NEURON.THC (NEURON THC Lite, Нейрон) — это автоматическая система управления плазменным резаком на основе измерения напряжения. Устройство предназначено для использования в системах плазменной резки на X-Y столе под управлением CNC контроллера Mach3. Регулировка физического расстояния между резаком и заготовкой при резке выполняется в зависимости от напряжения плазменной дуги.
Напряжение питания — 12V DC, 0.8A
Рабочая температура — от 0º C до 40º C
Рабочая влажность — 95% относительной влажности
Параметры интерфейса Pulse/Dir — +5V 100mA , общий плюс
Дискретные входы — NO/NC сухой контакт или NPN датчик
Сигналы привода резака — Датчики выхода в ноль (Home sensor), поиска заготовки (датчик Float Head и датчик Ohmic)
Максимальная скорость — 10000 мм/мин
Делитель напряжения (коэффициент) — 10:1 (делитель на плате интерфейса), 20:1 (вход для плазменных блоков источников производства США)
Диапазон напряжения дуги — 0-350V
Добавьте все необходимые товары в корзину. После этого перейдите в корзину, отредактируйте требуемое количество по каждой позиции и нажмите «Отправить на расчет». Мы перезвоним Вам и скажем точную стоимость вашего заказа.
8 (499) 769-53-60
Уведомление. Все указанные артикулы, названия комплектующих приводятся исключительно в справочных целях.
Системы контроля высоты резака при плазменной резке THC3 и THC3-HT
THC (Torch Height Controller) — это контроллер высоты факела резака при плазменной или газовой резке. Оптимальный рез материалов происходит только при правильно установленном и автоматически контролируемом зазоре между резаком и металлом. Применение THC позволяет достичь высокого качества и скорости резки, в том числе в поворотах.
Компания Purelogic R&D предлагает новое поколение контроллеров THC собственного производства. Автономный универсальный контроллер THC3 предназначен для регулирования высоты реза в системах плазменной резки с ЧПУ на основе мониторинга напряжения дуги во время резки.
THC3 спроектирован для работы как с аппаратами плазменной резки, работающими по высокому напряжению, так и с источниками, которые работают по низкому напряжению и оборудованы делителями напряжения 25:1 или 50:1.
Контроллер THC3 обеспечивает высокую точность удержания, предотвращает столкновение резака с металлом при прохождении углов и прорезанных участков.
Контроллер состоит из двух устройств: модуля управления THC3-M и модуля сопряжения с источником плазмы (делителя напряжения) THC1-DV1. Модуль THC3-M устанавливается на панель управления станком для оперативной регулировки параметров реза оператором. Модуль сопряжения THC1-DV1 устанавливается внутри или рядом с источником плазмы. Он имеет не только низковольтный вход (8 В), но и высоковольтный вход (до 240 В)
К преимуществам контроллера THC3 относятся:
• универсальность: работа с большинством источников плазмы (Hypertherm, Thermal Dynamics и др.) и контроллеров ЧПУ (например, PLCM, HYD и др.);
• автономность: управление драйвером оси Z путем генерации сигналов STEP/DIR/ENABLE;
• легкость управления: быстрая установка параметров с помощью энкодера и символьного индикатора;
• интерактивность: изменение высоты резака непосредственно во время реза;
• скорость настройки: 10 профилей с параметрами резки различных металлов сохраняются в памяти контроллера; ключевые функции выведены на верхний уровень меню (поиск базы, джоггинг, включение/выключение автозахвата напряжения).
Автоматический поиск заготовки производится как при помощи датчиков подъемника резака, так и при помощи омического датчика. Контроллер имеет прочный и надежный корпус, устойчивый к механическим повреждениям и перепадам температур.
Для эффективного применения THC3 рекомендуется использовать ПО PUMOTIX, поддерживается работа с другими системами ЧПУ.
Кроме THC3, Purelogic R&D предлагает контроллер THC3-HT созданный для работы только с источниками плазмы Hyperterm. Устройство отличается от THC3 наличием только низковольтного входа (8 В) и применением другого модуля сопряжения (THC2-DV).
Подробные характеристики и цены на контроллеры THC3 и THC3-HT указаны на странице товара в каталоге Purelogic R&D.
Источник
cnc-club.ru
Статьи, обзоры, цены на станки и комплектующие.
Контроль высоты плазмы как устроено?
Контроль высоты плазмы как устроено?
Сообщение ktki » 21 мар 2018, 21:50
Вопрос по устройству контроля высоты положения плазмотрона у станка плазменной резки чпу. Как это работает? Устройство работает отдельно от контроллера осей x y и z? Киньте примеры картинок подключения если есть и ссылки на али что можно купить недорого. Также как можно без этого устройства работать?
У нас на работе есть старая плазма чпу 700х700 там контроль высоты по напряжению вроде так в инструкции написано но толку от него мало поэтому оператору выведено две кнопки чтобы корректировать высоту по Z руками, хочется этот момент модернизировать.

Re: Контроль высоты плазмы как устроено?
Сообщение odekolon » 21 мар 2018, 22:18
Контроль высоты -эта такая автоматика, которая вместо оператора жмет на кнопочки «вверх и вниз», руководствуясь своими понятиями о том на какой высоте должен быть плазмотрон. Обычно, решение принимается на основе напряжения дуги. Хотя бывают и емкостные датчики, но в плазме они применяются реже, так как дуга генерирует помехи. общий принцип такой: оператор выставляет требуемое напряжение дуги, а THC жмет на кнопки «вверх-вниз», пытаясь поддержать напряжение на требуемом уровне.
есть и механические регуляторы высоты — это такое кольцо вокруг плазмотрона с шариками, которые скользят по поверхности резания, но тут есть риск зацепиться шариком за дырку и запороть деталь.
Re: Контроль высоты плазмы как устроено?
Сообщение ktki » 21 мар 2018, 22:37
Re: Контроль высоты плазмы как устроено?
Сообщение ktki » 22 мар 2018, 15:16
как эту штуку использовать? Нужно к контроллеру осей подключать или нет?
Источник
cnc-club.ru
Статьи, обзоры, цены на станки и комплектующие.
Система контроля высоты плазменного резака Neuron.THC(Mach3)
Правила форума
Разрешается публиковать предложения по покупке/продаже как физическим лицам так и коммерческим организациям, при соблюдении следующих условий:
1. должны присутствовать характеристики товаров
2. должна присутствовать стоимость товара
3. должно присутствовать описание способов оплаты и доставки
4. один продавец — одна тема
Фотографии товаров приветствуются (фотографии должны быть вложениями к сообщениям).
Возможно размещение ссылки на свой сайт, с описанием товара, при обязательном соблюдении пунктов 1-3!
При несоблюдении правил тема перемещается в Карантин, откуда автоматически удаляется через 2 дня!
Администрация форума может удалить тему или сообщения из данного раздела на свое усмотрение, без объяснения причин!

Система контроля высоты плазменного резака Neuron.THC(Mach3)
Сообщение shad » 05 дек 2013, 01:26
NEURON.THC представляет собой самостоятельную систему регулировки высоты резака на основе измерения напряжения и предназначен для использования в системах плазменной резки на X-Y столе под управлением CNC контроллера Mach3. Регулировка физического расстояния между резаком и заготовкой при резке выполняется в зависимости от напряжения плазменной дуги. Neuron.THC не использует внутреннюю логику THC Mach3. Скоростное соединение позволило реализовать мощный, удобный пользовательский интерфейс в реальном времени. Оболочка управления интегрирована в Mach3 и представляет собой окно размером 450х330 пикселей (может быть использована с вашим фирменным скринсетом).
В отличии от других систем в этой ценовой категории, рабочие параметры и возможности Neuron.THC обеспечиваются мощным 32-bit ARM микропроцессором. Neuron.THC использует улучшенный DSP (Digital Signal Processing) алгоритм для управления перемещениями, скоростью и слежением за напряжением дуги. Сервоцикл составляет 500 микросекунд, что в 200 раз быстрее внутренней логики контроля высоты Mach3.
Особенности системы регулировки высоты резака Neuron.THC
— Высокая точность поддержания высоты реза. B Neuron.THC применяется программный цифровой контур сервоуправления, позволяющий поддерживать заданное напряжение дуги с высокой точностью: +/- 0.25 вольт! Точность регулирования напряжения дуги влияет на образование окалины, внешний вид среза и стабильность размеров детали.
— Полностью автоматический режим работы. Рез металла производится по встроенному алгоритму, обеспечивающему высокое качество реза, при этом увеличивая срок службы расходных материалов.
— Для удобства работы алгоритмы реза сохраняются в профили реза. Оператору достаточно выбрать необходимый профиль из списка и система автоматически загрузит все необходимые параметры алгоритма. Любой параметр может быть быстро изменен и сохранен оператором.
— Neuron.THC может работать в двух автоматических режимах. Режиме установленного напряжения дуги и режиме «Захват на высоте реза», что позволяет поддерживать напряжение дуги в соответствии с установленной высотой реза.
— Neuron.THC обеспечивает быстрое позиционирование и самые высокие скорости, целесообразные для резки. Скорость позиционирования до 15000 мм в минуту годится для работы с самым разнообразным оборудованием для резки. Длительность цикла сокращается за счет включения предварительной подачи газа плазмы на стадии задания начальной высоты (IHS) и уменьшения высоты опускания резака при программируемом частичном подъеме резака.
— Neuron.THC превосходно работает при скоростях реза до 15000 мм в минуту. Быстрое реагирование означает регулирование напряжения дуги при высоких, средних и низких скоростях плазменной резки .
— Neuron.THC имеет надежную систему защиты резака от повреждений в конце реза и при пересечении прорези.
— Промышленное исполнение. Система создана с учетом требований надежности и помехоустойчивости. Интерфейс имеет полную гальваническую развязку, включая канал измерения напряжения дуги.
— Neuron.THC самостоятельно управляет приводом резака через интерфейс step/dir. Подключение к ЧПУ производится через 10/100 Base-T Ethernet (Cat5e) соединение. Никакого lpt порта или карт расширения.
— Neuron.THC имеет встроенную систему диагностики портов ввода/вывода, обработки и отображения ошибок, тестирования процесса реза. Это значительно упрощает работу оператора и обслуживание системы.
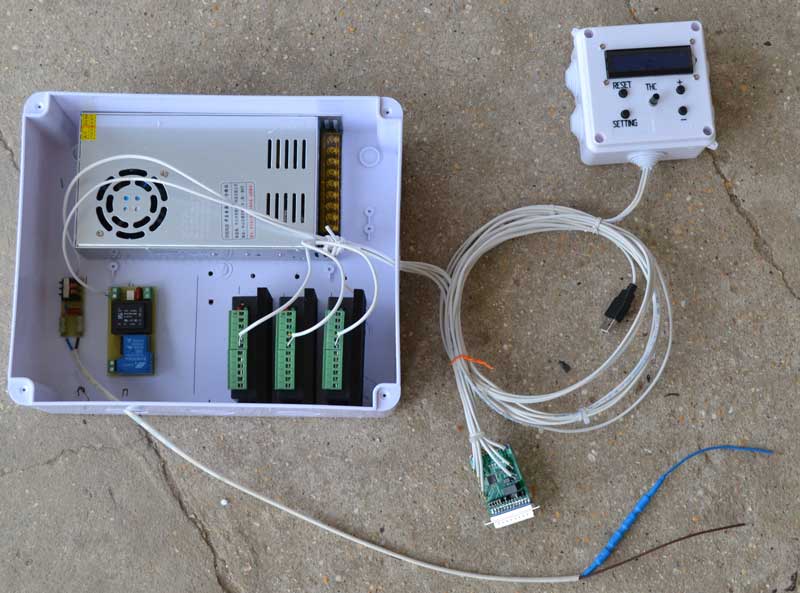
— Система устанавливается в блок ЧПУ и не требует отдельного корпуса. Управление осуществляется через панель в Mach3.
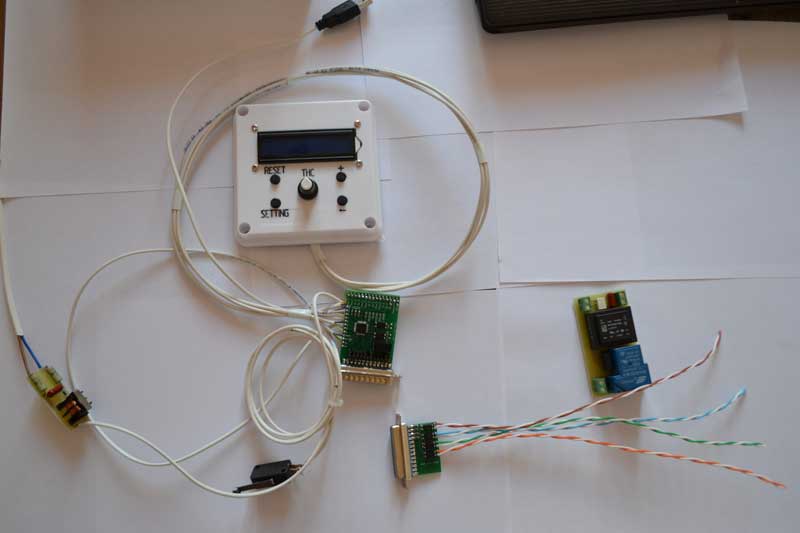
В комплект входят следующие компоненты:
1. Модуль управления.
2. Модуль консоли оператора.
3. Модуль интерфейса с плазменным блоком.
4. Комплект соединительных кабелей (длина оговаривается с заказчиком).
Источник
Датчики для плазменной резки
THC ( t orch h eight c ontroller ) – к онтролл ер высоты факела резака. Датчики ТНС представляют собой систему контроля высоты резака , предназначенную для плазменных станков . Они поддерживают оптимальное расстояние резака до металлической пластины , как следствие улучшаются качественные характеристики реза и увеличивается эффективность выполнения задач .
Омические датчики и системы ТНС применяются при плазменной резке . Подключение оборудования к установке дает возможность автоматически регулировать процедуру , отслеживать параметры напряжения дуги и корректировать расстояние сопла .
Виды устройств . Особенности и преимущества
Оборудование с подобным функционалом делится на две категории :
Первый тип используется для поиска заготовки . Совместимы с любыми станками плазменной резки и дополнительно оснащены аварийным датчиком.
Контроллеры ТНС применяются для определения высоты резака по напряжению дуги . Автоматизированные устройства обладают рядом достоинств по сравнению с механизированными аналогами и более обширной функциональностью :
увеличение скорости отклика плазматрона;
совместимость со многими ПО;
Комплектация ЧПУ станка омическим датчиком или ТНС обеспечит ровный и чистый рез , повышение производительности , а также гарантированно увеличит срок эксплуатации расходных деталей .
Purelogic R&D предлагает системы THC и омические датчики для плазменной резки на станках с ЧПУ, а также комплектующие и расходные материалы. На все изделия предоставляется гарантия и техническое сопровождение специалистов службы поддержки. Узнать стоимость, уточнить наличие товара, заказать доставку по России, странам СНГ и зарубежья, можно по телефонам 8(800)555-63-74 (по РФ бесплатно) и +7(495)505-63-74 (для стран СНГ и зарубежья) или по электронной почте: info@purelogic.ru .
[DEPTH_LEVEL] => 2 [DESCRIPTION_TYPE] => html [UF_IMG] => [UF_IMG_HOVER] => [UF_STYLE] => [UF_STYLE_HOVER] => [UF_FILTERS] => Array ( [0] => 452 [1] => 453 [2] => 713 [3] => 714 [4] => 457 [5] => 715 [6] => 459 [7] => 716 [8] => 468 [9] => 471 [10] => 496 [11] => 548 [12] => 547 [13] => 551 [14] => 472 [15] => 499 [16] => 525 ) ) —>
Источник
Купить недорогой контроллер ТНС. Схема ТНС сделать своими руками Atmega8 .
Стоимость готового устройства 15 000 руб. за 1 шт (2 шт. и более по 10 000 руб. )
Версия 2.
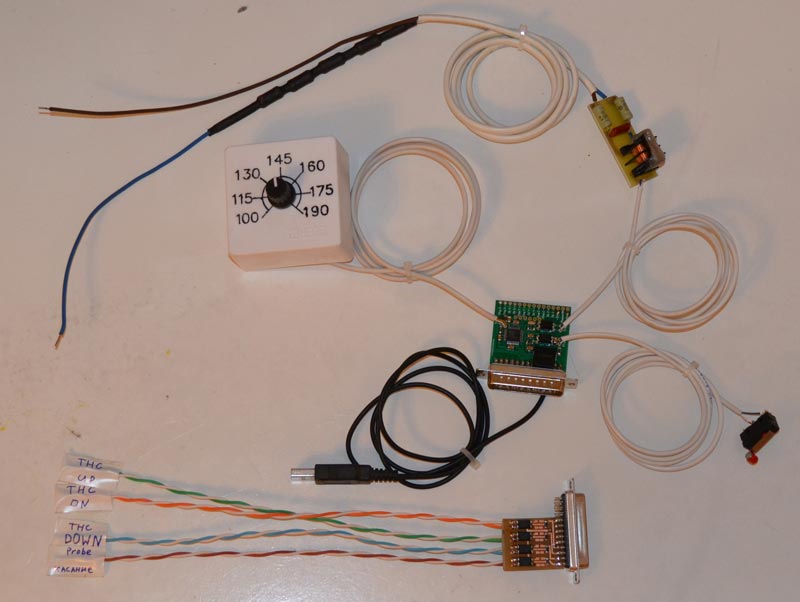
Чтобы зайти в настройки — нужно удерживая кнопку SETTING нажать RESET . Там есть пять параметров — ustavka_min, ustavka_max, thc_on_min, thc_on_max, thc_time.
Если измеряемое напряжение между значениями thc_on_min и thc_on_max, то подаётся сигнал THC ON на 10 pin LPT, если напряжение на входе ниже (нет тока плазмы) либо выше (плазма не зажглась или погасла) то сигнал THC ON не подаётся.
ustavka_min, ustavka_max — это значение для крайних положений регулировки ТНС на панели управления.
Если напряжение выше уставки — то подаётся сигнал THC DOWN (12pin), если измеряемое напряжение ниже уставки — то подаётся сигнал THC UP(11pin).
При сработке датчика касания сигнал идёт на 13 pin LPT.
рисовал на скорую руку т.ч. проверяйте, в исходниках (внизу) есть подключение периферии к портам контроллера.
P.s. может кто красиво нарисует — скажу спасибо )) thc3.spl7
Версия 1.
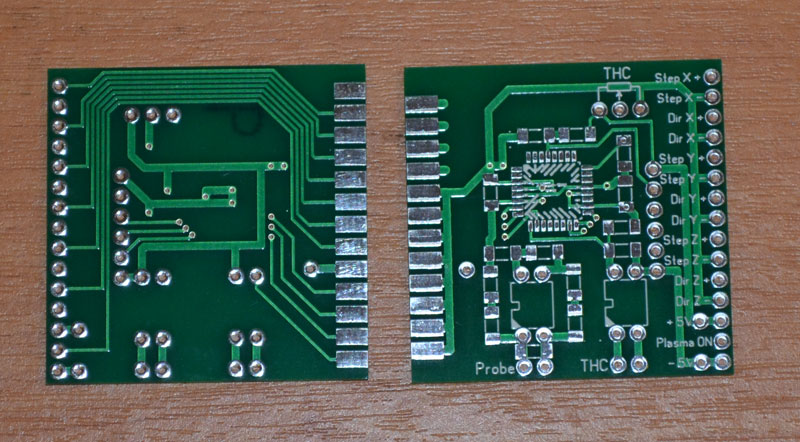
Для изготовления системы ТНС я выбрал микроконтроллер Atmega8 . Потому что у неё питание и логический уровень +5В, в отличие от STM +3,3В.
Принцип работы прост — напряжение плазмы через резисторы поступает на накопительный конденсатор 0,01мк и разряжается динистором на трансформатор, далее через оптрон сигнал приходит на контроллер ATmega8 (получается двойная гальваническая развязка). Он считает количество импульсов, чем выше напряжение плазмы, тем быстрее заряжается конденсатор, значит выше частота разрядов. (примерно 140 импульсов за 0,1сек при 140В)
Если напряжение выше 40В, контроллер подаёт сигнал THC ON .
Уставку значения ТНС считываем через АЦП (с переменного резистора) и если измеренное напряжение меньше (уставка — 2В) то подаётся сигнал THC UP , если больше (уставка + 2 вольта), то подаю сигнал THC DOWN . ВСЁ.
Компилятор мне понравился mikroBasic PRO for AVR. Простой, все библиотеки одинаковые (не нужно где-то качать из разных источников и устанавливать) и включены сразу в программу, много примеров и большой хелпфорум.
Схема ТНС на микроконтроллере ATmega8. (обновлена 09.09.18г)
DA — pc817 (или аналог), VD1- динистор DB3 , C7-0.01 мк 250 в плёночный к73-17
резисторы R8-R13 100 кОм 1Вт, трансформатор Т1 — ферритовый транс. 10-20мГн, он же фильтр синфазных помех из БП компа
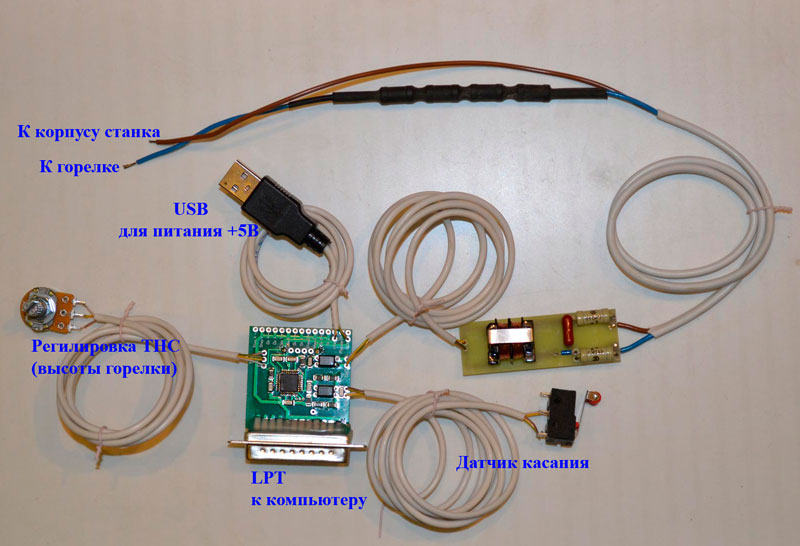
при работе плазмы шлейф А1 и А2 замкнуты и заземлены на массу стола,
при поиске металла, когда горелка упирается в поверхность, цепь А1 и А2 размыкается.
Блок включения плазмы
На некоторых ЧПУ слабое звено — блок включения плазмы, т.к. бывают ТАКИЕ помехи, что с этого провода стреляет более чем на 10мм.
Здесь реализована трёх ступенчатая защита — оптрон, трансформатор и реле. Отптосиммистор MOC3083 подаёт 220В на трансформатор 220/6 (либо 220/12 если у вас реле на 12в), 6в через выпрямитель поступает на реле (на 5В), которое включает плазму. 
dim thc as word
dim adc_rd as word
dim ustavka as longword
main:
CS10_bit = 1 CS11_bit = 1 CS12_bit = 1 ‘внешний вход счётчика TCNT1
DDRB = %11000000 ‘b6-THC ON b7-THC UP
DDRC = %00000000
DDRD = %01000000 ‘d6-THC DOWN
PORTB = %00111111
PORTC = 255
PORTD = %10111111
ADC_Init()
While true
TCNT1H = 0 ‘обнуляю старшие разряды счётчика
TCNT1L = 0 ‘обнуляю младшие разряды счётчика
delay_ms(100) ‘пауза 0,1сек
Lo(thc) = TCNT1L ‘читаю младший байт счётчика
Hi(thc) = TCNT1H ‘читаю старший байт счётчика
adc_rd = ADC_Read(1) ‘читаю значение АЦП (положение регулировки высоты горелки)
ustavka = 90 + (70 * adc_rd / 1024) ‘значение уставки ТНС от положения крутилки
if thc > 20 then PORTB.6=1 ‘если напряжение плазмы больше 40в
if thc ‘если напряжение меньше (допуск 2В), то включаем THC UP
if thc > (ustavka + 2) then PORTD.6=1 else PORTD.6=0 end if ‘если напряжение больше (допуск 2В), то включанем ТНС DOWN
else
PORTB.6=0 ‘ THC ON
PORTB.7=0 ‘ THC UP
PORTD.6=0 ‘ THC DOWN
end if
wend
end.
Программа для версии 2 с ЖК дисплеем:
program THC
‘D4 кнопка —
‘D3 кнопка +
‘D2 кнопка Настр
‘D1 — lcd D7
‘D0 — lcd D6
‘C5 — lcd D5
‘C4 — lcd D4
‘C3 — lcd E
‘C2 — lcd RS
‘C1 — ADC1
‘D5 — imp THC
‘D6 — in probe
‘D7 — out 13 (probe)
‘B0 — out 10 (tnc on)
‘B6 — out 12 (thc down)
‘B7 — out 11 (thc up)
dim probe_out as sbit at PORTD.7
dim thc_on as sbit at PORTB.0
dim thc_up as sbit at PORTB.7
dim thc_down as sbit at PORTB.6
dim probe_in as sbit at PIND.6
dim knopka_minus as sbit at PIND.4
dim knopka_plus as sbit at PIND.3
dim knopka_setting as sbit at PIND.2
dim LCD_RS as sbit at PORTC2_bit
dim LCD_EN as sbit at PORTC3_bit
dim LCD_D4 as sbit at PORTC4_bit
dim LCD_D5 as sbit at PORTC5_bit
dim LCD_D6 as sbit at PORTD0_bit
dim LCD_D7 as sbit at PORTD1_bit
dim LCD_RS_Direction as sbit at DDC2_bit
dim LCD_EN_Direction as sbit at DDC3_bit
dim LCD_D4_Direction as sbit at DDC4_bit
dim LCD_D5_Direction as sbit at DDC5_bit
dim LCD_D6_Direction as sbit at DDD0_bit
dim LCD_D7_Direction as sbit at DDD1_bit
dim thc as word
dim adc_rd, adc_temp, ustavka_max, ustavka_min, thc_on_min, thc_on_max, ustavka_word as word
dim ustavka as longword
dim txt5 as string[5]
dim txt3 as string[3]
dim thc_time, i, lcd_clear as byte
main:
CS10_bit = 1 CS11_bit = 1 CS12_bit = 1 ‘внешний вход счётчика TCNT1
DDRB = %11000001
PORTB = %00111110
DDRC = %00111100
PORTC = %11000011
DDRD = %10000011
PORTD = %01111100
ADC_Init()
Lcd_Init()
Lcd_Cmd(_LCD_CLEAR)
Lcd_Cmd(_LCD_CURSOR_OFF)
LCD_Out(1,1,»Armatura-ural.ru»)
delay_ms(300)
hi(ustavka_min) = EEPROM_Read(00)
lo(ustavka_min) = EEPROM_Read(01)
hi(ustavka_max) = EEPROM_Read(02)
lo(ustavka_max) = EEPROM_Read(03)
hi(thc_on_min) = EEPROM_Read(04)
lo(thc_on_min) = EEPROM_Read(05)
hi(thc_on_max) = EEPROM_Read(06)
lo(thc_on_max) = EEPROM_Read(07)
thc_time = EEPROM_Read(08)
if ustavka_max = ustavka_min then ustavka_max = 200 ustavka_min = 80 thc_on_min = 70 thc_on_max=220 thc_time=100 end if
if knopka_setting = 0 then
Lcd_Cmd(_LCD_CLEAR)
LCD_Out(1,1,»ustavka_min»)
while knopka_setting = 0 wend
while knopka_setting = 1
if knopka_plus =0 then ustavka_min = ustavka_min + 1 while knopka_plus=0 wend end if
if knopka_minus=0 then ustavka_min = ustavka_min — 1 while knopka_minus=0 wend end if
WordToStr(ustavka_min, txt5)
LCD_Out(2,1,txt5)
wend
while knopka_setting = 0 wend
Lcd_Cmd(_LCD_CLEAR)
LCD_Out(1,1,»ustavka_max»)
while knopka_setting = 1
if knopka_plus =0 then ustavka_max = ustavka_max + 1 while knopka_plus=0 wend end if
if knopka_minus=0 then ustavka_max = ustavka_max — 1 while knopka_minus=0 wend end if
WordToStr(ustavka_max, txt5)
LCD_Out(2,1,txt5)
wend
while knopka_setting = 0 wend
Lcd_Cmd(_LCD_CLEAR)
LCD_Out(1,1,»thc_on_min»)
while knopka_setting = 1
if knopka_plus =0 then thc_on_min = thc_on_min + 1 while knopka_plus=0 wend end if
if knopka_minus=0 then thc_on_min = thc_on_min — 1 while knopka_minus=0 wend end if
WordToStr(thc_on_min, txt5)
LCD_Out(2,1,txt5)
wend
while knopka_setting = 0 wend
Lcd_Cmd(_LCD_CLEAR)
LCD_Out(1,1,»thc_on_max»)
while knopka_setting = 1
if knopka_plus =0 then thc_on_max = thc_on_max + 1 while knopka_plus=0 wend end if
if knopka_minus=0 then thc_on_max = thc_on_max — 1 while knopka_minus=0 wend end if
WordToStr(thc_on_max, txt5)
LCD_Out(2,1,txt5)
wend
while knopka_setting = 0 wend
Lcd_Cmd(_LCD_CLEAR)
LCD_Out(1,1,»thc_time»)
while knopka_setting = 1
if knopka_plus =0 then thc_time = thc_time + 1 while knopka_plus=0 wend end if
if knopka_minus=0 then thc_time = thc_time — 1 while knopka_minus=0 wend end if
ByteToStr(thc_time, txt3)
LCD_Out(2,1,txt3)
wend
EEPROM_Write(00, hi(ustavka_min))
EEPROM_Write(01, lo(ustavka_min))
EEPROM_Write(02, hi(ustavka_max))
EEPROM_Write(03, lo(ustavka_max))
EEPROM_Write(04, hi(thc_on_min))
EEPROM_Write(05, lo(thc_on_min))
EEPROM_Write(06, hi(thc_on_max))
EEPROM_Write(07, lo(thc_on_max))
EEPROM_Write(08, thc_time)
end if
While true
TCNT1H = 0 ‘обнуляю старшие разряды счётчика
TCNT1L = 0 ‘обнуляю младшие разряды счётчика
for i = 0 to thc_time
delay_ms(1)
if probe_in = 0 then probe_out = 1 else probe_out = 0 end if
next i
Lo(thc) = TCNT1L ‘читаю младший байт счётчика
Hi(thc) = TCNT1H ‘читаю старший байт счётчика
adc_temp = ADC_Read(1)
if ((adc_rd > (adc_temp + 2)) or (adc_rd 20 then lcd_clear = 0 Lcd_Cmd(_LCD_CLEAR) end if
LCD_Out(2,12,txt5)
WordToStr(thc, txt5)
LCD_Out(1,12,txt5)
if probe_in = 0
then probe_out = 1 LCD_Out(1,5,»-Touch-«)
else probe_out = 0 LCD_Out(1,5,» «)
end if
if ((thc thc_on_min)) then
LCD_Out(1,1,»ON «)
thc_on = 1
if thc = ustavka_word then
thc_down=0
thc_up=0
LCD_Out(2,1,»OK «)
end if
if thc > ustavka_word then
thc_down=1
thc_up=0
LCD_Out(2,1,»DOWN»)
end if
if thc
Источник

Topic: Neuron.THC Torch Height Control (plasma) (Read 67765 times)
0 Members and 1 Guest are viewing this topic.
The Neuron.THC is a ARM microprocessor-based torch height control system which controls the torch-to-work distance of a plasma torch during cutting operations. The system includes a control module, plasma system interface module, interconnecting cables and optional operator control module.
-Works with all plasma cutting systems.
-Connect via Ethernet interface to Mach3 CNC and controls Z axis directly. No additional parallel port or port multiplexing.
-All Parameters are set and displayed from Control Panel integrated in Mach3. Quick access and changing of all parameters.
-Unlimited number of cut profiles for different metal thicknesses. Quickly switch between profiles and the ability to quick edit them.
-No matter to set parameters in G-Code.
-Set point resolution — 0.25V
-Set point range — 25 — 250V
-Maximum control accuracy — +/-0.25V
-Voltage feedback (divider) — 1:20, 1:10 of Arc Voltage
-Buffered Step & Direction for direct interface to Motor Drive.
-All inputs are isolated and Simple wiring.
-Sample voltage mode — THC measures the voltage at the end of the AVC Delay and uses it as a set point for the remainder of the cut.
-Skip IHS mode — If the next starting point is within this distance of the end of the previous cut, the THC skips the IHS.
-Improved Jog — the lifter initially jogs 0.25 mm. After 0.5 second, it begins continuous motion at the IHS Speed. After 1.5 seconds, the lifter increases the speed to the programmed Manual Speed.
-Automatic control of ventilation.
-There are the relays on the board which produce Preflow during IHS and Pierce End signals.
-Integrated diagnostic system informs the operator of the errors that occurred.
-Ability to work in trial mode without limitation functions until the end of the set value of the pierce count. Further work is possible after entering the activation code (for OEM manufacturer).
-Easy Software update using the utility NeuronFlasher.
-……. https://sites.google.com/site/thcneuron/neuron-thc-english


Logged
—Andrew
Neuron.THC is standalone Torch Height Controller, connected to Mach3 via 10/100 Base-T Ethernet interface and controls the Z axis motor driver directly (internal motion controller).
Neuron.THC is not use Mach3 internal THC logic. Only commands Start, Stop, Motion, AVC enable/disable…etc. Ethernet connection frees LPT port, provides a powerful, real-time and user-friendly interface. All Parameters are programmed and displayed from Control window integrated in Mach3 (the window has a size of 450×330 pixels and can be used with your favorite ScreenSet).
Unlike other THC’s in this price category, the processing power behind the Neuron.THC is an 32-bit ARM microprpocessor. The Neuron.THC uses advanced DSP (digital signal processing) software servo control loops to control speed, position and arc voltage with unparalleled precision. Servo cycle is 500 microseconds, it is 200 times faster than the internal logic of the THC Mach3.
The Neuron.THC consists of the following components:
- Control module (board)
Plasma interface module (board)
Optional operator’s control module (board)
Interface Cables
Mach3 Plugin and Screenset for plasma cutting applications
Сontrol module board has a size 125×150 mm and can be easily embedded inside the CNC controller. Connection is very simple.
Features
The Neuron.THC comes standard with the following features:
- Works with ALL plasma cutting systems
Connect via 10/100 Base-T Ethernet interface to Mach3 CNC and controls Z axis directly (Internal motion controller, Software DSP (digital signal processing) control loop — 500 uS cycle)
Unlimited number of cut profiles for different metal thicknesses. Quickly switch between profiles and the ability to quick edit them
Set point resolution — .25V
Set point range — 25 — 250V (set just by clicking the mouse button and wheel on the Target Arc Voltage textbox on ControlPanel or turning the encoder knob on the operator panel)
Maximum control accuracy — +/- .25V
Voltage feedback (divider) — 1:20 (Hypitherm), 1:10 (internal) of Arc Voltage
100 kHz maximum step frequency
Automatic or manual control of the cutting sequence
Retract height selectable between full or programmed partial raise height
Programmable automatic positioner speed
Programmable manual positioner speed
Programmable maximum Z axis stroke (SoftLimit function)
Programmable arc transfer height
Programmable pierce height
Programmable pierce time
Programmable cutting height
Programmable AVC (arc voltage control) delay time
Programmable torch retract height
Programmable Jump height above the workpiece that the torch is raised to clear the top dross puddle that can form during the pierce.
Programmable IHS (initial height sensing) touch speed
Programmable AGI (automatic gas initiator) starts plasma torch preflow during IHS — enable/disable (open drain 5A 250V contact)
Programmable crossover height (high-to-low speed transition point)
Programmable AVC.OFF control to help prevent torch crashing when end of cut, circle of small radius — enable/disable, mm.
Programmable arc voltage limiter to help prevent torch crashing when crossing a kerf — enable/disable, level, voltage
Programmable arc voltage control loop proportional gain
Sample voltage mode — THC measures the voltage at the end of the AVC Delay and uses it as a set point for the remainder of the cut.
Skip IHS mode — If the next starting point is within this distance of the end of the previous cut, the THC skips the IHS.
Improved Jog — the lifter initially jogs 0.25 mm. After 0.5 second, it begins continuous motion at the IHS Speed. After 1.5 seconds, the lifter increases the speed to the programmed Manual Speed
Jog just by clicking the mouse button and wheel on the Position textbox or by pressing the up / down button on Operator Panel
Buffered Step & Direction for direct interface to Motor Drive (26LS31 Driver)
All inputs (include arc voltage) are isolated and Simple wiring (RJ45 connectors)
Automatic control of ventilation (open drain 5A 250V contact)
Pierce End output signals (open drain 5A 250V contact)
Built-in pierce and cut time counter to control consumables
Integrated diagnostic system informs the operator of the errors that occurred
Plotting the arc voltage and save to file for diagnostics
Easy Software update using the utility NeuronFlasher
https://sites.google.com/site/thcneuron/neuron-thc-english
neuron.shad@gmail.com[/color]
Logged
—Andrew
A new version of the controller — Lite.
Lite version has no relay outputs for oxygen plasma cutting systems and relay outputs for the ventilation system.
No other differences.
Logged
—Andrew
Hi,
what would be the price?
And the most important question- does it offer some control at cutting corners and similar? Does it stop the torch going down?
thanks!
Logged
Can I just correct something you’ve said about Mach3’s internal THC functionality.
(The Neuron’s) Servo cycle is 500 microseconds, it is 200 times faster than the internal logic of the THC Mach3.
…which means you’re stating that Mach’s THC loop period is 1/10th of a second.
This is absolutely wrong. You may be confusing it with Mach’s screen update period or perhaps even Mach’s macro-pump period.
The THC loop in Mach is at kernel speed so just 40 microseconds for the (slowest) 25KHz kernel.
Logged
Hi!
…which means you’re stating that Mach’s THC loop period is 1/10th of a second.
Yes you’re absolutely right, that the kernel speed of the Mach3 is 40 microseconds for the (slowest) 25KHz kernel, but I mean that the poll of the input signals (THCUP and THCDOWN from the most Torch Height Control system) is 1/10 of a second or from plugin (from 100 msec to 25 msec).
Hi,
what would be the price?
And the most important question- does it offer some control at cutting corners and similar? Does it stop the torch going down?
— The price is $450 for Lite version (Main board, Operator panel board, Plasma Unit interface board).
—Yes, in the latest SW version has been added control of the ThcOn\Off from G-code on corners, small circle and end of cut (SheetCamTNG CodeSnippets option) without pause in motion. But the controller has a built-in algorithm for these events and it works just as well.

Logged
—Andrew
I am building a machine Using Galil Ethernet board DMC-2183 and servo on all axis which most possibly will be driven in step dir mode. Normally there would be spindle mounted but from time to time i would like to plasma cut. And that without removing the spindle, just encosing its lower part for protection.
So how will that work in my case? Would that be possible? The Galil board has its own plugin to be able to work with mach3 and occupies one Ethernet port.
What are the solutions in that case? Switching to another board when plasma cutting or the control can work on its own, just sending it step dir signals and programming it separately.
Could you please shed some light on this?
Thanks!
Logged
Hi silyavski!
You can connect Galil and Neuron to Mach3 CNC trough ethernet switch. Step/Dir output from Galil and Neuron can be connected to servo through a simple switch. When you wiil be use the spidle — Disable the Neuron power and connect galil step/dir to servo. If you will be cutting — power on Neuron and connect Neuron step/dir interface to servo. Work program you have to make in SheetCam by Mach3 Plazma no Z.spost (NO Z AXIS — all stages of the cutting will control the Neuron.THC )
Logged
—Andrew
but I mean that the poll of the input signals (THCUP and THCDOWN from the most Torch Height Control system) is 1/10 of a second or from plugin (from 100 msec to 25 msec).
Hi
yes I know what you mean — but as I’ve said — I disagree. Please see attached logic analyser scans.
Scan1.jpg is of a test function of my THC. It’s simply toggling the UP/DOWN signals to Mach every 1ms i.e at 1KHz. This is a plain vanilla Mach running the parallel port. You can see that Mach correctly responds to each and every UP/DOWN signal by toggling the DIR pin and sending a step pulse — i.e. it’s doing this at 1KHz — in perfect sync with the THC. Not something it could do — I hope you agree — if Mach was just polling at 10Hz.
In the second scan I’ve upped the rate to 2KHz to match your 500 microseconds THC loop. Again — Mach keeps in step with it no problem.
This is not in any way to dis your THC. However I think it is wrong to state as you have both here and on your web page that…
Servo cycle is 500 microseconds, it is 200 times faster than the internal logic of the THC Mach3.
…because as I hope I’ve shown — it is not true.
Logged
Hi stirling!
Your chart inspire confidence! I see that Mach3 polls the input port assigned as THCUP/THCDOWN, at the kernel speed of the Mach3.
It is unfortunate that no such data in the documents on Mach3?! I found the information that at such a rate is polled only ESTOP input.
I am very happy that now a lot of people know about it!
IMHO is not so important how fast the controller can pull the Mach3 input ports for move torch UP/DOWN, but as is fast measured arc voltage, executing a loop of the PID control and controls the motror drive in dependence on the value of the error between target and real arc voltage. And when I say about servo cycle it main = ARC voltage measurement -> PID -> Motor control.
At the beginning of the develop (8 years ago) I refused from this THCUP/THCDOWN method of torch height control. The system was either too slow or oscillated because this method does not use a PID algorithm.
Now everything is working fine. Load the program, select a profile and start cutting. 
I correct the my web page.
Thanks!!!
« Last Edit: August 17, 2014, 03:14:54 PM by shad71 »
Logged
—Andrew

Neuron Mach3 CNC Torch Height Control | Профессиональный контроллер высоты плазмотрона Neuron.THCПодробнее

Neuron Mach3 CNC Torch Height Control | Профессиональный контроллер высоты плазмотрона Neuron.THCПодробнее

Neuron Mach3 CNC Torch Height Control | Профессиональный контроллер высоты плазмотрона Neuron.THCПодробнее

Neuron Mach3 CNC Torch Height Control | Профессиональный контроллер высоты плазмотрона Neuron.THCПодробнее

Новая плазма ЧПУ. plasma cnc uccnc + neuron THC 3Подробнее

02 установка плагина для красной платы на mach3 мач3 обучение, моделирование для ЧПУ +99893007 11 77Подробнее

01 Установка мач3 mach3 обучение станков с ЧПУ CNC для новичков +99893 007 11 77 телеграм вацапПодробнее

Скрин для плазменной резки под Mach3 с THCПодробнее

Плазма ЧПУ plasma cnc uccnc + neuron THC Больше на https://p-t.in.ua/Подробнее

MyPlasm THC — MACH3 AntyDive ConfiguratorПодробнее

Mach 3 and Hypertherm 45xp THC Torch Height Control TestПодробнее

plasma cnc uccnc + neuron THC 3 P-t.in.ua 066 176 5900 p155@ukr.netПодробнее

Настройка программы Mach3 — конфигурация для ЧПУ плазмыПодробнее
