Оглавление
1. Общие положения.
2. Требования к остряку, его положению относительно рамного рельса и порядок контроля до и после шлифовки.
2.1. Расстояния до проектных сечений.
2.2. Вертикальный и боковой износ остряков и рамных рельсов.
2.3. Понижение верха головки остряка относительно верха головки и остроганной части изношенного рамного рельса.
2.4. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка универсальным шаблоном.
2.5. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм.
2.6. Форма боковой рабочей грани головки остряка.
2.7. Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка.
2.8. Прямолинейность поверхности катания головки остряка.
3. Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса.
4. Технология выполнения работ по шлифовке остряков стрелочных переводов.
4.1. Подготовительные работы.
4.2. Шлифовка верха головки остряка.
4.3. Шлифовка боковой поверхности головки остряка на участке от острия остряка до сечения 5 мм.
4.4. Формирование профиля остряка на участке от сечения головки 5 мм до 20 мм.
4.5. Итоговый профиль головки остряка.
4.6. Формирование отвода понижения головки остряка.
5. Порядок выполнения работ по переносу острия остряка.
6. Периодичность работ по осмотру и измерению износа стрелочных переводов.
7. Требования по технике безопасности при производстве работ по шлифовке.
8. Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
9. Общий вид применяемых отраслевых средств измерений и механизмов.
9.1. Средства измерения.
9.2. Механизмы.
10. Контрольные вопросы.
11. Нормативные документы.
1. Общие положения.
Настоящий конспект разработан для выполнения шлифовки остряков стрелочных переводов типа Р50 и Р65, изготовленных в соответствии с требованиями ГОСТ 33535-2015, согласованной и утвержденной в установленном порядке конструкторской документации и контроля геометрических параметров износа рамных рельсов и остряков до и после шлифовки.
Конспект разработан с учетом применения для шлифовки только механизированного путевого инструмента: шлифовального станка МС-3 (рисунок 23), станка 2152 (рисунок 24) и электрошлифовалкой МРШ-3 (рисунок 25). Возможно применение аналогичных станков.
Шлифовка элементов стрелочных переводов рельсов позволяет увеличить срок их службы и обеспечивает безопасное движение поездов по стрелочным переводам.
2. Требования к остряку, его положению относительно рамного рельса и порядок контроля до и после шлифовки.
Целью шлифовки остряков является обеспечение укрытия острия остряка, а также приведение к нормативным значениям понижение остряка относительно изношенного рамного рельса и угла наклона рабочей грани остряка.
2.1. Расстояния до проектных сечений.
Контроль остряка и его положения относительно рамного рельса производится по проектным сечениям, где ширина головки остряка по верху составляет 5, 10, 15, 20 и 50 мм. Расстояния от острия остряка до проектных сечений представлены в таблице 1.
Таблица 1
|
Стрелочный перевод |
Вид остряка |
Расстояние от острия остряка до проектных сечений, мм |
|||||
|
Тип |
Марка |
Сечения острия остряка, мм |
|||||
|
5 |
10 |
15 |
20 |
50 |
|||
|
Р65 |
1/22 |
Прямой |
768 |
1536 |
2304 |
3072 |
7680 |
|
Криволинейный |
1208 |
2153 |
3042 |
3884 |
8251 |
||
|
1/18 |
Прямой |
547 |
1094 |
1640 |
2187 |
5470 |
|
|
Криволинейный |
878 |
1642 |
2327 |
2953 |
5989 |
||
|
1/11 и 1/9 |
Прямой |
327 |
654 |
981 |
1309 |
3273 |
|
|
Криволинейный |
563 |
1034 |
1448 |
1821 |
3589 |
||
|
1/11 для кривых участков пути на железобетоне |
Прямой (основного пути) |
667 |
1196 |
1646 |
2042 |
3881 |
|
|
Криволинейный (бокового пути) |
323 |
962 |
1475 |
1920 |
3875 |
||
|
Р50 |
1/11 и 1/9 |
Прямой |
280 |
560 |
840 |
1120 |
2800 |
|
Криволинейный |
399 |
760 |
1093 |
1404 |
2964 |
||
|
Стрелочный перевод |
Вид остряка |
Расстояние от острия остряка до проектных сечений, мм |
|||||
|
Тип |
Марка |
Сечения острия остряка, мм |
|||||
|
5 |
10 |
15 |
20 |
50 |
|||
|
Р65 Р50 |
1/9 перекрестный |
Прямой |
197 |
394 |
591 |
789 |
1972 |
|
Криволинейный |
339 |
651 |
939 |
1209 |
2582 |
||
|
Р65 |
1/6 горочный |
Криволинейный |
197 |
379 |
561 |
742 |
1715 |
|
Р50 |
1/6 горочный |
Криволинейный |
196 |
379 |
562 |
745 |
1709 |
Расстояния от острия остряка до проектных сечений измеряются рулеткой (рисунок 22).
2.2. Вертикальный и боковой износ остряков и рамных рельсов.
Вертикальный износ рамных рельсов и остряков не должен превышать значений, представленных в таблице 2.
Таблица 2
|
Тип стрелочного перевода |
Главные пути при скорости, км/час |
Главные пути при скорости движения 40 км/час и менее и приемо-отправочные пути |
Станционные, подъездные и прочие пути |
||||
|
121-200 |
101-120 |
81-100 |
61-80 |
41-60 |
|||
|
Р65 |
5 |
6 |
8 |
9 |
9 |
10 |
12 |
|
Р50 |
— |
5 |
8 |
8 |
8 |
9 |
10 |
Боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки не должен превышать значений, представленных в таблице 3.
Таблица 3
|
Тип стрелочного перевода |
Главные пути при скорости, км/час |
Главные пути при скорости движения 40 км/час и менее и приемо-отправочные пути |
Станционные, подъездные и прочие пути |
||||
|
121-200 |
101-120 |
81-100 |
61-80 |
41-60 |
|||
|
Р65 |
5 |
6 |
8 |
8 |
8 |
8 |
11 |
|
Р50 |
— |
6 |
8 |
8 |
8 |
8 |
11 |
Боковой износ рамных рельсов в острие остряка не должен превышать значений, представленных в таблице 4.
Таблица 4
|
Тип стрелочного перевода |
Главные пути при скорости, км/час |
Главные пути при скорости движения 40 км/час и менее и приемо – отправочные пути |
Станционные, подъездные и прочие пути |
||||
|
121-200 |
101-120 |
81-100 |
61-80 |
41-60 |
|||
|
Р65 |
5 |
6 |
6 |
6 |
6 |
6 |
61 |
|
Р50 |
— |
6 |
6 |
6 |
6 |
6 |
6 |
1При износе более указанной для данной скорости, скорость движения поездов ограничивается до величины, соответствующей износу, а при износе более указанной для главных путей – движение закрывается.
Для указанных градаций допустимый износ может быть увеличен до значений, допустимых вне пределов острия остряка, при условии обеспечения выполнения требований к взаимному положению остряка и рамного рельса, контролируемых шаблоном КОР (рисунок 16).
Вертикальный износ рамных рельсов контролируется с помощью штангенциркуля путевого модели ПШВ (рисунок 17) или скобы для измерения износа рельсов модели 08601 (рисунок 18) в наиболее изношенном месте по оси его головки.
Вертикальный износ остряков контролируется с помощью штангенциркуля путевого модели ПШВ в наиболее изношенном месте по оси его головки в сечении, где ширина ее составляет 50 мм и более.
Боковой износ рамных рельсов контролируется штангенциркулем путевым модели ПШВ у острия остряков и в наиболее изношенном месте и определяется как разность новой и изношенной ширины головки на уровне 13 мм ниже поверхности катания.
Проектные значения высоты рамного рельса и ширины головки, учитываемые при измерении вертикального и бокового износа рамных рельсов с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 5.
Таблица 5
|
Параметр |
Тип рамного рельса |
|
|
Р50 |
Р65 |
|
|
Высота рамного рельса |
152 |
180 |
|
Ширина головки рамного рельса |
69,6* |
72,25* |
* Расчетные размеры ширины головки для проведения измерений на уровне 13 мм от поверхности катания колеса
Проектные значения высоты остряков в сечении, где ширина головки составляет 50 мм и более (до начала выпрессовки под полнопрофильный рельс), учитываемые при измерении вертикального износа с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 6.
Таблица 6
|
Параметр |
Тип остряка |
|
|
Р50 |
Р65 |
|
|
Высота остряка |
112 |
140 |
Боковой износ остряков контролируется штангенциркулем путевым модели ПШВ вне пределов боковой строжки.
Проектные значения ширины головки остряка вне пределов боковой строжки, учитываемые при измерении бокового износа с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 7.
Таблица 7
|
Ширина головки остряка, мм |
Тип рамного рельса |
|
|
ОР 50 |
ОР 65 |
|
|
Несимметричного |
65,0 |
68,4 |
|
Симметричного |
70,0 |
72,6 |
2.3. Понижение верха головки остряка относительно верха головки и остроганной части изношенного рамного рельса.
В продольном направлении головка остряка должна иметь плавное понижение к острию без образования обратных уклонов (рисунок 1).
Рисунок 1. Продольный профиль головки остряка
Величина понижения не должна превышать значений, указанных в таблице 8.
Таблица 8
|
Ширина головки остряка по верху, мм |
Острие остряка |
5 |
10 |
15 |
20 |
50 |
|
Понижение верха головки остряка в эксплуатации, мм |
Не более 27 |
Не более 21 |
11 … 15 |
6 … 10 |
4 … 6 |
До 2 мм, не более |
|
Понижение верха головки остряка проектное, мм |
25 |
17 |
13 |
9 |
5 |
0 |
Понижение верха головки остряка относительно верха головки рамного рельса контролируется путевым шаблоном модели 08809 (рисунок 19) в сечениях от острия остряка до сечения 20 мм или штангенциркулем путевым модели ПШВ (только в сечении 50 мм).
Для проведения измерений путевым шаблоном модели 08809 необходимо, чтобы остряк был прижат к рамному рельсу.
Для проведения контроля путевой шаблон устанавливают, как показано на рисунке 2, опускают наконечник каретки до касания с верхней частью рабочей грани остряка и по шкале на наконечнике напротив риски на корпусе каретки снимают показания понижения верха головки остряка относительно верха головки рамного рельса с округлением до ближайшего целого значения. Для изображенного случая величина понижения остряка составляет 5 мм.
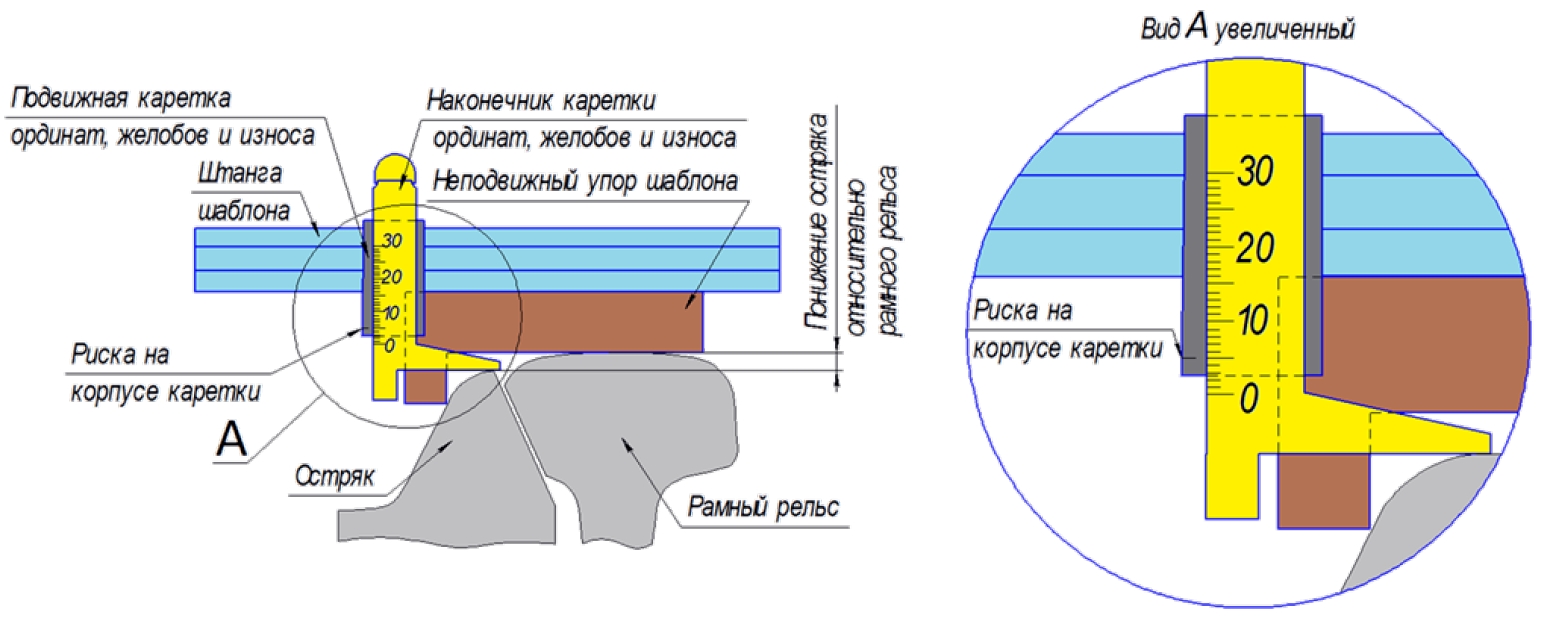
Рисунок 2. Контроль понижения верха головки остряка относительно верха головки рамного рельса
2.4. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка универсальным шаблоном.
Взаимное положение контролируется универсальным шаблоном модели 00316 (далее шаблон КОР).
Рабочая грань шаблона КОР должна касаться только боковой грани рамного рельса. Между боковой рабочей гранью остряка и шаблоном КОР или профильной планкой должен быть зазор.
Измерение производится в двух контрольных точках, в острие остряка и на расстоянии:
— 450 мм от него для стрелок марки 1/22;
— 350 мм – для стрелок марки 1/18;
— 200 мм – для обыкновенных и симметричных стрелок марок 1/11 и 1/9;
— 120 мм – для симметричных стрелок марки 1/6 и перекрестных переводов марки 1/9.
Для выполнения требований шаблона КОР подлежат шлифовке следующие дефекты:
— наплывы на головке рамного рельса в сторону остряка величиной более 3 мм;
— наплывы металла на нерабочей грани остряка в сторонурамного рельса величиной более 3 мм;
— выкрашивание по верху головки остряка глубиной более 3 мм;
— горизонтальные уступы от бокового износа на рабочей грани остряка более 3 мм с плавным переходом к нешлифуемой части головки остряка.
На участке от острия остряка до его сечения 5 мм верх головки остряка должен иметь острую вершину, а угол наклона боковой рабочей грани не менее 60° (рисунок 3).
Рисунок 3. Контроль взаимного положения рамного рельса и боковой рабочей поверхности головки остряка с использованием шаблона КОР
2.5. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм.
Взаимное положение контролируется путевым шаблоном модели 08809.
Для проведения контроля путевой шаблон устанавливается, как показано на рисунке 4, опускают вниз до упора профильную планку и подводят ее до касания с боковой рабочей поверхностью головки остряка.
Контакт профильной планки с рабочей гранью остряка допускается в месте нанесения риски на планке или выше нее. Между нижней частью планки (ниже риски) и рабочей грани остряка должен быть зазор.
Рисунок 4. Контроль взаимного положения рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм с использованием путевого шаблона модели 08809
2.6. Форма боковой рабочей грани головки остряка.
На участке от острия остряка до проектного сечения его головки
5 мм верх головки остряка после шлифовки должен иметь острую вершину, а угол наклона боковой рабочей грани не менее 60° (рисунок 5). Форма боковой рабочей грани головки остряка контролируется шаблоном КОР или путевым шаблоном модели 08809.
Рисунок 5. Профили нового и отшлифованного остряков на участке от острия остряка до сечения его головки 5 мм
На участке проектного сечения головки от 5 мм до 20 мм верх головки остряка после шлифовки должен иметь сопряжение с боковой рабочей гранью скруглением или фаской под углом 45° (рисунок 6). Форма боковой рабочей грани головки остряка контролируется путевым шаблоном модели 08809.
Рисунок 6. Профили нового и отшлифованного остряков на участке сечения его головки от 5 до 20 мм
Форма верха головки остряка до и после шлифовки контролируется при прижатом к рамному рельсу остряке.
2.7. Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка.
На участке от острия остряка до сечения головки по верху 20 мм не должно быть уступов, смятий и выкрашиваний глубиной более 3 мм на боковой рабочей грани головки остряка.
Уступы и выкрашивания контролируются с использованием универсального путевого шаблона модели 00316. Смятие остряков контролируется с использованием приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова, рисунок 21) или с помощью метровой металлической линейки.
Для проведения контроля шаблон (приспособление) устанавливается вертикально на головку остряка вдоль его оси в месте наибольшей неисправности (рисунок 7 — установка шаблона 00316 при контроле выкрашивания). Для изображенного случая величина выкрашивания остряка составляет 8 мм.
Рисунок 7. Установка универсального путевого шаблона КОР модели 00316 на поверхность катания головки остряка на участке от острия остряка до сечения головки по верху 20 мм при контроле выкрашивания
Запрещается эксплуатировать стрелочный перевод, у которого протяженность зоны выкрашивания остряка составляет:
- 200 мм и более — на главных путях;
- 300 мм и более — на приемо — отправочных путях;
- 400 мм и более — на прочих станционных путях.
Протяженность зоны выкрашивания остряка измеряется рулеткой.
2.8. Прямолинейность поверхности катания головки остряка.
Прямолинейность поверхности катания головки остряка после шлифовки, измеренная на базе 1 метр, не должна превышать 1 мм.
Прямолинейностьконтролируется с использованием приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова) или метровой металлической линейкой.
Для проведения контроля приспособление устанавливается вертикально на головку остряка вдоль его оси (рисунок 8 — установка приспособления при контроле прямолинейности поверхности катания головки остряка после шлифовки).
Рисунок 8. Установка приспособления модели 82904 при контроле прямолинейности поверхности катания головки остряка после шлифовки
3. Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса.
Износ остряка и рамного рельса на участке от острия до первой стрелочной тяги (рисунок 9).
Рисунок 9. Износ остряка и рамного рельса на участке от острия до первой стрелочной тяги
Износ остряка на участке от первой стрелочной тяги до сечения остряка 20 мм (рисунок 10).
Рисунок 10. Износ остряка на участке от первой стрелочной тяги до сечения остряка 20 мм
4. Технология выполнения работ по шлифовке остряков стрелочных переводов.
Все работы, приведенные в этом разделе, выполняются только при начальном износе острия остряка, когда имеется запас по износу и понижению остряка относительно рамного рельса до их предельно допустимых значений.
Шлифовка может выполняться неоднократно до тех пор, пока не достигнуты предельно допустимые значения износа и понижения остряка относительно рамного рельса.
На стрелочных переводах, лежащих в главных и приемоотправочных путях и станционных путях лежащих в маршруте следования пассажирских и пригородных поездов, работы по профильной шлифовке остряков выполняются специализированными бригадами под руководством не ниже ПЧЗ, ПЧГ. На прочих путях по должности не ниже ПЧУ. Работы по устранению накатов с нерабочей грани остряка и рабочей грани рамного рельса на всех путях производится по должности не ниже ПЧУ, согласно телеграмме ЦЗ ЦДИ Г.Ф.Верховых № ИСХ-38/ДП от 19.08.2018 г.
4.1. Подготовительные работы.
Закрыть для движения стрелочный перевод!
Первое – измеряется боковой износ остряков. Если боковой износ равен или превышает предельно допустимый, то такой остряк шлифовке не подлежит.
Второе – приводится к нормативной величине провисание остряка на башмаке.
Третье – разметка проектных сечений остряков. Для этого тонким мелом или маркером на поверхности катания рамного рельса или остряка наносятся отметки, соответствующие расстояниям от острия остряка до проектных сечений (таблица 1).
Четвертое – при прижатом к рамному рельсу остряке в острие и в проектных сечениях головки 5, 10, 15, 20 мм измеряется и записывается понижение остряка относительно рамного рельса.
Пятое – оценивается целесообразность проведения шлифовки. Величина понижения остряка по каждому сечению не должна превышать значений, указанных в таблице 8, а износ остряка вне пределов боковой строжки не должен превышать значений, указанных в таблице 3.
Если хотя бы в одном проектном сечении понижение остряка превышает максимально допустимое значение (рисунок 11), то такой остряк проверяется на возможность шлифовки с переносом острия. В случае невозможности или нецелесообразности шлифовки остряка с переносом острия порядок его замены определяется начальником дистанции пути (инфраструктуры).
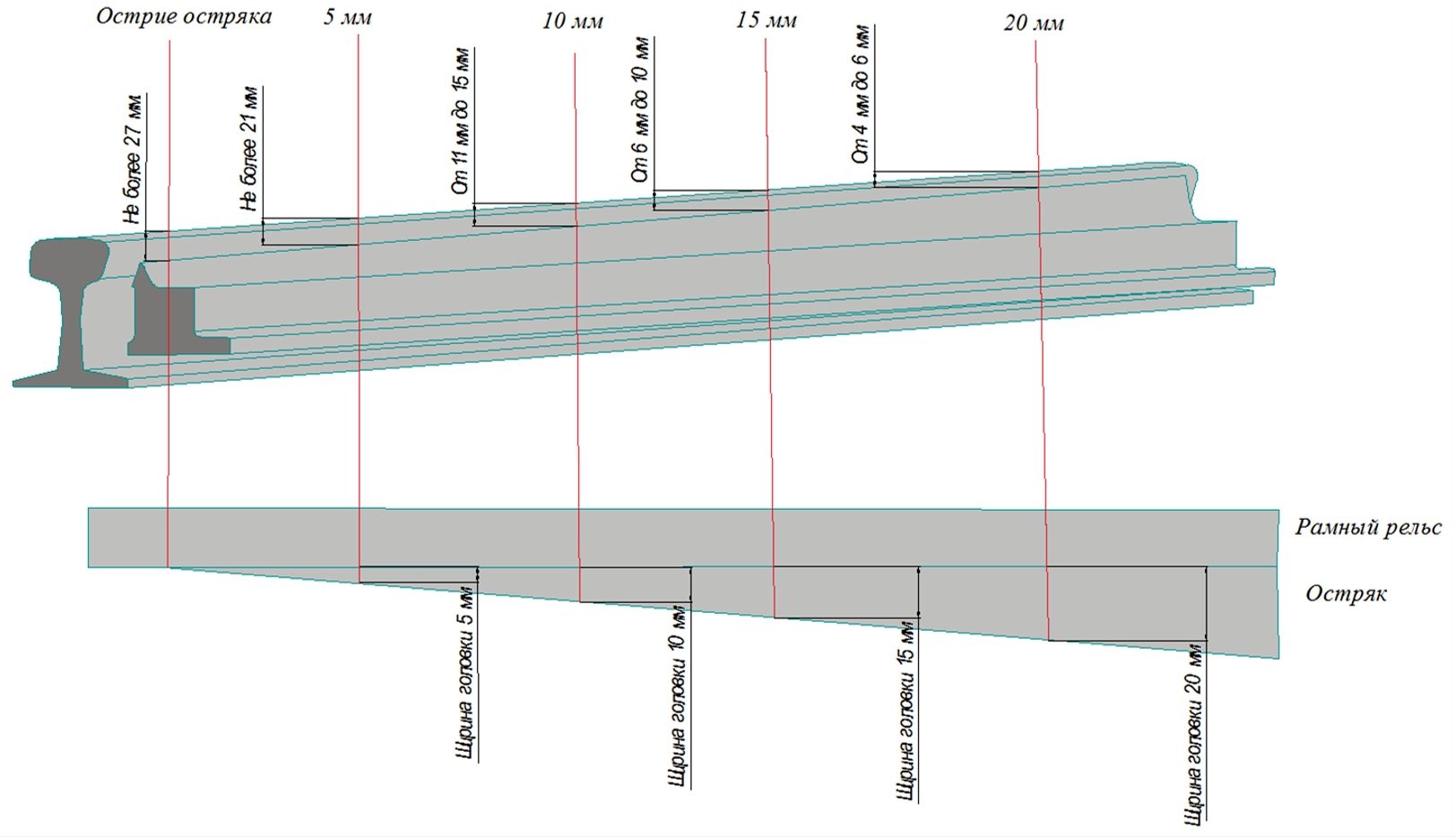
Рисунок 11. Понижение остряка относительно рамного рельса в проектных сечениях
Шестое – остряк от рамного рельса отводится, между ними устанавливается деревянный вкладыш.
Седьмое – на стороне остряка, обращенной к рамному рельсу, в острие остряка и проектных сечениях головки 5, 10, 15, 20 мм наносятся отметки максимального (таблица  понижения остряка относительно рамного рельса.
понижения остряка относительно рамного рельса.
Восьмое – с помощью металлической линейки (рисунок 20) отметки между собой соединяются, образуя область возможной шлифовки остряка.
Девятое – определяется целесообразность проведения шлифовки при наличии выкрашиваний. Шлифовка проводится, если выкрашивания (с учетом зашлифовки выкрашенной части) находятся в пределах области шлифовки. Если выкрашивания находятся ниже области шлифовки, то такой остряк проверяется на возможность шлифовки с переносом острия.
Десятое – внутри области шлифовки проводится линия, максимально близкая к проектным значениям понижения остряка (рисунок 12).
Рисунок 12. Проведение линии шлифовки
4.2. Шлифовка верха головки остряка.
Удаляется гребнеобразный наплыв или выкрашивание. Шлифуется верх головки остряка до линии шлифовки.
4.3. Шлифовка боковой поверхности головки остряка на участке от острия остряка до сечения 5 мм.
Шлифуется рабочая грань остряка под углом не менее 60°. Одновременно удаляются наплывы (ступеньки) и формируется профиль остряка на участке от острия до сечения 5 мм.
4.4. Формирование профиля остряка на участке от сечения головки 5 мм до 20 мм.
Снимается фаска между горизонтальной поверхностью головки и рабочей гранью остряка под углом 45° или формируется закругление.
4.5. Итоговый профиль головки остряка.
Профиль головки остряка, полученный после шлифовки верха головки, боковой поверхности и формирования профиля представлен на рисунках 5 и 6.
4.6. Формирование отвода понижения головки остряка.
Формируется за сечением остряка 20 мм плавное повышение головки остряка в сторону корня на расстоянии не менее 200 мм.
5. Порядок выполнения работ по переносу острия остряка.
Работа выполняются при понижении острия остряка относительно рамного рельса больше 27 мм. Предварительно производится шлифовка остряка по технологии, приведенной в разделе 6.
На участке до первой стрелочной тяги определяется сечение остряка, в котором понижение его относительно рамного рельса составляет не более
25 мм. В найденном сечении формируется новое острие остряка.
Шлифуется участок головки остряка от фактического острия до нового острия таким образом, чтобы понижение этого участка относительно верха головки рамного рельса составило более 45 мм с переходом к новому острию (рисунок 13).
Рисунок 13. Форма головки остряка проектная и после шлифовки с переносом острия
Радиус перехода определяется радиусом шлифовального круга (рисунок 14).
Рисунок 14. Продольный профиль поверхности остряка после шлифовки с переносом острия
Формируется плавное сопряжение нового острия с боковой необработанной частью головки остряка на расстоянии не менее 100 мм.
При переносе острия должны соблюдаться все требования, изложенные в разделе 2, по взаимному положению и форме головок рамного рельса и остряка.
Для уменьшения объемов шлифовки перенос острия должен производиться на минимальное расстояние от торца рельса в пределах зоны контроля шаблоном КОР.
При наличии смятия головки у острия новое острие принимается в конце зоны смятия.
Расстояния до проектных сечений при переносе острия отсчитываются от нового острия, а не от торца остряка.
Профиль головки остряка, полученный после переноса острия остряка, представлен на рисунке 15.
Рисунок 15. Профиль головки остряка, полученный после переноса острия остряка
6. Периодичность работ по осмотру и измерению износа стрелочных переводов.
При определении периодичности работ по осмотру и измерению параметров износа руководствоваться разделом 4.2 «Инструкции по текущему содержанию железнодорожного пути» от 14.11.2016 № 2288.
7. Требования по технике безопасности при производстве работ по шлифовке.
Шлифовка выполняется в технологические «окна» с закрытием стрелочного перевода для движения. В журнале осмотра путей, стрелочных переводов, устройств СЦБ, связи и контактной сети (ДУ-46) делается запись в соответствии с требованиями «Инструкции по обеспечению безопасности движения поездов при производстве путевых работ» от 14.12.2016 № 2540.
Остряк отводится от рамного рельса и между ними устанавливается деревянный вкладыш.
К работе по шлифовке допускаются только предварительно обученный персонал, имеющий свидетельство на право выполнения данных работ.
Персонал должен быть обеспечен брезентовыми куртками, брюками, рукавицами, кожаной обувью с металлическим носком, предохранительными очками (масками или щитками), респиратором.
Перед установкой на станок тщательно осмотреть и аккуратно обстучать деревянным молотком новый шлифовальный круг. Неповрежденный круг должен издавать чистый звук.
ЗАПРЕЩАЕТСЯ эксплуатировать абразивный круг, имеющий:
- механические повреждения (выколы, трещины);
- на рабочей поверхности значительное количество вкраплений продуктов шлифовки («засаленный» круг);
- превышение посадочного диаметра круга над диаметром посадочного места на шпинделе или втулке более чем на 1,2 мм;
- износ более допустимого.
После установки нового шлифовального круга станок запускается вхолостую на время не менее 5 минут. Запрещается эксплуатировать абразивный круг, имеющий биение.
Перед началом работ обеспечить в течение не менее 2 минут вращение круга вхолостую на максимальных оборотах.
Запрещается использовать абразивный круг не по назначению (для шлифовки дерева, цветных металлов и сплавов на их основе).
8. Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
- рулетка измерительная металлическая типа РС-10, с длиной шкалы 10 м, ценой деления 1,0 мм, 2-го класса точности, ГОСТ 7502-98;
- линейка измерительная металлическая с пределом измерений 1000 мм с ценой деления 1 мм, ГОСТ 427-75;
- штангенциркуль путевой ПШВ, ТУ 3933-002-60632410-2012;
- шаблон путевой тип ЦУП-1, модели 08809, ТУ2-00221190-023-95;
- шаблон универсальный КОР модели 00316, ТУ 3936-072-00221190-2002;
- скоба для измерения износа головки рельса модели 08601, ТУ 4389-027-00221190-96;
- приспособление для контроля глубины поверхностных дефектов рельсов модели 82904, ТУ 3936-071-00221190-2002.
9. Общий вид применяемых отраслевых средств измерений и механизмов.
9.1. Средства измерения
Рисунок 16. Шаблон универсальный КОР модели 00316
Рисунок 17. Штангенциркуль ПШВ «Путеец»
Рисунок 18. Скоба для измерения износа рельсов модели 08601
Рисунок 19. Шаблон путевой модель 08809
Рисунок 20. Линейка металлическая 1000 мм
Рисунок 21. Приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова)
Рисунок 22. Рулетка измерительная металлическая
9.2. Механизмы
Рисунок 23. Рельсошлифовальный станок МС-3
Рисунок 24. Рельсошлифовальный станок 2152
Рисунок 25. Шлифовальный станок МРШ-3
10. Контрольные вопросы
Расстояния до проектных сечений
1. Сколько проектных сечений на остряке и какая ширина головки остряка в этих местах?
2. Расстояние от острия остряка до проектных сечений криволинейного остряка на горочном стрелочном переводе типа Р-65 марки 1/6.
3. Расстояние от острия остряка до проектных сечений криволинейного остряка на стрелочном переводе типа Р-50 марки 1/11, 1/9.
4. Расстояние от острия остряка до проектных сечений криволинейного остряка на стрелочном переводе типа Р-65 марки 1/11, 1/9.
Вертикальный и боковой износ остряков и рамных рельсов
5. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-65 на главном пути при установленных скоростях 101-120 км/ч составляет ____.
6. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-50 на главном пути при установленных скоростях 61-80 км/ч составляет ____.
7. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-65 на станционных, подъездных и прочих путях составляет ____.
8. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-65 на главных путях с установленными скоростями
121-200 км/ч составляет ____.
9. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-50 на главных путях с установленными скоростями
61-80 км/ч составляет ____.
10. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-65 на станционных путях, подъездных и прочих путях составляет ____.
11. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-50 на станционных путях составляет ____.
12. Какие проектные значения высоты рамного рельса и ширины головки?
13. Какие проектные значения высоты остряка в сечении головки 50 мм и более?
14. Какие проектные значения ширины головки остряка вне предела боковой строжки?
Понижение верха головки остряка относительно верха головки и остроганной части изношенного рамного рельса
15. В каких точках и каким инструментом измеряется понижение остряка относительно верха головки рамного рельса?
16. Какая максимальная величина понижения верха головки остряка относительно верха головки рамного рельса в проектных точках в процессе эксплуатации?
17. Какая проектная величина понижения верха головки остряка относительно верха головки рамного рельса в проектных точках?
Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка универсальным шаблоном
18. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/22; 1/9?
19. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/18; 1/9 перекрестный?
20. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/11; 1/6 симметричный?
Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм
21. Каким шаблоном контролируется взаимное положение рамного рельса и боковой поверхности головки остряка?
22. Допустимое и не допустимое положение планки шаблона:
Форма боковой рабочей грани головки остряка
23. Угол наклона боковой рабочей грани остряка в проектном сечения его головки 5 мм после шлифовки должен быть не менее ____.
Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка
24. При какой протяженности зоны выкрашивания остряка запрещается эксплуатировать стрелочный перевод на главных, приемо-отправочных и прочих станционных путях?
Прямолинейность поверхности катания головки остряка
25. Прямолинейность поверхности катания головки остряка после шлифовки, измеренная на базе 1 метр, не должна превышать ____ мм.
Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса
26. Перечислите возможные неисправности, вызванные износом рамного рельса и остряка.
Технология выполнения работ по шлифовке остряков стрелочных переводов
27. Под чьим руководством выполняется профильная шлифовка остряка, с учетом категории пути, где расположен стрелочный перевод.
28. В каких случаях назначается шлифовка остряка с переносом острия.
29. Для чего на стороне остряка, обращенной к рамному рельсу, в острие остряка и проектных сечениях головки 5, 10, 15, 20 мм наносятся отметки максимального понижения остряка относительно рамного рельса?
30. Каким образом шлифуется верх головки остряка?
31. Под каким углом шлифуется боковая поверхность головки остряка в сечении 5 мм?
32. Под каким углом формируется профиль остряка на участке от сечения головки 5 мм до 20 мм?
Порядок выполнения работ по переносу острия остряка
33. На какое расстояние разрешается перенос острия остряка?
11. Нормативные документы
- Инструкция по устранению возникающих при эксплуатации дефектов остряков стрелочных переводов шлифовкой в пути. Утверждена Г.Ф.Верховых от 18.09.2017 № 1962/р.
- Инструкция по обеспечению безопасности движения поездов при производстве путевых работ. Утверждена распоряжением ОАО «РЖД» от 14.12.2016 № 2540р.
- Инструкция по сигнализации на железных дорогах Российской Федерации (приложение № 7 к Правилам технической эксплуатации железных дорог Российской Федерации, утверждённым приказом Министерства транспорта Российской Федерации от 21 декабря 2010 г. № 286).
- Инструкция по движению поездов и маневровой работе на железнодорожном транспорте Российской Федерации (приложение № 8 к Правилам технической эксплуатации железных дорог Российской Федерации,утверждённым приказом Министерства транспорта Российской Федерации от 21 декабря 2010 г. № 286).
- Инструкция по охране труда для монтера пути ОАО «РЖД» ИОТ РЖД-4100612-ЦП-035-2017. Утверждена распоряжением от 09.01.2018 № 5р.
- Положение о проведении аттестации работников, производственная деятельность которых связана с движением поездов и маневровой работой на железнодорожных путях общего пользования ОАО «РЖД», утвержденное распоряжением ОАО «РЖД» от 17.01.2015 № 66р.
- Типовые нормы бесплатной выдачи сертифицированных специальной одежды, специальной обуви и других средств индивидуальной защиты работникам железнодорожного транспорта Российской Федерации, занятым на работах с вредными и (или) опасными условиями труда, а также на работах, выполняемых в особых температурных условиях или связанных с загрязнением. Утверждены приказом Минздравсоцразвития России от 22.10.2008 № 582н, зарегистрированы Минюстом России 12.11.2008 № 12624.
- Правила по охране труда, экологической, промышленной и пожарной безопасности при техническом обслуживании и ремонте объектов инфраструктуры путевого комплекса ОАО «РЖД». Утверждены распоряжением ОАО «РЖД» от 04.02.2014 № 255р.
- Правила по безопасному нахождению работников ОАО «РЖД» на железнодорожных путях. Утверждены распоряжением от 24.12.2012 № 2665р (В ред. Распоряжение ОАО «РЖД» от 04.02.2015 № 235р).
- ГОСТ Р 51685-2013. Национальный стандарт Российской Федерации. Рельсы железнодорожные. Общие технические условия (утвержден и введен в действие Приказом Росстандарта от 14.10.2013 № 1155-ст), (ред. от 24.02.2016).
- ГОСТ 33535-2015. Межгосударственный стандарт. Соединения и пересечения железнодорожных путей. Технические условия (введен в действие Приказом Росстандарта от 29.10.2015 № 1663-ст).
Обновлено: 06.09.2023
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
от 7 июля 2020 года N 1444/р
В целях продления срока службы стрелочных переводов и повышения качества работ по их текущему содержанию:
* Приложение см. по ссылке. — Примечание изготовителя базы данных.
2. Начальникам дирекций инфраструктуры, дирекций по ремонту пути, служб пути обеспечить изучение Положения ответственными работниками и соблюдение приведенных в нем требований.
3. Признать утратившими силу:
распоряжение ОАО «РЖД» от 18 сентября 2017 г. N 1962/р «Об утверждении и введении в действие Инструкции по устранению возникающих при эксплуатации дефектов остряков стрелочных переводов шлифовкой в пути»;
телеграмму ОАО «РЖД» от 23 июля 2018 г. N ИСХ-29699/ЦДИ;
телеграмму ОАО «РЖД» от 19 августа 2018 г. N ИСХ-38/ДП.
5. Директору Проектно-конструкторского бюро по инфраструктуре Лисицыну А.И. до 31 июля 2020 г. в соответствии с Положением:
1) актуализировать Типовой конспект по выполнению профильной шлифовки остряков стрелочных переводов, утвержденный Центральной дирекцией инфраструктуры 28 октября 2019 г. N ЦДИ-807;
2) разработать и утвердить карту технологического процесса по производству работ по профильной шлифовке остряков стрелочных переводов.
6. Контроль за исполнением настоящего распоряжения возложить на первого заместителя начальника Центральной дирекции инфраструктуры Борецкого А.А.
Заместитель генерального
директора ОАО «РЖД» —
начальник Центральной
дирекции инфраструктуры
Г.В.Верховых

Форумы

ОАО «РЖД»

Фото

Дневники

Видео

Группы

Файлы

Игры

Объявления
Лента
- Для учеников 1-11 классов и дошкольников
- Бесплатные сертификаты учителям и участникам
Описание презентации по отдельным слайдам:


Ограждение места производства работ Место производства работ

Порядок работ при шлифовке остряков Работы по профильной шлифовке остряков выполняются специализированными бригадами с использованием шлифовального станка МС-3 или станка 2152, под руководством дорожного мастера, проверку качества выполненных работ и открытие движения после проверки качества– начальник участка пути.

Шлифовка местных неровностей Работы по шлифовке местных неровностей остряков в пути выполняются с использованием электрошлифовалки МРШ, под руководством дорожного мастера без закрытия движения.

Порядок работ при шлифовке остряков Для принятия решения о необходимости и возможности шлифовки остряков и рамных рельсов производится их осмотр.

Порядок работ при шлифовке остряков Производится шлифовка наплывов на головке рамного рельса и на остряке со стороны прилегания к рамному рельсу.

Порядок работ при шлифовке остряков Далее на остряке делается разметка проектных сечений остряка с шириной головки 5, 10, 15 и 20 мм.

Порядок работ при шлифовке остряков Производятся замеры (ho) понижения головки остряка в проектных сечениях и расстояние (hр) от верха головки рамного рельса до кромки строганной ее части

Порядок работ при шлифовке остряков на стороне остряка, обращенной к рамному рельсу, тонким мелком или остро заточенным цветным карандашом в острие остряка, а также в сечениях 5, 10, 15 и 20 мм наносятся метками величины допускаемой шлифовки остряка от верха головки остряка,

Порядок работ при шлифовке остряков С помощью металлической линейки эти отметки соединяются линией, до которой должна производиться шлифовка.

Порядок работ при шлифовке остряков При наличии выкрашиваний на головке остряка шлифовку можно проводить, если линия, соединяющая отметки, проходит ниже выкрашиваний с учётом зашлифовки выкрашенной части

Определение понижения остряка Порядок замеров понижения остряка и расстояния от верха головки рамного рельса до кромки строганной части остряка с помощью скобы для измерения износа головки рельса модели 08601,

Определение понижения остряка Порядок замеров понижения остряка и расстояния от верха головки рамного рельса до кромки строганной части остряка с помощью скобы для измерения износа головки рельса модели 08601

Определение понижения остряка Измерение понижения остряка относительно рамного рельса с помощью усовершенствованного движка на путевом шаблоне

Последовательность проведения работ Шлифовка верха головки остряка производится до линии, соединяющей контрольные метки. Положение шлифовального круга при выполнении этой работы должно быть вертикальным. В результате шлифовки до верха головки остряка в тонкой части образуется площадка.

Контроль продольного профиля отшлифованных остряков Контроль продольного профиля отшлифованных остряков по высоте производится в контрольных точках штангенциркулем с глубиномером или линейкой

Формирование головки остряка

Контроль правильности шлифовки Контроль правильности шлифовки боковой грани головки остряка у острия производится с помощью шаблона КОР. От острия до сечения остряка 5 мм рабочая грань шаблона КОР должна опираться только на боковую грань рамного рельса

Контроль правильности шлифовки Контроль правильности шлифовки головки остряка от сечения остряка 5 мм до его сечения 20 мм производится с помощью шаблона путевого модели 08809
- подготовка к ЕГЭ/ОГЭ и ВПР
- по всем предметам 1-11 классов

Курс повышения квалификации
Охрана труда

Курс профессиональной переподготовки
Охрана труда

Курс профессиональной переподготовки
Библиотечно-библиографические и информационные знания в педагогическом процессе
- ЗП до 91 000 руб.
- Гибкий график
- Удаленная работа
Дистанционные курсы для педагогов
Свидетельство и скидка на обучение каждому участнику
Найдите материал к любому уроку, указав свой предмет (категорию), класс, учебник и тему:
5 608 255 материалов в базе
Самые массовые международные дистанционные
Школьные Инфоконкурсы 2022
Свидетельство и скидка на обучение каждому участнику
Другие материалы
Вам будут интересны эти курсы:
Оставьте свой комментарий
- 01.02.2020 2574
- PPTX 16 мбайт
- 50 скачиваний
- Оцените материал:
Настоящий материал опубликован пользователем Зонь Олег Анатольевич. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Автор материала
40%
- Подготовка к ЕГЭ/ОГЭ и ВПР
- Для учеников 1-11 классов
Московский институт профессиональной
переподготовки и повышения
квалификации педагогов
Дистанционные курсы
для педагогов
663 курса от 690 рублей
Выбрать курс со скидкой
Выдаём документы
установленного образца!
Учителя о ЕГЭ: секреты успешной подготовки
Время чтения: 11 минут
В Россию приехали 10 тысяч детей из Луганской и Донецкой Народных республик
Время чтения: 2 минуты
Отчисленные за рубежом студенты смогут бесплатно учиться в России
Время чтения: 1 минута
Онлайн-тренинг: нейрогимнастика для успешной учёбы и комфортной жизни
Время чтения: 2 минуты
Минтруд предложил упростить направление маткапитала на образование
Время чтения: 1 минута
Школы граничащих с Украиной районов Крыма досрочно уйдут на каникулы
Время чтения: 0 минут
Курские власти перевели на дистант школьников в районах на границе с Украиной
Время чтения: 1 минута
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
10.2.Остряк отводится от рамного рельса и между ними устанавливается деревянный вкладыш.
10.4.К работе по шлифовке допускаются только предварительно обученный персонал, имеющий свидетельство на право выполнения данных работ.
10.5.Персонал должен быть обеспечен брезентовыми куртками, брюками, рукавицами, кожаной обувью с металлическим носком, предохранительными очками (масками или щитками), респиратором.
10.6.Перед установкой на станок тщательно осмотреть и аккуратно обстучать деревянным молотком новый шлифовальный круг. Неповрежденный круг должен издавать чистый звук.
10.7.Запрещается эксплуатировать абразивный круг, имеющий:
§ механические повреждения (выколы, трещины);
§ превышение посадочного диаметра круга над диаметром посадочного места на шпинделе или втулке более чем на 1,2 мм;
§ износ более допустимого.
10.8.После установки нового шлифовального круга станок запускается вхолостую на время не менее 5 минут. Запрещается эксплуатировать абразивный круг, имеющий биение.
10.9.Перед началом работ обеспечить в течение не менее 2 минут вращение круга вхолостую на максимальных оборотах.
10.10.Запрещается использовать абразивный круг не по назначению (для шлифовки дерева, цветных металлов и сплавов на их основе).
10.11.В остальном руководствоваться соответствующим разделом прилагаемой к инструменту документации.
Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
§ рулетка измерительная металлическая типа РС-10, с длиной шкалы 10 м, ценой деления 1,0 мм, 2-го класса точности, ГОСТ 7502-89;
§ штангенциркуль типа ШЦ-1, с пределами измерения 0-150 мм, ценой деления 0,1 мм, ГОСТ 166-89;
§ шаблон путевой модели 08809, ТУ2-00221190-023-95;
§ шаблон универсальный модели 00316, ТУ 3936-072-00221190-2002;
§ скоба для измерения износа головки рельса модели 08601, ТУ 4389-027-00221190-96;
§ приспособление для контроля глубины поверхностных дефектов рельсов модели 82904, ТУ 3936-071-00221190-2002.
10.2.Остряк отводится от рамного рельса и между ними устанавливается деревянный вкладыш.
10.4.К работе по шлифовке допускаются только предварительно обученный персонал, имеющий свидетельство на право выполнения данных работ.
10.5.Персонал должен быть обеспечен брезентовыми куртками, брюками, рукавицами, кожаной обувью с металлическим носком, предохранительными очками (масками или щитками), респиратором.
10.6.Перед установкой на станок тщательно осмотреть и аккуратно обстучать деревянным молотком новый шлифовальный круг. Неповрежденный круг должен издавать чистый звук.
10.7.Запрещается эксплуатировать абразивный круг, имеющий:
§ механические повреждения (выколы, трещины);
§ превышение посадочного диаметра круга над диаметром посадочного места на шпинделе или втулке более чем на 1,2 мм;
§ износ более допустимого.
10.8.После установки нового шлифовального круга станок запускается вхолостую на время не менее 5 минут. Запрещается эксплуатировать абразивный круг, имеющий биение.
10.9.Перед началом работ обеспечить в течение не менее 2 минут вращение круга вхолостую на максимальных оборотах.

10.10.Запрещается использовать абразивный круг не по назначению (для шлифовки дерева, цветных металлов и сплавов на их основе).
10.11.В остальном руководствоваться соответствующим разделом прилагаемой к инструменту документации.
Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
§ рулетка измерительная металлическая типа РС-10, с длиной шкалы 10 м, ценой деления 1,0 мм, 2-го класса точности, ГОСТ 7502-89;
§ штангенциркуль типа ШЦ-1, с пределами измерения 0-150 мм, ценой деления 0,1 мм, ГОСТ 166-89;
§ шаблон путевой модели 08809, ТУ2-00221190-023-95;
§ шаблон универсальный модели 00316, ТУ 3936-072-00221190-2002;
§ скоба для измерения износа головки рельса модели 08601, ТУ 4389-027-00221190-96;
§ приспособление для контроля глубины поверхностных дефектов рельсов модели 82904, ТУ 3936-071-00221190-2002.
Презентация на тему Организация работ по шлифовке остряка стрелочного перевода, предмет презентации: Разное. Этот материал в формате pptx (PowerPoint) содержит 20 слайдов, для просмотра воспользуйтесь проигрывателем. Презентацию на заданную тему можно скачать внизу страницы, поделившись ссылкой в социальных сетях! Презентации взяты из открытого доступа или загружены их авторами, администрация сайта не отвечает за достоверность информации в них, все права принадлежат авторам презентаций и могут быть удалены по их требованию.
Читайте также:
- Саммит в глазго 2021 конспект
- Маршак мяч конспект урока
- Клеточное строение листа конспект
- Конспект урока скнф и сднф
- Конспект урока деление с остатком 7 класс школа 8 вида
Оглавление
1. Общие положения.
2. Требования к остряку, его положению относительно рамного рельса и порядок контроля до и после шлифовки.
2.1. Расстояния до проектных сечений.
2.2. Вертикальный и боковой износ остряков и рамных рельсов.
2.3. Понижение верха головки остряка относительно верха головки и остроганной части изношенного рамного рельса.
2.4. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка универсальным шаблоном.
2.5. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм.
2.6. Форма боковой рабочей грани головки остряка.
2.7. Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка.
2.8. Прямолинейность поверхности катания головки остряка.
3. Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса.
4. Технология выполнения работ по шлифовке остряков стрелочных переводов.
4.1. Подготовительные работы.
4.2. Шлифовка верха головки остряка.
4.3. Шлифовка боковой поверхности головки остряка на участке от острия остряка до сечения 5 мм.
4.4. Формирование профиля остряка на участке от сечения головки 5 мм до 20 мм.
4.5. Итоговый профиль головки остряка.
4.6. Формирование отвода понижения головки остряка.
5. Порядок выполнения работ по переносу острия остряка.
6. Периодичность работ по осмотру и измерению износа стрелочных переводов.
7. Требования по технике безопасности при производстве работ по шлифовке.
8. Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
9. Общий вид применяемых отраслевых средств измерений и механизмов.
9.1. Средства измерения.
9.2. Механизмы.
10. Контрольные вопросы.
11. Нормативные документы.
1. Общие положения.
Настоящий конспект разработан для выполнения шлифовки остряков стрелочных переводов типа Р50 и Р65, изготовленных в соответствии с требованиями ГОСТ 33535-2015, согласованной и утвержденной в установленном порядке конструкторской документации и контроля геометрических параметров износа рамных рельсов и остряков до и после шлифовки.
Конспект разработан с учетом применения для шлифовки только механизированного путевого инструмента: шлифовального станка МС-3 (рисунок 23), станка 2152 (рисунок 24) и электрошлифовалкой МРШ-3 (рисунок 25). Возможно применение аналогичных станков.
Шлифовка элементов стрелочных переводов рельсов позволяет увеличить срок их службы и обеспечивает безопасное движение поездов по стрелочным переводам.
2. Требования к остряку, его положению относительно рамного рельса и порядок контроля до и после шлифовки.
Целью шлифовки остряков является обеспечение укрытия острия остряка, а также приведение к нормативным значениям понижение остряка относительно изношенного рамного рельса и угла наклона рабочей грани остряка.
2.1. Расстояния до проектных сечений.
Контроль остряка и его положения относительно рамного рельса производится по проектным сечениям, где ширина головки остряка по верху составляет 5, 10, 15, 20 и 50 мм. Расстояния от острия остряка до проектных сечений представлены в таблице 1.
Таблица 1
|
Стрелочный перевод |
Вид остряка |
Расстояние от острия остряка до проектных сечений, мм |
|||||
|
Тип |
Марка |
Сечения острия остряка, мм |
|||||
|
5 |
10 |
15 |
20 |
50 |
|||
|
Р65 |
1/22 |
Прямой |
768 |
1536 |
2304 |
3072 |
7680 |
|
Криволинейный |
1208 |
2153 |
3042 |
3884 |
8251 |
||
|
1/18 |
Прямой |
547 |
1094 |
1640 |
2187 |
5470 |
|
|
Криволинейный |
878 |
1642 |
2327 |
2953 |
5989 |
||
|
1/11 и 1/9 |
Прямой |
327 |
654 |
981 |
1309 |
3273 |
|
|
Криволинейный |
563 |
1034 |
1448 |
1821 |
3589 |
||
|
1/11 для кривых участков пути на железобетоне |
Прямой (основного пути) |
667 |
1196 |
1646 |
2042 |
3881 |
|
|
Криволинейный (бокового пути) |
323 |
962 |
1475 |
1920 |
3875 |
||
|
Р50 |
1/11 и 1/9 |
Прямой |
280 |
560 |
840 |
1120 |
2800 |
|
Криволинейный |
399 |
760 |
1093 |
1404 |
2964 |
||
|
Стрелочный перевод |
Вид остряка |
Расстояние от острия остряка до проектных сечений, мм |
|||||
|
Тип |
Марка |
Сечения острия остряка, мм |
|||||
|
5 |
10 |
15 |
20 |
50 |
|||
|
Р65 Р50 |
1/9 перекрестный |
Прямой |
197 |
394 |
591 |
789 |
1972 |
|
Криволинейный |
339 |
651 |
939 |
1209 |
2582 |
||
|
Р65 |
1/6 горочный |
Криволинейный |
197 |
379 |
561 |
742 |
1715 |
|
Р50 |
1/6 горочный |
Криволинейный |
196 |
379 |
562 |
745 |
1709 |
Расстояния от острия остряка до проектных сечений измеряются рулеткой (рисунок 22).
2.2. Вертикальный и боковой износ остряков и рамных рельсов.
Вертикальный износ рамных рельсов и остряков не должен превышать значений, представленных в таблице 2.
Таблица 2
|
Тип стрелочного перевода |
Главные пути при скорости, км/час |
Главные пути при скорости движения 40 км/час и менее и приемо-отправочные пути |
Станционные, подъездные и прочие пути |
||||
|
121-200 |
101-120 |
81-100 |
61-80 |
41-60 |
|||
|
Р65 |
5 |
6 |
8 |
9 |
9 |
10 |
12 |
|
Р50 |
— |
5 |
8 |
8 |
8 |
9 |
10 |
Боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки не должен превышать значений, представленных в таблице 3.
Таблица 3
|
Тип стрелочного перевода |
Главные пути при скорости, км/час |
Главные пути при скорости движения 40 км/час и менее и приемо-отправочные пути |
Станционные, подъездные и прочие пути |
||||
|
121-200 |
101-120 |
81-100 |
61-80 |
41-60 |
|||
|
Р65 |
5 |
6 |
8 |
8 |
8 |
8 |
11 |
|
Р50 |
— |
6 |
8 |
8 |
8 |
8 |
11 |
Боковой износ рамных рельсов в острие остряка не должен превышать значений, представленных в таблице 4.
Таблица 4
|
Тип стрелочного перевода |
Главные пути при скорости, км/час |
Главные пути при скорости движения 40 км/час и менее и приемо – отправочные пути |
Станционные, подъездные и прочие пути |
||||
|
121-200 |
101-120 |
81-100 |
61-80 |
41-60 |
|||
|
Р65 |
5 |
6 |
6 |
6 |
6 |
6 |
61 |
|
Р50 |
— |
6 |
6 |
6 |
6 |
6 |
6 |
1При износе более указанной для данной скорости, скорость движения поездов ограничивается до величины, соответствующей износу, а при износе более указанной для главных путей – движение закрывается.
Для указанных градаций допустимый износ может быть увеличен до значений, допустимых вне пределов острия остряка, при условии обеспечения выполнения требований к взаимному положению остряка и рамного рельса, контролируемых шаблоном КОР (рисунок 16).
Вертикальный износ рамных рельсов контролируется с помощью штангенциркуля путевого модели ПШВ (рисунок 17) или скобы для измерения износа рельсов модели 08601 (рисунок 18) в наиболее изношенном месте по оси его головки.
Вертикальный износ остряков контролируется с помощью штангенциркуля путевого модели ПШВ в наиболее изношенном месте по оси его головки в сечении, где ширина ее составляет 50 мм и более.
Боковой износ рамных рельсов контролируется штангенциркулем путевым модели ПШВ у острия остряков и в наиболее изношенном месте и определяется как разность новой и изношенной ширины головки на уровне 13 мм ниже поверхности катания.
Проектные значения высоты рамного рельса и ширины головки, учитываемые при измерении вертикального и бокового износа рамных рельсов с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 5.
Таблица 5
|
Параметр |
Тип рамного рельса |
|
|
Р50 |
Р65 |
|
|
Высота рамного рельса |
152 |
180 |
|
Ширина головки рамного рельса |
69,6* |
72,25* |
* Расчетные размеры ширины головки для проведения измерений на уровне 13 мм от поверхности катания колеса
Проектные значения высоты остряков в сечении, где ширина головки составляет 50 мм и более (до начала выпрессовки под полнопрофильный рельс), учитываемые при измерении вертикального износа с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 6.
Таблица 6
|
Параметр |
Тип остряка |
|
|
Р50 |
Р65 |
|
|
Высота остряка |
112 |
140 |
Боковой износ остряков контролируется штангенциркулем путевым модели ПШВ вне пределов боковой строжки.
Проектные значения ширины головки остряка вне пределов боковой строжки, учитываемые при измерении бокового износа с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 7.
Таблица 7
|
Ширина головки остряка, мм |
Тип рамного рельса |
|
|
ОР 50 |
ОР 65 |
|
|
Несимметричного |
65,0 |
68,4 |
|
Симметричного |
70,0 |
72,6 |
2.3. Понижение верха головки остряка относительно верха головки и остроганной части изношенного рамного рельса.
В продольном направлении головка остряка должна иметь плавное понижение к острию без образования обратных уклонов (рисунок 1).
Рисунок 1. Продольный профиль головки остряка
Величина понижения не должна превышать значений, указанных в таблице 8.
Таблица 8
|
Ширина головки остряка по верху, мм |
Острие остряка |
5 |
10 |
15 |
20 |
50 |
|
Понижение верха головки остряка в эксплуатации, мм |
Не более 27 |
Не более 21 |
11 … 15 |
6 … 10 |
4 … 6 |
До 2 мм, не более |
|
Понижение верха головки остряка проектное, мм |
25 |
17 |
13 |
9 |
5 |
0 |
Понижение верха головки остряка относительно верха головки рамного рельса контролируется путевым шаблоном модели 08809 (рисунок 19) в сечениях от острия остряка до сечения 20 мм или штангенциркулем путевым модели ПШВ (только в сечении 50 мм).
Для проведения измерений путевым шаблоном модели 08809 необходимо, чтобы остряк был прижат к рамному рельсу.
Для проведения контроля путевой шаблон устанавливают, как показано на рисунке 2, опускают наконечник каретки до касания с верхней частью рабочей грани остряка и по шкале на наконечнике напротив риски на корпусе каретки снимают показания понижения верха головки остряка относительно верха головки рамного рельса с округлением до ближайшего целого значения. Для изображенного случая величина понижения остряка составляет 5 мм.
Рисунок 2. Контроль понижения верха головки остряка относительно верха головки рамного рельса
2.4. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка универсальным шаблоном.
Взаимное положение контролируется универсальным шаблоном модели 00316 (далее шаблон КОР).
Рабочая грань шаблона КОР должна касаться только боковой грани рамного рельса. Между боковой рабочей гранью остряка и шаблоном КОР или профильной планкой должен быть зазор.
Измерение производится в двух контрольных точках, в острие остряка и на расстоянии:
— 450 мм от него для стрелок марки 1/22;
— 350 мм – для стрелок марки 1/18;
— 200 мм – для обыкновенных и симметричных стрелок марок 1/11 и 1/9;
— 120 мм – для симметричных стрелок марки 1/6 и перекрестных переводов марки 1/9.
Для выполнения требований шаблона КОР подлежат шлифовке следующие дефекты:
— наплывы на головке рамного рельса в сторону остряка величиной более 3 мм;
— наплывы металла на нерабочей грани остряка в сторонурамного рельса величиной более 3 мм;
— выкрашивание по верху головки остряка глубиной более 3 мм;
— горизонтальные уступы от бокового износа на рабочей грани остряка более 3 мм с плавным переходом к нешлифуемой части головки остряка.
На участке от острия остряка до его сечения 5 мм верх головки остряка должен иметь острую вершину, а угол наклона боковой рабочей грани не менее 60° (рисунок 3).
Рисунок 3. Контроль взаимного положения рамного рельса и боковой рабочей поверхности головки остряка с использованием шаблона КОР
2.5. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм.
Взаимное положение контролируется путевым шаблоном модели 08809.
Для проведения контроля путевой шаблон устанавливается, как показано на рисунке 4, опускают вниз до упора профильную планку и подводят ее до касания с боковой рабочей поверхностью головки остряка.
Контакт профильной планки с рабочей гранью остряка допускается в месте нанесения риски на планке или выше нее. Между нижней частью планки (ниже риски) и рабочей грани остряка должен быть зазор.
Рисунок 4. Контроль взаимного положения рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм с использованием путевого шаблона модели 08809
2.6. Форма боковой рабочей грани головки остряка.
На участке от острия остряка до проектного сечения его головки
5 мм верх головки остряка после шлифовки должен иметь острую вершину, а угол наклона боковой рабочей грани не менее 60° (рисунок 5). Форма боковой рабочей грани головки остряка контролируется шаблоном КОР или путевым шаблоном модели 08809.
Рисунок 5. Профили нового и отшлифованного остряков на участке от острия остряка до сечения его головки 5 мм
На участке проектного сечения головки от 5 мм до 20 мм верх головки остряка после шлифовки должен иметь сопряжение с боковой рабочей гранью скруглением или фаской под углом 45° (рисунок 6). Форма боковой рабочей грани головки остряка контролируется путевым шаблоном модели 08809.
Рисунок 6. Профили нового и отшлифованного остряков на участке сечения его головки от 5 до 20 мм
Форма верха головки остряка до и после шлифовки контролируется при прижатом к рамному рельсу остряке.
2.7. Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка.
На участке от острия остряка до сечения головки по верху 20 мм не должно быть уступов, смятий и выкрашиваний глубиной более 3 мм на боковой рабочей грани головки остряка.
Уступы и выкрашивания контролируются с использованием универсального путевого шаблона модели 00316. Смятие остряков контролируется с использованием приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова, рисунок 21) или с помощью метровой металлической линейки.
Для проведения контроля шаблон (приспособление) устанавливается вертикально на головку остряка вдоль его оси в месте наибольшей неисправности (рисунок 7 — установка шаблона 00316 при контроле выкрашивания). Для изображенного случая величина выкрашивания остряка составляет 8 мм.
Рисунок 7. Установка универсального путевого шаблона КОР модели 00316 на поверхность катания головки остряка на участке от острия остряка до сечения головки по верху 20 мм при контроле выкрашивания
Запрещается эксплуатировать стрелочный перевод, у которого протяженность зоны выкрашивания остряка составляет:
- 200 мм и более — на главных путях;
- 300 мм и более — на приемо — отправочных путях;
- 400 мм и более — на прочих станционных путях.
Протяженность зоны выкрашивания остряка измеряется рулеткой.
2.8. Прямолинейность поверхности катания головки остряка.
Прямолинейность поверхности катания головки остряка после шлифовки, измеренная на базе 1 метр, не должна превышать 1 мм.
Прямолинейностьконтролируется с использованием приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова) или метровой металлической линейкой.
Для проведения контроля приспособление устанавливается вертикально на головку остряка вдоль его оси (рисунок 8 — установка приспособления при контроле прямолинейности поверхности катания головки остряка после шлифовки).
Рисунок 8. Установка приспособления модели 82904 при контроле прямолинейности поверхности катания головки остряка после шлифовки
3. Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса.
Износ остряка и рамного рельса на участке от острия до первой стрелочной тяги (рисунок 9).
Рисунок 9. Износ остряка и рамного рельса на участке от острия до первой стрелочной тяги
Износ остряка на участке от первой стрелочной тяги до сечения остряка 20 мм (рисунок 10).
Рисунок 10. Износ остряка на участке от первой стрелочной тяги до сечения остряка 20 мм
4. Технология выполнения работ по шлифовке остряков стрелочных переводов.
Все работы, приведенные в этом разделе, выполняются только при начальном износе острия остряка, когда имеется запас по износу и понижению остряка относительно рамного рельса до их предельно допустимых значений.
Шлифовка может выполняться неоднократно до тех пор, пока не достигнуты предельно допустимые значения износа и понижения остряка относительно рамного рельса.
На стрелочных переводах, лежащих в главных и приемоотправочных путях и станционных путях лежащих в маршруте следования пассажирских и пригородных поездов, работы по профильной шлифовке остряков выполняются специализированными бригадами под руководством не ниже ПЧЗ, ПЧГ. На прочих путях по должности не ниже ПЧУ. Работы по устранению накатов с нерабочей грани остряка и рабочей грани рамного рельса на всех путях производится по должности не ниже ПЧУ, согласно телеграмме ЦЗ ЦДИ Г.Ф.Верховых № ИСХ-38/ДП от 19.08.2018 г.
4.1. Подготовительные работы.
Закрыть для движения стрелочный перевод!
Первое – измеряется боковой износ остряков. Если боковой износ равен или превышает предельно допустимый, то такой остряк шлифовке не подлежит.
Второе – приводится к нормативной величине провисание остряка на башмаке.
Третье – разметка проектных сечений остряков. Для этого тонким мелом или маркером на поверхности катания рамного рельса или остряка наносятся отметки, соответствующие расстояниям от острия остряка до проектных сечений (таблица 1).
Четвертое – при прижатом к рамному рельсу остряке в острие и в проектных сечениях головки 5, 10, 15, 20 мм измеряется и записывается понижение остряка относительно рамного рельса.
Пятое – оценивается целесообразность проведения шлифовки. Величина понижения остряка по каждому сечению не должна превышать значений, указанных в таблице 8, а износ остряка вне пределов боковой строжки не должен превышать значений, указанных в таблице 3.
Если хотя бы в одном проектном сечении понижение остряка превышает максимально допустимое значение (рисунок 11), то такой остряк проверяется на возможность шлифовки с переносом острия. В случае невозможности или нецелесообразности шлифовки остряка с переносом острия порядок его замены определяется начальником дистанции пути (инфраструктуры).
Рисунок 11. Понижение остряка относительно рамного рельса в проектных сечениях
Шестое – остряк от рамного рельса отводится, между ними устанавливается деревянный вкладыш.
Седьмое – на стороне остряка, обращенной к рамному рельсу, в острие остряка и проектных сечениях головки 5, 10, 15, 20 мм наносятся отметки максимального (таблица понижения остряка относительно рамного рельса.
Восьмое – с помощью металлической линейки (рисунок 20) отметки между собой соединяются, образуя область возможной шлифовки остряка.
Девятое – определяется целесообразность проведения шлифовки при наличии выкрашиваний. Шлифовка проводится, если выкрашивания (с учетом зашлифовки выкрашенной части) находятся в пределах области шлифовки. Если выкрашивания находятся ниже области шлифовки, то такой остряк проверяется на возможность шлифовки с переносом острия.
Десятое – внутри области шлифовки проводится линия, максимально близкая к проектным значениям понижения остряка (рисунок 12).
Рисунок 12. Проведение линии шлифовки
4.2. Шлифовка верха головки остряка.
Удаляется гребнеобразный наплыв или выкрашивание. Шлифуется верх головки остряка до линии шлифовки.
4.3. Шлифовка боковой поверхности головки остряка на участке от острия остряка до сечения 5 мм.
Шлифуется рабочая грань остряка под углом не менее 60°. Одновременно удаляются наплывы (ступеньки) и формируется профиль остряка на участке от острия до сечения 5 мм.
4.4. Формирование профиля остряка на участке от сечения головки 5 мм до 20 мм.
Снимается фаска между горизонтальной поверхностью головки и рабочей гранью остряка под углом 45° или формируется закругление.
4.5. Итоговый профиль головки остряка.
Профиль головки остряка, полученный после шлифовки верха головки, боковой поверхности и формирования профиля представлен на рисунках 5 и 6.
4.6. Формирование отвода понижения головки остряка.
Формируется за сечением остряка 20 мм плавное повышение головки остряка в сторону корня на расстоянии не менее 200 мм.
5. Порядок выполнения работ по переносу острия остряка.
Работа выполняются при понижении острия остряка относительно рамного рельса больше 27 мм. Предварительно производится шлифовка остряка по технологии, приведенной в разделе 6.
На участке до первой стрелочной тяги определяется сечение остряка, в котором понижение его относительно рамного рельса составляет не более
25 мм. В найденном сечении формируется новое острие остряка.
Шлифуется участок головки остряка от фактического острия до нового острия таким образом, чтобы понижение этого участка относительно верха головки рамного рельса составило более 45 мм с переходом к новому острию (рисунок 13).
Рисунок 13. Форма головки остряка проектная и после шлифовки с переносом острия
Радиус перехода определяется радиусом шлифовального круга (рисунок 14).
Рисунок 14. Продольный профиль поверхности остряка после шлифовки с переносом острия
Формируется плавное сопряжение нового острия с боковой необработанной частью головки остряка на расстоянии не менее 100 мм.
При переносе острия должны соблюдаться все требования, изложенные в разделе 2, по взаимному положению и форме головок рамного рельса и остряка.
Для уменьшения объемов шлифовки перенос острия должен производиться на минимальное расстояние от торца рельса в пределах зоны контроля шаблоном КОР.
При наличии смятия головки у острия новое острие принимается в конце зоны смятия.
Расстояния до проектных сечений при переносе острия отсчитываются от нового острия, а не от торца остряка.
Профиль головки остряка, полученный после переноса острия остряка, представлен на рисунке 15.
Рисунок 15. Профиль головки остряка, полученный после переноса острия остряка
6. Периодичность работ по осмотру и измерению износа стрелочных переводов.
При определении периодичности работ по осмотру и измерению параметров износа руководствоваться разделом 4.2 «Инструкции по текущему содержанию железнодорожного пути» от 14.11.2016 № 2288.
7. Требования по технике безопасности при производстве работ по шлифовке.
Шлифовка выполняется в технологические «окна» с закрытием стрелочного перевода для движения. В журнале осмотра путей, стрелочных переводов, устройств СЦБ, связи и контактной сети (ДУ-46) делается запись в соответствии с требованиями «Инструкции по обеспечению безопасности движения поездов при производстве путевых работ» от 14.12.2016 № 2540.
Остряк отводится от рамного рельса и между ними устанавливается деревянный вкладыш.
К работе по шлифовке допускаются только предварительно обученный персонал, имеющий свидетельство на право выполнения данных работ.
Персонал должен быть обеспечен брезентовыми куртками, брюками, рукавицами, кожаной обувью с металлическим носком, предохранительными очками (масками или щитками), респиратором.
Перед установкой на станок тщательно осмотреть и аккуратно обстучать деревянным молотком новый шлифовальный круг. Неповрежденный круг должен издавать чистый звук.
ЗАПРЕЩАЕТСЯ эксплуатировать абразивный круг, имеющий:
- механические повреждения (выколы, трещины);
- на рабочей поверхности значительное количество вкраплений продуктов шлифовки («засаленный» круг);
- превышение посадочного диаметра круга над диаметром посадочного места на шпинделе или втулке более чем на 1,2 мм;
- износ более допустимого.
После установки нового шлифовального круга станок запускается вхолостую на время не менее 5 минут. Запрещается эксплуатировать абразивный круг, имеющий биение.
Перед началом работ обеспечить в течение не менее 2 минут вращение круга вхолостую на максимальных оборотах.
Запрещается использовать абразивный круг не по назначению (для шлифовки дерева, цветных металлов и сплавов на их основе).
8. Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
- рулетка измерительная металлическая типа РС-10, с длиной шкалы 10 м, ценой деления 1,0 мм, 2-го класса точности, ГОСТ 7502-98;
- линейка измерительная металлическая с пределом измерений 1000 мм с ценой деления 1 мм, ГОСТ 427-75;
- штангенциркуль путевой ПШВ, ТУ 3933-002-60632410-2012;
- шаблон путевой тип ЦУП-1, модели 08809, ТУ2-00221190-023-95;
- шаблон универсальный КОР модели 00316, ТУ 3936-072-00221190-2002;
- скоба для измерения износа головки рельса модели 08601, ТУ 4389-027-00221190-96;
- приспособление для контроля глубины поверхностных дефектов рельсов модели 82904, ТУ 3936-071-00221190-2002.
9. Общий вид применяемых отраслевых средств измерений и механизмов.
9.1. Средства измерения
Рисунок 16. Шаблон универсальный КОР модели 00316
Рисунок 17. Штангенциркуль ПШВ «Путеец»
Рисунок 18. Скоба для измерения износа рельсов модели 08601
Рисунок 19. Шаблон путевой модель 08809
Рисунок 20. Линейка металлическая 1000 мм
Рисунок 21. Приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова)
Рисунок 22. Рулетка измерительная металлическая
9.2. Механизмы
Рисунок 23. Рельсошлифовальный станок МС-3
Рисунок 24. Рельсошлифовальный станок 2152
Рисунок 25. Шлифовальный станок МРШ-3
10. Контрольные вопросы
Расстояния до проектных сечений
1. Сколько проектных сечений на остряке и какая ширина головки остряка в этих местах?
2. Расстояние от острия остряка до проектных сечений криволинейного остряка на горочном стрелочном переводе типа Р-65 марки 1/6.
3. Расстояние от острия остряка до проектных сечений криволинейного остряка на стрелочном переводе типа Р-50 марки 1/11, 1/9.
4. Расстояние от острия остряка до проектных сечений криволинейного остряка на стрелочном переводе типа Р-65 марки 1/11, 1/9.
Вертикальный и боковой износ остряков и рамных рельсов
5. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-65 на главном пути при установленных скоростях 101-120 км/ч составляет ____.
6. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-50 на главном пути при установленных скоростях 61-80 км/ч составляет ____.
7. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-65 на станционных, подъездных и прочих путях составляет ____.
8. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-65 на главных путях с установленными скоростями
121-200 км/ч составляет ____.
9. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-50 на главных путях с установленными скоростями
61-80 км/ч составляет ____.
10. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-65 на станционных путях, подъездных и прочих путях составляет ____.
11. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-50 на станционных путях составляет ____.
12. Какие проектные значения высоты рамного рельса и ширины головки?
13. Какие проектные значения высоты остряка в сечении головки 50 мм и более?
14. Какие проектные значения ширины головки остряка вне предела боковой строжки?
Понижение верха головки остряка относительно верха головки и остроганной части изношенного рамного рельса
15. В каких точках и каким инструментом измеряется понижение остряка относительно верха головки рамного рельса?
16. Какая максимальная величина понижения верха головки остряка относительно верха головки рамного рельса в проектных точках в процессе эксплуатации?
17. Какая проектная величина понижения верха головки остряка относительно верха головки рамного рельса в проектных точках?
Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка универсальным шаблоном
18. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/22; 1/9?
19. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/18; 1/9 перекрестный?
20. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/11; 1/6 симметричный?
Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм
21. Каким шаблоном контролируется взаимное положение рамного рельса и боковой поверхности головки остряка?
22. Допустимое и не допустимое положение планки шаблона:
Форма боковой рабочей грани головки остряка
23. Угол наклона боковой рабочей грани остряка в проектном сечения его головки 5 мм после шлифовки должен быть не менее ____.
Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка
24. При какой протяженности зоны выкрашивания остряка запрещается эксплуатировать стрелочный перевод на главных, приемо-отправочных и прочих станционных путях?
Прямолинейность поверхности катания головки остряка
25. Прямолинейность поверхности катания головки остряка после шлифовки, измеренная на базе 1 метр, не должна превышать ____ мм.
Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса
26. Перечислите возможные неисправности, вызванные износом рамного рельса и остряка.
Технология выполнения работ по шлифовке остряков стрелочных переводов
27. Под чьим руководством выполняется профильная шлифовка остряка, с учетом категории пути, где расположен стрелочный перевод.
28. В каких случаях назначается шлифовка остряка с переносом острия.
29. Для чего на стороне остряка, обращенной к рамному рельсу, в острие остряка и проектных сечениях головки 5, 10, 15, 20 мм наносятся отметки максимального понижения остряка относительно рамного рельса?
30. Каким образом шлифуется верх головки остряка?
31. Под каким углом шлифуется боковая поверхность головки остряка в сечении 5 мм?
32. Под каким углом формируется профиль остряка на участке от сечения головки 5 мм до 20 мм?
Порядок выполнения работ по переносу острия остряка
33. На какое расстояние разрешается перенос острия остряка?
11. Нормативные документы
- Инструкция по устранению возникающих при эксплуатации дефектов остряков стрелочных переводов шлифовкой в пути. Утверждена Г.Ф.Верховых от 18.09.2017 № 1962/р.
- Инструкция по обеспечению безопасности движения поездов при производстве путевых работ. Утверждена распоряжением ОАО «РЖД» от 14.12.2016 № 2540р.
- Инструкция по сигнализации на железных дорогах Российской Федерации (приложение № 7 к Правилам технической эксплуатации железных дорог Российской Федерации, утверждённым приказом Министерства транспорта Российской Федерации от 21 декабря 2010 г. № 286).
- Инструкция по движению поездов и маневровой работе на железнодорожном транспорте Российской Федерации (приложение № 8 к Правилам технической эксплуатации железных дорог Российской Федерации,утверждённым приказом Министерства транспорта Российской Федерации от 21 декабря 2010 г. № 286).
- Инструкция по охране труда для монтера пути ОАО «РЖД» ИОТ РЖД-4100612-ЦП-035-2017. Утверждена распоряжением от 09.01.2018 № 5р.
- Положение о проведении аттестации работников, производственная деятельность которых связана с движением поездов и маневровой работой на железнодорожных путях общего пользования ОАО «РЖД», утвержденное распоряжением ОАО «РЖД» от 17.01.2015 № 66р.
- Типовые нормы бесплатной выдачи сертифицированных специальной одежды, специальной обуви и других средств индивидуальной защиты работникам железнодорожного транспорта Российской Федерации, занятым на работах с вредными и (или) опасными условиями труда, а также на работах, выполняемых в особых температурных условиях или связанных с загрязнением. Утверждены приказом Минздравсоцразвития России от 22.10.2008 № 582н, зарегистрированы Минюстом России 12.11.2008 № 12624.
- Правила по охране труда, экологической, промышленной и пожарной безопасности при техническом обслуживании и ремонте объектов инфраструктуры путевого комплекса ОАО «РЖД». Утверждены распоряжением ОАО «РЖД» от 04.02.2014 № 255р.
- Правила по безопасному нахождению работников ОАО «РЖД» на железнодорожных путях. Утверждены распоряжением от 24.12.2012 № 2665р (В ред. Распоряжение ОАО «РЖД» от 04.02.2015 № 235р).
- ГОСТ Р 51685-2013. Национальный стандарт Российской Федерации. Рельсы железнодорожные. Общие технические условия (утвержден и введен в действие Приказом Росстандарта от 14.10.2013 № 1155-ст), (ред. от 24.02.2016).
- ГОСТ 33535-2015. Межгосударственный стандарт. Соединения и пересечения железнодорожных путей. Технические условия (введен в действие Приказом Росстандарта от 29.10.2015 № 1663-ст).
Бетон — универсальный строительный материал, выдерживающий значительные нагрузки. Его используют для возведения стен, перекрытий, фундаментов. Его заливают в стяжку, чтобы получить долговечное и очень прочное покрытие. Можно использовать бетон как черновую основу для отделки или зашлифовать и покрыть декоративным составом. Получится гладкая износостойкая поверхность. Разберемся, как отшлифовать бетонный пол своими руками.
Как самостоятельно отшлифовать пол из бетона
Зачем это нужно
Способы зачистки
Инструменты для работы
Инструкция по шлифованию
— Подготовка
— Шлифовка бетонной основы
Зачем шлифуют бетонное покрытие
Бетонный монолит пористый. Он сильно пылит при истирании, пропитывается влагой и не очень эстетично выглядит. Шлифовка устраняет эти недостатки.
Удаление верхнего слоя уплотняет материал, закрывает поры. Это увеличивает прочность его поверхности в два-три раза, повышает стойкость к истиранию и воздействию химических веществ. Прекращается пыление, увеличивается влагостойкость покрытия.
После обработки проявляется структура основания. Чем крупнее использовался наполнитель при замесе, тем более ярко будет выражен декоративный эффект. Благодаря этому отшлифованный бетон может стать самостоятельной отделкой пола. При внесении крупного наполнителя в замес: крошки из гранита или мрамора, и последующей специальной обработки, поверхность приобретет внешний вид, похожий на наливные полы.
Методики шлифовки
Качественно отшлифовать бетонное основание можно двумя способами. Кратко охарактеризуем оба.
Сухая зачистка
Сухая поверхность отшлифовывается абразивами с различной зернистостью. Таким способом можно снять до 2 мм основы. В ходе работы в воздух поднимается большое количество пыли, поэтому обязательна защита для слизистых и органов дыхания. Обработка проводится разными инструментами, желательно с возможностью подключения пылесоса. Это позволяет значительно уменьшить количество загрязнений в воздухе. Главный плюс методики — высокая скорость и минимум трудозатрат.
Мокрое шлифование
В начале шлифовки основание смачивается, в ходе работ при необходимости дополнительно подается вода. Это позволяет убрать слой высотой до 5 мм. Методика предназначена для шлифования твердого бетона с включением мраморной или гранитной крошки. Поступающая в рабочую зону влага смешивается с пылью, образуется жидкая грязь. Это затрудняет работу и мешает контролировать ее качество. Поэтому мокрое шлифование требует больших трудозатрат и времени.

Оборудование для работы
Для шлифовки бетонной поверхности используются разные инструменты. Наибольшая производительность и скорость у промышленных или профессиональных шлифмашин. Это достаточно габаритное оборудование с бензиновым или электрическим двигателем. Оно отличается большой площадью захвата и высокой мощностью. Чаще всего к нему дополнительно подключаются приспособления для отвода пыли или грязной жидкости, подачи воды.
Большинство профессиональных моделей оснащено механизмами, которые позволяют регулировать скорость вращения абразивных элементов. Это дает возможность по-разному шлифовать основание. Из профессиональных шлифмашин обычно используют так называемый «вертолет». Это агрегат с четырьмя лопастями, на них крепится абразив.
В арсенале домашнего мастера редко встречается профессиональное оборудование. Для зачистки малых площадей используют бытовые шлифмашинки. Они меньше по размерам и менее мощны, но способны отшлифовать бетонное покрытие. В некоторых случаях для работы выбирают и углошлифовальные машины, их еще называют болгарками. Обрабатывать ими большие площади долго и неудобно, а вот на маленьких участках и в труднодоступных местах они незаменимы.
Шлифовка бетонного пола своими руками болгаркой или другой шлифмашиной предполагает использование специальных дисков-насадок. Именно они шлифуют материал, снимают все неровности. От их формы зависит качество обработки. Дисковые насадки внешне похожи на шлифовальные круги, но их абразивная часть имеет разную форму. Она определяет глубину шлифования и возможность работы с материалами разной твердости. Коротко охарактеризуем разные насадки.
Планшайбы
Предназначены для черновой грубой обработки. Диск покрыт крошкой разной зернистости, что дает возможность эффективно зачищать неровности. Планшайбы выпускают с разными комбинациями абразивов для работы с поверхностями различной степени твердости.
Черепашки
Насадка для чистовой отделки. На гибкий диск наносится алмазная крошка, в которую добавлены синтетические полимеры. Качественно выполняет тонкую зачистку основы. Черепашка закрепляется на прочную липучку, поэтому ее несложно заменить в случае истирания.
Франкфурты
Используются для сложной обработки. В зависимости от формы абразивных элементов и их зернистости могут снимать или частично ремонтировать старое покрытие. Чаще всего их применяют для тонкой шлифовки и полировки основания.
Чашки
Насадка в виде вогнутого диска, по форме напоминающая тарелку. По периметру чашки находятся абразивные элементы, которые шлифуют поверхность. От их формы и размеров зависит эффективность шлифовки.
Выпускается несколько разновидностей насадок-чашек.
- Бумеранг. На него нанесены абразивные элементы загнутой формы. Используется для чистовой обработки.
- Квадрат. Шлифовка производится абразивами квадратной формы. Применяется для чернового шлифования неровного основания.
- Двойной сегмент. Абразивные полосы по периметру диска располагаются в два ряда. Используется для снятия толстого первого слоя.
Как отшлифовать бетонный пол
Шлифовка бетона — трудоемкий процесс, но ее можно провести и самому. Предлагаем поэтапную инструкцию.
1. Подготовительные работы
Качественно отшлифовать можно только ровное сухое основание без значительных дефектов и перепадов высот. Поэтому перед началом работ следует провести ревизию поверхности. Прежде всего, нужно определить точность горизонтали. Проще провести замеры лазерным уровнем. Если уклон большой, придется выравнивать его стяжкой. Она понадобится и для крошащейся основы со множеством дефектов. После заливки стяжку нужно оставить на две-три недели для набора минимальной прочности.
Основу с трещинами, сколами и другими дефектами ремонтируют. Щели и трещины расшивают, то есть расширяют под углом 45˚, чтобы ремонтная смесь заполнила всю полость. После этого грунтуют, дают высохнуть, заполняют цементным раствором и выравнивают. Отвердевшую смесь зачищают так, чтобы поверхность была ровной. Все выпуклости и заметные наплывы срезают болгаркой.
Если на поверхности пола выступает арматура или присутствуют какие-то металлические вставки, их нужно убрать. Прутки срезают, вставки выпиливают из основы болгаркой. Получившиеся полости заделывают ремонтным раствором. Если металла на поверхности много, будет проще залить стяжку, чтобы его закрыть.
Важный момент. Шлифовать свежий бетон нельзя. Из не набравшей плотности основы легко вырываются куски материала. Это портит и покрытие, и инструмент. Поэтому перед началом работ обязательно проверяют жесткость пола. Полностью подготовленный к шлифовке пол обрабатывают специальной упрочняющей пропиткой. Делают это в точном соответствии с инструкцией на ее упаковке.
2. Шлифование основы
Технология шлифовки бетонного пола шлифовальной машиной проста. Для бытового и профессионального оборудования она примерно одинакова. Сначала проводят грубую обработку. Для нее выбирают крупнозернистый абразив на 25-30 ед. Работу начинают от угла помещения и последовательно зачищают всю поверхность. Если шлифуют болгаркой, ее обязательно выключают через каждые 15 минут и делают небольшой перерыв. Это необходимо, чтобы инструмент не перегрелся.
После грубой обработки поверхность очищают от пыли и проверяют качество работы. При обнаружении необработанных или плохо обработанных участков их снова зачищают. На следующем этапе переходят к тонкой шлифовке. Она выполняется аналогично, только другим абразивом: на 40 ед. Если пол должен быть отшлифован до глянца, проводят еще и полировку. Она выполняется аналогично с использованием шлифовального диска с абразивом 1500-3000 ед. Готовое покрытие очищают от загрязнений, моют, сушат и при желании покрывают подходящим лакокрасочным составом.


Рисунок 3. Контроль взаимного положения рамного рельса и боковой рабочей поверхности головки остряка с использованием шаблона КОР
2.5. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм.
Взаимное положение контролируется путевым шаблоном модели 08809.
Для проведения контроля путевой шаблон устанавливается, как показано на рисунке 4, опускают вниз до упора профильную планку и подводят ее до касания с боковой рабочей поверхностью головки остряка.
Контакт профильной планки с рабочей гранью остряка допускается в месте нанесения риски на планке или выше нее. Между нижней частью планки (ниже риски) и рабочей грани остряка должен быть зазор.
Рисунок 4. Контроль взаимного положения рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм с использованием путевого шаблона модели 08809
2.6. Форма боковой рабочей грани головки остряка.
На участке от острия остряка до проектного сечения его головки
5 мм верх головки остряка после шлифовки должен иметь острую вершину, а угол наклона боковой рабочей грани не менее 60° (рисунок 5). Форма боковой рабочей грани головки остряка контролируется шаблоном КОР или путевым шаблоном модели 08809.
Рисунок 5. Профили нового и отшлифованного остряков на участке от острия остряка до сечения его головки 5 мм
На участке проектного сечения головки от 5 мм до 20 мм верх головки остряка после шлифовки должен иметь сопряжение с боковой рабочей гранью скруглением или фаской под углом 45° (рисунок 6). Форма боковой рабочей грани головки остряка контролируется путевым шаблоном модели 08809.
Рисунок 6. Профили нового и отшлифованного остряков на участке сечения его головки от 5 до 20 мм
Форма верха головки остряка до и после шлифовки контролируется при прижатом к рамному рельсу остряке.
2.7. Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка.
На участке от острия остряка до сечения головки по верху 20 мм не должно быть уступов, смятий и выкрашиваний глубиной более 3 мм на боковой рабочей грани головки остряка.
Уступы и выкрашивания контролируются с использованием универсального путевого шаблона модели 00316. Смятие остряков контролируется с использованием приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова, рисунок 21) или с помощью метровой металлической линейки.
Для проведения контроля шаблон (приспособление) устанавливается вертикально на головку остряка вдоль его оси в месте наибольшей неисправности (рисунок 7 — установка шаблона 00316 при контроле выкрашивания). Для изображенного случая величина выкрашивания остряка составляет 8 мм.
Рисунок 7. Установка универсального путевого шаблона КОР модели 00316 на поверхность катания головки остряка на участке от острия остряка до сечения головки по верху 20 мм при контроле выкрашивания
Запрещается эксплуатировать стрелочный перевод, у которого протяженность зоны выкрашивания остряка составляет:
- 200 мм и более — на главных путях;
- 300 мм и более — на приемо — отправочных путях;
- 400 мм и более — на прочих станционных путях.
Протяженность зоны выкрашивания остряка измеряется рулеткой.
2.8. Прямолинейность поверхности катания головки остряка.
Прямолинейность поверхности катания головки остряка после шлифовки, измеренная на базе 1 метр, не должна превышать 1 мм.
Прямолинейностьконтролируется с использованием приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова) или метровой металлической линейкой.
Для проведения контроля приспособление устанавливается вертикально на головку остряка вдоль его оси (рисунок 8 — установка приспособления при контроле прямолинейности поверхности катания головки остряка после шлифовки).
Рисунок 8. Установка приспособления модели 82904 при контроле прямолинейности поверхности катания головки остряка после шлифовки
3. Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса.
Износ остряка и рамного рельса на участке от острия до первой стрелочной тяги (рисунок 9).
Рисунок 9. Износ остряка и рамного рельса на участке от острия до первой стрелочной тяги
Износ остряка на участке от первой стрелочной тяги до сечения остряка 20 мм (рисунок 10).
Рисунок 10. Износ остряка на участке от первой стрелочной тяги до сечения остряка 20 мм
4. Технология выполнения работ по шлифовке остряков стрелочных переводов.
Все работы, приведенные в этом разделе, выполняются только при начальном износе острия остряка, когда имеется запас по износу и понижению остряка относительно рамного рельса до их предельно допустимых значений.
Шлифовка может выполняться неоднократно до тех пор, пока не достигнуты предельно допустимые значения износа и понижения остряка относительно рамного рельса.
На стрелочных переводах, лежащих в главных и приемоотправочных путях и станционных путях лежащих в маршруте следования пассажирских и пригородных поездов, работы по профильной шлифовке остряков выполняются специализированными бригадами под руководством не ниже ПЧЗ, ПЧГ. На прочих путях по должности не ниже ПЧУ. Работы по устранению накатов с нерабочей грани остряка и рабочей грани рамного рельса на всех путях производится по должности не ниже ПЧУ, согласно телеграмме ЦЗ ЦДИ Г.Ф.Верховых № ИСХ-38/ДП от 19.08.2018 г.
4.1. Подготовительные работы.
Закрыть для движения стрелочный перевод!
Первое – измеряется боковой износ остряков. Если боковой износ равен или превышает предельно допустимый, то такой остряк шлифовке не подлежит.
Второе – приводится к нормативной величине провисание остряка на башмаке.
Третье – разметка проектных сечений остряков. Для этого тонким мелом или маркером на поверхности катания рамного рельса или остряка наносятся отметки, соответствующие расстояниям от острия остряка до проектных сечений (таблица 1).
Четвертое – при прижатом к рамному рельсу остряке в острие и в проектных сечениях головки 5, 10, 15, 20 мм измеряется и записывается понижение остряка относительно рамного рельса.
Пятое – оценивается целесообразность проведения шлифовки. Величина понижения остряка по каждому сечению не должна превышать значений, указанных в таблице 8, а износ остряка вне пределов боковой строжки не должен превышать значений, указанных в таблице 3.
Если хотя бы в одном проектном сечении понижение остряка превышает максимально допустимое значение (рисунок 11), то такой остряк проверяется на возможность шлифовки с переносом острия. В случае невозможности или нецелесообразности шлифовки остряка с переносом острия порядок его замены определяется начальником дистанции пути (инфраструктуры).
Рисунок 11. Понижение остряка относительно рамного рельса в проектных сечениях
Шестое – остряк от рамного рельса отводится, между ними устанавливается деревянный вкладыш.
Седьмое – на стороне остряка, обращенной к рамному рельсу, в острие остряка и проектных сечениях головки 5, 10, 15, 20 мм наносятся отметки максимального (таблица понижения остряка относительно рамного рельса.
Восьмое – с помощью металлической линейки (рисунок 20) отметки между собой соединяются, образуя область возможной шлифовки остряка.
Девятое – определяется целесообразность проведения шлифовки при наличии выкрашиваний. Шлифовка проводится, если выкрашивания (с учетом зашлифовки выкрашенной части) находятся в пределах области шлифовки. Если выкрашивания находятся ниже области шлифовки, то такой остряк проверяется на возможность шлифовки с переносом острия.
Десятое – внутри области шлифовки проводится линия, максимально близкая к проектным значениям понижения остряка (рисунок 12).
Рисунок 12. Проведение линии шлифовки
4.2. Шлифовка верха головки остряка.
Удаляется гребнеобразный наплыв или выкрашивание. Шлифуется верх головки остряка до линии шлифовки.
4.3. Шлифовка боковой поверхности головки остряка на участке от острия остряка до сечения 5 мм.
Шлифуется рабочая грань остряка под углом не менее 60°. Одновременно удаляются наплывы (ступеньки) и формируется профиль остряка на участке от острия до сечения 5 мм.
4.4. Формирование профиля остряка на участке от сечения головки 5 мм до 20 мм.
Снимается фаска между горизонтальной поверхностью головки и рабочей гранью остряка под углом 45° или формируется закругление.
4.5. Итоговый профиль головки остряка.
Профиль головки остряка, полученный после шлифовки верха головки, боковой поверхности и формирования профиля представлен на рисунках 5 и 6.
4.6. Формирование отвода понижения головки остряка.
Формируется за сечением остряка 20 мм плавное повышение головки остряка в сторону корня на расстоянии не менее 200 мм.
5. Порядок выполнения работ по переносу острия остряка.
Работа выполняются при понижении острия остряка относительно рамного рельса больше 27 мм. Предварительно производится шлифовка остряка по технологии, приведенной в разделе 6.
На участке до первой стрелочной тяги определяется сечение остряка, в котором понижение его относительно рамного рельса составляет не более
25 мм. В найденном сечении формируется новое острие остряка.
Шлифуется участок головки остряка от фактического острия до нового острия таким образом, чтобы понижение этого участка относительно верха головки рамного рельса составило более 45 мм с переходом к новому острию (рисунок 13).
Рисунок 13. Форма головки остряка проектная и после шлифовки с переносом острия
Радиус перехода определяется радиусом шлифовального круга (рисунок 14).
Рисунок 14. Продольный профиль поверхности остряка после шлифовки с переносом острия
Формируется плавное сопряжение нового острия с боковой необработанной частью головки остряка на расстоянии не менее 100 мм.
При переносе острия должны соблюдаться все требования, изложенные в разделе 2, по взаимному положению и форме головок рамного рельса и остряка.
Для уменьшения объемов шлифовки перенос острия должен производиться на минимальное расстояние от торца рельса в пределах зоны контроля шаблоном КОР.
При наличии смятия головки у острия новое острие принимается в конце зоны смятия.
Расстояния до проектных сечений при переносе острия отсчитываются от нового острия, а не от торца остряка.
Профиль головки остряка, полученный после переноса острия остряка, представлен на рисунке 15.
Рисунок 15. Профиль головки остряка, полученный после переноса острия остряка
6. Периодичность работ по осмотру и измерению износа стрелочных переводов.
При определении периодичности работ по осмотру и измерению параметров износа руководствоваться разделом 4.2 «Инструкции по текущему содержанию железнодорожного пути» от 14.11.2016 № 2288.
7. Требования по технике безопасности при производстве работ по шлифовке.
Шлифовка выполняется в технологические «окна» с закрытием стрелочного перевода для движения. В журнале осмотра путей, стрелочных переводов, устройств СЦБ, связи и контактной сети (ДУ-46) делается запись в соответствии с требованиями «Инструкции по обеспечению безопасности движения поездов при производстве путевых работ» от 14.12.2016 № 2540.
Остряк отводится от рамного рельса и между ними устанавливается деревянный вкладыш.
К работе по шлифовке допускаются только предварительно обученный персонал, имеющий свидетельство на право выполнения данных работ.
Персонал должен быть обеспечен брезентовыми куртками, брюками, рукавицами, кожаной обувью с металлическим носком, предохранительными очками (масками или щитками), респиратором.
Перед установкой на станок тщательно осмотреть и аккуратно обстучать деревянным молотком новый шлифовальный круг. Неповрежденный круг должен издавать чистый звук.
ЗАПРЕЩАЕТСЯ эксплуатировать абразивный круг, имеющий:
- механические повреждения (выколы, трещины);
- на рабочей поверхности значительное количество вкраплений продуктов шлифовки («засаленный» круг);
- превышение посадочного диаметра круга над диаметром посадочного места на шпинделе или втулке более чем на 1,2 мм;
- износ более допустимого.
После установки нового шлифовального круга станок запускается вхолостую на время не менее 5 минут. Запрещается эксплуатировать абразивный круг, имеющий биение.
Перед началом работ обеспечить в течение не менее 2 минут вращение круга вхолостую на максимальных оборотах.
Запрещается использовать абразивный круг не по назначению (для шлифовки дерева, цветных металлов и сплавов на их основе).
8. Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
- рулетка измерительная металлическая типа РС-10, с длиной шкалы 10 м, ценой деления 1,0 мм, 2-го класса точности, ГОСТ 7502-98;
- линейка измерительная металлическая с пределом измерений 1000 мм с ценой деления 1 мм, ГОСТ 427-75;
- штангенциркуль путевой ПШВ, ТУ 3933-002-60632410-2012;
- шаблон путевой тип ЦУП-1, модели 08809, ТУ2-00221190-023-95;
- шаблон универсальный КОР модели 00316, ТУ 3936-072-00221190-2002;
- скоба для измерения износа головки рельса модели 08601, ТУ 4389-027-00221190-96;
- приспособление для контроля глубины поверхностных дефектов рельсов модели 82904, ТУ 3936-071-00221190-2002.
9. Общий вид применяемых отраслевых средств измерений и механизмов.
9.1. Средства измерения
Рисунок 16. Шаблон универсальный КОР модели 00316
Рисунок 17. Штангенциркуль ПШВ «Путеец»
Рисунок 18. Скоба для измерения износа рельсов модели 08601
Рисунок 19. Шаблон путевой модель 08809
Рисунок 20. Линейка металлическая 1000 мм
Рисунок 21. Приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова)
Рисунок 22. Рулетка измерительная металлическая
9.2. Механизмы
Рисунок 23. Рельсошлифовальный станок МС-3
Рисунок 24. Рельсошлифовальный станок 2152
Рисунок 25. Шлифовальный станок МРШ-3
10. Контрольные вопросы
Расстояния до проектных сечений
1. Сколько проектных сечений на остряке и какая ширина головки остряка в этих местах?
2. Расстояние от острия остряка до проектных сечений криволинейного остряка на горочном стрелочном переводе типа Р-65 марки 1/6.
3. Расстояние от острия остряка до проектных сечений криволинейного остряка на стрелочном переводе типа Р-50 марки 1/11, 1/9.
4. Расстояние от острия остряка до проектных сечений криволинейного остряка на стрелочном переводе типа Р-65 марки 1/11, 1/9.
Вертикальный и боковой износ остряков и рамных рельсов
5. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-65 на главном пути при установленных скоростях 101-120 км/ч составляет ____.
6. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-50 на главном пути при установленных скоростях 61-80 км/ч составляет ____.
7. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-65 на станционных, подъездных и прочих путях составляет ____.
8. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-65 на главных путях с установленными скоростями
121-200 км/ч составляет ____.
9. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-50 на главных путях с установленными скоростями
61-80 км/ч составляет ____.
10. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-65 на станционных путях, подъездных и прочих путях составляет ____.
11. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-50 на станционных путях составляет ____.
12. Какие проектные значения высоты рамного рельса и ширины головки?
13. Какие проектные значения высоты остряка в сечении головки 50 мм и более?
14. Какие проектные значения ширины головки остряка вне предела боковой строжки?
Понижение верха головки остряка относительно верха головки и остроганной части изношенного рамного рельса
15. В каких точках и каким инструментом измеряется понижение остряка относительно верха головки рамного рельса?
16. Какая максимальная величина понижения верха головки остряка относительно верха головки рамного рельса в проектных точках в процессе эксплуатации?
17. Какая проектная величина понижения верха головки остряка относительно верха головки рамного рельса в проектных точках?
Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка универсальным шаблоном
18. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/22; 1/9?
19. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/18; 1/9 перекрестный?
20. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/11; 1/6 симметричный?
Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм
21. Каким шаблоном контролируется взаимное положение рамного рельса и боковой поверхности головки остряка?
22. Допустимое и не допустимое положение планки шаблона:
Форма боковой рабочей грани головки остряка
23. Угол наклона боковой рабочей грани остряка в проектном сечения его головки 5 мм после шлифовки должен быть не менее ____.
Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка
24. При какой протяженности зоны выкрашивания остряка запрещается эксплуатировать стрелочный перевод на главных, приемо-отправочных и прочих станционных путях?
Прямолинейность поверхности катания головки остряка
25. Прямолинейность поверхности катания головки остряка после шлифовки, измеренная на базе 1 метр, не должна превышать ____ мм.
Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса
26. Перечислите возможные неисправности, вызванные износом рамного рельса и остряка.
Технология выполнения работ по шлифовке остряков стрелочных переводов
27. Под чьим руководством выполняется профильная шлифовка остряка, с учетом категории пути, где расположен стрелочный перевод.
28. В каких случаях назначается шлифовка остряка с переносом острия.
29. Для чего на стороне остряка, обращенной к рамному рельсу, в острие остряка и проектных сечениях головки 5, 10, 15, 20 мм наносятся отметки максимального понижения остряка относительно рамного рельса?
30. Каким образом шлифуется верх головки остряка?
31. Под каким углом шлифуется боковая поверхность головки остряка в сечении 5 мм?
32. Под каким углом формируется профиль остряка на участке от сечения головки 5 мм до 20 мм?
Порядок выполнения работ по переносу острия остряка
33. На какое расстояние разрешается перенос острия остряка?
11. Нормативные документы
- Инструкция по устранению возникающих при эксплуатации дефектов остряков стрелочных переводов шлифовкой в пути. Утверждена Г.Ф.Верховых от 18.09.2017 № 1962/р.
- Инструкция по обеспечению безопасности движения поездов при производстве путевых работ. Утверждена распоряжением ОАО «РЖД» от 14.12.2016 № 2540р.
- Инструкция по сигнализации на железных дорогах Российской Федерации (приложение № 7 к Правилам технической эксплуатации железных дорог Российской Федерации, утверждённым приказом Министерства транспорта Российской Федерации от 21 декабря 2010 г. № 286).
- Инструкция по движению поездов и маневровой работе на железнодорожном транспорте Российской Федерации (приложение № 8 к Правилам технической эксплуатации железных дорог Российской Федерации,утверждённым приказом Министерства транспорта Российской Федерации от 21 декабря 2010 г. № 286).
- Инструкция по охране труда для монтера пути ОАО «РЖД» ИОТ РЖД-4100612-ЦП-035-2017. Утверждена распоряжением от 09.01.2018 № 5р.
- Положение о проведении аттестации работников, производственная деятельность которых связана с движением поездов и маневровой работой на железнодорожных путях общего пользования ОАО «РЖД», утвержденное распоряжением ОАО «РЖД» от 17.01.2015 № 66р.
- Типовые нормы бесплатной выдачи сертифицированных специальной одежды, специальной обуви и других средств индивидуальной защиты работникам железнодорожного транспорта Российской Федерации, занятым на работах с вредными и (или) опасными условиями труда, а также на работах, выполняемых в особых температурных условиях или связанных с загрязнением. Утверждены приказом Минздравсоцразвития России от 22.10.2008 № 582н, зарегистрированы Минюстом России 12.11.2008 № 12624.
- Правила по охране труда, экологической, промышленной и пожарной безопасности при техническом обслуживании и ремонте объектов инфраструктуры путевого комплекса ОАО «РЖД». Утверждены распоряжением ОАО «РЖД» от 04.02.2014 № 255р.
- Правила по безопасному нахождению работников ОАО «РЖД» на железнодорожных путях. Утверждены распоряжением от 24.12.2012 № 2665р (В ред. Распоряжение ОАО «РЖД» от 04.02.2015 № 235р).
- ГОСТ Р 51685-2013. Национальный стандарт Российской Федерации. Рельсы железнодорожные. Общие технические условия (утвержден и введен в действие Приказом Росстандарта от 14.10.2013 № 1155-ст), (ред. от 24.02.2016).
- ГОСТ 33535-2015. Межгосударственный стандарт. Соединения и пересечения железнодорожных путей. Технические условия (введен в действие Приказом Росстандарта от 29.10.2015 № 1663-ст).
Обновлено: 06.09.2023
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
от 7 июля 2020 года N 1444/р
В целях продления срока службы стрелочных переводов и повышения качества работ по их текущему содержанию:
* Приложение см. по ссылке. — Примечание изготовителя базы данных.
2. Начальникам дирекций инфраструктуры, дирекций по ремонту пути, служб пути обеспечить изучение Положения ответственными работниками и соблюдение приведенных в нем требований.
3. Признать утратившими силу:
распоряжение ОАО «РЖД» от 18 сентября 2017 г. N 1962/р «Об утверждении и введении в действие Инструкции по устранению возникающих при эксплуатации дефектов остряков стрелочных переводов шлифовкой в пути»;
телеграмму ОАО «РЖД» от 23 июля 2018 г. N ИСХ-29699/ЦДИ;
телеграмму ОАО «РЖД» от 19 августа 2018 г. N ИСХ-38/ДП.
5. Директору Проектно-конструкторского бюро по инфраструктуре Лисицыну А.И. до 31 июля 2020 г. в соответствии с Положением:
1) актуализировать Типовой конспект по выполнению профильной шлифовки остряков стрелочных переводов, утвержденный Центральной дирекцией инфраструктуры 28 октября 2019 г. N ЦДИ-807;
2) разработать и утвердить карту технологического процесса по производству работ по профильной шлифовке остряков стрелочных переводов.
6. Контроль за исполнением настоящего распоряжения возложить на первого заместителя начальника Центральной дирекции инфраструктуры Борецкого А.А.
Заместитель генерального
директора ОАО «РЖД» —
начальник Центральной
дирекции инфраструктуры
Г.В.Верховых
Форумы
ОАО «РЖД»
Фото
Дневники
Видео
Группы
Файлы
Игры
Объявления
Лента
- Для учеников 1-11 классов и дошкольников
- Бесплатные сертификаты учителям и участникам
Описание презентации по отдельным слайдам:
Ограждение места производства работ Место производства работ
Порядок работ при шлифовке остряков Работы по профильной шлифовке остряков выполняются специализированными бригадами с использованием шлифовального станка МС-3 или станка 2152, под руководством дорожного мастера, проверку качества выполненных работ и открытие движения после проверки качества– начальник участка пути.
Шлифовка местных неровностей Работы по шлифовке местных неровностей остряков в пути выполняются с использованием электрошлифовалки МРШ, под руководством дорожного мастера без закрытия движения.
Порядок работ при шлифовке остряков Для принятия решения о необходимости и возможности шлифовки остряков и рамных рельсов производится их осмотр.
Порядок работ при шлифовке остряков Производится шлифовка наплывов на головке рамного рельса и на остряке со стороны прилегания к рамному рельсу.
Порядок работ при шлифовке остряков Далее на остряке делается разметка проектных сечений остряка с шириной головки 5, 10, 15 и 20 мм.
Порядок работ при шлифовке остряков Производятся замеры (ho) понижения головки остряка в проектных сечениях и расстояние (hр) от верха головки рамного рельса до кромки строганной ее части
Порядок работ при шлифовке остряков на стороне остряка, обращенной к рамному рельсу, тонким мелком или остро заточенным цветным карандашом в острие остряка, а также в сечениях 5, 10, 15 и 20 мм наносятся метками величины допускаемой шлифовки остряка от верха головки остряка,
Порядок работ при шлифовке остряков С помощью металлической линейки эти отметки соединяются линией, до которой должна производиться шлифовка.
Порядок работ при шлифовке остряков При наличии выкрашиваний на головке остряка шлифовку можно проводить, если линия, соединяющая отметки, проходит ниже выкрашиваний с учётом зашлифовки выкрашенной части
Определение понижения остряка Порядок замеров понижения остряка и расстояния от верха головки рамного рельса до кромки строганной части остряка с помощью скобы для измерения износа головки рельса модели 08601,
Определение понижения остряка Порядок замеров понижения остряка и расстояния от верха головки рамного рельса до кромки строганной части остряка с помощью скобы для измерения износа головки рельса модели 08601
Определение понижения остряка Измерение понижения остряка относительно рамного рельса с помощью усовершенствованного движка на путевом шаблоне
Последовательность проведения работ Шлифовка верха головки остряка производится до линии, соединяющей контрольные метки. Положение шлифовального круга при выполнении этой работы должно быть вертикальным. В результате шлифовки до верха головки остряка в тонкой части образуется площадка.
Контроль продольного профиля отшлифованных остряков Контроль продольного профиля отшлифованных остряков по высоте производится в контрольных точках штангенциркулем с глубиномером или линейкой
Формирование головки остряка
Контроль правильности шлифовки Контроль правильности шлифовки боковой грани головки остряка у острия производится с помощью шаблона КОР. От острия до сечения остряка 5 мм рабочая грань шаблона КОР должна опираться только на боковую грань рамного рельса
Контроль правильности шлифовки Контроль правильности шлифовки головки остряка от сечения остряка 5 мм до его сечения 20 мм производится с помощью шаблона путевого модели 08809
- подготовка к ЕГЭ/ОГЭ и ВПР
- по всем предметам 1-11 классов
Курс повышения квалификации
Охрана труда
Курс профессиональной переподготовки
Охрана труда
Курс профессиональной переподготовки
Библиотечно-библиографические и информационные знания в педагогическом процессе
- ЗП до 91 000 руб.
- Гибкий график
- Удаленная работа
Дистанционные курсы для педагогов
Свидетельство и скидка на обучение каждому участнику
Найдите материал к любому уроку, указав свой предмет (категорию), класс, учебник и тему:
5 608 255 материалов в базе
Самые массовые международные дистанционные
Школьные Инфоконкурсы 2022
Свидетельство и скидка на обучение каждому участнику
Другие материалы
Вам будут интересны эти курсы:
Оставьте свой комментарий
- 01.02.2020 2574
- PPTX 16 мбайт
- 50 скачиваний
- Оцените материал:
Настоящий материал опубликован пользователем Зонь Олег Анатольевич. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Автор материала
40%
- Подготовка к ЕГЭ/ОГЭ и ВПР
- Для учеников 1-11 классов
Московский институт профессиональной
переподготовки и повышения
квалификации педагогов
Дистанционные курсы
для педагогов
663 курса от 690 рублей
Выбрать курс со скидкой
Выдаём документы
установленного образца!
Учителя о ЕГЭ: секреты успешной подготовки
Время чтения: 11 минут
В Россию приехали 10 тысяч детей из Луганской и Донецкой Народных республик
Время чтения: 2 минуты
Отчисленные за рубежом студенты смогут бесплатно учиться в России
Время чтения: 1 минута
Онлайн-тренинг: нейрогимнастика для успешной учёбы и комфортной жизни
Время чтения: 2 минуты
Минтруд предложил упростить направление маткапитала на образование
Время чтения: 1 минута
Школы граничащих с Украиной районов Крыма досрочно уйдут на каникулы
Время чтения: 0 минут
Курские власти перевели на дистант школьников в районах на границе с Украиной
Время чтения: 1 минута
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
10.2.Остряк отводится от рамного рельса и между ними устанавливается деревянный вкладыш.
10.4.К работе по шлифовке допускаются только предварительно обученный персонал, имеющий свидетельство на право выполнения данных работ.
10.5.Персонал должен быть обеспечен брезентовыми куртками, брюками, рукавицами, кожаной обувью с металлическим носком, предохранительными очками (масками или щитками), респиратором.
10.6.Перед установкой на станок тщательно осмотреть и аккуратно обстучать деревянным молотком новый шлифовальный круг. Неповрежденный круг должен издавать чистый звук.
10.7.Запрещается эксплуатировать абразивный круг, имеющий:
§ механические повреждения (выколы, трещины);
§ превышение посадочного диаметра круга над диаметром посадочного места на шпинделе или втулке более чем на 1,2 мм;
§ износ более допустимого.
10.8.После установки нового шлифовального круга станок запускается вхолостую на время не менее 5 минут. Запрещается эксплуатировать абразивный круг, имеющий биение.
10.9.Перед началом работ обеспечить в течение не менее 2 минут вращение круга вхолостую на максимальных оборотах.
10.10.Запрещается использовать абразивный круг не по назначению (для шлифовки дерева, цветных металлов и сплавов на их основе).
10.11.В остальном руководствоваться соответствующим разделом прилагаемой к инструменту документации.
Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
§ рулетка измерительная металлическая типа РС-10, с длиной шкалы 10 м, ценой деления 1,0 мм, 2-го класса точности, ГОСТ 7502-89;
§ штангенциркуль типа ШЦ-1, с пределами измерения 0-150 мм, ценой деления 0,1 мм, ГОСТ 166-89;
§ шаблон путевой модели 08809, ТУ2-00221190-023-95;
§ шаблон универсальный модели 00316, ТУ 3936-072-00221190-2002;
§ скоба для измерения износа головки рельса модели 08601, ТУ 4389-027-00221190-96;
§ приспособление для контроля глубины поверхностных дефектов рельсов модели 82904, ТУ 3936-071-00221190-2002.
10.2.Остряк отводится от рамного рельса и между ними устанавливается деревянный вкладыш.
10.4.К работе по шлифовке допускаются только предварительно обученный персонал, имеющий свидетельство на право выполнения данных работ.
10.5.Персонал должен быть обеспечен брезентовыми куртками, брюками, рукавицами, кожаной обувью с металлическим носком, предохранительными очками (масками или щитками), респиратором.
10.6.Перед установкой на станок тщательно осмотреть и аккуратно обстучать деревянным молотком новый шлифовальный круг. Неповрежденный круг должен издавать чистый звук.
10.7.Запрещается эксплуатировать абразивный круг, имеющий:
§ механические повреждения (выколы, трещины);
§ превышение посадочного диаметра круга над диаметром посадочного места на шпинделе или втулке более чем на 1,2 мм;
§ износ более допустимого.
10.8.После установки нового шлифовального круга станок запускается вхолостую на время не менее 5 минут. Запрещается эксплуатировать абразивный круг, имеющий биение.
10.9.Перед началом работ обеспечить в течение не менее 2 минут вращение круга вхолостую на максимальных оборотах.
10.10.Запрещается использовать абразивный круг не по назначению (для шлифовки дерева, цветных металлов и сплавов на их основе).
10.11.В остальном руководствоваться соответствующим разделом прилагаемой к инструменту документации.
Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
§ рулетка измерительная металлическая типа РС-10, с длиной шкалы 10 м, ценой деления 1,0 мм, 2-го класса точности, ГОСТ 7502-89;
§ штангенциркуль типа ШЦ-1, с пределами измерения 0-150 мм, ценой деления 0,1 мм, ГОСТ 166-89;
§ шаблон путевой модели 08809, ТУ2-00221190-023-95;
§ шаблон универсальный модели 00316, ТУ 3936-072-00221190-2002;
§ скоба для измерения износа головки рельса модели 08601, ТУ 4389-027-00221190-96;
§ приспособление для контроля глубины поверхностных дефектов рельсов модели 82904, ТУ 3936-071-00221190-2002.
Презентация на тему Организация работ по шлифовке остряка стрелочного перевода, предмет презентации: Разное. Этот материал в формате pptx (PowerPoint) содержит 20 слайдов, для просмотра воспользуйтесь проигрывателем. Презентацию на заданную тему можно скачать внизу страницы, поделившись ссылкой в социальных сетях! Презентации взяты из открытого доступа или загружены их авторами, администрация сайта не отвечает за достоверность информации в них, все права принадлежат авторам презентаций и могут быть удалены по их требованию.
Читайте также:
- Саммит в глазго 2021 конспект
- Маршак мяч конспект урока
- Клеточное строение листа конспект
- Конспект урока скнф и сднф
- Конспект урока деление с остатком 7 класс школа 8 вида
Оглавление
1. Общие положения.
2. Требования к остряку, его положению относительно рамного рельса и порядок контроля до и после шлифовки.
2.1. Расстояния до проектных сечений.
2.2. Вертикальный и боковой износ остряков и рамных рельсов.
2.3. Понижение верха головки остряка относительно верха головки и остроганной части изношенного рамного рельса.
2.4. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка универсальным шаблоном.
2.5. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм.
2.6. Форма боковой рабочей грани головки остряка.
2.7. Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка.
2.8. Прямолинейность поверхности катания головки остряка.
3. Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса.
4. Технология выполнения работ по шлифовке остряков стрелочных переводов.
4.1. Подготовительные работы.
4.2. Шлифовка верха головки остряка.
4.3. Шлифовка боковой поверхности головки остряка на участке от острия остряка до сечения 5 мм.
4.4. Формирование профиля остряка на участке от сечения головки 5 мм до 20 мм.
4.5. Итоговый профиль головки остряка.
4.6. Формирование отвода понижения головки остряка.
5. Порядок выполнения работ по переносу острия остряка.
6. Периодичность работ по осмотру и измерению износа стрелочных переводов.
7. Требования по технике безопасности при производстве работ по шлифовке.
8. Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
9. Общий вид применяемых отраслевых средств измерений и механизмов.
9.1. Средства измерения.
9.2. Механизмы.
10. Контрольные вопросы.
11. Нормативные документы.
1. Общие положения.
Настоящий конспект разработан для выполнения шлифовки остряков стрелочных переводов типа Р50 и Р65, изготовленных в соответствии с требованиями ГОСТ 33535-2015, согласованной и утвержденной в установленном порядке конструкторской документации и контроля геометрических параметров износа рамных рельсов и остряков до и после шлифовки.
Конспект разработан с учетом применения для шлифовки только механизированного путевого инструмента: шлифовального станка МС-3 (рисунок 23), станка 2152 (рисунок 24) и электрошлифовалкой МРШ-3 (рисунок 25). Возможно применение аналогичных станков.
Шлифовка элементов стрелочных переводов рельсов позволяет увеличить срок их службы и обеспечивает безопасное движение поездов по стрелочным переводам.
2. Требования к остряку, его положению относительно рамного рельса и порядок контроля до и после шлифовки.
Целью шлифовки остряков является обеспечение укрытия острия остряка, а также приведение к нормативным значениям понижение остряка относительно изношенного рамного рельса и угла наклона рабочей грани остряка.
2.1. Расстояния до проектных сечений.
Контроль остряка и его положения относительно рамного рельса производится по проектным сечениям, где ширина головки остряка по верху составляет 5, 10, 15, 20 и 50 мм. Расстояния от острия остряка до проектных сечений представлены в таблице 1.
Таблица 1
|
Стрелочный перевод |
Вид остряка |
Расстояние от острия остряка до проектных сечений, мм |
|||||
|
Тип |
Марка |
Сечения острия остряка, мм |
|||||
|
5 |
10 |
15 |
20 |
50 |
|||
|
Р65 |
1/22 |
Прямой |
768 |
1536 |
2304 |
3072 |
7680 |
|
Криволинейный |
1208 |
2153 |
3042 |
3884 |
8251 |
||
|
1/18 |
Прямой |
547 |
1094 |
1640 |
2187 |
5470 |
|
|
Криволинейный |
878 |
1642 |
2327 |
2953 |
5989 |
||
|
1/11 и 1/9 |
Прямой |
327 |
654 |
981 |
1309 |
3273 |
|
|
Криволинейный |
563 |
1034 |
1448 |
1821 |
3589 |
||
|
1/11 для кривых участков пути на железобетоне |
Прямой (основного пути) |
667 |
1196 |
1646 |
2042 |
3881 |
|
|
Криволинейный (бокового пути) |
323 |
962 |
1475 |
1920 |
3875 |
||
|
Р50 |
1/11 и 1/9 |
Прямой |
280 |
560 |
840 |
1120 |
2800 |
|
Криволинейный |
399 |
760 |
1093 |
1404 |
2964 |
||
|
Стрелочный перевод |
Вид остряка |
Расстояние от острия остряка до проектных сечений, мм |
|||||
|
Тип |
Марка |
Сечения острия остряка, мм |
|||||
|
5 |
10 |
15 |
20 |
50 |
|||
|
Р65 Р50 |
1/9 перекрестный |
Прямой |
197 |
394 |
591 |
789 |
1972 |
|
Криволинейный |
339 |
651 |
939 |
1209 |
2582 |
||
|
Р65 |
1/6 горочный |
Криволинейный |
197 |
379 |
561 |
742 |
1715 |
|
Р50 |
1/6 горочный |
Криволинейный |
196 |
379 |
562 |
745 |
1709 |
Расстояния от острия остряка до проектных сечений измеряются рулеткой (рисунок 22).
2.2. Вертикальный и боковой износ остряков и рамных рельсов.
Вертикальный износ рамных рельсов и остряков не должен превышать значений, представленных в таблице 2.
Таблица 2
|
Тип стрелочного перевода |
Главные пути при скорости, км/час |
Главные пути при скорости движения 40 км/час и менее и приемо-отправочные пути |
Станционные, подъездные и прочие пути |
||||
|
121-200 |
101-120 |
81-100 |
61-80 |
41-60 |
|||
|
Р65 |
5 |
6 |
8 |
9 |
9 |
10 |
12 |
|
Р50 |
— |
5 |
8 |
8 |
8 |
9 |
10 |
Боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки не должен превышать значений, представленных в таблице 3.
Таблица 3
|
Тип стрелочного перевода |
Главные пути при скорости, км/час |
Главные пути при скорости движения 40 км/час и менее и приемо-отправочные пути |
Станционные, подъездные и прочие пути |
||||
|
121-200 |
101-120 |
81-100 |
61-80 |
41-60 |
|||
|
Р65 |
5 |
6 |
8 |
8 |
8 |
8 |
11 |
|
Р50 |
— |
6 |
8 |
8 |
8 |
8 |
11 |
Боковой износ рамных рельсов в острие остряка не должен превышать значений, представленных в таблице 4.
Таблица 4
|
Тип стрелочного перевода |
Главные пути при скорости, км/час |
Главные пути при скорости движения 40 км/час и менее и приемо – отправочные пути |
Станционные, подъездные и прочие пути |
||||
|
121-200 |
101-120 |
81-100 |
61-80 |
41-60 |
|||
|
Р65 |
5 |
6 |
6 |
6 |
6 |
6 |
61 |
|
Р50 |
— |
6 |
6 |
6 |
6 |
6 |
6 |
1При износе более указанной для данной скорости, скорость движения поездов ограничивается до величины, соответствующей износу, а при износе более указанной для главных путей – движение закрывается.
Для указанных градаций допустимый износ может быть увеличен до значений, допустимых вне пределов острия остряка, при условии обеспечения выполнения требований к взаимному положению остряка и рамного рельса, контролируемых шаблоном КОР (рисунок 16).
Вертикальный износ рамных рельсов контролируется с помощью штангенциркуля путевого модели ПШВ (рисунок 17) или скобы для измерения износа рельсов модели 08601 (рисунок 18) в наиболее изношенном месте по оси его головки.
Вертикальный износ остряков контролируется с помощью штангенциркуля путевого модели ПШВ в наиболее изношенном месте по оси его головки в сечении, где ширина ее составляет 50 мм и более.
Боковой износ рамных рельсов контролируется штангенциркулем путевым модели ПШВ у острия остряков и в наиболее изношенном месте и определяется как разность новой и изношенной ширины головки на уровне 13 мм ниже поверхности катания.
Проектные значения высоты рамного рельса и ширины головки, учитываемые при измерении вертикального и бокового износа рамных рельсов с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 5.
Таблица 5
|
Параметр |
Тип рамного рельса |
|
|
Р50 |
Р65 |
|
|
Высота рамного рельса |
152 |
180 |
|
Ширина головки рамного рельса |
69,6* |
72,25* |
* Расчетные размеры ширины головки для проведения измерений на уровне 13 мм от поверхности катания колеса
Проектные значения высоты остряков в сечении, где ширина головки составляет 50 мм и более (до начала выпрессовки под полнопрофильный рельс), учитываемые при измерении вертикального износа с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 6.
Таблица 6
|
Параметр |
Тип остряка |
|
|
Р50 |
Р65 |
|
|
Высота остряка |
112 |
140 |
Боковой износ остряков контролируется штангенциркулем путевым модели ПШВ вне пределов боковой строжки.
Проектные значения ширины головки остряка вне пределов боковой строжки, учитываемые при измерении бокового износа с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 7.
Таблица 7
|
Ширина головки остряка, мм |
Тип рамного рельса |
|
|
ОР 50 |
ОР 65 |
|
|
Несимметричного |
65,0 |
68,4 |
|
Симметричного |
70,0 |
72,6 |
2.3. Понижение верха головки остряка относительно верха головки и остроганной части изношенного рамного рельса.
В продольном направлении головка остряка должна иметь плавное понижение к острию без образования обратных уклонов (рисунок 1).
Рисунок 1. Продольный профиль головки остряка
Величина понижения не должна превышать значений, указанных в таблице 8.
Таблица 8
|
Ширина головки остряка по верху, мм |
Острие остряка |
5 |
10 |
15 |
20 |
50 |
|
Понижение верха головки остряка в эксплуатации, мм |
Не более 27 |
Не более 21 |
11 … 15 |
6 … 10 |
4 … 6 |
До 2 мм, не более |
|
Понижение верха головки остряка проектное, мм |
25 |
17 |
13 |
9 |
5 |
0 |
Понижение верха головки остряка относительно верха головки рамного рельса контролируется путевым шаблоном модели 08809 (рисунок 19) в сечениях от острия остряка до сечения 20 мм или штангенциркулем путевым модели ПШВ (только в сечении 50 мм).
Для проведения измерений путевым шаблоном модели 08809 необходимо, чтобы остряк был прижат к рамному рельсу.
Для проведения контроля путевой шаблон устанавливают, как показано на рисунке 2, опускают наконечник каретки до касания с верхней частью рабочей грани остряка и по шкале на наконечнике напротив риски на корпусе каретки снимают показания понижения верха головки остряка относительно верха головки рамного рельса с округлением до ближайшего целого значения. Для изображенного случая величина понижения остряка составляет 5 мм.
Рисунок 2. Контроль понижения верха головки остряка относительно верха головки рамного рельса
2.4. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка универсальным шаблоном.
Взаимное положение контролируется универсальным шаблоном модели 00316 (далее шаблон КОР).
Рабочая грань шаблона КОР должна касаться только боковой грани рамного рельса. Между боковой рабочей гранью остряка и шаблоном КОР или профильной планкой должен быть зазор.
Измерение производится в двух контрольных точках, в острие остряка и на расстоянии:
— 450 мм от него для стрелок марки 1/22;
— 350 мм – для стрелок марки 1/18;
— 200 мм – для обыкновенных и симметричных стрелок марок 1/11 и 1/9;
— 120 мм – для симметричных стрелок марки 1/6 и перекрестных переводов марки 1/9.
Для выполнения требований шаблона КОР подлежат шлифовке следующие дефекты:
— наплывы на головке рамного рельса в сторону остряка величиной более 3 мм;
— наплывы металла на нерабочей грани остряка в сторонурамного рельса величиной более 3 мм;
— выкрашивание по верху головки остряка глубиной более 3 мм;
— горизонтальные уступы от бокового износа на рабочей грани остряка более 3 мм с плавным переходом к нешлифуемой части головки остряка.
На участке от острия остряка до его сечения 5 мм верх головки остряка должен иметь острую вершину, а угол наклона боковой рабочей грани не менее 60° (рисунок 3).
Рисунок 3. Контроль взаимного положения рамного рельса и боковой рабочей поверхности головки остряка с использованием шаблона КОР
2.5. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм.
Взаимное положение контролируется путевым шаблоном модели 08809.
Для проведения контроля путевой шаблон устанавливается, как показано на рисунке 4, опускают вниз до упора профильную планку и подводят ее до касания с боковой рабочей поверхностью головки остряка.
Контакт профильной планки с рабочей гранью остряка допускается в месте нанесения риски на планке или выше нее. Между нижней частью планки (ниже риски) и рабочей грани остряка должен быть зазор.
Рисунок 4. Контроль взаимного положения рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм с использованием путевого шаблона модели 08809
2.6. Форма боковой рабочей грани головки остряка.
На участке от острия остряка до проектного сечения его головки
5 мм верх головки остряка после шлифовки должен иметь острую вершину, а угол наклона боковой рабочей грани не менее 60° (рисунок 5). Форма боковой рабочей грани головки остряка контролируется шаблоном КОР или путевым шаблоном модели 08809.
Рисунок 5. Профили нового и отшлифованного остряков на участке от острия остряка до сечения его головки 5 мм
На участке проектного сечения головки от 5 мм до 20 мм верх головки остряка после шлифовки должен иметь сопряжение с боковой рабочей гранью скруглением или фаской под углом 45° (рисунок 6). Форма боковой рабочей грани головки остряка контролируется путевым шаблоном модели 08809.
Рисунок 6. Профили нового и отшлифованного остряков на участке сечения его головки от 5 до 20 мм
Форма верха головки остряка до и после шлифовки контролируется при прижатом к рамному рельсу остряке.
2.7. Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка.
На участке от острия остряка до сечения головки по верху 20 мм не должно быть уступов, смятий и выкрашиваний глубиной более 3 мм на боковой рабочей грани головки остряка.
Уступы и выкрашивания контролируются с использованием универсального путевого шаблона модели 00316. Смятие остряков контролируется с использованием приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова, рисунок 21) или с помощью метровой металлической линейки.
Для проведения контроля шаблон (приспособление) устанавливается вертикально на головку остряка вдоль его оси в месте наибольшей неисправности (рисунок 7 — установка шаблона 00316 при контроле выкрашивания). Для изображенного случая величина выкрашивания остряка составляет 8 мм.
Рисунок 7. Установка универсального путевого шаблона КОР модели 00316 на поверхность катания головки остряка на участке от острия остряка до сечения головки по верху 20 мм при контроле выкрашивания
Запрещается эксплуатировать стрелочный перевод, у которого протяженность зоны выкрашивания остряка составляет:
- 200 мм и более — на главных путях;
- 300 мм и более — на приемо — отправочных путях;
- 400 мм и более — на прочих станционных путях.
Протяженность зоны выкрашивания остряка измеряется рулеткой.
2.8. Прямолинейность поверхности катания головки остряка.
Прямолинейность поверхности катания головки остряка после шлифовки, измеренная на базе 1 метр, не должна превышать 1 мм.
Прямолинейностьконтролируется с использованием приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова) или метровой металлической линейкой.
Для проведения контроля приспособление устанавливается вертикально на головку остряка вдоль его оси (рисунок 8 — установка приспособления при контроле прямолинейности поверхности катания головки остряка после шлифовки).
Рисунок 8. Установка приспособления модели 82904 при контроле прямолинейности поверхности катания головки остряка после шлифовки
3. Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса.
Износ остряка и рамного рельса на участке от острия до первой стрелочной тяги (рисунок 9).
Рисунок 9. Износ остряка и рамного рельса на участке от острия до первой стрелочной тяги
Износ остряка на участке от первой стрелочной тяги до сечения остряка 20 мм (рисунок 10).
Рисунок 10. Износ остряка на участке от первой стрелочной тяги до сечения остряка 20 мм
4. Технология выполнения работ по шлифовке остряков стрелочных переводов.
Все работы, приведенные в этом разделе, выполняются только при начальном износе острия остряка, когда имеется запас по износу и понижению остряка относительно рамного рельса до их предельно допустимых значений.
Шлифовка может выполняться неоднократно до тех пор, пока не достигнуты предельно допустимые значения износа и понижения остряка относительно рамного рельса.
На стрелочных переводах, лежащих в главных и приемоотправочных путях и станционных путях лежащих в маршруте следования пассажирских и пригородных поездов, работы по профильной шлифовке остряков выполняются специализированными бригадами под руководством не ниже ПЧЗ, ПЧГ. На прочих путях по должности не ниже ПЧУ. Работы по устранению накатов с нерабочей грани остряка и рабочей грани рамного рельса на всех путях производится по должности не ниже ПЧУ, согласно телеграмме ЦЗ ЦДИ Г.Ф.Верховых № ИСХ-38/ДП от 19.08.2018 г.
4.1. Подготовительные работы.
Закрыть для движения стрелочный перевод!
Первое – измеряется боковой износ остряков. Если боковой износ равен или превышает предельно допустимый, то такой остряк шлифовке не подлежит.
Второе – приводится к нормативной величине провисание остряка на башмаке.
Третье – разметка проектных сечений остряков. Для этого тонким мелом или маркером на поверхности катания рамного рельса или остряка наносятся отметки, соответствующие расстояниям от острия остряка до проектных сечений (таблица 1).
Четвертое – при прижатом к рамному рельсу остряке в острие и в проектных сечениях головки 5, 10, 15, 20 мм измеряется и записывается понижение остряка относительно рамного рельса.
Пятое – оценивается целесообразность проведения шлифовки. Величина понижения остряка по каждому сечению не должна превышать значений, указанных в таблице 8, а износ остряка вне пределов боковой строжки не должен превышать значений, указанных в таблице 3.
Если хотя бы в одном проектном сечении понижение остряка превышает максимально допустимое значение (рисунок 11), то такой остряк проверяется на возможность шлифовки с переносом острия. В случае невозможности или нецелесообразности шлифовки остряка с переносом острия порядок его замены определяется начальником дистанции пути (инфраструктуры).
Рисунок 11. Понижение остряка относительно рамного рельса в проектных сечениях
Шестое – остряк от рамного рельса отводится, между ними устанавливается деревянный вкладыш.
Седьмое – на стороне остряка, обращенной к рамному рельсу, в острие остряка и проектных сечениях головки 5, 10, 15, 20 мм наносятся отметки максимального (таблица понижения остряка относительно рамного рельса.
Восьмое – с помощью металлической линейки (рисунок 20) отметки между собой соединяются, образуя область возможной шлифовки остряка.
Девятое – определяется целесообразность проведения шлифовки при наличии выкрашиваний. Шлифовка проводится, если выкрашивания (с учетом зашлифовки выкрашенной части) находятся в пределах области шлифовки. Если выкрашивания находятся ниже области шлифовки, то такой остряк проверяется на возможность шлифовки с переносом острия.
Десятое – внутри области шлифовки проводится линия, максимально близкая к проектным значениям понижения остряка (рисунок 12).
Рисунок 12. Проведение линии шлифовки
4.2. Шлифовка верха головки остряка.
Удаляется гребнеобразный наплыв или выкрашивание. Шлифуется верх головки остряка до линии шлифовки.
4.3. Шлифовка боковой поверхности головки остряка на участке от острия остряка до сечения 5 мм.
Шлифуется рабочая грань остряка под углом не менее 60°. Одновременно удаляются наплывы (ступеньки) и формируется профиль остряка на участке от острия до сечения 5 мм.
4.4. Формирование профиля остряка на участке от сечения головки 5 мм до 20 мм.
Снимается фаска между горизонтальной поверхностью головки и рабочей гранью остряка под углом 45° или формируется закругление.
4.5. Итоговый профиль головки остряка.
Профиль головки остряка, полученный после шлифовки верха головки, боковой поверхности и формирования профиля представлен на рисунках 5 и 6.
4.6. Формирование отвода понижения головки остряка.
Формируется за сечением остряка 20 мм плавное повышение головки остряка в сторону корня на расстоянии не менее 200 мм.
5. Порядок выполнения работ по переносу острия остряка.
Работа выполняются при понижении острия остряка относительно рамного рельса больше 27 мм. Предварительно производится шлифовка остряка по технологии, приведенной в разделе 6.
На участке до первой стрелочной тяги определяется сечение остряка, в котором понижение его относительно рамного рельса составляет не более
25 мм. В найденном сечении формируется новое острие остряка.
Шлифуется участок головки остряка от фактического острия до нового острия таким образом, чтобы понижение этого участка относительно верха головки рамного рельса составило более 45 мм с переходом к новому острию (рисунок 13).
Рисунок 13. Форма головки остряка проектная и после шлифовки с переносом острия
Радиус перехода определяется радиусом шлифовального круга (рисунок 14).
Рисунок 14. Продольный профиль поверхности остряка после шлифовки с переносом острия
Формируется плавное сопряжение нового острия с боковой необработанной частью головки остряка на расстоянии не менее 100 мм.
При переносе острия должны соблюдаться все требования, изложенные в разделе 2, по взаимному положению и форме головок рамного рельса и остряка.
Для уменьшения объемов шлифовки перенос острия должен производиться на минимальное расстояние от торца рельса в пределах зоны контроля шаблоном КОР.
При наличии смятия головки у острия новое острие принимается в конце зоны смятия.
Расстояния до проектных сечений при переносе острия отсчитываются от нового острия, а не от торца остряка.
Профиль головки остряка, полученный после переноса острия остряка, представлен на рисунке 15.
Рисунок 15. Профиль головки остряка, полученный после переноса острия остряка
6. Периодичность работ по осмотру и измерению износа стрелочных переводов.
При определении периодичности работ по осмотру и измерению параметров износа руководствоваться разделом 4.2 «Инструкции по текущему содержанию железнодорожного пути» от 14.11.2016 № 2288.
7. Требования по технике безопасности при производстве работ по шлифовке.
Шлифовка выполняется в технологические «окна» с закрытием стрелочного перевода для движения. В журнале осмотра путей, стрелочных переводов, устройств СЦБ, связи и контактной сети (ДУ-46) делается запись в соответствии с требованиями «Инструкции по обеспечению безопасности движения поездов при производстве путевых работ» от 14.12.2016 № 2540.
Остряк отводится от рамного рельса и между ними устанавливается деревянный вкладыш.
К работе по шлифовке допускаются только предварительно обученный персонал, имеющий свидетельство на право выполнения данных работ.
Персонал должен быть обеспечен брезентовыми куртками, брюками, рукавицами, кожаной обувью с металлическим носком, предохранительными очками (масками или щитками), респиратором.
Перед установкой на станок тщательно осмотреть и аккуратно обстучать деревянным молотком новый шлифовальный круг. Неповрежденный круг должен издавать чистый звук.
ЗАПРЕЩАЕТСЯ эксплуатировать абразивный круг, имеющий:
- механические повреждения (выколы, трещины);
- на рабочей поверхности значительное количество вкраплений продуктов шлифовки («засаленный» круг);
- превышение посадочного диаметра круга над диаметром посадочного места на шпинделе или втулке более чем на 1,2 мм;
- износ более допустимого.
После установки нового шлифовального круга станок запускается вхолостую на время не менее 5 минут. Запрещается эксплуатировать абразивный круг, имеющий биение.
Перед началом работ обеспечить в течение не менее 2 минут вращение круга вхолостую на максимальных оборотах.
Запрещается использовать абразивный круг не по назначению (для шлифовки дерева, цветных металлов и сплавов на их основе).
8. Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
- рулетка измерительная металлическая типа РС-10, с длиной шкалы 10 м, ценой деления 1,0 мм, 2-го класса точности, ГОСТ 7502-98;
- линейка измерительная металлическая с пределом измерений 1000 мм с ценой деления 1 мм, ГОСТ 427-75;
- штангенциркуль путевой ПШВ, ТУ 3933-002-60632410-2012;
- шаблон путевой тип ЦУП-1, модели 08809, ТУ2-00221190-023-95;
- шаблон универсальный КОР модели 00316, ТУ 3936-072-00221190-2002;
- скоба для измерения износа головки рельса модели 08601, ТУ 4389-027-00221190-96;
- приспособление для контроля глубины поверхностных дефектов рельсов модели 82904, ТУ 3936-071-00221190-2002.
9. Общий вид применяемых отраслевых средств измерений и механизмов.
9.1. Средства измерения
Рисунок 16. Шаблон универсальный КОР модели 00316
Рисунок 17. Штангенциркуль ПШВ «Путеец»
Рисунок 18. Скоба для измерения износа рельсов модели 08601
Рисунок 19. Шаблон путевой модель 08809
Рисунок 20. Линейка металлическая 1000 мм
Рисунок 21. Приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова)
Рисунок 22. Рулетка измерительная металлическая
9.2. Механизмы
Рисунок 23. Рельсошлифовальный станок МС-3
Рисунок 24. Рельсошлифовальный станок 2152
Рисунок 25. Шлифовальный станок МРШ-3
10. Контрольные вопросы
Расстояния до проектных сечений
1. Сколько проектных сечений на остряке и какая ширина головки остряка в этих местах?
2. Расстояние от острия остряка до проектных сечений криволинейного остряка на горочном стрелочном переводе типа Р-65 марки 1/6.
3. Расстояние от острия остряка до проектных сечений криволинейного остряка на стрелочном переводе типа Р-50 марки 1/11, 1/9.
4. Расстояние от острия остряка до проектных сечений криволинейного остряка на стрелочном переводе типа Р-65 марки 1/11, 1/9.
Вертикальный и боковой износ остряков и рамных рельсов
5. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-65 на главном пути при установленных скоростях 101-120 км/ч составляет ____.
6. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-50 на главном пути при установленных скоростях 61-80 км/ч составляет ____.
7. Максимально допустимый вертикальный износ рамных рельсов и остряков стрелочного перевода типа Р-65 на станционных, подъездных и прочих путях составляет ____.
8. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-65 на главных путях с установленными скоростями
121-200 км/ч составляет ____.
9. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-50 на главных путях с установленными скоростями
61-80 км/ч составляет ____.
10. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-65 на станционных путях, подъездных и прочих путях составляет ____.
11. Максимально допустимый боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки стрелочного перевода типа Р-50 на станционных путях составляет ____.
12. Какие проектные значения высоты рамного рельса и ширины головки?
13. Какие проектные значения высоты остряка в сечении головки 50 мм и более?
14. Какие проектные значения ширины головки остряка вне предела боковой строжки?
Понижение верха головки остряка относительно верха головки и остроганной части изношенного рамного рельса
15. В каких точках и каким инструментом измеряется понижение остряка относительно верха головки рамного рельса?
16. Какая максимальная величина понижения верха головки остряка относительно верха головки рамного рельса в проектных точках в процессе эксплуатации?
17. Какая проектная величина понижения верха головки остряка относительно верха головки рамного рельса в проектных точках?
Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка универсальным шаблоном
18. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/22; 1/9?
19. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/18; 1/9 перекрестный?
20. Чем и в каких местах измеряется взаимное положение рамного рельса и боковой рабочей поверхности головки остряка на стрелочных переводах марок 1/11; 1/6 симметричный?
Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм
21. Каким шаблоном контролируется взаимное положение рамного рельса и боковой поверхности головки остряка?
22. Допустимое и не допустимое положение планки шаблона:
Форма боковой рабочей грани головки остряка
23. Угол наклона боковой рабочей грани остряка в проектном сечения его головки 5 мм после шлифовки должен быть не менее ____.
Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка
24. При какой протяженности зоны выкрашивания остряка запрещается эксплуатировать стрелочный перевод на главных, приемо-отправочных и прочих станционных путях?
Прямолинейность поверхности катания головки остряка
25. Прямолинейность поверхности катания головки остряка после шлифовки, измеренная на базе 1 метр, не должна превышать ____ мм.
Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса
26. Перечислите возможные неисправности, вызванные износом рамного рельса и остряка.
Технология выполнения работ по шлифовке остряков стрелочных переводов
27. Под чьим руководством выполняется профильная шлифовка остряка, с учетом категории пути, где расположен стрелочный перевод.
28. В каких случаях назначается шлифовка остряка с переносом острия.
29. Для чего на стороне остряка, обращенной к рамному рельсу, в острие остряка и проектных сечениях головки 5, 10, 15, 20 мм наносятся отметки максимального понижения остряка относительно рамного рельса?
30. Каким образом шлифуется верх головки остряка?
31. Под каким углом шлифуется боковая поверхность головки остряка в сечении 5 мм?
32. Под каким углом формируется профиль остряка на участке от сечения головки 5 мм до 20 мм?
Порядок выполнения работ по переносу острия остряка
33. На какое расстояние разрешается перенос острия остряка?
11. Нормативные документы
- Инструкция по устранению возникающих при эксплуатации дефектов остряков стрелочных переводов шлифовкой в пути. Утверждена Г.Ф.Верховых от 18.09.2017 № 1962/р.
- Инструкция по обеспечению безопасности движения поездов при производстве путевых работ. Утверждена распоряжением ОАО «РЖД» от 14.12.2016 № 2540р.
- Инструкция по сигнализации на железных дорогах Российской Федерации (приложение № 7 к Правилам технической эксплуатации железных дорог Российской Федерации, утверждённым приказом Министерства транспорта Российской Федерации от 21 декабря 2010 г. № 286).
- Инструкция по движению поездов и маневровой работе на железнодорожном транспорте Российской Федерации (приложение № 8 к Правилам технической эксплуатации железных дорог Российской Федерации,утверждённым приказом Министерства транспорта Российской Федерации от 21 декабря 2010 г. № 286).
- Инструкция по охране труда для монтера пути ОАО «РЖД» ИОТ РЖД-4100612-ЦП-035-2017. Утверждена распоряжением от 09.01.2018 № 5р.
- Положение о проведении аттестации работников, производственная деятельность которых связана с движением поездов и маневровой работой на железнодорожных путях общего пользования ОАО «РЖД», утвержденное распоряжением ОАО «РЖД» от 17.01.2015 № 66р.
- Типовые нормы бесплатной выдачи сертифицированных специальной одежды, специальной обуви и других средств индивидуальной защиты работникам железнодорожного транспорта Российской Федерации, занятым на работах с вредными и (или) опасными условиями труда, а также на работах, выполняемых в особых температурных условиях или связанных с загрязнением. Утверждены приказом Минздравсоцразвития России от 22.10.2008 № 582н, зарегистрированы Минюстом России 12.11.2008 № 12624.
- Правила по охране труда, экологической, промышленной и пожарной безопасности при техническом обслуживании и ремонте объектов инфраструктуры путевого комплекса ОАО «РЖД». Утверждены распоряжением ОАО «РЖД» от 04.02.2014 № 255р.
- Правила по безопасному нахождению работников ОАО «РЖД» на железнодорожных путях. Утверждены распоряжением от 24.12.2012 № 2665р (В ред. Распоряжение ОАО «РЖД» от 04.02.2015 № 235р).
- ГОСТ Р 51685-2013. Национальный стандарт Российской Федерации. Рельсы железнодорожные. Общие технические условия (утвержден и введен в действие Приказом Росстандарта от 14.10.2013 № 1155-ст), (ред. от 24.02.2016).
- ГОСТ 33535-2015. Межгосударственный стандарт. Соединения и пересечения железнодорожных путей. Технические условия (введен в действие Приказом Росстандарта от 29.10.2015 № 1663-ст).
Бетон — универсальный строительный материал, выдерживающий значительные нагрузки. Его используют для возведения стен, перекрытий, фундаментов. Его заливают в стяжку, чтобы получить долговечное и очень прочное покрытие. Можно использовать бетон как черновую основу для отделки или зашлифовать и покрыть декоративным составом. Получится гладкая износостойкая поверхность. Разберемся, как отшлифовать бетонный пол своими руками.
Как самостоятельно отшлифовать пол из бетона
Зачем это нужно
Способы зачистки
Инструменты для работы
Инструкция по шлифованию
— Подготовка
— Шлифовка бетонной основы
Зачем шлифуют бетонное покрытие
Бетонный монолит пористый. Он сильно пылит при истирании, пропитывается влагой и не очень эстетично выглядит. Шлифовка устраняет эти недостатки.
Удаление верхнего слоя уплотняет материал, закрывает поры. Это увеличивает прочность его поверхности в два-три раза, повышает стойкость к истиранию и воздействию химических веществ. Прекращается пыление, увеличивается влагостойкость покрытия.
После обработки проявляется структура основания. Чем крупнее использовался наполнитель при замесе, тем более ярко будет выражен декоративный эффект. Благодаря этому отшлифованный бетон может стать самостоятельной отделкой пола. При внесении крупного наполнителя в замес: крошки из гранита или мрамора, и последующей специальной обработки, поверхность приобретет внешний вид, похожий на наливные полы.
Методики шлифовки
Качественно отшлифовать бетонное основание можно двумя способами. Кратко охарактеризуем оба.
Сухая зачистка
Сухая поверхность отшлифовывается абразивами с различной зернистостью. Таким способом можно снять до 2 мм основы. В ходе работы в воздух поднимается большое количество пыли, поэтому обязательна защита для слизистых и органов дыхания. Обработка проводится разными инструментами, желательно с возможностью подключения пылесоса. Это позволяет значительно уменьшить количество загрязнений в воздухе. Главный плюс методики — высокая скорость и минимум трудозатрат.
Мокрое шлифование
В начале шлифовки основание смачивается, в ходе работ при необходимости дополнительно подается вода. Это позволяет убрать слой высотой до 5 мм. Методика предназначена для шлифования твердого бетона с включением мраморной или гранитной крошки. Поступающая в рабочую зону влага смешивается с пылью, образуется жидкая грязь. Это затрудняет работу и мешает контролировать ее качество. Поэтому мокрое шлифование требует больших трудозатрат и времени.
Оборудование для работы
Для шлифовки бетонной поверхности используются разные инструменты. Наибольшая производительность и скорость у промышленных или профессиональных шлифмашин. Это достаточно габаритное оборудование с бензиновым или электрическим двигателем. Оно отличается большой площадью захвата и высокой мощностью. Чаще всего к нему дополнительно подключаются приспособления для отвода пыли или грязной жидкости, подачи воды.
Большинство профессиональных моделей оснащено механизмами, которые позволяют регулировать скорость вращения абразивных элементов. Это дает возможность по-разному шлифовать основание. Из профессиональных шлифмашин обычно используют так называемый «вертолет». Это агрегат с четырьмя лопастями, на них крепится абразив.
В арсенале домашнего мастера редко встречается профессиональное оборудование. Для зачистки малых площадей используют бытовые шлифмашинки. Они меньше по размерам и менее мощны, но способны отшлифовать бетонное покрытие. В некоторых случаях для работы выбирают и углошлифовальные машины, их еще называют болгарками. Обрабатывать ими большие площади долго и неудобно, а вот на маленьких участках и в труднодоступных местах они незаменимы.
Шлифовка бетонного пола своими руками болгаркой или другой шлифмашиной предполагает использование специальных дисков-насадок. Именно они шлифуют материал, снимают все неровности. От их формы зависит качество обработки. Дисковые насадки внешне похожи на шлифовальные круги, но их абразивная часть имеет разную форму. Она определяет глубину шлифования и возможность работы с материалами разной твердости. Коротко охарактеризуем разные насадки.
Планшайбы
Предназначены для черновой грубой обработки. Диск покрыт крошкой разной зернистости, что дает возможность эффективно зачищать неровности. Планшайбы выпускают с разными комбинациями абразивов для работы с поверхностями различной степени твердости.
Черепашки
Насадка для чистовой отделки. На гибкий диск наносится алмазная крошка, в которую добавлены синтетические полимеры. Качественно выполняет тонкую зачистку основы. Черепашка закрепляется на прочную липучку, поэтому ее несложно заменить в случае истирания.
Франкфурты
Используются для сложной обработки. В зависимости от формы абразивных элементов и их зернистости могут снимать или частично ремонтировать старое покрытие. Чаще всего их применяют для тонкой шлифовки и полировки основания.
Чашки
Насадка в виде вогнутого диска, по форме напоминающая тарелку. По периметру чашки находятся абразивные элементы, которые шлифуют поверхность. От их формы и размеров зависит эффективность шлифовки.
Выпускается несколько разновидностей насадок-чашек.
- Бумеранг. На него нанесены абразивные элементы загнутой формы. Используется для чистовой обработки.
- Квадрат. Шлифовка производится абразивами квадратной формы. Применяется для чернового шлифования неровного основания.
- Двойной сегмент. Абразивные полосы по периметру диска располагаются в два ряда. Используется для снятия толстого первого слоя.
Как отшлифовать бетонный пол
Шлифовка бетона — трудоемкий процесс, но ее можно провести и самому. Предлагаем поэтапную инструкцию.
1. Подготовительные работы
Качественно отшлифовать можно только ровное сухое основание без значительных дефектов и перепадов высот. Поэтому перед началом работ следует провести ревизию поверхности. Прежде всего, нужно определить точность горизонтали. Проще провести замеры лазерным уровнем. Если уклон большой, придется выравнивать его стяжкой. Она понадобится и для крошащейся основы со множеством дефектов. После заливки стяжку нужно оставить на две-три недели для набора минимальной прочности.
Основу с трещинами, сколами и другими дефектами ремонтируют. Щели и трещины расшивают, то есть расширяют под углом 45˚, чтобы ремонтная смесь заполнила всю полость. После этого грунтуют, дают высохнуть, заполняют цементным раствором и выравнивают. Отвердевшую смесь зачищают так, чтобы поверхность была ровной. Все выпуклости и заметные наплывы срезают болгаркой.
Если на поверхности пола выступает арматура или присутствуют какие-то металлические вставки, их нужно убрать. Прутки срезают, вставки выпиливают из основы болгаркой. Получившиеся полости заделывают ремонтным раствором. Если металла на поверхности много, будет проще залить стяжку, чтобы его закрыть.
Важный момент. Шлифовать свежий бетон нельзя. Из не набравшей плотности основы легко вырываются куски материала. Это портит и покрытие, и инструмент. Поэтому перед началом работ обязательно проверяют жесткость пола. Полностью подготовленный к шлифовке пол обрабатывают специальной упрочняющей пропиткой. Делают это в точном соответствии с инструкцией на ее упаковке.
2. Шлифование основы
Технология шлифовки бетонного пола шлифовальной машиной проста. Для бытового и профессионального оборудования она примерно одинакова. Сначала проводят грубую обработку. Для нее выбирают крупнозернистый абразив на 25-30 ед. Работу начинают от угла помещения и последовательно зачищают всю поверхность. Если шлифуют болгаркой, ее обязательно выключают через каждые 15 минут и делают небольшой перерыв. Это необходимо, чтобы инструмент не перегрелся.
После грубой обработки поверхность очищают от пыли и проверяют качество работы. При обнаружении необработанных или плохо обработанных участков их снова зачищают. На следующем этапе переходят к тонкой шлифовке. Она выполняется аналогично, только другим абразивом: на 40 ед. Если пол должен быть отшлифован до глянца, проводят еще и полировку. Она выполняется аналогично с использованием шлифовального диска с абразивом 1500-3000 ед. Готовое покрытие очищают от загрязнений, моют, сушат и при желании покрывают подходящим лакокрасочным составом.
Когда дело доходит до шлифовки деревянных полов, вы можете доверять орбитальной шлифовальной машине, которая сделает уникальную и превосходную работу, особенно если она используется надлежащим или правильным образом. Вы также можете называть орбитальные шлифовальные машины DA Sanders или Dual Action Sanders.
Тем не менее, первые орбитальные шлифовальные машины были произведены в начале 1990-х годов, и, поскольку они спроектированы так, чтобы быть агрессивными, как ленточные шлифовальные машины, они имеют тенденцию и способность обеспечивать идеальную и более чистую поверхность. Это подводит нас к нашей основной теме о том, как шлифовать деревянный пол с помощью орбитальной шлифовальной машины.
Общеизвестно, что орбитальная шлифовальная машина предназначена для достижения потрясающих результатов, но вы также должны знать, что для завершения шлифовки пола потребуется много часов.
Такая задача требует большого терпения, и вы также должны учитывать количество повреждений и царапин на полу, пытаясь определить, сколько времени потребуется, чтобы закончить шлифование пола.
Тем не менее, мы разработали несколько простых шагов и рекомендаций, которые обеспечат получение идеальных результатов при шлифовке паркета.
Интересный обзор – Лучший шлифовальный станок для деревянных полов
Как отшлифовать деревянный пол с помощью орбитальной шлифовальной машины

1. Шаг первый
Первый шаг, который вы должны сделать, прежде чем шлифовать деревянный пол с помощью орбитальной шлифовальной машины, — это правильно подмести и убедиться, что пол также хорошо пропылесосен.
Это очень важный шаг, так как он гарантирует, что вы избавитесь от любых препятствий, которые могут помешать вам правильно отшлифовать пол, а также очень необходим, потому что гвозди, гвозди и другие препятствия не смогут повредить пол или орбитальную шлифовальную машину. при шлифовке.
Это оборудование является оборудованием для тяжелых условий эксплуатации, поэтому не следует рисковать при работе с износом.
2. Шаг второй
После подметания и уборки пылесосом пола, который вы хотите отшлифовать, следующим шагом, который необходимо сделать, является прикрепление крупного песка и наждачной бумаги под орбитальную шлифовальную машину. Более низкие номера зернистости известны тем, что обеспечивают агрессивное шлифование, и вам также было бы интересно узнать, что 40-й зернистостью способен выполнять эту работу.
Однако следует соблюдать правила, если необходимо получить наилучшие результаты, и перед началом шлифования убедитесь, что на вас надеты лицевые маски и защитные очки.
3. Шаг третий
Если вы хотите приступить к шлифовке паркета, правильное место для начала работы — самый дальний конец комнаты.
Это лучший способ начать, поскольку он оказывается лучшей идеей при работе с древесными волокнами, а еще одним преимуществом, которое дает начало работы в самом дальнем конце комнаты, является то, что он предлагает вам определенную систему для работы, а также для экономии. вы какое-то время.
Как только вы попробуете этот шаблон всякий раз, когда захотите отшлифовать деревянный пол, он станет для вас нормой, и вам не придется забывать.
Модный обзор – Лучшая пила «ласточкин хвост» для начинающих

4. Шаг четвертый
Здесь на помощь приходит ручная орбитальная шлифовальная машина. Эта орбитальная шлифовальная машина позволяет легко шлифовать низкие кромки и пятна, и она более удобна при работе с компактной и малогабаритной орбитальной шлифовальной машиной, потому что она предлагает вам доступ к работе в довольно труднодоступных местах, которые были бы доступны для шлифовальной машины большого размера. не иметь возможности получить доступ.
5. Шаг пятый
Шаг пятый включает в себя повторение процесса подметания и уборки пылесосом. Это также очень важно, так как гарантирует, что весь мусор и пыль, образующиеся при шлифовании, будут удалены.
Поддержание чистоты на рабочем месте очень важно, и, как мы упоминали в первом шаге, также важно подметать и пылесосить, чтобы убедиться, что ваша орбитальная шлифовальная машина не повреждена.
6. Шаг шестой
Следующим шагом является применение минеральных спиртов. Когда вы закончите подметать, возьмите полотенце и налейте в него немного уайт-спирита, а затем протрите им пол. Это делается для того, чтобы избавиться от любого слоя пыли, а также для того, чтобы пол выглядел гладким.
Из соображений безопасности очень важно, чтобы вы были в перчатках из-за того, что некоторые виды кожи могут быть чувствительны к определенным химическим веществам.

7. Шаг 7
Когда пол высохнет должным образом, вы должны нанести отделку пола, которая лучше всего подходит для пола из твердой древесины. Обращение к местному продавцу даст вам представление о наилучшем покрытии для любого пола из твердой древесины, а также даст советы о том, как использовать это покрытие.
Заключительные мысли
На этом мы подошли к концу нашего руководства по шлифовке деревянного пола с помощью орбитальной шлифовальной машины, и мы наметили лучшие шаги, которым можно доверять для достижения хорошо детализированной и отличной работы.
Со всеми этими простыми шагами, которые мы обсудили в этой статье, гарантируется, что у вас будет идеальный и красивый паркет, и всего этого можно достичь с помощью надежной ручной орбитальной шлифовальной машины или орбитальной шлифовальной машины.
Похожие темы
Хотите знать, кто делает лучшую бензопилу в мире?
СОДЕРЖАНИЕ
- Принцип шлифовки металла
- Выбор режима шлифовки металла
- Плоское шлифование металла
- Круглое шлифование металла
- Внутришлифовальная обработка
- Ленточное шлифование металла
- Не менее популярные виды шлифования металла
Шлифовка металла является одной из финальных стадий обработки изделия. Она позволяет не только сгладить шероховатости, убрать острые грани и углы, но и вывести точный размер технологических отверстий. Правильно подобранные абразивы при необходимости доведут состояние поверхности до зеркального блеска.
Глубокие царапины при помощи шлифовки, конечно, не убрать, во всех остальных случаях абразивные материалы отлично справляются с поставленными задачами. Подробнее о способах шлифовки металла и используемых материалах и оборудовании читайте в нашем материале.
Принцип шлифовки металла
Шлифовка металла – это технологическая операция, при которой материал срезается при помощи абразивных кругов. Эти круги имеют пористую структуру, которая образована мелкими минеральными зернами, соединенными друг с другом посредством связки.
Острые грани зерен абразивного круга позволяют снять тонкий слой с металлического изделия, а благодаря равномерной обработке поверхность становится ровной и гладкой.

Шлифовку поверхности металла следует выполнять с учетом ряда особенностей и закономерностей. В первую очередь к таковым следует отнести то, что стружка снимается очень быстро.
Стандартная обработка характеризуется скоростью вращения шлифовальных кругов около 2000 м/мин, скоростная – около 3000 м/мин. Скорость обработки металла токарными станками в 30 раз ниже. Скорость взаимодействия зерен с металлическими поверхностями составляет 0,0001–0,00005 секунды.
Поверхность шлифовального круга состоит из большого числа беспорядочно расположенных зерен, режущая кромка которых различается по форме. Этим обусловлен мельчайший размер оставляемой стружки. Станок для шлифовки металла потребляет электроэнергию, в 5 раз большую по сравнению с работой фрезеровочной машины и в 10 раз большую по сравнению с токарным станком.
Различная форма и большое число зерен, а также мельчайший размер стружки, которая образуется при шлифовке поверхности металла, являются причиной выделения значительного количества теплоэнергии.
Изделия нагреваются – в частности, при обработке металлических деталей температура на участках соприкосновения может достигать 1000 градусов. Такой сильный нагрев приводит к изменениям свойств металлов – к примеру, повышается хрупкость стали. Необходимо охлаждать металлическое изделие и абразивный круг в процессе шлифования. Кроме того, важно верно определить припуск на обработку металла шлифовальным станком.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
При шлифовке деталей из металла происходит измельчение некоторого количества зерен и стружки, их мелкие частицы застревают между сохранившимися зернами; в то же время другие зерна притупляются, и, как следствие, станку требуется большая рабочая мощность. Зерна могут выкрашиваться (частично или все), если прикладываемое усилие слишком велико по отношению к прочности абразивного материала или связки, сохраняющей целостность материала.
Выбор режима шлифовки металла
Режим шлифовки изделий из металла определяется в зависимости от шероховатости поверхности в результате воздействия, установленной точности, качественных особенностей абразивного круга – числа зерен, их связки, глубины врезания, а также от того, какой мощностью обладает главный привод шлифовального станка.

Режим обработки режущей поверхностью шлифовального круга зависит от скорости круга, глубины резания, скорости смещения непосредственно изделия, а также от наличия возможностей шлифовки с поперечной подачей. Показатель скорости круга (м/с) определяется исключительно его диаметром и возможностями шлифовальной машины.
В процессе шлифовки металла значение скорости круга постоянно. Чаще всего используют круг, диаметр которого является максимально допустимым для станка, при этом шпинделю задается максимальное число оборотов.
Скорость может быть ограничена из-за низкой прочности и жесткости машины или ее комплектующих, так как большие скорости приводят к появлению значительных вибраций, снижению точности и производительности, а также ускорению износа расходников.
При черновой шлифовке металла лучше настроить глубину резания, максимально возможную в соответствии с характеристиками зерна круга, шлифовального станка и обрабатываемого изделия. Однако следует помнить, что она не должна превышать 0,05 от зернистости круга (поперечной длины зерна). Если значение глубины шлифования будет выше допустимого для используемого круга, поры в короткий срок засорятся и инструмент потеряет свою работоспособность.
Глубина резания при шлифовке должна быть уменьшена, если изделия и материалы имеют низкую жесткость или на детали появились прижоги. При тонком шлифовании, характерном для отделочных работ, с целью повышения точности и класса обработки устанавливается невысокая глубина резания.
Чем большей твердостью и прочностью обладают материалы, тем меньшее значение глубины задается для их шлифования, ведь это позволяет затрачивать меньшую мощность.
Читайте также: «Сварка нержавейки электродом»
Оптимальный режим резания при осуществлении продольной подачи настраивается в зависимости от долей ширины круга. При черновом шлифовании за один оборот следует обеспечить контакт с 0,4–0,85 ширины круга. Продольная подача рекомендуется при контакте с не более чем 0,9 ширины круга, ведь в ином случае поверхность изделия не будет прошлифована полностью, на ней останутся спиральные полосы.
Плоское шлифование металла
По этой технологии плоские поверхности обрабатываются с помощью специального оборудования для шлифовки металла. Его функционал позволяет:
- выполнять режущие движения;
- подавать обрабатываемую заготовку;
- осуществлять поперечную подачу детали на глубину шлифования;
- выполнять прямолинейное движение изделия.
Иногда плоским шлифованием можно заменить фрезеровочную обработку.

Проводить процесс можно двумя методами. В первом задействуется режущая поверхность круга для шлифовки, во втором – его торцевая часть.
Обработка периферией шлифовального круга проводится на оборудовании с невысокой мощностью – 7–15 кВт. Этот метод предполагает применение абразивных шлифовальных кругов с прямым профилем (ПП), наружный диаметр которых составляет от 17 см до 50 см, а высота – от 2 см до 7,5 см.
При необходимости провести обработку более широким инструментом для шлифовки металла возможно использование шлифовальных кругов с односторонней выточкой (ПВ), с двумя выточками (ПВД).
Читайте также: «Дуговая сварка в защитном газе: суть процесса»
Второй метод отличается высокой производительностью. Зачастую торцевую обработку выполняют при обдирочном шлифовании, когда требуется срезать значительный слой материала. При обработке торцевой частью используются следующие типы инструментов:
- ЧК (чашечный конический);
- ЧЦ (чашечный цилиндрический);
- ПН (с запрессованными крепежными элементами) и т. д.
Торцевая обработка также проводится при глубинном шлифовании. В этом случае срез выполняется на максимально допустимую глубину, значение которой выше стандартов более чем в 10 раз.
Круглое шлифование металла
Обработка осуществляется при вращении изделия, закрепленного в центрах или патроне станка. Вращающийся шлифовальный круг снимает с детали металлическую стружу. Таким образом выполняют шлифовку валов и отверстий в форме цилиндра или конуса, ступенчатых и фасонных изделий.
Выделяют универсальные и специальные станки для круглой шлифовки металла. Обработка может проводиться врезным либо продольным шлифованием.
Если длина детали больше ширины шлифовального круга, обработку выполняют с продольной подачей. Если поверхность изделия имеет размер, меньший или равный высоте круга, выполняют врезное шлифование.
Внутришлифовальная обработка
Один из основных видов обработки, который позволяет выполнить финишную шлифовку внутренних цилиндрических и конических поверхностей деталей. При этом способе шлифовальный круг помещают внутрь изделия. При этом заготовка может приводиться во вращение либо оставаться в одном положении.

Внутренняя шлифовка металла осуществляется одним из трех способов:
- С продольной подачей – в этом случае обеспечивается вращение абразивного круга и самой детали, при этом шлифовальную бабку выдвигают на необходимую глубину возвратно-поступательным движением.
- С поперечной подачей, при которой между вращательной осью круга и осью обрабатываемого отверстия обеспечивается угол в 90 градусов.
- С планетарным движением инструмента. Такое шлифование выполняется посредством вращения шпинделя одновременно вокруг собственной оси и вдоль оси отверстия.
Каким бы способом ни осуществлялось вращение изделия и инструмента, технологии внутренней шлифовки металла присущи общие особенности.
Высокая скорость вращения приводит к быстрому нагреву абразивного круга и заготовки. Для их охлаждения в процессе обработки следует использовать специальную жидкость.
Читайте также: «Контактная сварка»
Чтобы получить качественный результат, диаметр шлифовального круга должен быть меньше размера отверстия. От диаметра круга зависит частота настройки – чем он больше, тем реже придется настраивать инструмент.
При внутришлифовальной обработке следует применять круги большей мягкости, чем при наружном шлифовании.
Ленточное шлифование металла
Считается одним из самых прогрессивных методов шлифовки изделий из металла. Для обработки применяют абразивную ленту. По данной технологии выполняют промежуточное и финишное шлифование при изготовлении единичных деталей и серийном выпуске металлических изделий.

Среди ключевых достоинств ленточной шлифовки металла выделяют:
- высокую производительность;
- универсальность (подходит для обработки прямо и криволинейных поверхностей различной степени сложности);
- неизменную скорость;
- широкий диапазон изменения основных параметров настройки процесса.
Читайте также: «Сварка медных проводов: разбираемся в технологии»
Такой способ шлифовки металла позволяет одновременно воспользоваться плюсами плоской, бесцентровой и круглой шлифовки. За счет применения абразивных лент можно добиться высокого качества обработки изделий, имеющих сложные формы, большие габариты, а также выполненных из металлов и сплавов повышенной вязкости и мягкости.
Не менее популярные виды шлифования металла
- Координатно-шлифовальный процесс. Операция высокой сложности, при которой применяют точный шпиндель и устройство, позволяющее перемещать шлифуемую заготовку в четком соответствии с нужными координатами. Координатно-шлифовальные станки оборудованы шпинделем, который позволяет проводить обработку с использованием абразивного круга диаметром от 3 мм. Технологию применяют для шлифовки сквозных участков профиля, а также деталей, имеющих уступы и углубления.
- Резьбошлифование. Такой обработке подвергаются изделия, имеющие резьбовые соединения. Для шлифования на станок устанавливают круги с рабочей поверхностью, соответствующей профилю резьбы деталей. Данным способом можно обрабатывать внешние и внутренние поверхности.
- Зубошлифование. Технология похожа на описанный выше способ, отличие заключается лишь в том, что выбор шлифовальных кругов осуществляют в соответствии с зубьями, а не с профилем резьбы.
- Бесцентровое шлифование. При данном типе обработки изделие не фиксируется в центрах, а приводится в движение между шлифовальными кругами. Центральная часть машинки для шлифовки металла оборудована ножом, служащим для предотвращения выпадения или заклинивания заготовки. Для закрепления детали можно использовать магнит.
Читайте также: «Технология сварки сталей»
Такую технологию применяют при серийном выпуске изделий цилиндрической формы. Главное достоинство бесцентрового шлифования заключается в высокой скорости проведения операции. Шлифовка выполняется сразу двумя абразивными кругами, что делает этот метод более быстрым по сравнению с другими технологиями обработки.
Подбирать способ шлифовки металла следует с учетом особенностей технологического процесса и характеристик самого изделия. Хотя все типы обработки значительным образом различаются между собой, для них характерна одна общая особенность: шлифование предназначено лишь для незначительного изменения размеров изделия.
Шлифовка металла
Оцените, пожалуйста, статью
Всего оценок: 1, Средняя: 5