Полипропиленовые трубы вошли в нашу жизнь в качестве дешевого и универсального строительного материала. Существует много способов их соединения, но один из самых надежных, практичных и удобных – пайка. Для выполнения качественной работы необходимо знать некоторые тонкости и хитрости, о которых и пойдет речь в статье.
Типы труб

Многие упускают этот момент, а зря. Качество и возможность соединения труб путем пайки напрямую зависит от их типа. Вот несколько самых важных пунктов:
-
Диаметр трубы.
-
Толщина стенки. От нее зависит время нагрева трубы. Чем толще стенка, тем дольше придется нагревать трубу или большую температуру ставить.
-
Внешнее или внутреннее армирование. Это крайне важный этап, о котором многие умалчивают. Некоторые трубы для увеличения прочности усиливаются металлом. Данная защита может располагаться как внутри трубы, так и снаружи. При работе с такими трубами существуют тонкости, которые стоит учитывать.
Также смотрите таблицу соответствия маркировок сфере применения.
|
Маркировка |
Сфера применения и особенности |
||
|
PN 10 |
Для подачи холодной воды, в системах теплых полов с подогревом до 450С. Имеет тонкие стенки. |
||
|
PN 16 |
Используется на водопроводах с высоким давлением и на отопительных магистралях с пониженным давлением. |
||
|
PN 20 |
Труба универсального назначения. Подача воды с температурой не выше 850С |
||
|
PN 25 |
Горячее водоснабжение, отопление. Подача воды до 950С. Армирована фольгой. |
Трубы последнего типа используют для подключения пластиковых трубопроводов к металлическим.
Типы соединения полипропиленовых труб

При нагревании полипропилена происходит взаимная диффузия – смешивание частиц. Что характерно, при остывании обратной реакции не происходит, деталь становится монолитной. Это качество и используется при соединении двух труб. Рассмотрим, какими способами достигается результат.
Муфтовая сварка
Данный принцип наиболее популярен за счет своей простоты и доступности. Для соединения труб одинакового диаметра используется специальная деталь – муфта. Её внутренний диаметр чуть меньше, чем внешний свариваемых труб.
Сварка происходит за счет нагрева и расплавления внешней поверхности трубы и внутренней поверхности муфты. Затем трубу вставляют в муфту, операцию повторяют с другой её частью, и соединение готово.
Стыковая сварка
Этот принцип применяется на производстве. Для соединения труб с одинаковым диаметром их бортики расплавляют, а затем соединяют в стык. Метод сложен тем, что необходимо обеспечить идеально-точную соосность, что невозможно в домашних условиях.
Еще одним недостатком является малая прочность полученного соединения, поэтому стыковая сварка не получила особого распространения среди мастеров.
Холодная сварка
Холодная сварка (с помощью клея) – еще разновидность соединения. На трубу наносится специальный клей, в составе которого имеется сильный растворитель. Он размягчает поверхности труб и их можно вставить друг в друга.
Большим недостатком данного метода является малая прочность и герметичность полученного соединения. Также минусом является длительность высыхания – сутки и более. В этом холодная сварка проигрывает термической.
В домашних условиях целесообразно использовать соединение с помощью муфт. Этот метод и рассмотрим подробнее.
Необходимые инструменты

Перед началом работ важно подготовить все необходимы инструменты. Вот, что вам понадобится:
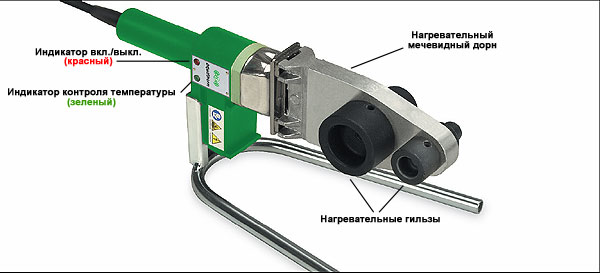
Сварочный аппарат – представляет собой нагревательный элемент с насадками для разных диаметров труб. Некоторые модели имеют термостат для поддержания заданной температуры, работать с таки устройствами гораздо проще.
Обратите внимание на количество отверстий под насадки. Оптимально – 2-3 шт. Так вы ускорите процесс сварки труб разного диаметра.
Если вы не планируете в дальнейшем использовать это устройство, то существует много сервисов, где сварочный аппарат можно арендовать на время ремонта. Поэтому покупать его не придется.
Ножницы. Можно резать трубу ножовкой, пилой или даже болгаркой, но качество полученной поверхности будет неудовлетворительным. Гораздо удобнее и практичнее приобрести специальные ножницы для этих целей.
Перчатки для защиты рук – выбирайте толстые, плохо проводящие тепло. Это защитит вас от ожога.
Шейвер. Приспособление убирает внешний алюминиевый слой при работе с армированными трубами. Инструмент может и не пригодиться, зависит от вида материала
Торцеватель. Устройство предназначено для удаления части внутреннего армирования. Это необходимо, чтобы избежать попадания воды между слоями трубы.
Средство для обезжиривания. Необходимо для очистки трубы от загрязнений и жира. Можно применять этиловый или изопропиловый спирт. Использовать ацетон не рекомендуется, он может размягчать поливинилхлорид.
Проведение работ

Перед проведением работ необходимо подготовьте рабочую поверхность – отмерьте и отрежьте трубы, снимите фольгированное армирование, очистьте трубу от грязи и обезжирьте. Далее придерживайтесь нашей инструкции.
-
Соберите паяльник, нагрейте его до 2700С.
-
Наденьте трубу на металлическую муфту, а соединяющую деталь – на дорн паяльника. При этом пластик нагреется и станет мягким.
-
Снимите соединяющую деталь и трубу с нагревателя.
-
Не теряя времени соедините элементы друг с другом, прилагая незначительное усилие.
-
Следите, чтобы была соблюдена соосность и не допускайте искривлений.
В большинстве случаев диаметр трубы больше диаметра муфты или фитинга. При нагревании и последующем соединении образуется валик из расплавленного полипропилена, который и закрывает швы.
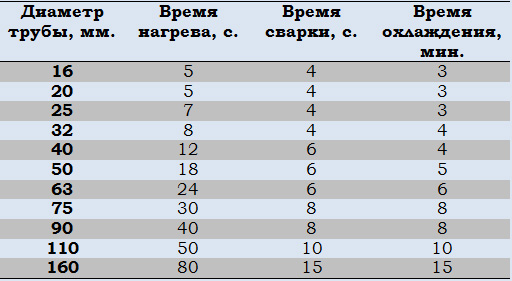
Старайтесь не передержать детали на нагревательных элементах паяльника. Оптимальное время для различных этапов монтажа указано в таблице.
|
Диаметр (мм) |
16 |
20 |
25 |
32 |
40 |
50 |
63 |
|
Нагревание (с) |
5 |
5 |
7 |
8 |
12 |
12 |
24 |
|
Перестановка (с) |
4 |
4 |
4 |
6 |
6 |
6 |
8 |
|
Скрепление (с) |
6 |
6 |
10 |
10 |
20 |
20 |
30 |
|
Время полного остывания (мин) |
2 |
2 |
2 |
4 |
4 |
4 |
6 |
При работе учитывайте следующие моменты:
-
Если деталь невозможно одеть на насадку – повысьте температуру на 5-150С.
-
При работе на открытом воздухе в мороз увеличьте время нагрева.
-
Не допускайте проворачивания деталей относительно друг друга.
Правильный и качественный шов не оплывает внутрь, если у вас это случилось – уменьшите время нагрева. Если же детали не налезли друг на друга – значит, вы недостаточно их нагрели. Необходимо увеличить время нагрева.
Заключительные советы

Вот несколько полезных советов, которые помогут вам в работе:
-
Проводите работы только в проветриваемых помещениях. Он нагрева пластик выделяет вещества, если ими дышать, то у вас может заболеть голова.
-
Нарисуете план будущей конструкции, это облегчит дальнейшую работу.
-
Не забывайте тщательно очищать свариваемые поверхности.
-
Полностью удаляйте металлическое усиление в месте пайки. Даже маленький кусочек на месте шва может стать причиной его повреждения.
-
После того, как сварочный аппарат нагреется до нужной температуры – отключите одну спираль. Эта нехитрая мера поможет продлить срок службы устройства.
Старайтесь не проводить пайку полипропиленовых труб в спешке. Четырех-шести секунд вполне достаточно, чтобы спокойно снять детали с нагревательных элементов и совместить их согласно инструкции.
Пайка пропиленовых труб своими руками — пошаговое руководство с описанием для начинающих, как правильно паять пластиковые трубы
Полипропиленовые трубы – доступный, недорогой, современный материал используемый в построении инженерных сетей на предприятиях различных сфер народного хозяйства, в промышленном и гражданском строительстве.

Материал снискал высокую популярность в связи с надёжностью, прочностью, химической стойкостью, возможностью работы с различными средами в широком диапазоне температур.

В бытовой сфере полипропиленовые трубы используются для монтажа систем:
- Холодного водоснабжения;
- Горячего водоснабжения;
- Канализации;
- Отопления;
- Вентиляции.

Главным достоинством материала является простота его монтажа. Для самостоятельного выполнения работ по построению трубопровода требуются базовые теоретические знания:
- О номенклатуре существующих видов труб и фасонных элементов к ним;
- О видах и правилах использования специальных инструментов и оснастки;
- О технологии монтажа.

Инструменты и оснастка, применяемые для монтажа бытовых инженерных сетей из полипропиленовых труб, легко доступны и недороги, их использование не требует опыта, а дешевизна материалов позволяет приловчиться к работе с полипропиленом до выполнения работ.

Технология пайки или сварки полипропиленовых труб применяется для конструирования водопроводов холодного и горячего водоснабжения и отопления.
Для построения канализационных и вентиляционных сетей трубы соединяются раструбным методом без применения нагревательных приборов.

Виды полипропиленовых труб
Полипропиленовые трубы различаются по типу использованного для их производства полипропилена, диаметру, рабочему давлению, цвету, армированию.
Виды пластика
Для производства полипропиленовых труб используются несколько видов пластика:
- Гомополимер пропилена, маркируется аббревиатурой PP-H;
- Сополимер пропилена – PP-B;
- Статический или рандом сополимер с этиленом – PP-R или PP-RC.

Последний является наиболее современным видом сырья. Обладает наилучшими показателями эластичности и вязкости, химически устойчив, стабилен при температурах от -10 °C до +90 °C и выдерживает кратковременное воздействие среды с температурой до 110 °C. Не подвержен разрушению в случае замерзания жидкости внутри трубы.

Диаметр
Диаметр пластиковых труб измеряется по внешней стороне. Производители выпускают трубы различных диаметров для самых разных потребностей и сфер применения.
- Трубы диаметром выше 60 миллиметров в бытовой сфере не применяются.
- Их сварка производится стыковым методом с применением специального оборудования, которое помимо сварки обеспечивает также и соосность свариваемых участков трубопровода.
- Такое оборудование весьма дорогостоящее, требует специальной подготовки оператора.

Наиболее часто в быту используются трубы диаметром от 16 до 32 миллиметров.

Рабочее давление
Рабочее давление полипропиленовой трубы зависит от температуры рабочий среды, толщины стенок и наличия армирующего слоя.

Чтобы узнать на какое рабочее давление рассчитана труба, следует разобраться с маркировкой:
- PN10 – трубы, рассчитанные на использование в сетях холодного водоснабжения с рабочим давлением до 1,0 МПа или 9,87 атмосферы;
- PN16 – трубы, применяемые для построения сетей холодного и горячего водоснабжения с давлением транспортируемой среды до 1,6 МПа или 15,79 атмосферы;
- PN20 – трубы, способные выдержать давление до 2,0 МПа или 19,74 атмосферы. Наиболее часто используются для разводки сети холодного водоснабжения внутри жилого помещения ввиду оптимального соотношения рабочих характеристик, габаритов и стоимости;
- PN25 – трубы с армирующей прослойкой, предназначенные для построения сетей горячего водоснабжения и отопления. Имеют низкий коэффициент теплового расширения. Способны выдержать давление до 2,5 МПа или 24,67 атмосферы.

Цвет
Все трубы, изготовленные из полипропилена, содержат в своём составе красители. Полипропилен как сырьё производится в виде бесцветных гранул, и труба без красителя выглядела бы как моток прозрачной клейкой ленты.

Соответственно, цвет трубы на её рабочие характеристики никак не влияет, но может выбираться исходя из личных предпочтений или с целью маркирования и различения, смонтированных в непосредственной близости различных инженерных систем.

Армирование
По виду армирования трубы различаются на:
- Не армированные;
- Армированные алюминиевой фольгой;
- Армированные базальтом;
- Армированные стекловолокном.

Трубы без армирования для построения сетей горячего водоснабжения и отопления не применяются в связи с высоким коэффициентом температурного расширения полипропилена, который усложняет проектирование, требует установки специальных компенсаторов. Широко применяются для холодного водоснабжения.

Трубы, армированные алюминиевой фольгой, являются устаревшими и постепенно выходят из употребления. Такие трубы перед пайкой требуют торцевой зачистки армирующего слоя специальным инструментом, подвержены расслоению.

Трубы, армированные базальтом или стекловолокном, имеют схожие рабочие характеристики, низкий коэффициент теплового расширения. Широко применяются для конструирования сетей отопления и горячего водоснабжения. Их стоимость ненамного выше труб аналогичного диаметра без армирования.

Фасонные элементы производятся без армирования и подходят для использования в конструкции любых инженерных сетей.

Инструменты, оснастка и реактивы
Для пайки полипропилена необходимы:
- Сварочный аппарат для полипропилена – основной рабочий инструмент. Бывают нескольких видов: стыковые, которые используются для сварки труб большого диаметра и раструбные, подходящие для бытовых потребителей. Раструбные бывают с дисковым, цилиндрическим и мечевидным нагревательным элементом. Первые два типа чаще используются профессионалами, а аппараты для раструбной сварки с мечевидным нагревательным элементом являются наиболее распространёнными и имеют самую низкую стоимость. Ресурса самого дешевого сварочного аппарата будет достаточно для монтажа, ремонта или замены домашних инженерных систем;
- Ножницы для полипропиленовых труб – предназначены для раскроя трубы на необходимые по проекту фрагменты. Должны резать строго перпендикулярно;
- Швейер – специальный инструмент для удаления алюминиевого армирующего слоя;
- Линейка или рулетка;
- Разметочные инструменты – подойдёт обычный чернографитный карандаш;
- Хозяйственный нож;
- Ветошь, не оставляющая ворса;
- Хозяйственные перчатки, позволяющие защитить руки от воздействия высоких температур;
- Респиратор для защиты органов дыхания от паров расплавленного полипропилена;
- Этиловый спирт или уайт-спирит;
- Парные насадки для паяльника – дорны и гильзы соответствующего диаметра.
Технология пайки
Прежде всего стоит приготовить рабочее место. Сварка пластиковых труб требует чистого рабочего пространства, без грязи и пыли. Следует подготовить все необходимые рабочие инструменты, так, чтобы они были под рукой.

Дешевые сварочные аппараты комплектуются подставкой из листового металла, которая не способна выдержать усилие от нажатия или толчка и обязательно будет двигаться, либо опрокидываться в процессе работы.

Если выбор пал на недорогой паяльник, рекомендуется его подставку закрепить на доске, которую снизу можно подбить брусьями, чтобы получился небольшой, но массивный столик.

Перед началом работ следует закрепить на нагревательном элементе паяльника гильзу и дорн соответствующего диаметра и закрепить их болтом. Некоторые сварочные аппараты позволяют работать сразу с двумя парами паяльных насадок.

Когда всё подготовлено, можно подключить прибор к сети электропитания. Необходимо удостовериться, что цепи питания устройства целые, на это указывает один из индикаторов устройства. Второй индикатор, как правило, сигнализирует о том, что рабочая температура достигнута.
- Температура сварки полипропилена составляет 260 °C. Чтобы проверить температуру нагревательного элемента, можно воспользоваться мультиметром с термопарой.
- Полный прогрев паяльника происходит за 10-15 минут. На большинстве моделей сварочных аппаратов есть функция регулировки температуры, даже на самых дешёвых – это позволяет отрегулировать нагрев в зависимости от температуры окружающей среды.

Очень важно, чтобы температура была максимальна близка к 260 °C, поскольку превышение температуры приведет к перегреву материала и утрате им ряда своих свойств, а недостаточный нагрев ухудшит диффузию материалов трубы и фитинга.

Сама технология пайки чрезвычайно проста и универсальна для труб любого диаметра, к которому применим метод муфтовой сварки.

Все участки трубопровода соединяются между собой фасонными элементами. Чтобы сварить трубу с фитингом следует (на примере труб и фитингов диаметром 20 миллиметров – D20):
- Сделать на трубе отметку карандашом на расстоянии 14 миллиметров от края – на это расстояние трубу необходимо вставить в фасонный элемент D20. Эту информацию можно уточнить в технической документации к полипропиленовым трубам и фитингам, которая доступна на сайтах производителей.
- Выбрать правильную ориентацию трубы и фитинга и сделать на них отметки, которые помогут правильно состыковать детали после разогрева. Вторую метку на трубе следует делать за отметкой, выполненной на первом этапе, чтобы она была видна после соединения деталей.
- Если труба армирована алюминием, следует удалить армирующий слой с помощью швейера. Базальтовое или стекловолоконное армирование удалять нет необходимости.
- Обезжирить места соединения и очистить их от пыли и грязи. Для этого смочить ветошь в этиловом спирте или уайт-спирите и обработать ей конец трубы и внутреннюю часть фитинга, подлежащих соединению.
- Одновременно ввести трубу в гильзу сварочного аппарата на глубину до отметки, а фитинг надеть до упора на дорн.
- Нагревать детали 5-8 секунд. Если в помещении холодно, время нагрева можно увеличить до 7-10 секунд – это должно быть указано в инструкции к сварочному аппарату и технической документации к материалам. Для труб большего и меньшего диаметра время нагрева больше или меньше, соответственно. Чтобы точно установить требуемую длительность нагрева, следует обратиться к технической документации производителя материалов или инструкции к сварочному аппарату.
- Снять фитинг с дорна и вытащить трубу из гильзы, сориентировать детали между собой по меткам, после чего вставить трубу в раструб фитинга на глубину 14 миллиметров таким образом, чтобы оси трубы и раструбной части фитинга совпадали. Сделать это нужно очень быстро, не более, чем за 4 секунды. Вставлять трубу в фитинг необходимо строго до метки, иначе просвет трубы будет заужен. Если ввести в фитинг меньший кусок трубы – соединение будет ненадёжным. Запрещается проворачивать фитинг относительно трубы – это грубейшее нарушение технологии. Если технология всё же была нарушена, это соединение следует срезать, нарастить трубу с помощью муфты и повторить сварку испорченного узла, используя новый фитинг.
- После стыковки трубы и фитинга их необходимо выдержать в неподвижном состоянии на протяжении 5-6 секунд, можно немного больше. Полное остывание происходит за несколько минут. Свидетельством надёжного шва является полипропиленовый валик у раструба фитинга, который должен быть примерно одинаковой толщины по всей окружности трубы и плотно прилегать к фитингу.

Как бы то ни было до проведения «чистового» монтажа рекомендуется приобрести несколько полипропиленовых труб и муфт и потренироваться в их сварке.

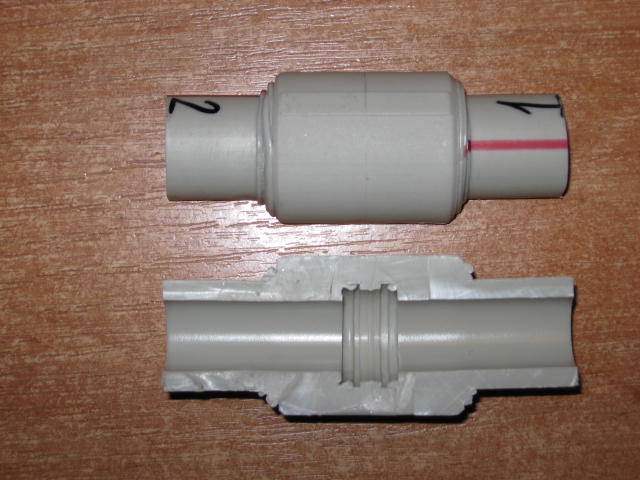
Полученные соединения можно разрезать и посмотреть всё ли выполнено правильно: Материал в месте сварного соединения должен быть однородным, без каверн, просвет трубы не должен быть сужен, труба должна входить в фитинг на всю глубину раструба.

Если трубопровод сконструирован с соблюдением всех правил монтажа и технологии сварки, он безаварийно прослужит долгие годы, а полученные в ходе работ знания и навыки помогут, в случае необходимости, внести в него конструкционные изменения без привлечения специалистов и неоправданных затрат.

Фото пайка пропиленовых труб своими руками







































Как правильно паять полипропиленовые трубы
Детали нагреваются до 260 °C и связываются так сильно, что место соединения оказывается прочнее, чем сама труба.

1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
Подержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
Определить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Читайте также 🛠🏠
- Как подключить стиральную машину к водопроводу, канализации и электросети
- Как устранить засор без помощи специалиста
- Как выбрать тёплый пол и правильно его смонтировать
- Как установить унитаз своими руками
- Как установить водонагреватель своими руками
Наверняка для вас не будет секретом, что современный качественный ремонт с заменой системы отопления или водопровода не представляется без использования полипропиленовых, т.е. пластиковых изделий. Этот материал стремительно появился на рынке строительных материалов, совершил переворот в системе водоснабжения и прочно занял позиции в лидерах. В этой статье поговорим о том, как происходит пайка полипропиленовых труб своими руками и как сэкономить на вызове специалистов. Это своего рода инструкция по проведению работы.

Достоинства материала
В жизни современного человека пластик используется практически во всех сферах его жизнедеятельности. Они стали просто незаменимыми комплектующими при ремонте и строительстве любого масштаба: для отопления, водопровода, канализации и т.д. Все потому, что подобные трубы для инженерных сетей обладают перед другими материалами неоспоримыми преимуществами:
- Не подвергаются коррозии;
- Обладают высокой стойкостью к химическим веществам;
- Отличная устойчивость к различному типу микроорганизмов;
- Обладают низкую звуко- и теплопроводность;
- Легкие, что обеспечивает простую транспортировку;
- Экологически чисты;
- Не сложный монтаж;
- Могут быть проложены как открытым, так и скрытым способом;
- Высокий срок службы – при правильной эксплуатации до 50 лет службы.
Далее ответим на вопрос при какой температуре паять полипропиленовые трубы.
Обращаем внимание! Оптимальный режим работы при котором должна проводиться пайка полипропиленовых труб своими руками: рабочее давление до 15 бар при температуре 0-10°С и до 2 бар при высокой температуре до 95°С.
Именно благодаря своим экологическим свойствам полипропилен широко используется в водоснабжении дома и его отоплении. Широкий выбор фитингов с различного рода хромированными или латунными вставками дает возможность использовать их с уже имеющимися частями инженерных сооружений или предметами сантехники.
Необходимое оборудование
Рассмотрим, как паять полипропиленовые трубы своими руками. Для обустройства магистралей отопления или водоснабжения применяются изделия, имеющие наружный диаметр 16-63 мм. Для их соединения используется раструбная или, как она еще называется, муфтовая сварка. Для того, чтобы спаивать вам понадобится следующее:
1. Паяльник, имеющий набор насадок с разным диаметром. Ну, а как же выбрать соответствующий паяльник, чтобы он был качественным и позволял осуществлять быстрый монтаж. Выбор инструмента сейчас действительно велик, как и их ценовая политика. Ссылка на правила выбора будет после статьи.
- Ведущую роль играет мощность инструмента. Если вы планируете пользоваться им в домашних условиях, чтобы спаивать диаметры 16-63 мм, то вам будет достаточно 1200 Вт. Если же вам предстоит пайка полипропиленовых труб в труднодоступных местах и на профессиональном уровне, то потребуется 1800 Вт и более. Но, сразу скажем, что начинающему монтажнику подобные профессиональные устройства дома будут вовсе не обязательны.
- Имеющиеся в комплекте насадки выступают в роли нагревательных элементов. Они состоят из гильзы, которая оплавляет наружную часть изделий и дорна, который плавит внутреннюю часть раструба соединительной части. У насадок обязательно должно быть антипригарное тефлоновое покрытие. Чаще всего в комплекте паяльника имеется 6 насадок, имеющих разный диаметр.
- Наиболее удобным будет паяльник, который позволяет устанавливать на себе не одну, а три насадки. Подобная конструкция обеспечивает серьезную экономию во времени, т.к. вы будете тратить его значительно меньше в процессе замены насадки одного размера на другой. Ведь не забывайте, что для замены насадки будет нужно остудить ее, заменить, а после этого его снова греть.
- Паяльник, который позволяет профессионально спаивать изделия, обычно имеет электронную регулировку температуры. Он позволяет с точностью 1-5°С контролировать нагрев. Конечно же, можно обходиться и без этой регулировки, а просто купить градусник для замеров температуры рабочей части.
Обращаем внимание! Когда вы будете работать, то должна соблюдаться температура пайки полипропиленовых труб. Важно не превышать рабочую температуру насадки в 260°С, при которой можно спаивать полипропилен. Уже при 270°С пластик будет терять свою устойчивость, будет чересчур липнуть, а не станет заходить в фитинг. А вот при недогретой рабочей части полипропилен не достигнет нужной вязкости и в итоге не произойдет необходимая диффузия материала. Следствием будет ненадежное соединение.
2. Следующим инструментом, который потребуется, когда вы решите разобраться, как правильно паять полипропиленовые трубы, будут ножницы для пластика.

3. Помимо этого вам будут нужны карандаш, рулетка, брезентовая ветошь, ну и, естественно, полипропиленовые трубопроводы и нужные фитинги.
Какие бывают фитинги
Чтобы понять, что можно паять и как спаять различные участки необходимо понять, какие бывают дополнительные соединительные элементы.
- Паечные муфты.
- Углы 45° и 90°. Используются как для разных, так и для одинаковых размеров.
- Тройник или тройной угольник.
- Крестовины.
- Вварное седло.
- Заглушки.
- Пайка для полипропилена.
- Переход, имеющий наружный тип пластмассовой резьбы DG.
- Комбинированные муфты (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные тройники (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные угольники (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные угольники для установки различного типа приборов (например, смесителя).
- Шаровые паечные краны, прямые или угловые с американкой.
- Проходная водорозетка.

Как пользоваться паяльником
Чтобы понять, как спаивать полипропиленовые трубы, нужно разобраться с технологией работы паяльника. Итак, начнем.
- Паяльник нужно установить на ровную поверхность. Устанавливаются необходимого диаметра насадки, затягиваются специальными ключами. Поближе к краю должна устанавливаться насадка, которая потребуется для того, чтобы спаивать непосредственно на стене. Все раздельно расположенные части трубопровода удобнее будет собирать на стационарно расположенном паяльнике, по силам самому. А вот собирать части в цепь на стене нужно будет уже с помощником.
- Правильная пайка должна начинаться только после прогрева инструмента до рабочей температуры, примерно по истечении 10-15 минут после его включения. Помните про номинальную рабочую температуру для того, чтобы качественно проводит спайку.
- Паяльник нельзя выключать из сети на протяжении всей работы, т.е. пока вы все будете спаивать.
- Две детали нужно нагревать одновременно.
- Остающийся на насадках пластик нужно удалять брезентовой ветошью после монтажа каждого фрагмента. Не допускается чистить остывшие насадки.

Технология пайки полипропиленовых труб
Далее будут рассматриваться правила пайки полипропиленовых труб .
1. Специальными ножницами обрезаете нужный кусок перпендикулярно оси.
2. Выбираете нужного размера фитинг. Здесь обращаем внимание, что не нагретый фитинг должен обладать внутренним диаметром, который будет чуть-чуть меньше, чем наружный диаметр трубопровода.
3. Конец трубы и раструб фитинга очищаете от загрязнений, обезжириваете спиртом или мыльной водой и просушиваете.
4. Соединяемые детали устанавливаете на соответствующую насадку на паяльнике. Изделие нужно вставлять на полную глубину сварки в гильзу, а на дорн должен одеваться раструб фитинга.
5. После помещения деталей в насадки необходимо выдержать время нагрева. Здесь нужно действовать в соответствии с данными нижеприведенной таблицы. Поясним, что в таблице указывается время, необходимое для нагрева деталей. Однако данные применимы к температуре воздуха 20°С. Если вы работаете во время более низкой температуры, то нагревать детали нужно дольше, а если во время более высокой, то сокращать. Далее приведена таблица время пайки полипропиленовых труб.
6. После разогрева детали снимаете с паяльника и соединяете вместе. Здесь обращаем внимание, что соединение должно осуществляться без поворота по своей оси и на всю глубину раструба фитинга. Операцию нужно выполнять быстро с соблюдением соосности.
7. Если вы сделали все правильно, то после соединения по краю раструба должен появиться сплошной наплыв пластика. Пример вы можете увидеть ниже.
8. Далее выдерживаете время на охлаждение деталей. В этот период недопустимы различного рода деформации (изгибы или повороты по оси). Здесь обращаем внимание, что если произошло соединение и смещена соосность или угол взаиморасположения, то деталь должна вырезаться и устанавливаться заново. Спаивать тройники, уголки и краны нужно с особым вниманием. Так, например, ручка крана должна легко перемещаться.

Если вы не знаете, как правильно паять полипропиленовые трубы, то желательно выполнить пробные спайки. Чтобы проконтролировать качество спайки, можно разрезать опытный образец вдоль своей оси. Должна получиться монолитная конструкция.
Не стоит забывать, что технология пайки полипропиленовых труб предполагает соблюдение техники безопасности, т.к. проводить ее вы будете с применением высоких температур, электроинструмента и пластика, который будет во время нагревания выделять вредные пары.