сайта, но не как уж с непроверенных интернет ресурсов. Затем переходим к установке самого пакета, в большинстве случаев это не занимает много времени. Но будьте внимательны! Если вы собираетесь подключать станок через USB или Ethernet порту, то галочку с пункта Parallel Port Driver следует снять, в противном случае могут возникнуть ошибки. После установки приложения ПЕРЕЗАГРУЗИТЕ ВАШ ПК, иначе могут возникать проблемы, и тогда придется удалять драйвер через панель управления в ручную. Но может возникнуть вопрос — зачем перезагружать пк? Ответ довольно прост.
Программа mach3 состоит из 3 компонентов: самого приложения, графического интерфейса и драйвера благодаря которому компьютер и связывается со станком. Именно из-за 3 элемента и нужно перезагрузить компьютер, ведь после установки любого драйвера эту команду необходимо выполнить. Далее запускаем программу и кликнем по кнопке Mill Profile. Далее появится экран где вы сможете создать свой профиль. После этого обязательно протестируйте систему через программу драйв тест. Если все хорошо можно переходить к работе с программой.
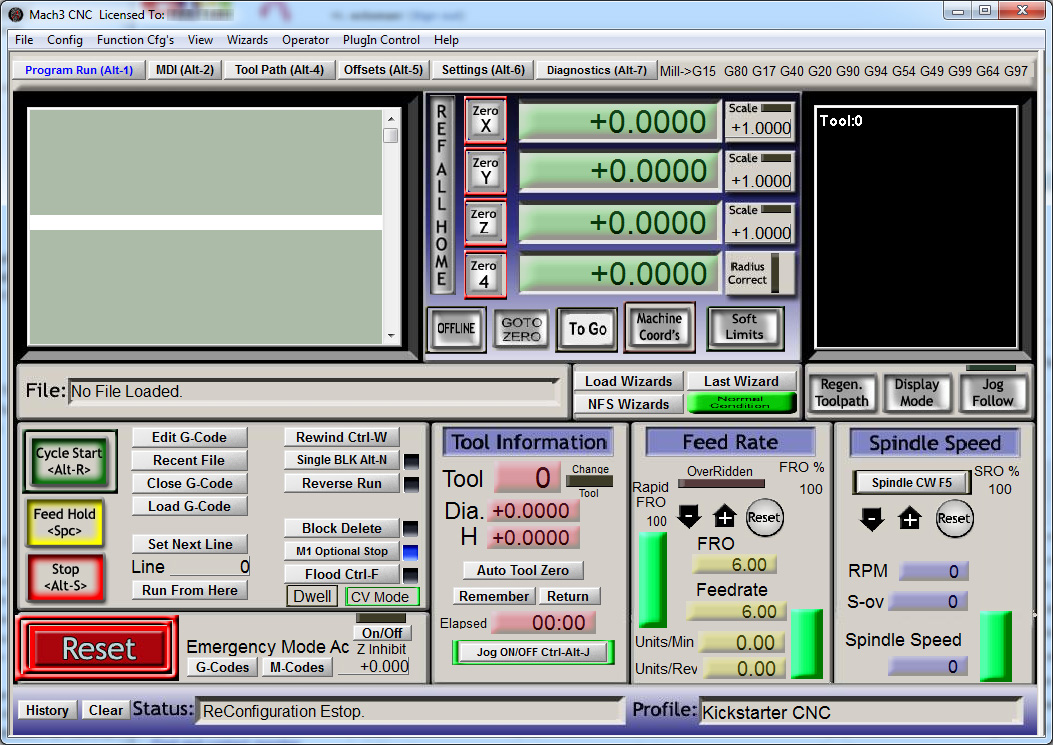
Чтобы запустить программу необходимо нажать на ярлык с названием вашего профиля на рабочем столе. В программе можно увидеть огромное разнообразие кнопок и иконок таких как:
• Кнопки имеющие разные предназначения. Такая кнопка как stop остановит программы, кнопка Reset ее перезапустит и так далее.
• Присутствуют окошки цифровой идентификации. Все числа будут помещены в эти окна, а также отвечают за положение по все возможным направлениям и осям, таких как X, Y, Z и так далее. Также тут присутствуют окно ЦИ которые отвечают за скорость, частоту оборотов и многих значений которые нет смысла описывать.
• Большое разнообразие индекоторов с подсветкой,
• Окно отображения управляющей программы G-кодов
• Окно визуализации маршрутов УП в виде пустого квадрата.
Есть еще один важный элемент управления, не представленный на экране Выполнение (Program Run):
• Присутствуют строка ручного ввода данных, сокращено РВД.
Все кнопки, строки, все возможные окна, практически все в этом приложение используется для введения собственных команд.
Чтобы упростить работу в программе создано управления с помощью горячих клавиш. Их можно увидеть рядом почти с каждой иконкой отвечающей за какую либо задачу. Иногда команды состоят из группы клавиш или одной кнопки.
Теперь перейдем к окнам цифровой идентификации. В практически в любом окне можно вводить свою информацию, но не во всех. Например в окне ЦИ где отображается скорость оборота шпинделя данные ввести нельзя. Любые ваши попытки будут отвергаться. Но будьте осторожны не переусердствуйте с данной программой и не экспериментируйте наобум. Это может привести к поломке персонального компьютера или станка с числовым программируемым управлением. Если вы новенький в этой сфере, то постарайтесь работать под присмотром профессионала, а если вы профи будьте осторожны и внимательны. Перед навалом работы обязательно прочитайте руководство по пользованию программой. Оно автоматически устанавливается вместе с программой и несет в себе основные функции данного станка, а также меры безопасности, ключевые детали работа со программой в общем смысле. Кстати по поводу работы, чтобы программа начала работать необходимо задать программу в окне Program Run и нажать кнопку старт и тогда компьютер начнет работать как пульт от станка с ЧПУ.
4 Вывод:
В данной статье мы рассмотрели программу mach3. Детально разобрали ее предназначение в жизни человека, описание и вкратце объяснили как заставить ее работать. Конечно, данная статья не дает всей информации необходимой для работы, но в качестве стартовых знаний она подойдет. Старайтесь развиваться дальше и тогда у вас все получится. Желаю всем читателям сопутствующей удачи. Всем пока.
Программное обеспечение Mach3 предназначено для автоматизации рабочих процессов станков. Программа устанавливается на компьютер и позволяет управлять такими станками, как:
- плазморезы и лазерные станки;
- маршрутизаторы;
- фрезерные и токарные;
- гравировальные,
- зубонарезные и другие.
Mach3 отличается огромным функционалом и очень продуманным и понятным интерфейсом, однако, обилие меню, подменю, кнопок и прочей навигации зачастую ставят в тупик пользователей, столкнувшихся с программой впервые.
Самым простым и проверенным способом знакомства с подобной информацией являются видеообзоры и уроки. На них можно воочию увидеть всю последовательность действий и услышать комментарии специалиста, который управляет программой. Также многие авторы активно отвечают на вопросы в комментариях.
Видео о работе с программой Mach3
Почти по каждому вопросу можно найти обзоры, которые ответят на тот или иной вопрос. Вот небольшие примеры:
Настройка программы – https://www.youtube.com/watch?v=R9IfIKR6MZU
Очень грамотный видеообзор, в котором на примере плазменного станка рассказывается о настройке базовых параметров программы (контроль высоты, датчик касания, настройки мотора и осей). Помимо рекомендаций по настройкам, в видео дается информация по некоторым вкладкам программы (например, диагностика) и объясняется необходимость снятия или установки “галочек” на различных пунктах меню.
Настройка осей – https://www.youtube.com/watch?v=oCqFYovLjHg
Калибровка осей X,Y,Z – это один из важнейших пунктов настройки программы Mach3 для корректной работы станка ЧПУ. В данном видео на примерах показаны все этапы калибровки данных параметров, причем, рассмотрено два варианта: практический и математический.
Высота инструмента – https://www.youtube.com/watch?v=pMW3tsSS7XA
Настройка высоты инструмента необходима для корректного перемещения режущего или иного обрабатывающего элемента над заготовкой. В видеоуроке рассказывается о том, что представляет собой датчик высоты, демонстрируется принцип его работы и настройка всех пунктов меню программы.
Управление шпинделем – https://www.youtube.com/watch?v=Jv-XFrfFiO0&t=185s
Видеоролик предлагает очень подробную инструкцию по настройке параметров автоматического управления шпинделем через программу Mach3. Помимо программной информации, в видео подробно и наглядно рассказывается о подключении шпинделя.
Настройка концевиков – https://www.youtube.com/watch?v=898za-3UdTk&t=80s
В данном уроке продемонстрировано расположение концевиков на станке, схема их подключения на плате и пошаговая последовательность открытия нужных пунктов меню программы и заполнения всех необходимых полей. Параллельно с видеоинструкцией, показано, как на изменения настроек реагирует реальный станок.
Как видно из видеороликов, программа Mach3 является одной из самых простых в освоении систем управления оборудованием. Несмотря на пугающе большое количество кнопок и окон, разобраться с ней не составляет труда. Все разделы разработаны таким образом, что даже у пользователя-новичка настройка всех параметров не отнимет много времени.
Приобретение фрезерного станка с ЧПУ является серьёзным «заделом» для развития бизнеса, как для крупного предприятия, так и для маленькой частной мастерской. Современное фрезерное оборудование отличается высокой производительностью и точность обработки. Оно весьма «неприхотливо» в эксплуатации и достаточно несложно в управлении. Однако для раскрытия потенциала оборудования на 100% необходим опыт работы с «железом» и «софтом».
Хорошо известно, что современные фрезерные станки с ЧПУ рассчитаны на тесное взаимодействие с персональным компьютером. При помощи ПК осуществляется разработка управляющих программ, а также их непосредственная загрузка в память системы ЧПУ. Компьютер служит для настройки параметров оборудования, а также может использоваться для ручного контроля перемещения режущего инструмента вдоль координатных осей. Естественно, что обеспечение взаимодействия системы «компьютер — оператор — фрезерный станок» невозможно без соответствующего программного обеспечения.
Программы для управления фрезерными станками с ЧПУ
Для облегчения управления фрезерным оборудованием при помощи ПК разработаны специальные программные пакеты, имеющие удобный графический интерфейс и рассчитанные на работу в ОС Windows (как обычное «оконное» приложение). Одной из популярных программ этого типа является Mach3.
Программа имеет широкий функционал и отличается наглядным интерфейсом. Однако пользователям, впервые сталкивающимся с Mach3 (или даже только начинающим осваивать фрезерное оборудование с ЧПУ в принципе) обязательно потребуется «период адаптации». Чтобы получить требуемый опыт и не «наломать фрез» (а также не подвергать риску повреждений дорогостоящее оборудование) необходимо воспользоваться следующими советами.
Подготовка к освоению Mach3
Начинать освоение программного обеспечения (неизбежно связанное с фактическим процессом обработки заготовок на фрезерном станке) можно лишь после завершения всех электрических подключений. К слову, для тестирования «электрики» фрезерного станка существуют специальные программные утилиты, помогающие выявить проблемы и определить текущие характеристики оборудования.
Естественно, перед началом знакомства с Mach3 программу следует инсталлировать на компьютер (отвечающий минимальным системным требованиям, указанным в документации по Mach3). Для русификации Mach3 также могут потребовать некоторые манипуляции, однако их описание выходит за рамки этой небольшой статьи.
При использовании Mach3 ОБЯЗАТЕЛЬНО следует оптимизировать ОС Windows, отключив по максимуму все «всплывающие» в автоматическом режиме программы. Иначе корректная работа Mach3 в режиме «реального времени» будет проблематична. Соответствующие рекомендации по настройке ОС «под Mach3» можно найти в сети. Также при работе фрезерного станка (и запущенной программе Mach3) не следует использовать компьютер для других целей —параллельные программы могут помещать корректной работе Mach3.
Если же компьютер используется и для других задач (например, составления управляющих программ для фрезерного станка), пусть и не одновременно с Mach3, рекомендуется разделить жёсткий диск на логические подразделы и установить отдельную ОС под Mach3 (оптимизировав её соответствующим образом). И загружать данную ОС только для задач контроля и управления фрезерным станком.
Как видим, объём работ перед первым запуском Mach3 довольно велик. Однако в данной статье мы будем полагать что всё «железо» и «софт» установлено, подключено и настроено — взаимных конфликтов нет и система «станок — ПК — «софт» готова к работе.
Начало работы с Mach3
Нередко встречаются отзывы, что оператор, впервые взглянувший на главное окно Mach3, совершенно теряется в обилии «кнопок» и меню. С чего начинать работу-обучение?
Начать следует с общих настроек параметров фрезерного станка. Для этого в программе Mach3 следует открыть соответствующие окна-вкладки:
- параметры электродвигателей;
- настройка скорости и ускорения двигателей (отдельно для осей Х, Y и Z);
- конфигурация портов (параметры входных и выходных сигналов);
- настройки шпинделя;
- опции фрезерования;
- и ряд других.
Детальные описания настраиваемых параметров можно получить в руководстве пользователя, прилагаемом к пакету Mach3 (или имеющемуся в сети).
Произведённые настройки можно признать «условно правильными» если по командам с клавиатуры двигатели инструментального портала начинают крутиться, а сам портал двигается свободно и без рывков. В документации режим пробного ручного перемещения инструмента часто именуется «прогоном». Кнопки для управления «прогоном» присутствуют на нескольких экранах программы Mach3. Однако их общей чертой является наличие иконки включения/выключения режима «прогон», а также подсвеченный «джог-шарик» для управления движением инструмента при помощи щелчков мыши. Скорость вращения электродвигателей будет зависеть от того, как далеко расположен курсор мыши от центра «шарика». Для активации движения инструмента также можно использовать цифровые клавиши на клавиатуре ПК.
Режим управление движением инструмента может быть «непрерывным» или пошаговым«. Для непрерывного режима инструментальный портал будет перемещаться всё время, пока нажата соответствующая клавиша. В «пошаговом» режиме перемещение портала при нажатии клавиши произойдёт на строго определённое расстояние. Величину этого «шага», как и многие другие параметры, можно настроить по-своему.
На начальном этапе освоения Mach3 вышеописанный результат (получение движения и ручной контроль перемещения инструментального портала) можно признать удовлетворительным. Поскольку детальные настройки скорости/ускорения движения портала, а также задействование прочих функций пакета Mach3 относятся к процессу обработки. А, следовательно, настройки программы и параметры фрезерного станка будут считаться «правильными» только применительно к конкретным условиям фрезерования.
Следует особо отметить, что освоение Mach3 лучше вести в строгом соответствии с информацией, изложенной в официальном руководств пользователя. Несмотря на то, что «руководство» может показаться громоздким и «перегруженным», потраченное на чтение время окупится отсутствием типичных ошибок и риском повреждения оборудования в результате самостоятельных «экспериментов».