
Скачать Руководство Morbidelli CX100_RUS
Скачать Конфигурацию для Базис-ЧПУ Xilog Maestro Cyflex S Morbidelli
При подготовке управляющих программ для morbidelli cx100 необходимо учитывать следующие условия:
- сверло ∅5мм находится в шпинделе снизу;
- сверло ∅8мм находится в шпинделе сверху;
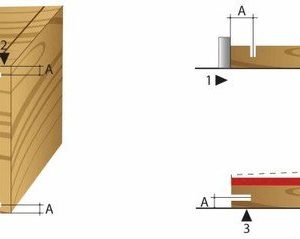
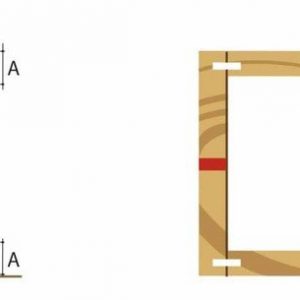
- для позиционирования детали при обработке кромку на деталях необходимо размещать сверху;
- для позиционирования детали при пазовании паз на деталях необходимо размещать сверху;
- пила, используемая при пазовании, может делать ширину паза 4мм и максимальную глубину 10мм;
- если паз необходим не по всей длине детали, то необходимо учитывать смещение центра пилы относительно начала траектории паза.
Другие условия создавать при подготовке управляющих программ для morbidelli cx100 ЗАПРЕЩЕНО!!
Добавление других условий, не указанных в данном списке, необходимо согласовать с ведущим инженером-технологом.
Джентльмены — в этой теме хотелось бы обсудить несколько важных вопросов по данному станку.

Со своей стороны скажу сразу — мы станок настроили и успешно используем в тандеме с Базисом, поэтому если у кого будут какие вопросы — с удовольствием помогу чем и как смогу. Есть однако одна проблема, которая собственно и сподвигла на создание темы. Называется она — отображение кромки.
Как извесно, Базис имеет постпроцессор для станков SCM работающий с Xilog Maestro, конкретно в нашем станке установлена его апгрейд версия Maestro Active. Суть от этого не меняется — мы в Базисе создаем программы на каждую панель, а потом Базис с использованием SCM-овскей программы X-Converter (которая есть часть пакета Maestro) создает файлы .pgmx — этот формат понимает станок.
Что с кромкой. Сам Базис ее показывает в модуле Базис ЧПУ на каждой панели. Цвета, конечно, мы настраиваем сами — я например, настроил красный:
И все бы хорошо, но вот после создания файла pgmx и его загрузки в станок, на экране станка кромки нет. Все знают, что pgmx это ничто иное как переименованный zip архив, поэтому если тупо изменить .pgmx на .zip — можно его открыть и увидеть, что внутри лежат разные файлы, и в их числе файл .bmp. Именно его и показывает на экране станок:
Внимание, вопрос — может кто знает. Как сделать так, чтоб кромка была отображена именно тут? Чтоб ее показывал станок. Человечество должно было решить эту проблему — я не верю, что все люди работают на этих станках не видя кромки на экране ![]()
Скачать Руководство Morbidelli CX100_RUS
Скачать Конфигурацию для Базис-ЧПУ Xilog Maestro Cyflex S Morbidelli
При подготовке управляющих программ для morbidelli cx100 необходимо учитывать следующие условия:
- сверло ∅5мм находится в шпинделе снизу;
- сверло ∅8мм находится в шпинделе сверху;
- для позиционирования детали при обработке кромку на деталях необходимо размещать сверху;
- для позиционирования детали при пазовании паз на деталях необходимо размещать сверху;
- пила, используемая при пазовании, может делать ширину паза 4мм и максимальную глубину 10мм;
- если паз необходим не по всей длине детали, то необходимо учитывать смещение центра пилы относительно начала траектории паза.
Другие условия создавать при подготовке управляющих программ для morbidelli cx100 ЗАПРЕЩЕНО!!
Добавление других условий, не указанных в данном списке, необходимо согласовать с ведущим инженером-технологом.
Джентльмены — в этой теме хотелось бы обсудить несколько важных вопросов по данному станку.
Со своей стороны скажу сразу — мы станок настроили и успешно используем в тандеме с Базисом, поэтому если у кого будут какие вопросы — с удовольствием помогу чем и как смогу. Есть однако одна проблема, которая собственно и сподвигла на создание темы. Называется она — отображение кромки.
Как извесно, Базис имеет постпроцессор для станков SCM работающий с Xilog Maestro, конкретно в нашем станке установлена его апгрейд версия Maestro Active. Суть от этого не меняется — мы в Базисе создаем программы на каждую панель, а потом Базис с использованием SCM-овскей программы X-Converter (которая есть часть пакета Maestro) создает файлы .pgmx — этот формат понимает станок.
Что с кромкой. Сам Базис ее показывает в модуле Базис ЧПУ на каждой панели. Цвета, конечно, мы настраиваем сами — я например, настроил красный:
И все бы хорошо, но вот после создания файла pgmx и его загрузки в станок, на экране станка кромки нет. Все знают, что pgmx это ничто иное как переименованный zip архив, поэтому если тупо изменить .pgmx на .zip — можно его открыть и увидеть, что внутри лежат разные файлы, и в их числе файл .bmp. Именно его и показывает на экране станок:
Внимание, вопрос — может кто знает. Как сделать так, чтоб кромка была отображена именно тут? Чтоб ее показывал станок. Человечество должно было решить эту проблему — я не верю, что все люди работают на этих станках не видя кромки на экране ![]()
![]()
Доставляем по всей России и СНГ
![]()
Помогаем с установкой и настройкой
![]()
Быстро привозим запчасти и расходники
![]()
Даем гарантию и сервис
Популярные товары
-

Кромкооблицовочная машинка DELTAMACHINERY DM-100
— Два клеевых вала
— Плавная регулировка скорости
— Расширительный столик в комплекте
20 900 ₽
-

Форматно-раскроечный станок WoodTec PS 45 PRO
— Длина каретки: 3200 мм
— Общая мощность: 5,5 + 0,75 кВт
— Вес: 890 кг
662 460 ₽
-

Автоматический кромкооблицовочный станок WoodTec Compact
Скорость подачи: 12,5 м/мин
Общая мощность: 5,11 кВт
Вес: 660 кг
1 140 300 ₽
-

Пылеулавливающий агрегат DELTAMACHINERY DM-500
Мощность:
— 1,2 кВт
Вес:
— 5 кг
8600 RUB
-

Сверлильно-присадочный станок Boring System 21 Prestige
— Кол-во шпинделей: 21 шт
— Мощность: 1,5 кВт
— Вес: 265 кг
438 592 ₽
#1
![]()
OFFLINE
kazanalex
- Пол:Мужчина
- Из:Кыштым, Челябинская обл.
Отправлено 10 Апрель 2019 — 12:09
Добрый день.
На предприятии есть несколько станков (даже с ЧПУ несколько), но инструкции к ним про…теряны. Начальство требует составить график ППР, но без полных инструкций к станку это невозможно.
В инете по поиску только «продам».
Скажите, может есть где-то электронная база данных с интрукциями для станков? Обычные же книги в электронном формате выставляют…
- Наверх
#2
![]()
yaso73
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
- Из:Новосибирск
Отправлено 10 Апрель 2019 — 12:22
Ну… Если даже с чпу несколько… То это серьёзно… 
Что за станки-то?
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает — тот тратит время зря.
Хорошими делами прославиться нельзя.
- Наверх
#3
![]()
preps
- Пол:Мужчина
- Город:может спать спокойно…
- Интересы:Здесь могла бы быть ваша реклама…
- Из:Москва
Отправлено 10 Апрель 2019 — 12:27
Обычные же книги в электронном формате выставляют…
Ну станки то средствами производства являются, на них вы получаете прибыль. Коммерческая информация должна стоить денег.
А книги просто читают
- Наверх
#4
![]()
kazanalex
- Пол:Мужчина
- Из:Кыштым, Челябинская обл.
Отправлено 10 Апрель 2019 — 12:44
Коммерческая информация должна стоить денег.
Возможно, но ведь за спрос не убивают?
Что за станки-то?
Например:
Сверлильно-присадочный станок с ЧПУ Morbidelli СХ 100
Фрезерный станок с ЧПУ Beaver 30AVTP9
- Наверх
#5
![]()
yaso73
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
- Из:Новосибирск
Отправлено 10 Апрель 2019 — 12:48
В любой конторе,торгующей такими станками. Свяжитесь с сервисником — скинут инструкцию в электронном виде.Ну,чтобы не обижать бедных инженеров,можно скинуть рублей пятьсот на телефон… 
Тогда шансы удваиваются.
Уж на чебурашку и на бивень — точно есть документация у всех.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает — тот тратит время зря.
Хорошими делами прославиться нельзя.
- Наверх
#6
![]()
lkbyysq
- Пол:Мужчина
- Город:Санкт-Петербург
- Из:Санкт-Петербург
Отправлено 10 Апрель 2019 — 14:10
Не верю я в помощь существующих инструкций. Как минимум в отношении Бивера.
Стандартные методы в помощь.
Ежедневно жамкать и чистить все, что снаружи.
Для начала раз в месяц, а потом по опыту жамкать и чистить все, что спрятано за панелями.
Сообщение отредактировал lkbyysq: 10 Апрель 2019 — 14:11
- Наверх
#7
![]()
kazanalex
- Пол:Мужчина
- Из:Кыштым, Челябинская обл.
Отправлено 10 Апрель 2019 — 14:38
Стандартные методы в помощь.
Для директора — это не аргумент. Ему подай «чтобы написано бУло»
Уж на чебурашку и на бивень — точно есть документация у всех.
Дык может тогда Вы и поделитесь? Раз уж «есть у всех». Почту в личку могу написать.
- Наверх
#8
![]()
Ganch_er
- Пол:Мужчина
- Город:КИЕВ
- Из:Киев
Отправлено 11 Апрель 2019 — 01:16
А как эти инструкции и схемы помогут работать станкам, писать программы и тд..?
Есть кому работать на станке?
- Наверх
#9
![]()
belorez
- Пол:Мужчина
- Из:Белгород
Отправлено 11 Апрель 2019 — 01:34
Есть кому работать на станке?
Когда есть ИНСТРУКЦИЯ, можно взять любого и сказать: » Вот тебе станок, вот — инструкция! Через неделю чтоб освоил!»
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.
- Наверх
#10
![]()
Ganch_er
- Пол:Мужчина
- Город:КИЕВ
- Из:Киев
Отправлено 11 Апрель 2019 — 02:44
Нада и себе значит тоже написать инструкцию… а то пользуюсь последнее время только тремя кнопками — загрузить файл, старт и стоп и как оно работает там хз..
- Наверх
#11
![]()
kazanalex
- Пол:Мужчина
- Из:Кыштым, Челябинская обл.
Отправлено 11 Апрель 2019 — 10:32
А как эти инструкции и схемы помогут работать станкам, писать программы и тд..?
Ну т.е. лишь бы брякнуть, но не прочитать нормально заглавный пост?
Повторяю: инструкции нужны для руководства, чтобы составить график ППР. И чтобы начальники не возникали «ты из головы эти ТО1 и т.д. взял», а ткнуть их носом в инструкцию по обслуживанию.
- Наверх
#12
![]()
lkbyysq
- Пол:Мужчина
- Город:Санкт-Петербург
- Из:Санкт-Петербург
Отправлено 11 Апрель 2019 — 10:57
У-у-у. А я уж было подумал, что Вы есть ИТР, которому поручили составить график ППР именно потому, что Вы образование имеете.
Либо руководство гамно, либо ИТР не ИТР, а …
- Наверх
#13
![]()
kazanalex
- Пол:Мужчина
- Из:Кыштым, Челябинская обл.
Отправлено 11 Апрель 2019 — 12:00
Я есть ИТР, которого попросили помочь составить этот график, т.к. на практике я как раз и делаю
Стандартные методы в помощь.
Но, как говорится, слова к делу не пришьешь. Посему озадачился поиском инструкций.
ЗЫ Станкам вообще не делается ТО… это печально. Я рассказал что и как надо делать, на что мне и сказали вот составим график и будем его придерживаться. А в итоге график почти ко мне и вернулся ))
Сообщение отредактировал kazanalex: 11 Апрель 2019 — 12:01
- Наверх
#14
![]()
preps
- Пол:Мужчина
- Город:может спать спокойно…
- Интересы:Здесь могла бы быть ваша реклама…
- Из:Москва
Отправлено 11 Апрель 2019 — 12:32
Я вот тут задумался…
Как же я без инструкций на своих станках работаю?
- Наверх
#15
![]()
lkbyysq
- Пол:Мужчина
- Город:Санкт-Петербург
- Из:Санкт-Петербург
Отправлено 11 Апрель 2019 — 12:35
Нет таких инструкций, где все разжевано.
А я, как начальник-наладчик, в них особого смысла не вижу. Все станки состоят из стандартный узлов, которые обслуживаются стандартными методами.
А вот частота обслуживания зависит от того, что на станке обрабатывается (стеклотекстолит, дерево, металл или полистирол), от его загрузки, от степени его износа. А это производителю станка не ведомо.
Так что «по месту».
Сообщение отредактировал lkbyysq: 11 Апрель 2019 — 12:35
- Наверх
#16
![]()
2ar
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Сервисное обслуживания станков
- Из:Новосибирск
Отправлено 11 Апрель 2019 — 12:40
Убирать рабочее место в конце рабочей смены.
Смазывать раз в неделю.
Протягивать контакты раз в квартал.
Получать ЗП 2 раза в месяц 10 и 25 числа.
Премия 2 раза в год
- Наверх
#17
![]()
kazanalex
- Пол:Мужчина
- Из:Кыштым, Челябинская обл.
Отправлено 11 Апрель 2019 — 13:56
Нет таких инструкций, где все разжевано.
Есть. Например на: компрессор AtlasCopco GA75VSD GA15 GA50VSD, лазерно-раскройный комплекс ByStronic BYSPRINT 3015, Листогиб ByStronic XPERT. Список могу продолжить. К каждому станку прилагается инструкция, в каждой есть раздел техническое обслуживание.
Видимо придется попробовать все-таки к поставщикам стукнуться.
- Наверх
#18
![]()
Admin
- Пол:Мужчина
- Из:Мир-CNC
Отправлено 11 Апрель 2019 — 13:58
- Наверх
#19
![]()
vv92
- Пол:Мужчина
- Город:Н.Новгород
- Из:Н.Новгород
Отправлено 11 Апрель 2019 — 16:00
Когда есть ИНСТРУКЦИЯ, можно взять любого и сказать: » Вот тебе станок, вот — инструкция! Через неделю чтоб освоил!»
Папа Карцев, вот тебе полено, к утру настрогай мне мальчика.
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#20
![]()
preps
- Пол:Мужчина
- Город:может спать спокойно…
- Интересы:Здесь могла бы быть ваша реклама…
- Из:Москва
Отправлено 11 Апрель 2019 — 16:05
Когда есть ИНСТРУКЦИЯ, можно взять любого и сказать: » Вот тебе станок, вот — инструкция! Через неделю чтоб освоил!»
На фрезах разоришься.
- Наверх
Morbidelli сх 100
-
Цитата
#1
Сообщение
Docent012 » 01 мар 2022 19:47
Здравствуйте. Помогите решить проблему. Износились столы, по которым ездит делать на Morbidelli cx 100. из-за этого когда сверлило деталь была погрешность около 0,3-0,4 мм. именно в месте износа. Столы шлифанули убрав по всей плоскости стола 0,5 мм. Подскажите, как сейчас изменить нулевую точку координаты z, чтобы не менять параметры на всех программах. Спасибо

Распродажа!

Со своей стороны скажу сразу — мы станок настроили и успешно используем в тандеме с Базисом, поэтому если у кого будут какие вопросы — с удовольствием помогу чем и как смогу. Есть однако одна проблема, которая собственно и сподвигла на создание темы. Называется она — отображение кромки.
Как извесно, Базис имеет постпроцессор для станков SCM работающий с Xilog Maestro, конкретно в нашем станке установлена его апгрейд версия Maestro Active. Суть от этого не меняется — мы в Базисе создаем программы на каждую панель, а потом Базис с использованием SCM-овскей программы X-Converter (которая есть часть пакета Maestro) создает файлы .pgmx — этот формат понимает станок.
Что с кромкой. Сам Базис ее показывает в модуле Базис ЧПУ на каждой панели. Цвета, конечно, мы настраиваем сами — я например, настроил красный:
И все бы хорошо, но вот после создания файла pgmx и его загрузки в станок, на экране станка кромки нет. Все знают, что pgmx это ничто иное как переименованный zip архив, поэтому если тупо изменить .pgmx на .zip — можно его открыть и увидеть, что внутри лежат разные файлы, и в их числе файл .bmp. Именно его и показывает на экране станок:
Внимание, вопрос — может кто знает. Как сделать так, чтоб кромка была отображена именно тут? Чтоб ее показывал станок. Человечество должно было решить эту проблему — я не верю, что все люди работают на этих станках не видя кромки на экране ![]()
Скачать Руководство Morbidelli CX100_RUS
Скачать Конфигурацию для Базис-ЧПУ Xilog Maestro Cyflex S Morbidelli
При подготовке управляющих программ для morbidelli cx100 необходимо учитывать следующие условия:
- сверло ∅5мм находится в шпинделе снизу;
- сверло ∅8мм находится в шпинделе сверху;
- для позиционирования детали при обработке кромку на деталях необходимо размещать сверху;
- для позиционирования детали при пазовании паз на деталях необходимо размещать сверху;
- пила, используемая при пазовании, может делать ширину паза 4мм и максимальную глубину 10мм;
- если паз необходим не по всей длине детали, то необходимо учитывать смещение центра пилы относительно начала траектории паза.
Другие условия создавать при подготовке управляющих программ для morbidelli cx100 ЗАПРЕЩЕНО!!
Добавление других условий, не указанных в данном списке, необходимо согласовать с ведущим инженером-технологом.
Джентльмены — в этой теме хотелось бы обсудить несколько важных вопросов по данному станку.
Со своей стороны скажу сразу — мы станок настроили и успешно используем в тандеме с Базисом, поэтому если у кого будут какие вопросы — с удовольствием помогу чем и как смогу. Есть однако одна проблема, которая собственно и сподвигла на создание темы. Называется она — отображение кромки.
Как извесно, Базис имеет постпроцессор для станков SCM работающий с Xilog Maestro, конкретно в нашем станке установлена его апгрейд версия Maestro Active. Суть от этого не меняется — мы в Базисе создаем программы на каждую панель, а потом Базис с использованием SCM-овскей программы X-Converter (которая есть часть пакета Maestro) создает файлы .pgmx — этот формат понимает станок.
Что с кромкой. Сам Базис ее показывает в модуле Базис ЧПУ на каждой панели. Цвета, конечно, мы настраиваем сами — я например, настроил красный:
И все бы хорошо, но вот после создания файла pgmx и его загрузки в станок, на экране станка кромки нет. Все знают, что pgmx это ничто иное как переименованный zip архив, поэтому если тупо изменить .pgmx на .zip — можно его открыть и увидеть, что внутри лежат разные файлы, и в их числе файл .bmp. Именно его и показывает на экране станок:
Внимание, вопрос — может кто знает. Как сделать так, чтоб кромка была отображена именно тут? Чтоб ее показывал станок. Человечество должно было решить эту проблему — я не верю, что все люди работают на этих станках не видя кромки на экране ![]()
![]()
Доставляем по всей России и СНГ
![]()
Помогаем с установкой и настройкой
![]()
Быстро привозим запчасти и расходники
![]()
Даем гарантию и сервис
Популярные товары
-
Кромкооблицовочная машинка DELTAMACHINERY DM-100
— Два клеевых вала
— Плавная регулировка скорости
— Расширительный столик в комплекте
20 900 ₽
-
Форматно-раскроечный станок WoodTec PS 45 PRO
— Длина каретки: 3200 мм
— Общая мощность: 5,5 + 0,75 кВт
— Вес: 890 кг
662 460 ₽
-
Автоматический кромкооблицовочный станок WoodTec Compact
Скорость подачи: 12,5 м/мин
Общая мощность: 5,11 кВт
Вес: 660 кг
1 140 300 ₽
-
Пылеулавливающий агрегат DELTAMACHINERY DM-500
Мощность:
— 1,2 кВт
Вес:
— 5 кг
8600 RUB
-
Сверлильно-присадочный станок Boring System 21 Prestige
— Кол-во шпинделей: 21 шт
— Мощность: 1,5 кВт
— Вес: 265 кг
438 592 ₽
#1
![]()
OFFLINE
kazanalex
- Пол:Мужчина
- Из:Кыштым, Челябинская обл.
Отправлено 10 Апрель 2019 — 12:09
Добрый день.
На предприятии есть несколько станков (даже с ЧПУ несколько), но инструкции к ним про…теряны. Начальство требует составить график ППР, но без полных инструкций к станку это невозможно.
В инете по поиску только «продам».
Скажите, может есть где-то электронная база данных с интрукциями для станков? Обычные же книги в электронном формате выставляют…
- Наверх
#2
![]()
yaso73
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
- Из:Новосибирск
Отправлено 10 Апрель 2019 — 12:22
Ну… Если даже с чпу несколько… То это серьёзно…
Что за станки-то?
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает — тот тратит время зря.
Хорошими делами прославиться нельзя.
- Наверх
#3
![]()
preps
- Пол:Мужчина
- Город:может спать спокойно…
- Интересы:Здесь могла бы быть ваша реклама…
- Из:Москва
Отправлено 10 Апрель 2019 — 12:27
Обычные же книги в электронном формате выставляют…
Ну станки то средствами производства являются, на них вы получаете прибыль. Коммерческая информация должна стоить денег.
А книги просто читают
- Наверх
#4
![]()
kazanalex
- Пол:Мужчина
- Из:Кыштым, Челябинская обл.
Отправлено 10 Апрель 2019 — 12:44
Коммерческая информация должна стоить денег.
Возможно, но ведь за спрос не убивают?
Что за станки-то?
Например:
Сверлильно-присадочный станок с ЧПУ Morbidelli СХ 100
Фрезерный станок с ЧПУ Beaver 30AVTP9
- Наверх
#5
![]()
yaso73
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
- Из:Новосибирск
Отправлено 10 Апрель 2019 — 12:48
В любой конторе,торгующей такими станками. Свяжитесь с сервисником — скинут инструкцию в электронном виде.Ну,чтобы не обижать бедных инженеров,можно скинуть рублей пятьсот на телефон…
Тогда шансы удваиваются.
Уж на чебурашку и на бивень — точно есть документация у всех.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает — тот тратит время зря.
Хорошими делами прославиться нельзя.
- Наверх
#6
![]()
lkbyysq
- Пол:Мужчина
- Город:Санкт-Петербург
- Из:Санкт-Петербург
Отправлено 10 Апрель 2019 — 14:10
Не верю я в помощь существующих инструкций. Как минимум в отношении Бивера.
Стандартные методы в помощь.
Ежедневно жамкать и чистить все, что снаружи.
Для начала раз в месяц, а потом по опыту жамкать и чистить все, что спрятано за панелями.
Сообщение отредактировал lkbyysq: 10 Апрель 2019 — 14:11
- Наверх
#7
![]()
kazanalex
- Пол:Мужчина
- Из:Кыштым, Челябинская обл.
Отправлено 10 Апрель 2019 — 14:38
Стандартные методы в помощь.
Для директора — это не аргумент. Ему подай «чтобы написано бУло»
Уж на чебурашку и на бивень — точно есть документация у всех.
Дык может тогда Вы и поделитесь? Раз уж «есть у всех». Почту в личку могу написать.
- Наверх
#8
![]()
Ganch_er
- Пол:Мужчина
- Город:КИЕВ
- Из:Киев
Отправлено 11 Апрель 2019 — 01:16
А как эти инструкции и схемы помогут работать станкам, писать программы и тд..?
Есть кому работать на станке?
- Наверх
#9
![]()
belorez
- Пол:Мужчина
- Из:Белгород
Отправлено 11 Апрель 2019 — 01:34
Есть кому работать на станке?
Когда есть ИНСТРУКЦИЯ, можно взять любого и сказать: » Вот тебе станок, вот — инструкция! Через неделю чтоб освоил!»
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.
- Наверх
#10
![]()
Ganch_er
- Пол:Мужчина
- Город:КИЕВ
- Из:Киев
Отправлено 11 Апрель 2019 — 02:44
Нада и себе значит тоже написать инструкцию… а то пользуюсь последнее время только тремя кнопками — загрузить файл, старт и стоп и как оно работает там хз..
- Наверх
#11
![]()
kazanalex
- Пол:Мужчина
- Из:Кыштым, Челябинская обл.
Отправлено 11 Апрель 2019 — 10:32
А как эти инструкции и схемы помогут работать станкам, писать программы и тд..?
Ну т.е. лишь бы брякнуть, но не прочитать нормально заглавный пост?
Повторяю: инструкции нужны для руководства, чтобы составить график ППР. И чтобы начальники не возникали «ты из головы эти ТО1 и т.д. взял», а ткнуть их носом в инструкцию по обслуживанию.
- Наверх
#12
![]()
lkbyysq
- Пол:Мужчина
- Город:Санкт-Петербург
- Из:Санкт-Петербург
Отправлено 11 Апрель 2019 — 10:57
У-у-у. А я уж было подумал, что Вы есть ИТР, которому поручили составить график ППР именно потому, что Вы образование имеете.
Либо руководство гамно, либо ИТР не ИТР, а …
- Наверх
#13
![]()
kazanalex
- Пол:Мужчина
- Из:Кыштым, Челябинская обл.
Отправлено 11 Апрель 2019 — 12:00
Я есть ИТР, которого попросили помочь составить этот график, т.к. на практике я как раз и делаю
Стандартные методы в помощь.
Но, как говорится, слова к делу не пришьешь. Посему озадачился поиском инструкций.
ЗЫ Станкам вообще не делается ТО… это печально. Я рассказал что и как надо делать, на что мне и сказали вот составим график и будем его придерживаться. А в итоге график почти ко мне и вернулся ))
Сообщение отредактировал kazanalex: 11 Апрель 2019 — 12:01
- Наверх
#14
![]()
preps
- Пол:Мужчина
- Город:может спать спокойно…
- Интересы:Здесь могла бы быть ваша реклама…
- Из:Москва
Отправлено 11 Апрель 2019 — 12:32
Я вот тут задумался…
Как же я без инструкций на своих станках работаю?
- Наверх
#15
![]()
lkbyysq
- Пол:Мужчина
- Город:Санкт-Петербург
- Из:Санкт-Петербург
Отправлено 11 Апрель 2019 — 12:35
Нет таких инструкций, где все разжевано.
А я, как начальник-наладчик, в них особого смысла не вижу. Все станки состоят из стандартный узлов, которые обслуживаются стандартными методами.
А вот частота обслуживания зависит от того, что на станке обрабатывается (стеклотекстолит, дерево, металл или полистирол), от его загрузки, от степени его износа. А это производителю станка не ведомо.
Так что «по месту».
Сообщение отредактировал lkbyysq: 11 Апрель 2019 — 12:35
- Наверх
#16
![]()
2ar
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Сервисное обслуживания станков
- Из:Новосибирск
Отправлено 11 Апрель 2019 — 12:40
Убирать рабочее место в конце рабочей смены.
Смазывать раз в неделю.
Протягивать контакты раз в квартал.
Получать ЗП 2 раза в месяц 10 и 25 числа.
Премия 2 раза в год
- Наверх
#17
![]()
kazanalex
- Пол:Мужчина
- Из:Кыштым, Челябинская обл.
Отправлено 11 Апрель 2019 — 13:56
Нет таких инструкций, где все разжевано.
Есть. Например на: компрессор AtlasCopco GA75VSD GA15 GA50VSD, лазерно-раскройный комплекс ByStronic BYSPRINT 3015, Листогиб ByStronic XPERT. Список могу продолжить. К каждому станку прилагается инструкция, в каждой есть раздел техническое обслуживание.
Видимо придется попробовать все-таки к поставщикам стукнуться.
- Наверх
#18
![]()
Admin
- Пол:Мужчина
- Из:Мир-CNC
Отправлено 11 Апрель 2019 — 13:58
- Наверх
#19
![]()
vv92
- Пол:Мужчина
- Город:Н.Новгород
- Из:Н.Новгород
Отправлено 11 Апрель 2019 — 16:00
Когда есть ИНСТРУКЦИЯ, можно взять любого и сказать: » Вот тебе станок, вот — инструкция! Через неделю чтоб освоил!»
Папа Карцев, вот тебе полено, к утру настрогай мне мальчика.
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#20
![]()
preps
- Пол:Мужчина
- Город:может спать спокойно…
- Интересы:Здесь могла бы быть ваша реклама…
- Из:Москва
Отправлено 11 Апрель 2019 — 16:05
Когда есть ИНСТРУКЦИЯ, можно взять любого и сказать: » Вот тебе станок, вот — инструкция! Через неделю чтоб освоил!»
На фрезах разоришься.
- Наверх
Morbidelli сх 100
-
Цитата
#1
Сообщение
Docent012 » 01 мар 2022 19:47
Здравствуйте. Помогите решить проблему. Износились столы, по которым ездит делать на Morbidelli cx 100. из-за этого когда сверлило деталь была погрешность около 0,3-0,4 мм. именно в месте износа. Столы шлифанули убрав по всей плоскости стола 0,5 мм. Подскажите, как сейчас изменить нулевую точку координаты z, чтобы не менять параметры на всех программах. Спасибо
Распродажа!
€ 48 900
Универсальный сверлильно-присадочный станок SCM morbidelli cx100 — это высокопроизводительный компактный обрабатывающий вертикальный центр, предназначен для сверления. Способен производить не менее 400 деталей в смену. Идеален для производства партий от одной детали, для сверления по 5 сторонам панели, а также для фрезерования и пазования. Надёжный и гибкий, с очень короткими циклами обработки без простоев для настройки. Максимальная свобода обработки материалов различного типа (МДФ, ДСП, панелей с деликатными поверхностями и т. п.), а также панелей небольших размеров. Morbidelli cx100 — ваш партнёр в достижении успеха, всегда готовый дать максимум по адекватной цене.
Оставить заявку
-
Описание
-
Детали
-
Технические характеристики
Описание
Итальянская компания SCM специализируется на изготовлении и производстве станков для деревообрабатывающей промышленности и услугах для столярного производства, а также на оборудовании для работы с меламиновыми панелями, цельной древесиной и пластиковыми материалами. Все станки созданы, чтобы предложить производителю продукции лучшие технологические инновации, высокое качество исполнения и надежную работу. Станки производства компании SCM отличаются легкостью установки и простотой эксплуатации.
Благодаря применению современных технологических разработок, станки SCM не требуют особых знаний и позволят даже начинающим деревообрабатывающим производителям создавать такую продукцию, как лестницы, кабинетные шкафы, дверные рамы, а также столы, стулья и другую деревянную мебель.
Преимущества сверлильного центра с ЧПУ SCM morbidelli cx100
Идеален для многошпиндельного сверления с быстрой перенастройкой.
Присадка и пазование детали с пяти сторон, с ЧПУ Cyflex s при очень компактных размерах, всегда готов к присадке и пазованию, обеспечивая очень высокую производительность. Не требуется вмешательство оператора для настройки рабочего стола.
Очень высокая гибкость благодаря сверлильной группе с независимым пильным узлом и возможностью обработки деталей от 150 до 3000 мм.
Высокий уровень качества и технологии с бесщеточными двигателями Yaskawa, надежное ограждение вместо матов безопасности или фотоэлектрических барьеров.
Программное обеспечение
Удобный и простой в использовании Xylog. Точно такое же ПО установлено на фрезерных центрах, с такими опциями как telesolve, CAD/CAM ПО; программой для разработки корпусной мебели. Возможность интеграции станка в сетевые ячейки Netline.
Особенности универсального сверлильно-присадочного станка SCM morbidelli cx100:
 Верхнее сверление Верхнее сверление
Позволяет взять за основу внешнюю часть панели, что скрывает недостатки, таким образом, возможные недостатки панели будут всегда находиться внутри бокса. |
 Сверление и установка шкантов: полный цикл обработки. Сверление и установка шкантов: полный цикл обработки.
Исключение потери времени на перемещение панелей в цеху, благодаря возможности установки шкантов прямо на станке. |
 Автоматическое считывание длины панели: отличное качество стыков Автоматическое считывание длины панели: отличное качество стыков
Любое различие между реальной длиной панели и длиной, занесенной в программу, удаляется при помощи лазерного устройства считывания, что позволяет наилучшим образом выровнять панель. |
| Стандартная конфигурация рабочей группы
Cо сверлильной головой для вертикальных и горизонтальных отверстий, пила для пазования вдоль оси X. |
| Программное обеспечение MAESTRO CAD/CAM для проектирования любого производственного процесса
Разработано под операционную систему Windows® и позволяет производить программирование с чрезвычайной лёгкостью благодаря продвинутой CAD среде, простой и интуитивной, которая даёт пользователю все средства, необходимые для подготовки чертежей деталей, их расположения на рабочем столе, управления инструментами и соответствующими обработками, всё это полностью синхронизовано с конфигурацией станка. |
| Очень короткие циклы обработки без простоев при операциях настройки
Cверлильная голова с 18 независимыми шпинделями (12 вертикальных, 4 горизонтальных по оси X, 2 горизонтальных по оси Y) и пила по оси X с возможностью обработки по всей поверхности обрабатываемой панели: |
| Высокая точность и скорость перемещений
Все рабочие группы приводятся в движение бесколлекторными двигателями и передвигаются по призматическим направляющим с помощью линейных подшипников с бесконечной шариковой опорой. Система перемещений по X, Y, и Z приводится в действие посредством винтов с бесконечной шариковой опорой высочайшей точности. |
| Максимальная скорость настройки
Путём быстрой смены инструмента с креплением ISO 30 электрошпиндель ускоряет операции по ручной замене инструментов и фрез. |
| Эргономика
Боковые суппорты позволяют оператору легко загружать и выгружать панели длиной до 3050 мм. |
| Максимальная стабильность детали и высокое качество обработки
С применением подвижного зажима с плавающим открытием, не требует регулировки, а также предотвращающий царапание стол из бакелита, обеспечивающий высокое качество обработки даже |
| Высокая степень универсальности
Программируемый базирующий упор позволяет обрабатывать даже детали с уже установленными шкантами или криволинейной формы. |
| Безопасность и надёжность
Благодаря верхней прижимной группе, обеспечивающей прилегание деталей к нижней базирующей поверхности, обеспечивая максимальную точность обработки. Вытяжные кожухи обеспечивают высокую степень очистки детали. |
| Сканер штрих-кодов
С его помощью можно автоматически загружать программу обработки, просто просканировав этикетку на панели, что устраняет риск ошибки оператора. |
| Высококачественная сборка
Возможна благодаря автоматическому считыванию длины панели. Любая разница между реальной длиной |
| Возможность фрезерования и пазования по всей панели:
• обработка пилой вдоль всей оси X панели, • радиусная обработка четырёх углов панели, • обработка панелей с деликатной поверхностью, • фрезерование вырезов под плинтус. |
| Система “Sav€nergy”(опция)
Позволяет использовать электроэнергию только тогда, когда она необходима, при этом все устройства работают, когда это действительно нужно. Станок автоматически переходит в режим ожидания, когда отсутствуют обрабатываемые панели. Годовая экономия электроэнергии до 10%. |
Детали
| На складе |
na-sklade |
|---|
Технические характеристики
| Технические характеристики | Morbidelli CX100 |
| Макс. размер деталей по осям X-Y-Z, мм | >3000 x 900 x 50 |
| Мин. размеры деталей X-Y, мм | 150 x 70 x10 |
| Макс. скорость движения по осям X-Y, м/мин | 40 |
| Сверлильная группа 12 вертик., 6 горизонт. пила по оси X |
Похожие товары
-

-

-

-
Распродажа!

*Если станок есть в наличие на складе нужно оплатить 100% его стоимости и по приходу денег на счёт можно забрать станок самовывозом со склада в Ногинске предварительно согласовав время загрузки станка с менеджером принявшим заказ. Представителю организации забирающему станок нужно иметь при себе паспорт и оригинал доверенности или печать организации-платильщика.
Если станка нет в наличие на нашем складе в Ногинске, но он есть на складе в Италии, то сделать заказ можно оплатив 30% стоимости станка. По приезду станка на склад в Ногинске (до 2-х месяцев, т.к. идёт формирование сборного груза) можно забрать станок доплатив оставшиеся 70%. Представителю организации забирающему станок нужно предварительно обговорить с менеджером принявшим заказ день и время загрузки станка, иметь при себе паспорт и оригинал доверенности или печать организации-платильщика.
Если станка нет в наличие, то сделать заказ на изготовление данной модели можно оплатив 30% стоимости станка. Срок изготовления станка в Италии и доставка до нашего склада в Ногинске до 3 месяцев. После изготовления станка в Италии нужно доплатить ещё 60 %. После доставки станка на склад в Ногинск нужно доплатить оставшиеся 10 % и можно забирать станок с нашего склада в Ногинске. Представителю организации забирающему станок нужно предварительно обговорить с менеджером принявшим заказ день и время загрузки станка, иметь при себе паспорт и оригинал доверенности или печать организации-платильщика.
Сверлильный центр с ЧПУ с неподвижным рабочим столом.
Позволяет выполнять следующие операции:
— вертикальное сверление в пласть;
— горизонтальное сверление в торцы заготовки с 4-х сторон;
— выборку пазов встроенной пазовой пилой (дисковой фрезой) по оси Х;
— стандартное вертикальное фрезерование.
Станина и рабочий стол
Конструкция сварена из стальных листов и имеет большую площадь поддерживающей поверхности, куда крепятся рабочие столы. Электрошкаф встроен в станину станка.
Рабочий стол имеет феноловую поверхность с пазами, что позволяет сверлить сквозные отверстия.
Конструкция подвижной группы
Портальная сварная конструкция, на которой закреплена основная рабочая группа.
Рабочая группа
Состоит из сверлильной головы с 12 вертикальными, 6 горизонтальными шпинделями, встроенной пазовой пилы.
Перемещение заготовки и обрабатывающей группы
Обрабатываемая заготовка автоматически фиксируется прижимом, управляемым от ЧПУ, а ее положение под обрабатывающим узлом настраивается в соответствии с программой обработки.
Перемещение по осям X, Y и Z осуществляется по призматическим линейным направляющим посредством шариковинтовой передачи.
Позиционирование группы осуществляется посредством бесщеточных цифровых двигателей.
Пульт управления (ЧПУ)
Пульт управления разработан специально для сверлильных и фрезерных центров. Интерфейс MAESTRO для оператора станка установлен на ПК.
Персональный компьютер (ПК)
Операционная система Windows 7
ЖК монитор 19 дюймов
Клавиатура типа Qwerty.
НОРМЫ БЕЗОПАСНОСТИ
Станок соответствует нормам безопасности стран, в которые он поставляется.
Характеристики программного обеспечения Xilog Maestro
Программирование
MAESTRO новая мощная Cad-Cam система, разработанная SCM Group специально для программирования станки марки MORBIDELLI.
Программное обеспечение создано под среду Windows® включая все преимущества и инструменты которые позволяют в простой и эффективной форме осуществлять программирование даже тем кто не знаком с персональным компьютером или в первый раз управляет обрабатывающим центром с помощью персонального компьютера.
Преимущества
* Настраиваемое индивидуально рабочее пространство: цвет, панели инструментов и т.д. …
* Настраиваемая печать схем и чертежей.
* Возможность рисования в 3D.
* Рисование, используя функции прямоугольного объекта.
* Различные возможности масштабирования.
* Данные по инструментам и позиционирование вакуумных приспособлений.
* Для каждого инструмента, может быть загружен чертёж (профиль).
* Отмена, изменение, перемещение и копирование геометрии и обработки.
* Функция отмены команды.
* Различные функции, применимые на уже созданных геометриях, таких как масштабирование, смещение, обрезка, обрыв, автоматическое соединение, и т. д…
* Геометрическое и симметричное программирование геометрии и обработки (функция зеркала).
* Прямоугольные и полярные (круговые) серии геометрий и обработки (массив функций).
* Ручная и автоматическая простановка размеров любого объекта.
* Определение поверхностей (наклонные, дополнительные рабочие) в дополнении к стандартным (5) сторонам детали.
* Стандартное и оптимизированное сверление линий отверстий, на любой рабочей поверхности, непосредственно как полноценная обработка или применимо к уже существующей обработанной геометрии.
* Стандартное и оптимизированное сверление применительно к существующему контуру.
* Наклонное сверление, также применительно к любой обрабатываемой геометрии.
* Вертикальное или наклонное фрезерование применительно к любой обрабатываемой геометрии.
* Вертикальное фрезерование ломаных линий 3D (для получения интерполяции по оси Z).
* Программирование начала/окончания обработки (точки), направление хода инструмента, количество проходов с глубиной последнего шага, компенсации, ввод скорости вращения и подачи, автоматический ввод/вывод для контура инструмента.
* Скорость фрезерования программируется с помощью графических вставок.
Линейная и концентрическая обработка на геометриях любого типа.
* Автоматическое распознавание внутренних элементов (отверстий).
* Чистовой проход для концентрических обработок.
* Управление обработкой коническими фрезами с использованием Z-интерполяции (3D гравировка) на геометриях любого типа.
* Внутренний угол зачищается путём автоматического вычисления пути хода инструмента на основе профиля инструмента и глубины обработки. Важно для изготовления дверей.
* Управление последовательностью механических обработок с дублирования, включением/выключением, отменой и изменением функций.
* Схема-дерево обработок с автоматической сортировкой функций.
* Текст и символы, считываются из Windows© как значения шрифтов, и применяется на схеме как геометрия.
* Тексты применимы вдоль существующих геометрий, таких как дуги, линии, окружности и др.
* Отсылка метода обработки к источнику геометрических функций: обработка автоматически обновляется, когда связанная геометрия изменилась.
* Параметрическое программирование сверления и простого фрезерования (линий и дуги) с помощью переменных и автоматической встроенной функции для центрирования, зеркального отображение и др.
* Параметрического программирования макросов в Excel и настраиваемых встроенных макросов библиотеки.
* Определение блоков различных объектов, которые могут быть включены в любой дизайн.
* Определение групп обработки.
* Управление условного исполнения (IF инструкции) на одну обработку или для определенных групп обработки.
* Автоматическая проверка выполнимости программы.
* Визуализация хода инструмента с возможностью отображения 3D-вида.
НОРМЫ БЕЗОПАСНОСТИ
Станок соответствует нормам безопасности стран, в которые он поставляется.
ПРИМЕЧАНИЕ
Запрещается обрабатывать заготовки с размерами несоответствующими, указанным в характеристиках станка. Обрабатываемые заготовки должны быть прямоугольной формы и подаваться в станок строго длинной стороной вдоль оси Х.
Возможность обработки заготовок с определенной криволинейной формой по контуру должна специально оговариваться при заключении договора.
При горизонтальной обработке заготовок длиной менее 121 мм с инструментом №60 или №61 невозможно обеспечить точность сверления и позиционирования заготовки.
КОМПЛЕКТАЦИЯ
Morbidelli cx100 — сверлильный центр с ЧПУ (без норм CE)
Аппаратный ключ USB для Xilog MAESTRO.
Дополнительный аппаратный ключ USB для Xilog Maestro (порт USB).
Напряжение 400 В.
Частота 50 Гц.
Устройство повышения давления при сверлении по оси Z.
Опции для электрических норм безопасности.
Устройство измерения ширины заготовки
Устройство автоматического измерения размера заготовки по оси Y
Данная система проверяет, чтобы размеры поданной заготовки совпадали со значением, заданным в программе, останавливая станок в случае ошибки
Также используется для проверки возможных соударений из-за ввода неправильных данных в программу.
 |
Характеристики инструмента горизонтальное сверление по X, 20мм – наименьше значение по оси Y минимальное расстояние от края заготовки до линии пазования 120мм (по оси Y) 30 мм максимальная глубина вертикального сверления максимальное значение горизонтального сверления относительно пласти заготовки: (поверхность 1) 18 мм Сквозное сверление на заготовках с толщиной до 22мм 8мм сверлами и до 20мм — 10мм сверлами. Встроенный узел пазовой пилы (дисковой фрезы): * Частота вращения: 5000 об/мин. * Крепление инструмента: 20мм – посадочный диаметр. * Пазовая пила (диск) = 120мм – макс. диаметр; 6мм – максимальная толщина диска. |
 |
Сверлильная голова F18 Включает в себя: · 12 независимых вертикальных шпинделей (7 правых и 5 левых) · крепление под сверла M10 / диам. 11 мм · расстояния между осями шпинделей 32 мм · 3 двойные горизонтальные сверлильные головки (1+1), 2 в направлении X и 1 в направлении Y (крепление под сверла M8 / диам. 9 мм) · частота вращения 4000 об/мин · 1 встроенная пазовая пила (макс. диаметр 120 мм) · частота вращения 5000 об/мин · мощность двигателя 2,2 кВт · вертикальный пневматический (ВКЛ/ВЫКЛ.) ход каждого шпинделя: 60 мм |
 |
Программирование нулевого упора (точки нуля) Упор для заготовок расположен на сверлильной голове. При программировании начального положения сверлильной головы возможно расположить нулевой упор в нужном положении, чтобы избежать возможного соударения с пинами или радиусным закруглением. |
 |
«TP» система калибровки расстояния от противоположного края заготовки (от второй точки нуля) Устройство считывает размеры заготовки по оси Х и автоматически компенсирует погрешности этих размеров. Это позволяет добиться высокой точности при стыковке щитовых деталей мебели, когда имеются расхождения в размерах этих деталей. |

|
Поддерживающие боковые (суппорты) опоры для обработки длинных заготовок Данные опоры поддерживают длинную заготовку на входе/выходе из станка окой точности при стыковке щитовых деталей мебели, когда имеются расхождения в размерах этих деталей. |
|
|
Автоматическая централизованная система смазки Всегда поддерживается нужный уровень смазки на движущихся частях станка благодаря электронной системе контроля. |
 |
TELESOLVE телесервис через Интернет Система телесервиса (удаленного сервиса) позволяет соединить компьютер станка с Сервисным центром. Программное обеспечение: программа соединения обеспечивает: · визуализацию интерфейса оператора · диагностические сигналы · онлайн сверку и изменение статуса конфигураций, параметров и программ · резервное копирование файлов и возможность их переноса · апгрейд операторского интерфейса и логики ЧПУ Примечание: подсоединение к Интернету за счет клиента |
 |
Автоматическое считывание длины панели: идеальное качество стыков. |
 |
Сверление без потери времени на переналадку. Отличный результат за счет верхнего сверления. |
|
|
Безопасность и надёжность благодаря верхней прижимной группе, обеспечивающей прилегание деталей к нижней базирующей поверхности, обеспечивая максимальную точность обработки. Вытяжные кожухи обеспечивают высокую степень очистки детали. |
 |
Максимальная стабильность детали и высокое качество обработки, с применением подвижного зажима с плавающим открытием, не требует регулировки, а также предотвращающий царапание стол из бакелита, обеспечивающий высокое качество обработки даже панелей с деликатным покрытием. Высокая точность при горизонтальном сверлении благодаря использованию специализированных прижимных устройств. |


|
КООРДИНАТНЫЕ ОСИ |
||
|
Макс. длина заготовки |
мм |
3.050 |
|
Мин. длина заготовки |
мм |
200 |
|
Макс. ширина заготовки* |
мм |
900 |
|
Мин. ширина заготовки |
мм |
70 |
|
Макс. толщина заготовки |
мм |
60 |
|
Мин. толщина заготовки |
мм |
10 |
|
Макс. скорость по оси X |
м/мин |
40 |
|
Макс. скорость по оси Y |
м/мин |
40 |
|
СВЕРЛИЛЬНАЯ ГОЛОВА |
||
|
Вертикальные шпиндели |
шт. |
12 (7X-5Y) |
|
Горизонтальные шпиндели |
шт. |
2+2 (X) 2(Y) |
|
Мощность двигателя шпинделей |
кВт (л.с.) |
2,2 (3) |
|
Частота вращения шпинделей |
об/мин |
4.000 |
|
Встроенная пазовая пила (направление) |
X |
|
|
Макс. диаметр пазовой пилы |
мм |
120 |
|
Частота вращения пазовой пилы |
об/мин |
5.000 |
|
ЭЛЕКТРОШПИНДЕЛЬ (опция) |
||
|
Мощность двигателя |
кВт |
5,5 |
|
Макс. частота вращения |
об/мин |
18.000 |
|
Макс. диаметр инструмента |
мм |
20 |
|
УСТАНОВОЧНЫЕ ПАРАМЕТРЫ |
||
|
Расход сжатого воздуха |
л/цикл |
450 |
|
Производительность системы аспирации |
м3/ч |
1900+550 |
|
Скорость вытяжки воздуха |
м/с |
30 |
|
Установленная мощность |
кВт А. |
17 |
|
Диаметр вытяжного отверстия |
мм |
150+80 |
|
Масса |
кг |
1.350 |
| Макс. длина заготовки | 3050 мм |
| Мин. длина заготовки | 200 мм |
| Макс. ширина заготовки | 900 мм |
| Мин. ширина заготовки | 70 мм |