Полипропиленовые трубы в своё время произвели революцию в монтаже водопроводных, а теперь уже и отопительных систем. Это лёгкий и удобный материал, который относительно несложно монтировать. Бытует даже мнение, что с монтажом этих изделий справится любой человек чуть ли не с помощью обыкновенного паяльника. На самом деле это не так. Пайка этих труб имеет ряд особенностей. Да и сами они неоднородны по диаметру и составу. А паяльник там применяется, но это несколько другой инструмент. В этом материале поговорим о двух важнейших составляющих: температуре и времени пайки полипропиленовых труб.
Особенности труб ППР
 Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
- они имеют высокую прочность;
- устойчивы к воздействию щелочной среды;
- практически не действуют на них и кислоты;
- в них не образуется ржавчина;
- они обладают низкой электропроводностью;
- выдерживают сильные гидроудары;
- изгибать их можно, сколько угодно;
- наконец, они сейчас относительно недороги.
Технические характеристики:
- выдерживают температуру до – 15 градусов;
- имеют низкую теплопроводность;
- плотность материала 0,91 кг/см2;
- прочность – 35Н/мм.
Размягчаться полипропилен начинает при температуре 140 градусов, а плавиться – при 170. Трубы из него делают различного диаметра – от 10 до 125 мм. Соединяются с помощью специальной пайки, которая делает шов очень прочным при правильном выполнении работ.
Температура сварки ппр
 Для состыковки труб используются фитинги – своеобразные переходники, которые припаиваются непосредственно к трубам. Процесс производится с помощью специального паяльника или утюга. Температура пайки зависит от вида трубы. Вариант исполнения такого изделия наносится маркировкой по длине трубы изготовителем.
Для состыковки труб используются фитинги – своеобразные переходники, которые припаиваются непосредственно к трубам. Процесс производится с помощью специального паяльника или утюга. Температура пайки зависит от вида трубы. Вариант исполнения такого изделия наносится маркировкой по длине трубы изготовителем.
PN10 – это трубы тонкие, их используют практически только для холодного водоснабжения. Температура среды не должна превышать 20 градусов. Иногда их укладывают для незначительного обогрева тёплых полов.
PN16 применяют в условиях давления в процессе эксплуатации не выше 16 атмосфер. Максимальная температура – 60 градусов, на более высоких значениях деформируется. Самая популярная труба в холодном водоснабжении и простая при монтаже.
PN20 – это трубы уже для отопления. Выдерживают температурную нагрузку до 95 градусов. Ещё несколько лет назад считалось, что пластик на такое не способен.
PN25 – армированные трубы повышенной прочности. Выдерживают сильный нагрев и температурные перепады.
Исходя из вышеназванных характеристик, подбирается не только температура, но и время пайки, поскольку некоторые виды полипропиленовых труб выдерживают лишь кратковременное воздействие высоких температур, после чего начинают размягчаться.
Сам процесс пайки несложен:
- соединямые детали надеваются на специальный кончик утюга;
- места стыковки выдерживаются до видимого размягчения;
- происходит соединение.
Весь процесс должен происходить быстро и в строгой последовательности. Очень важно выверить нужную температуру. И при слишком горячем соединении, и при, образно говоря, холодном, полипропиленовые трубы теряют часть своих качеств, а то и вовсе ломается на месте шва.
Во время пайки труба может начать стремительно плавиться или крошиться. Чаще всего это происходит от использования вторичного сырья при изготовлении труб или наличия посторонних примесей. Единственный выход – произвести замену материала. Исправить его уже нельзя, он не соответствует заявленным техническим характеристикам.
Как правило, во время процесса используют усреднённое значение температурного режима для расплавления материала. Обычно это 260 градусов, но допускается диапазон от 255 до 280 градусов, всё зависит от вида трубы, о чём было сказано выше.
Есть ещё метод холодной сварки. Его используют в бытовых водопроводах низкого давления. Тогда детали просто соединятся специальным клеем. Прочность такого соединения гораздо ниже, качество шва – тоже.
Время сварки ппр
Для правильного расчёта времени пайки полипропиленовых труб нужно к процессу подготовиться:
- на рабочую часть паяльника или утюга следует установить болванку соответствующего размера;
- паяльник включается;
- нагрев должен достигнуть хотя бы 260 градусов – это оптимальный режим;
- об окончательном нагреве сообщает датчик зелёного цвета.
Теперь предстоит рассчитать время. В принципе, это нужно сделать вообще перед началом монтажа.
Неправильно подобранное время подобной пайки полипропиленовых труб – главная ошибка монтажника. Правильно его рассчитать поможет таблица, о которой будет рассказано ниже. Но нужно учитывать и другие факторы:
- температуру окружающей среды;
- температуру паяльника;
- трубу следует предварительно разогреть;
- правильно рассчитать диаметр фитингов и труб.
И обратиться к следующей таблице.
Таблица пайки полипропиленовых труб
Выработана уже давно таблица пайки полипропиленовых труб, которая считается оптимальной. Время нагрева материала напрямую зависит от диаметра трубы. Рассчитаны и некоторые другие параметры.
| Диаметр изделия в мм | Время сваривания с | Время нагревания с | Охлаждение | Температура пайки |
| 20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
| 32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 260 | 259-280 |
| 50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | 259-280 |
| 75 | 6 | 30 | 390 | 259-280 |
Время пайки и температура монтажа полипропиленовых труб не должна быть рассчитана произвольно. Поэтому эта таблица для монтажных работ – главный учебный материал. Как видно, температурный режим даётся средний, а вот время его применения значительно разнится.
Нарушение указанного температурного цикла может привести к негативным последствиям:
- при недостаточном коротком нагреве шов разойдётся в результате диффузии, и неизбежно возникнет протечка;
- перегрев оболочек в трубах вызовет образование внутренних наплывов, что чревато увеличением гидравлической нагрузки.
Особенно помогает эта таблица при сварке труб больших диаметров, так как время нагрева в них увеличивается, но надо точно знать, насколько.
Но и эти данные не всегда являются корректными. Многое зависит от температуры в помещении или на месте работ извне. Оптимальной считается комнатная температура, а самой допустимой по нижнему значению – минус 10. Здесь время пайки нужно увеличивать, исходя из погодных условий. Чем ниже температура, тем время пайки увеличивается. А вот в сильную жару лучше вообще от монтажных работ отказаться. Граница + 25 градусов.
Основные ошибки при пайке полипропиленовых труб
О последствиях перегрева и недогрева уже говорилось выше. Но есть и ещё нарушения, которые могут значительно ухудшить результат работы:
- монтажные работы редко совершаются в идеальной чистоте, между тем, грязь и вода могут свести на нет все усилия монтажника, нужно стараться держать рабочий материал сухим и чистым;
- иногда чрезмерно разогретая труба просовывается в фитинг слишком глубоко, это приводит к её заметному сужению и нарушению силы подачи воды;
- однако соединять фитинг и трубу следует в разогретом состоянии, иначе она войдёт неглубоко, и возникнут протечки, так что действовать нужно в темпе;
- длину входа лучше сразу отмечать маркером;
- иногда после соединения монтажнику кажется, что труба вошла в фитинг косо или под углом, тогда он пытается её слегка провернуть, – протечка в этом случае почти неизбежна;
- нередко в процессе работы пытаются орудовать ножом или ножницами, – для этих целей есть специальные инструменты, иначе материал можно повредить;
- одна из самых больших ошибок при самостоятельном монтаже – выбор дешёвого некачественного материала, – к сожалению, пластиковые трубы сейчас производят и недобросовестные производители, которые занимаются подделками, так что лучше делать покупки в проверенных фирменных строительных магазинах. Здесь качество товара подтверждено сертификатами.
После окончания работ утюг нужно будет очистить от пластика, иначе на нём образуется нагар. Сделать это можно обычной деревянной палочкой. Если останутся обрезки труб, они тоже в хозяйстве пригодятся. Некоторые из них даже зимние удочки делают.
И последнее обстоятельство. При наличии инструментов монтаж полипропиленовых труб выполнить не так уж и сложно. Но всё-таки лучше довериться специалистам или хотя бы посмотреть сначала, как такие работы выполняются. В противном случае можно просто затопить не только свою квартиру, но и соседей снизу.
Подписывайтесь так же на наш Youtube, группу Вконтакте, Яндекс Дзен. Там много полезного и интересного контента!
Просмотров 4.7к. Опубликовано 14.10.2018
Обновлено 02.10.2019
Содержание
- Какие трубы из полипропилена бывают.
- Как выбрать качественную полипропиленовую трубу
- Технология пайки полипропиленовых труб
- Как и зачем выдерживать нужный температурный режим при сварке полипропиленовых труб
- Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
- Время пайки при монтаже полипропиленовых труб
- Как подбирается температура пайки на практике
- Инструменты для пайки полипропиленовых труб
- Как подбираются насадки для пайки полипропиленовых труб
- Способы пайки полипропиленовых труб
- Пайка отопления полипропиленовыми трубами: основные правила
- Видео по теме пайки полипропиленовых труб
- Вывод
Температура пайки полипропиленовых труб составляет 260 градусов. Но важна не только температура, но и время стыковки фитингов в процессе пайки труб своими руками. Нарушение технологии пайки полипропилена сводит на нет все качественные характеристики полипропиленовых труб.
Для сохранения прочности и долговечности коммуникаций крайне важно обеспечить нормативные условия пайки.
Какие трубы из полипропилена бывают.
Температура пайки полипропиленовых труб согласно рекомендациям производителей, зависит от типа изделий, используемых в монтаже коммуникаций. В общеотраслевых стандартах приводится описание четырех марок полипропиленовых труб:
- PN10 – начальный размер. Тонкостенные трубки, рекомендуемые для организации холодного водоснабжения. Рабочая температура носителя не должна превышать значения 20 градусов. Допускается применение PN10 для оборудования системы обогрева теплых полов с температурой носителя не более +45 C;
- PN16 – полипропиленовые трубы, рассчитанные на работу в условиях рабочих давлений не более 16 атмосфер. Максимальная температура, подтвержденная испытания на выходе из производства, ограничивается значением 60. Не подходит для открытых коммуникаций систем обогрева, так как остается риск деформации изделий под воздействием высоких температур. Активно используется в прокладке холодного водоснабжения;
- PN20 – универсальная категория труб для отопления, которые могут использоваться для снабжения или перетока теплоносителей. Рабочая температура внутри изделий устанавливается в диапазоне от 80 до 95С. Так же используются в устройстве теплого водяного пола.
- PN25 –армированные изделия и фитинги. Предназначены для суровых условий. По характеристикам такие трубы сравнимы с металлопластиковыми аналогами, выдерживают нагрев теплоносителя свыше 95 градусов.
Значения эксплуатационных стандартов учитывают при подготовке к работе утюга для пайки полипропиленовых труб. Температуру разогрева изделий используют с учетом того, что при указанных параметрах трубы могут выдерживать только кратковременные перегрузки.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
При изготовлении полипропиленовых труб некоторые изготовители замещают часть полипропилена тальком или мелом. От этого понижается качество и продолжительность службы труб и фитингов. Для определения количества мела следует перемножить плотность и объём вещества:
а) Первым шагом умножаем плотность полипропилена (0,9 — 0,91) на объём исходной трубы.
б) Затем перемножаем плотность мела (2,6 — 2,7) на тот же объём трубы.
в) Чем большей будет разница между двумя полученными результатами, тем больше мела содержится в составе трубы.
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
- Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis. В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
- При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость. Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
- При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
- Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Технология пайки полипропиленовых труб
Паять полипропиленовые трубы довольно просто:
Сам процесс происходит следующим образом: две детали надеваются на кончик утюга и выдерживаются определенное время до размягчения пластика. Если пайка полипропиленовых труб своими руками проходит при недостаточном нагреве, соединение получится некачественным, в результате чего повысится риск утечки носителя и снижения давления в системе.
Что примечательно, излишний нагрев мест стыковки влечет за собой изменение структуры материалов после застывания и изменение геометрических параметров внутреннего сечения трубок. По этой причине важно обеспечить штатную температуру разогрева утюга, паяльника или другого оборудования на весь период выполнения монтажных работ.
Во время проведения работ с полипропиленовыми изделиями могут возникнуть следующие проблемы:
- Если во время проведения сварочных работ труба слишком легко поддаётся плавке, то этому есть следующее возможное объяснение. Труба изготовлена из вторичных материалов, предел текучести расплава (ПТР) которой бывает от 1 и больше. В то же время как полипропилен РР в среднем имеет ПТР равный 3.
- В том случае, если полипропилен при резке начинает колоться, существует несколько объяснений. Во первых, материал мог быть чрезмерно обожжён на производстве. Во вторых, изделие не было отканденсировано в течение 2 суток в том помещении, где будет устанавливаться. И в третьих, труба была изготовлена из вторичного сырья, либо с превышением содержания мела или талька.
Как и зачем выдерживать нужный температурный режим при сварке полипропиленовых труб

Несмотря на огромное желание сэкономить, для пайки полипропиленовых труб при строительстве водопровода необходимо использовать специальное оборудование. В практике частного или промышленного монтажа используются сварочные аппараты для пайки полипропиленовых труб, автоматика которых настроена на выдерживание необходимых температур в зависимости от диаметра и назначения изделий. Активная часть оборудования чаще называется утюгом. Форма паяльников повторяет контуры трубок, обеспечивая минимальную погрешность нормативных условий от влияния внешних факторов.
Узнайте какого диаметра труба вам нужна — Таблица диаметров полипропиленовых труб.
Какие фитинги использовать при пайке полипропилена
На практике часто используют усредненные значения температуры для расплавления материала в месте стыковки. Оптимальной считается значение 260 градусов для нагрева места спайки. Рабочий диапазон может быть расширен до параметров 255-280 С. В случае, если оператором используется превышение нагрева с целью сокращения времени воздействия, это может повлечь неравномерный разогрев полимера. Следствием нарушения технологического процесса может стать недостаточная толщина сварочного шва.
Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
| D изделий, мм | Диапазон рабочих t | Период пайки, с | Необходимое время разогрева от начального 6с | Период охлаждения, мин |
| 20 | 259-280 | 4 | 0 | 2 |
| 25 | +1 | 3 | ||
| 32 | +2 | 4 | ||
| 40 | 5 | +6 | 4 | |
| 50 | +12 | 5 | ||
| 63 | 6 | +18 | 6 | |
| 75 | +24 | 6,5 |
Время пайки при монтаже полипропиленовых труб
При выполнении технологического соединения трубопровода нужно учитывать время пайки полипропиленовых труб согласно рекомендациям производителя и некоторые особенности:
- При разогреве места соединения нужно выдерживать оптимальное расстояние между утюгом и полимерным слоем. При излишнем удалении активной части будут наблюдаться потери тепла с последующим снижением качества монтажного шва;
- Воздействие утюга следует прикладывать одновременно к обеим стыкуемым частям трубопровода. В противном случае будет обеспечен неравномерный прогрев смежных элементов и последующая деформация места соединения.
Как подбирается температура пайки на практике
Проведение пайки полипропиленовых труб методом горячей стыковки происходит в условиях высоких температур. Нормативный диапазон нагрева устанавливается на уровне от 255 до 265 градусов. При настройке сварочного оборудования необходимо учитывать дополнительные параметры работы, в числе которых температура окружающей среды. Последний фактор учитывается в работе путем увеличения продолжительности воздействия на места стыковки на 2 или 3 секунды. Это позволяет снизить негативный эффект воздействия окружающей среды при остывании сварочного шва.
Инструменты для пайки полипропиленовых труб

Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества.
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.
При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.

В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.
Как подбираются насадки для пайки полипропиленовых труб

При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве. Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Пайка отопления полипропиленовыми трубами: основные правила

Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
- Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
- Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
- Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
- Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала. Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Видео по теме пайки полипропиленовых труб
Вывод
При наличии качественных материалов и специального оборудования процесс прокладки водопровода представляется не таким сложным. При точном соблюдении технологии монтажа допускается монтаж коммуникация своими руками. Для получения практических навыков можно пригласить мастера или посмотреть видео в интернете.
Полипропиленовые трубы в своё время произвели революцию в монтаже водопроводных, а теперь уже и отопительных систем. Это лёгкий и удобный материал, который относительно несложно монтировать. Бытует даже мнение, что с монтажом этих изделий справится любой человек чуть ли не с помощью обыкновенного паяльника. На самом деле это не так. Пайка этих труб имеет ряд особенностей. Да и сами они неоднородны по диаметру и составу. А паяльник там применяется, но это несколько другой инструмент. В этом материале поговорим о двух важнейших составляющих: температуре и времени пайки полипропиленовых труб.
Особенности труб ППР
Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
- они имеют высокую прочность;
- устойчивы к воздействию щелочной среды;
- практически не действуют на них и кислоты;
- в них не образуется ржавчина;
- они обладают низкой электропроводностью;
- выдерживают сильные гидроудары;
- изгибать их можно, сколько угодно;
- наконец, они сейчас относительно недороги.
Технические характеристики:
- выдерживают температуру до – 15 градусов;
- имеют низкую теплопроводность;
- плотность материала 0,91 кг/см2;
- прочность – 35Н/мм.
Размягчаться полипропилен начинает при температуре 140 градусов, а плавиться – при 170. Трубы из него делают различного диаметра – от 10 до 125 мм. Соединяются с помощью специальной пайки, которая делает шов очень прочным при правильном выполнении работ.
Температура сварки ппр
Для состыковки труб используются фитинги – своеобразные переходники, которые припаиваются непосредственно к трубам. Процесс производится с помощью специального паяльника или утюга. Температура пайки зависит от вида трубы. Вариант исполнения такого изделия наносится маркировкой по длине трубы изготовителем.
PN10 – это трубы тонкие, их используют практически только для холодного водоснабжения. Температура среды не должна превышать 20 градусов. Иногда их укладывают для незначительного обогрева тёплых полов.
PN16 применяют в условиях давления в процессе эксплуатации не выше 16 атмосфер. Максимальная температура – 60 градусов, на более высоких значениях деформируется. Самая популярная труба в холодном водоснабжении и простая при монтаже.
PN20 – это трубы уже для отопления. Выдерживают температурную нагрузку до 95 градусов. Ещё несколько лет назад считалось, что пластик на такое не способен.
PN25 – армированные трубы повышенной прочности. Выдерживают сильный нагрев и температурные перепады.
Исходя из вышеназванных характеристик, подбирается не только температура, но и время пайки, поскольку некоторые виды полипропиленовых труб выдерживают лишь кратковременное воздействие высоких температур, после чего начинают размягчаться.
Сам процесс пайки несложен:
- соединямые детали надеваются на специальный кончик утюга;
- места стыковки выдерживаются до видимого размягчения;
- происходит соединение.
Весь процесс должен происходить быстро и в строгой последовательности. Очень важно выверить нужную температуру. И при слишком горячем соединении, и при, образно говоря, холодном, полипропиленовые трубы теряют часть своих качеств, а то и вовсе ломается на месте шва.
Во время пайки труба может начать стремительно плавиться или крошиться. Чаще всего это происходит от использования вторичного сырья при изготовлении труб или наличия посторонних примесей. Единственный выход – произвести замену материала. Исправить его уже нельзя, он не соответствует заявленным техническим характеристикам.
Как правило, во время процесса используют усреднённое значение температурного режима для расплавления материала. Обычно это 260 градусов, но допускается диапазон от 255 до 280 градусов, всё зависит от вида трубы, о чём было сказано выше.
Есть ещё метод холодной сварки. Его используют в бытовых водопроводах низкого давления. Тогда детали просто соединятся специальным клеем. Прочность такого соединения гораздо ниже, качество шва – тоже.
Время сварки ппр
Для правильного расчёта времени пайки полипропиленовых труб нужно к процессу подготовиться:
- на рабочую часть паяльника или утюга следует установить болванку соответствующего размера;
- паяльник включается;
- нагрев должен достигнуть хотя бы 260 градусов – это оптимальный режим;
- об окончательном нагреве сообщает датчик зелёного цвета.
Теперь предстоит рассчитать время. В принципе, это нужно сделать вообще перед началом монтажа.
Неправильно подобранное время подобной пайки полипропиленовых труб – главная ошибка монтажника. Правильно его рассчитать поможет таблица, о которой будет рассказано ниже. Но нужно учитывать и другие факторы:
- температуру окружающей среды;
- температуру паяльника;
- трубу следует предварительно разогреть;
- правильно рассчитать диаметр фитингов и труб.
И обратиться к следующей таблице.
Таблица пайки полипропиленовых труб
Выработана уже давно таблица пайки полипропиленовых труб, которая считается оптимальной. Время нагрева материала напрямую зависит от диаметра трубы. Рассчитаны и некоторые другие параметры.
| Диаметр изделия в мм | Время сваривания с | Время нагревания с | Охлаждение | Температура пайки |
| 20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
| 32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 260 | 259-280 |
| 50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | 259-280 |
| 75 | 6 | 30 | 390 | 259-280 |
Время пайки и температура монтажа полипропиленовых труб не должна быть рассчитана произвольно. Поэтому эта таблица для монтажных работ – главный учебный материал. Как видно, температурный режим даётся средний, а вот время его применения значительно разнится.
Нарушение указанного температурного цикла может привести к негативным последствиям:
- при недостаточном коротком нагреве шов разойдётся в результате диффузии, и неизбежно возникнет протечка;
- перегрев оболочек в трубах вызовет образование внутренних наплывов, что чревато увеличением гидравлической нагрузки.
Особенно помогает эта таблица при сварке труб больших диаметров, так как время нагрева в них увеличивается, но надо точно знать, насколько.
Но и эти данные не всегда являются корректными. Многое зависит от температуры в помещении или на месте работ извне. Оптимальной считается комнатная температура, а самой допустимой по нижнему значению – минус 10. Здесь время пайки нужно увеличивать, исходя из погодных условий. Чем ниже температура, тем время пайки увеличивается. А вот в сильную жару лучше вообще от монтажных работ отказаться. Граница + 25 градусов.
Основные ошибки при пайке полипропиленовых труб
О последствиях перегрева и недогрева уже говорилось выше. Но есть и ещё нарушения, которые могут значительно ухудшить результат работы:
- монтажные работы редко совершаются в идеальной чистоте, между тем, грязь и вода могут свести на нет все усилия монтажника, нужно стараться держать рабочий материал сухим и чистым;
- иногда чрезмерно разогретая труба просовывается в фитинг слишком глубоко, это приводит к её заметному сужению и нарушению силы подачи воды;
- однако соединять фитинг и трубу следует в разогретом состоянии, иначе она войдёт неглубоко, и возникнут протечки, так что действовать нужно в темпе;
- длину входа лучше сразу отмечать маркером;
- иногда после соединения монтажнику кажется, что труба вошла в фитинг косо или под углом, тогда он пытается её слегка провернуть, — протечка в этом случае почти неизбежна;
- нередко в процессе работы пытаются орудовать ножом или ножницами, — для этих целей есть специальные инструменты, иначе материал можно повредить;
- одна из самых больших ошибок при самостоятельном монтаже – выбор дешёвого некачественного материала, — к сожалению, пластиковые трубы сейчас производят и недобросовестные производители, которые занимаются подделками, так что лучше делать покупки в проверенных фирменных строительных магазинах. Здесь качество товара подтверждено сертификатами.
После окончания работ утюг нужно будет очистить от пластика, иначе на нём образуется нагар. Сделать это можно обычной деревянной палочкой. Если останутся обрезки труб, они тоже в хозяйстве пригодятся. Некоторые из них даже зимние удочки делают.
И последнее обстоятельство. При наличии инструментов монтаж полипропиленовых труб выполнить не так уж и сложно. Но всё-таки лучше довериться специалистам или хотя бы посмотреть сначала, как такие работы выполняются. В противном случае можно просто затопить не только свою квартиру, но и соседей снизу.
Таблица пайки полипропиленовых труб и температура нагрева
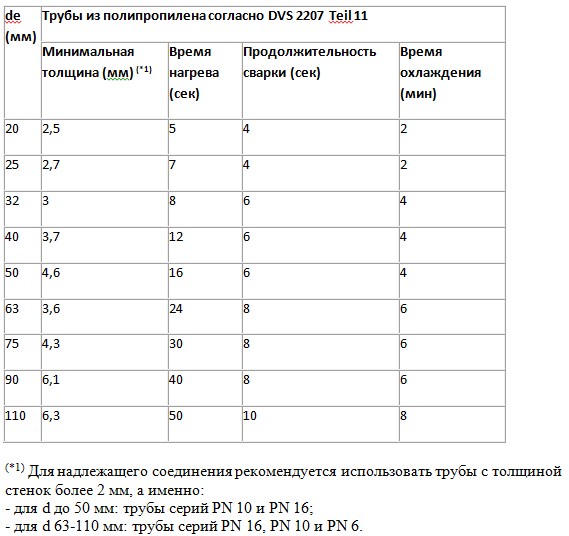
Монтаж внутренних водопроводных магистралей горячей и холодной воды из полипропиленовых труб актуален для большого числа частных загородных домов и коммунальных квартир, при проведении работ участки трубопровода соединяют между собой методом пайки. Специалист, осуществляющий монтаж труб из полипропилена, обязан знать время нагревания соединяемых деталей, обычно в инструкции на сварочный аппарат приведены таблица пайки полипропиленовых труб и температура нагрева, при которой должен происходить данный процесс.
Помимо информации о временных и температурных параметрах спайки, для правильного проведения работ необходим качественный инструмент, изучение технологии монтажа с учетом особенностей различных марок полипропиленовых труб. Монтажнику понадобятся также знания не только о временных интервалах нагревания соединяемых деталей, но и о времени остывания спаянного узла, размерных параметрах фасок, оптимальной глубине вставки соединяемых элементов.
Читайте так же: Шкаф в туалет если трубы проходят

Рис. 1 ПП-трубы и фитинги для полипропиленовых труб
Что такое полипропиленовые трубы, их разновидности
Полипропилен (сокращенное обозначение ПП или ППР) — термопластичный, то есть изменяющий свои размерные параметры при разных температурах, полимер пропилена, получаемый его полимеризацией в присутствии металлосодержащих катализаторов, технология его изготовления близка к процессу производства полиэтилена низкого давления (ПНД). От химического состава используемого катализатора зависят физико-химические параметры полученного полипропиленового материала.
[quote]Чистый полипропилен имеет вид белого порошка или гранул, может выпускаться химически стабилизированным, в окрашенном виде.[/quote]
Трубы из полипропилена используют для прокладки холодного и горячего водоснабжения, тепловых сетей, обвязки котельного оборудования, установки стояков, прокладке канализации для отвода высокотемпературных стоков и агрессивных химических веществ промышленных предприятий.
Основные параметры полипропилена, влияющие на сферу его применения, имеют следующий вид:
- Полипропилен как термопластик при нагревании до высоких температур расширяется, к примеру длина трехметровой трубы увеличивается на 3 см.
- При температурных параметрах транспортируемой среды в 140 °С материал размягчается, ПП плавится при 170 °С, верхним порогом его рабочей температуры считается показатель в 120 °С.
- Эксплуатационный срок полипропилена достигает 50 лет.
- Материал боится прямого воздействия ультрафиолетового излучения, поэтому обычные трубы из полипропилена используют в закрытых помещениях или прокладывают в штробах, если в комнату проникает солнечный свет.
- Материал выдерживает давление до 25 бар.
- Трубы из полипропилена имеют толстую оболочку с низкой теплопроводностью — это обусловило основную сферу их применения в качестве трубопроводов подводки холодной и горячей воды, а также сделало нерациональной эксплуатацию в теплых полах.
- Наружный диаметр полипропиленовых труб, применяемых в индивидуальном домостроении, не превышает 110 мм, типовые размеры для прокладки водопроводных и отопительных трубопроводов — 20, 25, 32, 40 мм, в промышленном строительстве используют диаметры ПП труб 50, 63, 75, 90, и 110 мм.
- Цветовая гамма выпускаемых изделий — белого, серого, зеленого цветов (окрашенные изделия противостоят ультрафиолетовому излучению), для обозначения сферы применения в трубопроводах холодной и горячей воды на внешнюю оболочку изделий наносят полоски синего и красного цветов.

Рис. 2 Размерные параметры ПП-труб
По внутреннему устройству ПП трубы делят на:
- Однослойные, полностью состоят из полипропилена, обладают высокими характеристиками термического расширения и относительно низкой прочностью на разрыв при высоких давлениях.
- Многослойные, представляют собой изделия, в которых между внутренней и наружной полипропиленовыми оболочками находится слой армирующего материала. В качестве среднего слоя используется сплошная или перфорированная алюминиевая фольга или стекловолокно, иногда применяют армирование композитом, состоящим из смеси полипропилена и стекловолокна.
В настоящее время одним из популярных типов полипропиленовых труб — являются двухслойные изделия, имеющие внутренний слой из алюминия.
Производители поставляют на рынок следующие разновидности ПП-труб:
PPH (РРН, РР-1) — гомополимер, являющийся чистым полимером с минимальным количеством модифицирующих его прочностные характеристики добавок, используется при изготовлении безнапорных трубопроводов большого диаметра для систем вентиляции, водоподачи и водоотвода.
PPR (ППР, PPRC, РР-3, PP-random) — статический сополимер, наиболее часто используемый при прокладке инженерных коммуникаций водоснабжения, отопления в индивидуальном домостроении, коммунальных квартирах, отличается высокой термостойкостью и сопротивляемостью ударным нагрузкам.
РРВ (РР-тип 2, РР-2) — блоксомер, обладающий повышенными физическими параметрами, используется в высоконапорных коммуникациях отопительных систем и подачи воды.
PPs (полифенилсульфид) — высокопрочный износостойкий полимер, обладающий повышенной устойчивостью к физическим нагрузкам, высоким температурам. Используется для прокладки промышленных и коммунальных коммуникаций холодного и горячего водоснабжения, отопления, диаметр труб может доходить до 1200 мм.

Рис. 3 Устройство армированных алюминием многослойных ПП труб
Напорные и температурные характеристики полипропиленовых труб имеют обратную зависимость — чем выше температура рабочего тела, тем ниже порог максимально удерживаемого давления, данная связь влияет на область применения ПП труб.
В маркировке полипропиленовых труб указаны их напорные характеристики, по этому параметру их разбивают на следующие группы:
PN-10 — номинальный показатель давления в 10 бар (10 атмосфер, 1 мПа), трубы используют для организации холодного водоснабжения, редко для монтажа теплых полов с температурой нагрева теплоносителя не более 45 °С.
PN-16 — трубы, рассчитанные на рабочее давление в 16 бар, используются для монтажа холодного и горячего водоснабжения с максимальной температурой рабочего тела + 60 °С.
PN-20 — эксплуатируются при рабочем давлении в 20 бар с температурой носителя 80 — 90 °С в системах с защитой от гидроударов.
PN-25 — изделия с рабочим давлением 25 бар используются в напорных теплосетях для транспортировки горячей воды и пара с температурой до 120 °С.

Рис. 4 Разновидности ПП труб
Технологический процесс сварки ПП
Сварка труб из полипропилена основана на способности данного типа пластика размягчаться при нагреве до определенной температуры, приобретая состояние, сходное с мягким пластилином. При плотном контакте двух расплавленных деталей происходит процесс взаимного проникновения (диффузии) материалов, в результате чего получается прочное соединение, по стойкости не уступающее целостной конструкции.
Существует два основных способа соединения полипропиленовых труб: стыковое и муфтовое. При первом варианте разогревают торцы деталей одновременно специальным дисковым паяльником, после чего соединяют их вместе, данная технология широко применяется при стыковке труб большого диаметра в промышленном строительстве.
При использовании в строительной отрасли для прокладки водопроводных и отопительных сетей полипропиленовых труб небольших диаметров (до 63 мм) стыковой метод абсолютно непригоден по следующим причинам:
- может быть реализована сварка полипропиленовых труб только одного диаметра;
- после стыковки внутри трубопровода образуется выпуклый шов, снижающий сечение проходного канала — это существенно повышает гидравлическое сопротивление трубопровода малого диаметра и снижает эффективность его использования, увеличивает вероятность засоров.
- соединение обладает меньшей прочностью, чем муфтовое.
Технология пайки с использованием муфт заключается в применении для стыковки труб переходной детали (отрезка обычной однослойной ПП трубы) с внутренним диаметром, соответствующим наружному соединяемых трубных отрезков. Для проведения работ специальным паяльником одновременно разогревают наружную поверхность трубы и внутреннюю переходной муфты, после чего детали быстро соединяют вручную. Аналогичную процедуру с нагреванием муфты и внешней трубной оболочки проводят со вторым стыкуемым отрезком. Понятно, что после вставки в муфту торцы обоих трубных отрезков почти соединяются встык без выпуклого шва, а если использовать переходник с разными диаметрами, то можно состыковывать трубопроводы любых размеров.

Рис. 5 Пайка пластиковых труб — технологический процесс
Инструмент для пайки полипропилена
Общепринятое техническое название данного типа инструмента — сварочный аппарат для пайки полипропиленовых труб, монтажники часто называют прибор утюгом для сварки.
Конструктивно аппарат состоит из следующих узлов и комплектующих:
Нагревательного элемента (ТЭНа), выполненного в виде плоской пластины с посадочными отверстиями, или стержня, в стандартном приборе имеются два ТЭНа, второй подключают при пайке труб больших размеров.
Корпуса с ручкой, на котором размещены две кнопки включения нагревательных элементов, два индикатора срабатывания (достижения ТЭНами заданной температуры) и регулятор со шкалой (иногда она дублируется диаметрами труб) для установки температурного режима, обычно температура паяльника не превышает 300 С. Решая, при какой температуре паять пластиковые трубы, опытные специалисты благодаря терморегулятору могут варьировать нагрев труб в широких пределах. К примеру, если стыковка происходит с некоторой задержкой, детали нагревают выше стандарта в 260 °С при соблюдении указанных в инструкции временных интервалов, а затем спаивают.
Комплекта насадок, применяемых при пайке полипропиленовых труб, их стандартные размеры 20, 25, 32, 40, 50, 63 мм, число в комплектации может варьироваться от 3 до 6 типоразмеров.

Рис. 6 Аппараты для сварки полипропиленовых труб
Различают две конструкции сварочных аппаратов:
- Мечевидной формы с плоским утюгом, агрегат имеет двустороннюю нагревательную платформу, в которой проделаны 3 сквозных отверстия. В них вставляется резьбовой болт и вкручиваются две насадки по разные стороны — гильза для разогрева наружной поверхности трубы меньшего диаметра и дорн для размягчения внутренней поверхности большей соединительной муфты.
- Стержневого типа, по внешнему виду напоминают женскую плойку для накручивания волос, на стержень может одновременно крепиться 3 насадки, выполненные в виде хомутов с фиксирующими болтами и имеющими гильзу и дорн для размягчения трубных ПП оболочек. Стержневые аппараты также оснащены двумя кнопками включения ТЭНов, светодиодными индикаторами режимов работы и терморегулятором.

Таблица пайки полипропиленовых труб и температура их нагрева
Одна из основных задач монтажника при проведении стыковочных работ — точно выдержать время сварки полипропиленовых труб. Отклонение от временных интервалов в ту или иную сторону, как правило, приведет к двум основным неприятностям:
- оболочки свариваемых труб недостаточно прогреются, в результате не произойдет диффузионное соединение и в процессе эксплуатации трубы расстыкуются – возникнет утечка воды и затопление помещения.
- Трубные оболочки перегреются и в месте стыка торцов образуется наплыв — это сузит проходной канал, увеличит гидравлическое сопротивление линии, приведет к финансовым потерям в индивидуальном водоснабжении или отоплении из-за плохой проводимости магистрали.
Читайте так же: Хомут приемной трубы 2121 1203043
Любому монтажнику при проведении работ полезна таблица температур для пайки полипропиленовых труб, указывающая время нагрева оболочек паяльным прибором. Необходимость таблицы связана с тем, что трубы больших диаметров имеют более высокие площадь нагреваемой поверхности, массу и объем, соответственно для их прогрева в сравнении с небольшими изделиями при одинаковой температуре требуется больше времени.
При составлении таблицы основным критерием служила определенная экспериментальным путем оптимальная температура сварки полипропиленовых труб, равная 260 °С.

Рис. 8 Таблица пайки полипропиленовых труб
Также в инструкции на любой сварочный аппарат присутствует таблица, в которой отражено время пайки полипропиленовых труб в состыкованном положении. Аналогично времени нагревания трубных оболочек, время удержания соединенных деталей вместе также возрастает с увеличением их диаметров.
При проведении работ по пайке полезно знать, при какой температуре паять пластиковые трубы, ведь состояние окружающей среды существенно влияет на скорость остывания соединяемых деталей, и если воздух слишком холоден, табличные данные будут указывать некорректные значения. При проведении монтажных работ допустимой нижней температурной границей является показатель -10 °С, а оптимальной считается температура окружающей среды в помещении или на улице от 0 до +25 °С.
Последний показатель, который полезно знать монтажнику во время пайки пластиковых труб — глубина нагрева полипропиленовых деталей. В принципе она задана гильзой и дорном, имеющими соответствующую длину, поэтому при полном погружении стыкуемых трубных отрезков в насадки правильные размерные параметры будут соблюдены автоматически.
Пайка труб из полипропилена — поэтапная инструкция
Одно из основных преимуществ соединения полипропиленовых труб пайкой — скорость проведения монтажных работ, процесс стыковки и готовности к дальнейшему монтажу труб наиболее распространенного диаметра в 25 мм занимает не более 15 секунд. Чтобы сделать работы без лишних временных затрат, ответственно проводят все подготовительные операции и далее монтируют трубопровод, строго придерживаясь технологического процесса проведения операций.

Рис. 9 Инструмент, с помощью которого сваривают ПП-трубы
1. Подготовка инструмента и комплектующих
Прежде чем паять полипропиленовые трубы, готовят комплектующие: трубные отрезки, тройники, угловые отводы, соединительные муфты, переходники с пластика на металл, вентильные запорные краны.
Для проведения работ понадобится паяльный утюг и комплект насадок, а также вспомогательный инструмент, некоторая часть которого входит в комплектацию прибора:
- Труборез, обычно для обрезки труб используют ножницы с предельно допустимым диаметром реза 40 мм, для больших размеров применяют более мощные ножницы или роликовые резаки.
- Рулетка для измерения размеров, маркер или карандаш для отметки длины на трубной оболочке.
- Перчатки для защиты рук от ожогов во время работы.
- Уровень для проверки горизонта при установке водорозеток.
- Отвертка или шестиганный ключ для фиксации насадок на нагревательном утюге.

Рис. 10 Основные этапы сварки ПП
2. Разметка и нарезка
Для удобства работы освобождают пространство посередине помещения и устанавливают стол на удобной высоте, все элементы раскладывают по периметру комнаты согласно схеме, после чего начинают их последовательную обрезку с пайкой. Если трубопровод проходит по периметру помещения, укладку начинают с торцевой стены — так удобнее проводить монтаж. Работы ведут в следующей последовательности:
- Отмеряют нужный отрезок трубы и ставят метку на ее поверхности маркером или карандашом, отступив от торца расстояние с учетом глубины нагрева.
- Обрезают трубу ножницами для полипропиленовых труб, стараясь точно выдержать угол под 90 градусов. Если инструмент остро заточен, то на внутренних стенках не будет заусенец и труба сохранит свою геометрию.
- Если труба на конце имеет небольшие неровности или заусеницы, то, в принципе, это не является большой проблемой, так как при нагреве трубы они все равно расплавятся.
Ни в коем случае не используйте различные фаскосниматели и зачистные инструменты при пайке неармированных труб, как пишут на многих сайтах, типа, для того, чтобы труба легче входила в нагревательную насадку паяльника. Если снять слой трубы, то при нагреве и соединении свариваемых частей, не будет достаточного количества расплавленного пластика для формирования правильного шва.

Рис. 11 Пайка ПП труб – основные этапы
3. Пайка
Для спайки полипропилена в основном используют паяльники с плоским утюгом, работы проводят в следующем порядке:
- Подсоединяют к аппарату две части насадки на винт с помощью шестигранного ключа, подключают его к сети и включают нагревательный элемент или оба ТЭНа нажатием клавиш.
- Выставляют терморегулятором необходимый температурный показатель, обычно ставится стандартная температура пайки полипропиленовых труб в 260 °С.
- После того, как индикатор поменяет свой цвет на зеленый, сигнализирующий о достижении ТЭНом заданной температуры нагрева, начинают пайку. Вначале лучше провести пробные работы на коротких обрезках труб, после определения оптимального времени выдержки (для этого используется таблица пайки полипропиленовых труб) приступают к сварке основного трубопровода.
- Наружные или внутренние поверхности соединяемых деталей помещают одновременно с двух сторон в нагревательные муфты, стараясь выдерживать строго горизонтальное положение деталей, для удержания короткой муфты используют перчатки, идущие в комплекте. По истечении определенного времени детали быстро извлекают из паяльника и соединяют друг другом в строго зафиксированном положении, стараясь удержать их на одной оси в течение положенного времени.
- По истечении времени остывания узел готов к дальнейшей эксплуатации — впаивания в муфту второго трубного отрезка.

Рис. 12 Шейвера для снятия наружного армирования ПП труб и пример их использования
Нюансы при пайке труб полипропилена
Пайка пропиленовых труб требует определенных навыков и опыта, при проведении работ неопытным монтажникам следует учитывать некоторые нюансы:
- Армированные внутренней алюминиевой оболочкой полипропиленовые трубы требуют чуть большего времени нагрева, которое можно определить экспериментальным путем, проводя опыты по стыковке коротких обрезков.
- ПП трубы, армированные алюминием, расположенным под тонкой наружной оболочкой полипропилена требуют подготовки к пайке, необходимо снять этот алюминиевый слой на глубину соединения с фитингом, чтобы фольга не мешала при пайке. Для этого используют специальное приспособление для зачистки — шейвер, выпускаемый в нескольких вариантах: ручной и под дрель. Если приходится заниматься монтажом армированных алюминием ПП труб в больших объемах, лучше приобрести насадку для дрели (шуруповерта) — снятие алюминиевого слоя при ее использовании происходит быстрее и с более высоким качеством, чем у перфораторной модели.
- Если алюминиевая армировка расположена посередине между внутренней и наружной трубными стенками, обычно опытные сварщики трубу не зачищают. Но, если опыта не достаточно, то рекомендуется использовать зачистки для внутренней армировки — торцеватели. Их конструкция отличается от шейверов, упомянутых выше, наличием ножа, вырезающего фольгу изнутри с торцевой части трубы.

Рис. 13 Последовательность пайки армированных сверху фольгой ПП-труб

Как заварить трубу с водой – несколько проверенных вариантов. Если столкнулись с проблемой протечки стальной трубы, а возможности отключить воду нет, то на нашем сайте есть отдельная статья, рассказывающая про варианты сварки трубы под давлением с водой.
При проведении работ монтажники с малым опытом часто совершают следующие ошибки:
- Не очищают трубную оболочку стыкуемых деталей от грязи — данная ошибка приводит к плохой диффузии полипропилена и дальнейшей разгерметизации соединения.
- Не выдерживают угол среза в 90 градусов. Ошибка приводит к тому, что при вставке трубных отрезков в нагревательные насадки они не до конца погружаются и при монтаже между их торцами образуется слишком большой зазор – это ослабляет соединение и приводит к накоплению грязи в образовавшейся канавке.
- Стыкуют трубы в муфте слишком плотно или недостаточно глубоко, в первом случае образуется внутренний вал на стыке, снижающий диаметр проходного канала. Если трубы в муфте размещены друг от друга на слишком большом расстоянии, образуется внутренняя канавка и ухудшаются прочностные характеристики соединения.
- Не соблюдают прямой угол при стыковке деталей. При отсутствии контрольного инструмента выдержать прямой угол, точнее соосность соединения, довольно сложно начинающему монтажнику, перекосы вредно сказываются на качестве стыков и затрудняют монтаж длинных участков в заранее вырезанные прямые штробы.
- Недогревают или перегревают детали. В первом случае диффузия будет недостаточна, соединение в дальнейшем расслоится и появится течь, при перегреве трубных оболочек внутри появится сужающее проходное отверстие наплавление.
- Вращают или корректируют положение деталей в процессе сваривания. Данное нарушение технологии приводит к дальнейшей разгерметизации соединения.
- Не соблюдают временные интервалы при пайке, стыковке. Отклонения от рекомендованных табличных значений приводят к дефектам в виде перегрева или недогрева трубных оболочек, их расслоению и соответственно к некачественному соединению деталей.

Рис. 14 Как не нужно сваривать полипропиленовые трубы
При проведении работ по монтажу полипропиленового трубопровода один из основных критериев качества — точное время и температура пайки, первый параметр задается табличными данными в инструкции на сварочный прибор. Оптимальная температура при сварке полипропиленовых труб принимается равной 260 °С, с учетом этих температурных параметров по таблицам определяют, сколько секунд необходимо удерживать детали в нагревательных муфтах, а также минимальное время их остывания после стыковки.
На чтение 9 мин Просмотров 7.1к. Опубликовано 24.08.2021
Важным этапом строительства и ремонта является монтаж канализации и водопроводов. Сборка разводки с помощью полипропиленовых труб значительно упрощает и ускоряет этот процесс.
Прочитав эту статью Вы узнаете, как правильно выбрать трубы для монтажа, какая температура нужна при пайке полипропиленовых систем, время пайки, какие инструменты нужны. Выполнив все рекомендации, Вы получите качественные и долговечные соединения и сможете самостоятельно собрать водопровод.
Содержание
- Пайка полипропиленовых труб
- Что нужно знать о полипропиленовых трубах
- Процесс пайки ПП
- Как правильно паять полипропиленовые трубы (видео)
- Таблица пайки и температура их нагрева
- Как выбрать качественную полипропиленовую трубу
- Топ лучших производителей пп систем
- Подробная инструкция по монтажу
- Подготовка специальных инструментов
- Разметка и нарезка труб
- Соединение элементов и нагрев
- Ошибки при выполнении пайки
Пайка полипропиленовых труб

С момента появления на рынке полипропиленовых конструкций, многие мастера вздохнули с облегчением. Пайка ПП, оказалась на порядок быстрее и надежнее чем сварка металла. Собрать водопровод или отопление стало возможным за один день.
Это привело к тому, что многие «мастера» начали этим заниматься. Из-за незнания всех важных особенностей пайки, часто получались не качественные соединения.
Для того чтобы водопровод или отопление прослужили долго и не приносили хлопот, необходимо соблюдать все технологические процессы во время пайки. Учитывать температуру нагрева, время сварки, правильно выбрать тип систем.
Что нужно знать о полипропиленовых трубах

Сегодня производителями выпускаются трубы различного диаметра, цвета, которые отличаются характеристиками. На что сразу необходимо обратить внимание при покупке — это цвет полос. Для монтажа водопровода используется трубы с синей полоской, с красной применяются для отопления и подачи горячей воды.
Может Вам будет интересна статья «Как правильно подключить УЗО: схемы, варианты подключения к однофазной и трехфазной сети» Перейти>>
Большой выбор диаметра – от 16 до 110 мм, позволяет собирать различные варианты систем водоснабжения и отопления. Для дома и квартир используются образцы от 20 до 32 мм.
При выборе ПП системы для монтажа и пайки, необходимо ориентироваться на маркировку указанную производителем.

Ниже приведена таблица диаметра и толщины в зависимости от маркировки.
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
| PN — 10 | PN — 16 | PN -20 | PN -25 | |||||
| D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | |
| 16 | — | — | 11,6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4,4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5,8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79,6 | 15,1 | 73,2 | 18,4 | — | — |
Производят четыре типа полипропиленовых систем:
- PN-10. Используются при монтаже водопровода. Реже для обустройства теплого пола, с температурой теплоносителя не более 45 градусов. Номинальное давление — 10 Атм.
- PN-16. Можно применить при обустройстве холодного и горячего водоснабжения. Максимальная температура воды – 60 градусов. Номинальное давление — 16 Атм.
- PN-20. Может использоваться для монтажа автономного отопления. Максимальная температура теплоносителя – 90 градусов. Номинальное давление — 20 Атм.
- PN-25. Применяется для обустройства централизованного водопровода и отопления. Максимальная температура теплоносителя – 95 градусов. Номинальное давление — 25 Атм.
Для монтажа бытового водопровода и отопления рекомендуется использовать ПП марки PN-20.
Процесс пайки ПП
Процесс пайки полипропиленовых систем не является сложным. Сварка или пайка происходит между трубой и различными фитингами (угол, муфта, тройник). С помощью специального паяльника нагревается фитинг изнутри и наружная часть трубы.

В процессе нагрева образуется участок оплавленного пластика. Прогреваются детали одновременно, и одинаковое количество времени. Затем снимаются с паяльника и стыкуются.
Может Вам будет интересна статья «Канализация для частного дома: этапы строительства, какой септик выбрать» Перейти>>
Соединить детали нужно быстро, в течение нескольких секунд. Иначе полимер твердеет и что-либо исправить невозможно.
Как правильно паять полипропиленовые трубы (видео)
Таблица пайки и температура их нагрева
Качество пайки зависит от температуры и времени нагрева. Очень важно соблюдать необходимые температурные параметры. Плохо влияет на качество соединения, как перегрев, так и недостаточное нагревание.
- Перегрев ведет к деформации, уменьшению проходимости.
- Не достаточное нагревание ослабляет соединение, что может привести к образованию течи.
Перед Вами таблица температур и времени пайки полипропиленовых труб:
| Диаметр трубы, mm | Время нагрева, с | Время сварки, с | Время охлаждения, мин | Глубина плавления, mm |
| 16 | 5 | 4 | 3 | 13 |
| 20 | 5 | 4 | 3 | 14 |
| 25 | 7 | 4 | 3 | 15 |
| 32 | 8 | 4 | 4 | 17 |
| 40 | 12 | 6 | 4 | 20 |
| 50 | 18 | 6 | 5 | 23 |
| 63 | 24 | 6 | 6 | 26 |
| 75 | 30 | 8 | 8 | 28 |
| 90 | 40 | 8 | 8 | 33 |
| 110 | 50 | 10 | 10 | 39 |
Температура пайки полипропиленовых систем для всех диаметров одинакова и ровна примерно 260°С.
Следующий важный температурный параметр для получения качественной пайки – это температура окружающей среды. Рекомендуется выполнять соединение при температуре от 0° до 25°С.
При температуре воздуха ниже 5 °С необходимо увеличить время нагрева в полтора раза.
Еще одно значение, которое необходимо знать при сварке — это глубина плавления. При монтаже, выполняя замеры, проще измерить длину от фитинга до фитинга. Например, между двумя углами расстояние 110 мм, то необходимо отрезать трубу длинной – 110 мм + 2*14 мм, получим длину 138 мм.
Таблица глубины плавления ПП:
| Диаметр трубы, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Глубина плавления, mm | 13 | 14 | 15 | 17 | 20 | 23 | 26 | 28 | 33 | 39 |
Как выбрать качественную полипропиленовую трубу
Если вы решили произвести монтаж водопровода или отопления полипропиленовыми трубами, то важным этапом является правильный выбор. Когда есть знакомые мастера, то лучше спросить у них совета, что лучше выбрать и где купить.
Может Вам будет интересна статья «Установка унитаза своими руками: пошаговая инструкция подключения» Перейти>>
Или изучить имеющийся ассортимент продукции на сайте производителя. При покупке в магазине, обращайте внимание на цвет, название фирмы, эмблемы, расположение маркировки. Если найдете несоответствие, то это подделка.
Трубы и фитинги имеют ровные поверхности. Отсутствуют наплывы и впадины. Толщина стенок должна быть одинакова.
Не покупайте фитинги и полипропиленовые трубы разных фирм!
Топ лучших производителей пп систем
Перед вами рейтинг производителей полипропиленовых систем 2021 составленный, по отзывам специалистов. По их мнению, эта продукция является лучшей по качеству и надежности.
Российские торговые марки.

Зарубежные бренды.

Подробная инструкция по монтажу
Очень важно при пайке ПП для водопровода или отопления заранее просчитать все этапы монтажа. Выполнить точные измерения, последовательность сварки.
Процесс пайки происходит очень быстро, и если, допущена ошибка, то исправить ее можно только демонтажем всего неправильного участка.
Рассмотрим все этапы подробнее.
Подготовка специальных инструментов
Специальным инструментом для сварки является паяльник или «утюг». Если Вы находитесь на этапе строительства нового дома, то имеет смысл купить себе такой инструмент. Рекомендуется выбирать ручной паяльник в комплект, которого входят насадки покрытые тефлоном. Для домашнего использования достаточно набора с насадками до 40 мм.

Паяльник находится в удобном кейсе. В комплект для бытового пользования входят:
- насадки для пайки пп, диаметром от 16 до 40 мм;
- подставка для паяльника;
- ножницы, для нарезки ПП;
- рулетка.
Если Вы собираетесь воспользоваться им один раз, то можно попросить у друзей или арендовать паяльник на время.
Также понадобятся:
- строительный уровень;
- перфоратор или ударная дрель, для монтажа пластиковых кронштейнов;
- карандаш или маркер.
Разметка и нарезка труб

До начала пайки необходимо выполнить нарезку труб. Для точного измерения отрезков найдите расстояние между фитингами и добавляйте глубину пайки с двух сторон. Удобно все измерения выполнять с помощником.
Для муфты добавлять длину не нужно.
Выполните нарезку, подготовьте все необходимые элементы и сложите схему. Отметьте маркером положение углов, тройников в схеме. При сварке, можно случайно изменить положение и соединить дальше по схеме не удастся.
Если это произошло, то необходимо отрезать трубу в любом месте и соединить их муфтой. Поэтому при покупке пп системы муфты необходимо покупать с запасом.
Детально продумывайте последовательность пайки элементов.
Зачищаем края деталей. Они должны быть ровно отрезанными, чистыми, сухими. При креплении на стену, заранее крепятся кронштейны нужного диаметра. Если монтаж подразумевает размещение нескольких параллельно идущих трубопроводов, то лучше приобрести кронштейн с зацепом друг к другу.

Соединение элементов и нагрев
Когда все подготовлено, можно приступать к пайке всех элементов. Установите паяльник на специальную подставку. Закрепите насадку нужного диаметра. Если их необходимо несколько, в начале крепим насадки меньшего диаметра, затем большего. Установите температуру +260 °С и включите его.
Начинайте паять строго по составленной схеме и последовательности.
После достижения нужной температуры, сработает реле и питание отключится. Не надо его отключать от сети, температура будет поддерживаться автоматически.

Для сварки двух элементов одновременно нагреваем их с помощью паяльника. Отсчитываем время согласно диаметру элементов. По истечении времени быстро вынимаем детали и соединяем их вместе. На поправку положения есть несколько секунд. Поэтому очень важно заранее отметить положение элементов.
Как только выбрали правильное положение, зафиксируйте его на несколько секунд, этого будет достаточно, чтоб узел не поменял своего положения. После остывания получится прочное, герметичное соединение.
Может Вам будет интересна статья «Дефлектор вентиляционный: 7 популярных моделей» Перейти>>
Последовательно свариваем все узлы строго по составленной схеме. Крепим трубы на стене с помощью кронштейнов.
Ошибки при выполнении пайки
О некоторых ошибках, которые допускают не опытные мастера, мы уже говорили. Вспомним их и дополним этот список еще несколькими распространёнными ошибками, встречающиеся при пайке.

- Перегрев. Приводит к деформации элементов при пайке и уменьшению канала. Образуются наплывы, из-за которых засоряется трубопровод.
- Недостаточное нагревание приводит к неплотному соединению и появлению течи. Строго соблюдайте время пайки.
- Медленно выполняется процесс пайки, в результате пайка не выполняется на нужную глубину. Необходимо соблюдать временные интервалы, указанные в таблице.
- Не достаточное усилие, также может повлиять на не большую глубину спайки. В результате соединение будет не герметичным и даст течь. Отмечайте маркером нужную длину входа.
- Слишком большое усилие прикладывать тоже не нужно. Глубина входа будет слишком велика, что приведет к сужению канала и плохой проходимости.
- Используйте при сварке те фитинги, которые не уменьшают диаметр при пайке. Например «накидная гайка» уменьшает канал. Лучше использовать «американку», она дороже, но эффективнее.
- Используйте при пайке водопровода или отопления системы одной фирмы, не допускайте смешивания.
- Используйте полипропиленовые системы согласно маркировке. Не стоит экономить и монтировать отопление, используя ПП для холодной воды.
- Также не стоит экономить при покупке ПП систем, выбирайте проверенные фирменные магазины, в которых Вам могут дать гарантию качества.
Надеемся, Вы нашли ответы на свои вопросы. Если не, то оставьте комментарий, мы постараемся Вам помочь.
Если статья Вам оказалась интересной и полезной, поделитесь с ней со своими друзьями в социальных сетях.
 Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Содержание
- 1 Общее влияние температуры при стыковочных работах
- 2 Как сваривать полипропиленовые трубы вручную
- 3 Нюансы выдержки нужного теплового режима
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.

При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.

На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.

На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.

Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:

Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.
Похожие статьи: