Приспособление ПУИП 150-2,5 предназначено для установки и извлечения с применением задвижки DN150 герметизирующих пробок вантуза на остановленном трубопроводе при статическом давлении не более 2,5 МПа.
Условия эксплуатации приспособления ПУИП 150-2,5 — макроклиматический район с умеренным и холодным климатом с температурой окружающей среды от минус 60 ° С до 40 °С — исполнение УХЛ категория размещения 1 по ГОСТ 15150.
Приспособление ПУИП 150-2,5 в зависимости от сейсмичности района размещения (по шкале MSK-64) изготавливается в следующих исполнениях:
— сейсмостойкое исполнение для районов с сейсмичностью свыше 6 до 9 баллов включительно (С);
— повышенной сейсмостойкости для районов с сейсмичностью свыше 9 до 10 баллов включительно (ПС).
Приспособление рассчитано для монтажа на фланцы задвижек с номинальным давлением 6,3 МПа и номинальным диаметром DN 150 соответствующими ГОСТ 12821.
Основные технические характеристики приведены в таблице 7.15.
Таблица 7.15 – Основные технические характеристики приспособления ПУИП 150-2,5
| № п/п | Наименование параметра | Значение |
| 1 | 2 | 3 |
| 1 | Номинальный диаметр фланца задвижки | DN150 |
| 2 | Степень герметичности узлов | А |
| 3 | Допустимое давление в трубопроводе, МПа, не более | 2,5 |
| 4 | Диаметр штурвала, мм | 600 |
| 5 | Масса, не более, кг | 65 |
| 6 | Габаритные размеры (диаметр х длина), мм, не более | 600×1560 |
Принцип работы приспособления ПУИП 150-2,5 заключается в линейном перемещении герметизирующей пробки, закрепленной на пиноли, вращением штурвала приспособления, через открытую задвижку, до посадочного места во фланце вантуза.
Конструкция приспособления ПУИП 150-2,5 приведена на рисунке 7.19.
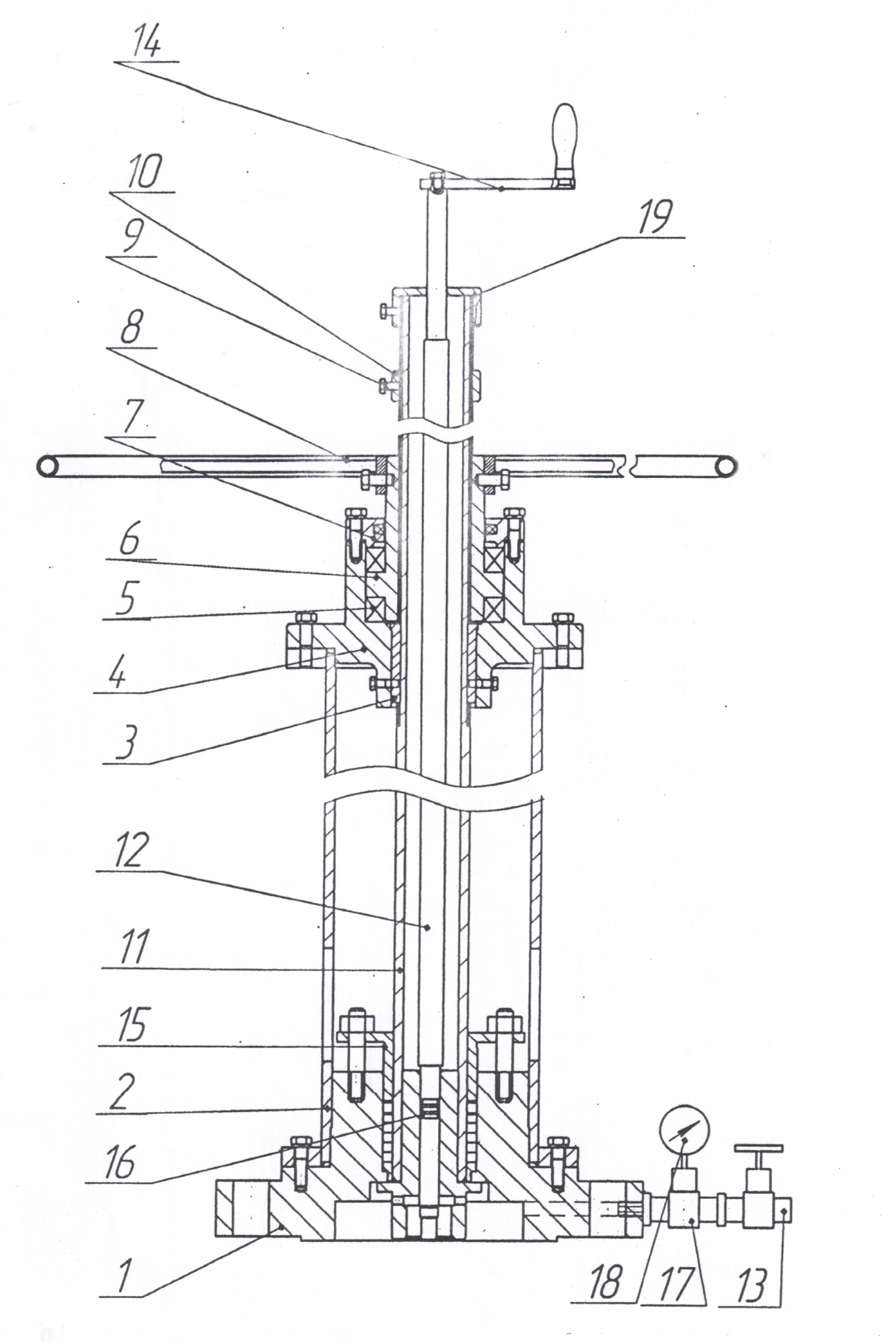
1 – фланец
2 – опора
3 – шпонка
4 – корпус
5 – подшипник
6 – гайка ходовая
7 – крышка
8 – штурвал
9 – болт
10 – кольцо
11 – пиноль
12 – шток
13 – кран
14 – рукоятка
15 – сальниковый узел
16 – кольцо уплотнительное
17 – тройник
18 — манометр
19 – крышка пиноли
Приспособление для извлечения и установки герметизирующих пробок вантузов ПУИП 150-2,5
Общие требования безопасности при работе с приспособлением ПУИП 150-2,5 должны соответствовать ГОСТ 12.2.044.
Общие сведения
и требования к проведению работ по
установке и извлечению герметизирующих
пробок вантузов:
Основные термины
и определения.
Требования к
персоналу.
Требования к
приспособлениям и конструктивным
особенностям.
Требования
к патрубкам вантузов, геометрическим
размерам конструктивных элементов
вантуза.
Технология установки
и извлечения герметизирующих пробок.
Перечень
необходимых инструментов,
контрольно-измерительных, измерительных
приборов.
Допустимое
минимальное и максимальное избыточное
давление в нефтепроводе при установке
и извлечении герметизирующих пробок.
Правила
подготовки ремонтного котлована,
нефтепровода и вантуза к проведению
работ по установке извлечению
герметизирующих пробок. Расстояния до
людей, машин и механизмов, не используемых
при работах.
Электростатическая
безопасность.
Назначение и
технические характеристики фланца
вантуза с герметизирующей пробкой.
Устройство фланца
вантуза с герметизирующей пробкой.
Принцип установки
и извлечения герметизирующей пробки
из фланца вантуза.
Проверка герметичности
пробки.
Перечень операций:
-
при
демонтаже фланцевой заглушки; -
при
установке запорной арматуры на фланец
вантуза; -
при
извлечении герметизирующей пробки;
Периодичность
замены герметизирующих колец пробки.
Проверка состояния
герметизирующей пробки, элементов
фиксации пробки.
Техническое
обслуживание вантуза с герметизирующей
пробкой.
Утилизация резиновых
колец при замене.
Маркировка фланца
вантуза и фланцевой заглушки.
Приспособление
для установки и извлечения герметизирующих
пробок вантузов ПУИП 200-12,5
Назначение и
условия эксплуатации приспособления,
обозначение приспособления, техническая
характеристика приспособления, состав
изделия.
Средства измерения,
инструмент и принадлежности, необходимые
для работы с приспособлением.
Устройство
приспособления.
Способ подачи
противодавления. Назначение штока
устройства. Назначение контрольного и
фиксирующего кольца. Назначение и
устройство электропривода. Блок
электронного управления ПБЭ-7М1, его
назначение, основные сведения.
Эксплуатационные
ограничения по использованию
приспособления.
Использование
приспособления.
Подготовка площадки
для установки оборудования. Подготовка
приспособления к работе: проверка
затяжки крепежных элементов; отсутствие
забоин, смятия резьбовой части штока;
наличие смазки; заземление приспособления.
Подключение электропривода к шкафу
управления и подключение шкафа. Настройка
параметров блока управления электропривода.
(Данные работы выполняет электротехнический
персонал).
Подготовка вантуза
к извлечению приспособления.
Проверка положения
шарового крана фланцевой заглушки.
Проверка герметичности герметизирующей
пробки. Демонтаж фланцевой заглушки.
Монтаж задвижки на фланец вантуза.
Заполнение задвижки жидкостью, применяемой
для противодавления.
Извлечение
герметизирующей пробки
Монтаж приспособления
на задвижку. Обвязка приспособления
гидравлическими трубопроводами и
элементами для создания противодавления.
Заполнение гидросистемы жидкостью.
Ввод пиноли в
задвижку и фланец вантуза с помощью
электропривода. Соединение штока с
герметизирующей головкой.
Создание
противодавления выше значения,
действующего в трубопроводе, для
обеспечения осадки пробки. Ограничение
противодавления по величине (не более
16,0 МПа).
Освобождение
герметизирующей головки от фиксирующих
элементов.
Вывод герметизирующей
пробки из патрубка фланца с помощью
электропривода, учитывая периодический
сброс давления из устройства.
Сброс давления из
приспособления, после закрытия задвижки.
Демонтаж приспособления, снятие
герметизирующей пробки.
Установка пробки
во фланец вантуза.
Подготовка
приспособления и герметизирующей
головки к работе. Установка пробки на
приспособление. Обвязка гидравлическими
элементами.
Ввод пробки
приспособлением в посадочное место
фланца. Подача жидкости и подъем давления
в приспособлении.
Фиксирование
герметизирующей пробки с помощью
фиксирующих сегментов.
Сброс давления из
приспособления. Контроль герметичности
посадки пробки.
Отсоединение штока
от пробки и демонтаж приспособления.
Демонтаж задвижки. Монтаж заглушки
фланца вантуза.
Техническое
обслуживание и ремонт приспособления.
Проверка работоспособности приспособления.
Приспособление
для установки и извлечения герметизирующих
пробок вантузов ПУИП 150-2,5
Назначение и
условия эксплуатации приспособления,
обозначение приспособления, техническая
характеристика приспособления, состав
изделия.
Средства измерения,
инструмент и принадлежности, необходимые
для работы с приспособлением.
Устройство
приспособления.
Эксплуатационные
ограничения по использованию
приспособления.
Использование
приспособления.
Подготовка площадки
для установки оборудования. Подготовка
приспособления к работе: проверка
затяжки крепежных элементов; отсутствие
забоин, смятия резьбовой части штока;
наличие смазки; заземление приспособления.
Подготовка вантуза
к извлечению приспособления.
Проверка положения
шарового крана фланцевой заглушки.
Проверка герметичности герметизирующей
пробки. Демонтаж фланцевой заглушки.
Монтаж задвижки на фланец вантуза.
Монтаж приспособления
на задвижку.
Ввод пиноли в
задвижку и фланец вантуза. Соединение
штока с герметизирующей головкой.
Освобождение
герметизирующей головки от фиксирующих
элементов.
Вывод герметизирующей
пробки из патрубка фланца.
Сброс давления из
приспособления, после закрытия задвижки.
Демонтаж приспособления, снятие
герметизирующей пробки.
Установка пробки
во фланец вантуза.
Подготовка
приспособления и герметизирующей
головки к работе. Установка пробки на
приспособление.
Ввод пробки
приспособлением в посадочное место
фланца. Подача жидкости и подъем давления
в приспособлении.
Фиксирование
герметизирующей пробки с помощью
фиксирующих сегментов.
Сброс давления из
приспособления. Контроль герметичности
посадки пробки.
Отсоединение штока
от пробки и демонтаж приспособления.
Демонтаж задвижки. Монтаж заглушки
фланца вантуза.
Техническое
обслуживание и ремонт приспособления.
Проверка работоспособности приспособления.
Требования
безопасности при проведении работ по
установке и извлечению герметизирующих
пробок
Опасные
производственные факторы, возникающие
в процессе установки и извлечении
пробок.
Оформление
наряда-допуска. Меры безопасности при
установке и извлечении герметизирующих
пробок. Количество исполнителей и
распределение обязанностей. Места
нахождения обсуживающего персонала.
Безопасные расстояния до электрооборудования.
Места и периодичность контроля воздушной
среды.
Действия
работников при возникновении нештатной
ситуации (выход нефти, повышение
загазованности в котловане и в рабочей
зоне сверх допустимой, возгорание паров
нефти, разгерметизация приспособления,
разгерметизация нефтепровода, пожар,
гроза, отравление парами нефти и т.д.).
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #

 |
Информационно-справочные материалы
по учебной программе:
«Правила организации и проведения ремонтных работ на объектах
МН (МНПП) с использованием механизмов и приспособлений»
 |
|||
 |
|||
г.Канаш 2016
год
Содержание
1. Устройство для холодной врезки
УХВ-150, УХВ-300
2. Прорезное устройство АКВ-103 «Пиранья»
3. Приспособление для перекрытия патрубков
типа «ПАКЕР-М»
4. Машина для безогневой резки труб МРТ
325…1420 мм «Волжанка — 2»
5.
Порядок установки герметизатора во внутреннюю полость нефтепровода.
6. Приспособление
для установки и извлечения герметизирующих пробок вантузов
ПУИП-150-2,5
7. Меры
безопасности при работе со шлифмашинками
Составил
и разработал преподаватель спец.дисциплин
ГАПОУ
«КанТЭТ» Минобразования Чувашии
Муравьев
Александр Ильич
Устройство и эксплуатация основных приспособлений и механизмов
для ремонта магистральных нефтепроводов
При
проведении ремонтных работ на линейной части магистральных нефтепроводов, в
настоящее время используется ряд различных приспособлений и механизмов.
В
данном разделе будет рассмотрено устройство, принцип действия, основные
технические характеристики, правила эксплуатации и технического обслуживания,
наиболее распространенных в ОАО «АК «Транснефть», ряда приспособлений и
механизмов:
1 Устройство для холодной врезки УХВ-150, УХВ-300
1. Назначение
устройства.
Устройство
для холодной врезки предназначено для механической вырезки отверстий в
трубопроводах, через вантуз.
Вантуз –
это задвижка с патрубком, устанавливаемая под прямым углом к оси трубопровода.
Вантузы
предназначены для подсоединения насосных агрегатов при опорожнении
ремонтируемого участка и закачки нефти в нефтепровод после ремонта, а также
впуска воздуха при освобождении и выпуска газовоздушной смеси при заполнении
нефтепровода.
Вырезка
отверстий в трубопроводе производится без остановки перекачки, при давлении в
трубопроводе не более 2,5 МПа. Одним из приспособлений по вырезке отверстий в
трубопроводе является УХВ –150, УХВ-300.
2.
Технические характеристики устройства.
Устройство,
рассчитанное на давление в нефтепроводе до 6,4 МПа, предназначено для
механической вырезки отверстий в трубопроводах Ду 300…1200 мм, находящихся под
давлением рабочих сред до 2,5 МПа (нефть, вода и др.), через запорную арматуру
(вантуз) условным проходом (DN) 100, 150, 200, 300,
установленную на отводной патрубок.
Устройство
УХВ — 150 предназначено для работы на задвижках ДN 100 и
150, при этом, для того чтобы установить приспособление на задвижку ДN
100 необходимо использовать специальный переходник, поставляемый в комплекте,
Ду 150→Ду 100.
Устройство
УХВ — 300 предназначено для работы на задвижках ДN 200 и
300, при этом, для того чтобы установить приспособление на задвижку ДN
200 необходимо использовать специальный переходник, поставляемый в комплекте,
Ду 300→ Ду 200.
Устройство
должно эксплуатироваться при следующих параметрах окружающей среды:
|
Температура окружающего |
от минус 40°С до + 40°С |
|
атмосферное давление |
630 — 800 |
|
относительная влажность |
от 40% до 80%. |
Таблица .1 — Основные
технические характеристики устройств УХВ-150, УХВ-300
|
Наименование |
УХВ-150 |
УХВ-300 |
|||
|
Условный проход, ДN |
100 |
150 |
200 |
300 |
|
|
Диаметр прорезаемого |
325 |
480 |
530 |
530 |
|
|
Максимальный |
1220 |
1220 |
|||
|
Диаметр фрезы, мм |
80 |
120 |
175 |
250 |
|
|
Максимальная толщина |
22 |
||||
|
Частота вращения |
49.82 |
||||
|
Подача инструмента, |
0.062 |
||||
|
Ход при вырезке |
100 |
120 |
|||
|
Рабочее вращение |
правое (по часовой |
||||
|
Время вырезания |
30 |
60 |
|||
|
Максимальное давление в |
6,4 |
|
Максимальное давление |
2,5 |
|
|
Напряжение питания, В |
380 |
|
|
Электродвигатель |
АИМ920L4У2.5 |
АИМ100S4У2.5 |
|
Мощность, кВт |
2,2 |
3 |
|
Число оборотов, об/мин |
1395 |
1420 |
|
Масса электродвигателя, |
55 |
61 |
|
Габаритные размеры, мм |
1370х740х430 |
1750х880х530 |
|
Масса (без |
200 |
380 |
3.
Конструкция устройства.
 Устройство
Устройство
(см. рисунок1) состоит из фланца {1}, редуктора {2}, шпинделя {3}, водила {4},
электродвигателя и электрооборудования.
Сальниковое
уплотнение {20} служит для герметизации вращающего шпинделя {3} со стороны
задвижки.
В
редуктор {2} входит корпус с крышками, «червячное колесо – зубчатое колесо» {6}
с приваренным к нему цилиндром, на которой устанавливается, водило {4} с
зубчатым венцом. В отверстие блока «червячное колесо — зубчатое колесо» со
сквозным шпоночным пазом, который продолжается в приваренном цилиндре сквозной
прорезью шириной, равной ширине шпоночного паза, устанавливается шпиндель {3} с
закрепленной в нем шпонкой {7}. В корпусе редуктора установлено также
устройство для включения и выключения механической подачи шпинделя {3},
представляющее собой эксцентрик {8}, закрепленный с одной стороны в кронштейне
корпуса редуктора, с другой – в крышке редуктора. На эксцентрик надет блок
шестерен {9} и установлена ручка {10}.
Шпиндель
{3} представляет собой трубу, к нижнему концу которой крепится режущий инструмент
{11}, {12}, а на верхнем конце выполнено резьбовое отверстие в завернутой в
трубу втулке {13} для ходового винта {14}, соединенного винтами с водилом {4}.
В
верхней части водила {4} установлена втулка {5}, к которой крепится крышка
{19}.
Ходовой
винт имеет сквозное отверстие, внутри которого размещен указатель хода {16},
предназначенный для контроля положения шпинделя с инструментом.
Шаровой
кран {17} предназначен для заполнения жидкостью полости задвижки и патрубка и
сбора остаточного давления. Болт (пробка) {18} служит для выпуска воздуха или
жидкости при заполнении жидкостью полости задвижки и патрубка при
горизонтальном расположении вантуза.
В
комплект устройства входит режущий инструмент: — сверло Ø32 мм; — фреза Ø80
мм; — фреза Ø120 мм; — фреза Ø175 мм; — фреза Ø250 мм;
Электрооборудование
устройства (см. рисунок 2) включает в себя: электродвигатель {2}, кнопочный
пульт управления {3} (КПУ) и шкаф управления {1} (ШУ).
Напряжение
питания силовой сети ~ 380 В.
Подключение
источника питания, электродвигателя установки и кнопочного поста управления к
шкафу управления производится через штепсельные разъемы.
Привод
вращения включается кнопкой поста управления. При этом подается напряжение на
катушку пускателя. Пускатель включается и своими контактами подает напряжение
на двигатель. Идет вращение и перемещение инструмента.
Отключение
привода осуществляется второй кнопкой c поста
управления. При нажатии отключается цепь питания катушки пускателя, пускатель
отключает цепь питания двигателя. Двигатель останавливается. Величина нагрузки
и момент окончания обработки контролируется по амперметру, находящемуся в шкафу
управления.
4.
Порядок вырезки отверстия в нефтепроводе через вантуз.
Подготовка
устройства к работе.
1.
Осмотреть и проверить готовность и надежность крепления узлов и деталей
устройства, шкафа управления (ШУ), кнопочного пульта управления (КПУ).
2.
Проверить наличие масла в редукторе при помощи указателя масла в вертикальном
положении устройства. Уровень масла должен находиться между рисками «min»
и «max».
3.
Выбрать соответствующий инструмент в зависимости от диаметра вырезаемого
отверстия. Оценить визуально его пригодность к работе, а также переходник (в
тех случаях, когда прорезаются отверстия под задвижку ДN
100 или ДN
200). Инструмент должен быть заточен.
4.
Закрепить режущий инструмент на шпинделе устройства. Закрепить защитный кожух
инструмента. Не допускается перемещение, подъем устройства при установленном
инструменте без защитного кожуха.
5.
Установить устройство на задвижку и закрепить, предварительно сняв защитный кожух
инструмента (см. рисунок .2). При монтаже не допускать удары устройства о
задви1
– патрубок; 2 – задвижка; 3 – фланец устройства; 4 – устройство УХВ; 5 –
сверло; 6 – фреза; 7 – шпиндель; 8 – клин задвижки; 10 – фланец задвижки.
Рисунок 2.- Схема
установи устройства на вантуз.
5.
Технологические операции при вырезке отверстия.
1. Перед началом резания
необходимо открыть задвижку, перевести (см. рисунок 1) ручку {10} в положение
«ОТКЛ». При этом выведутся из зацепления зубчатые колеса водила {4} и блока
«червячное колесо – зубчатое колесо» {6} с блоком шестерен {9}. Вращая ключом
{15} водило {4} с ходовым винтом {14} против часовой стрелки, опустить шпиндель
{3} до упора режущего инструмента {12} в трубу нефтепровода. После чего
отвести его от трубы, сделав 0,5 оборота ключом {15} в обратную сторону. Снять
ключ {15} с водила {4)
2.
Проверить правильность подключения электродвигателя (направление вращения
режущего инструмента) для чего:
—
включить автомат на ШУ, при этом загорается сигнальная лампа «Сеть». Перед
каждым пуском электродвигателя тумблером произвести шунтировку амперметра для
предупреждения выхода его из строя. После пуска тумблер «шунтировка амперметра»
выключить.
—
проверить отключение подачи – рукоятка подачи {10} должна находиться в
положении «ОТКЛ»;
— нажать
кнопку «Пуск» на КПУ;
—
наблюдать направление вращения шпинделя {3} в окно сальникового уплотнения
{20} вращение шпинделя {3} по часовой стрелке (смотреть сверху вниз)
соответствует правильному подключению электродвигателя. Через КПУ отключите
электродвигатель, нажав на кнопку «ОТКЛ». Включить автомат на ШУ, при этом
загорается сигнальная лампа «Сеть».
3.
Установить указатель хода {16}, закрутив его до упора в нижний конец шпинделя
(указатель хода имеет левую резьбу).
4. По
таблице 2 в зависимости от диаметра врезки и диаметра прорезаемого трубопровода
определить расчетный ход «S», на который должен опуститься
указатель хода при окончании вырезки и поставить метку.
Таблица 2.- Расчетный
рабочий ход инструмента «S»
|
Устройство |
УХВ-150 |
УХВ-300 |
||
|
Условный проход, Ду |
100 |
150 |
200 |
300 |
|
Диаметр прорезаемого |
325….1220 |
480….1220 |
530….1220 |
530….1220 |
|
Расчетный рабочий ход (толщина стенки |
65 |
80 |
90 |
90 |
5.
Затем ручку {10} перевести в положение «ВКЛ», тем самым ввести бок шестерен
{9} в зацепление с зубчатыми колесами водила {4} и блока «зубчатое колесо –
червячное колесо» {6}.
6.
Убедиться в соответствии давления в нефтепроводе паспортным характеристикам
устройства. Давление в нефтепроводе не должно превышать 2,5 МПа.
7.
Нажать кнопку «Пуск» на КПУ. Вырезка отверстий осуществляется передачей
крутящего момента от электродвигателя через муфту, редуктор {2}, на водило {4}
с ходовым винтом {14} и шпиндель {3} с режущим инструментом {12}. Вырезка
отверстия произведется в автоматическом режиме. Наблюдать за величиной тока по
амперметру, включенному в цепь электродвигателя.
Окончание
вырезки отверстия определяется по снижению нагрузки на амперметре (после
вырезки отверстия нагрузка на электродвигателе должна уменьшиться) и положению
указателя хода {16}.
8. По
окончании вырезки отверстия в трубопроводе отключить электродвигатель, нажав
кнопку «Откл» на КПУ. Выключить автомат на ШУ. Замерить величину «S»
и произвести расчет по определению фактической величины «Sфакт».
Величина «Sфакт»
должна быть больше, чем «S»
— расчетное.
9. Снять
указатели хода {16}.
10.
После отключения электродвигателя необходимо проконтролировать, что произошла гарантированная
вырезка отверстия. Контроль произвести следующим образом:
—
перевести ручку {10} в положение «Откл» и, вращая ключом {15} водило {4} с
винтом {14} против часовой стрелки, еще выдвинуть вниз шпиндель {3} с режущим
инструментом (выдвижение происходит без вращения). Произвести вращение (правое)
шпинделя с режущим инструментом, вращая специальным ключом, червяк.
Перемещение и вращение шпинделя должно быть свободным.
 1
1
– патрубок; 2 – задвижка; 3 – фланец устройства; 4 – устройство УХВ; 5 –
сверло; 6 – фреза; 7 – шпиндель; 8 – клин задвижки; 10 – фланец задвижки.
Рисунок 2.- Схема
установи устройства на вантуз.
11.
Вращая по часовой стрелке ключ {15}, поднять шпиндель {3} в верхнее положение
до упора. Снять ключ {15}.
12.
Перекрыть задвижку. Произвести сброс остаточного давления в полости задвижки.
Отсоединить и снять устройство с задвижки. При демонтаже не допускать удары
устройства о задвижку.
13.
Очистить установку от грязи, нефти, протереть ветошью и уложить в футляр.
Уложить в ящик ШУ, КПУ, кабель и ЗИП.
Действия
при нештатных ситуациях.
При
заклинивании инструмента срабатывает тепловая защита электродвигателя
(электродвигатель отключается). Далее необходимо выполнить следующие операции:
—
выключить
автомат на ШУ;
—
установить ручку подачи {10} в положение «ОТКЛ»;
—
отвести инструмент от трубы на 1…3 мм, повернув винт {14} ключом {15} по
часовой стрелке на 0,5 оборота;
—
включить автомат на ШУ.
6.
Транспортирование и хранение устройства.
Транспортировать
устройство необходимо в специальной таре, надежно закрепив ее во избежание
деформации узлов и отдельных элементов.
Хранить
устройство необходимо в сухом помещении. Попадание влаги на электрооборудование
не допускается.
7. Меры безопасности при эксплуатации устройств.
1. При
работе с устройством для вырезки отверстий могут возникнуть следующие опасные
факторы: нефть, пары нефти, опасность поражения электрическим током,
возможность травмирования при работе с грузоподъемным механизмом, возможность
травмирования при работе с неисправным инструментом, опасность обрушения стенок
котлована, метеорологические условия.
2. Все
работы по вырезке отверстий должны проводиться с соблюдением требований,
указанных в РД 23.040.00-КТН-073-15 «Вырезка и врезка «катушек»,
соединительных деталей, заглушек, запорной и регулирующей арматуры и
подключению участков магистральных нефтепроводов»,ОР-03.100.30-КТН-150-11(Изм1,2,3,4)
«Порядок организации огневых, газоопасных и других работ повышенной опасности
на взрывопожароопасных и пожароопасных объектах предприятий системы ОАО «АК
«Транснефть» и оформления нарядов- допусков на их подготовку и проведение» ., РД-
13-220-00-КТН-211-12 «Правила пожарной безопасности на объектах ОАО «АК
«Транснефть» .
ФНиП Федеральные нормы и правила «Правила безопасности ОПО на которых
используются ПС (подъемные сооружения) Приказ № 533 от 12.11.2013г.
3. Вырезка
отверстия в нефтепроводе через вантуз проводится с оформлением наряда-допуска
на газоопасные работы, в котором подробно указываются меры безопасности при
подготовке к проведению работ и меры безопасности при проведении работ.
4.
Вырезку отверстия следует проводить при давлении в трубопроводе не выше 2,5
МПа.
5. Шкаф
управления установить на расстоянии не менее 30
м от места проведения работ. Подключить шкаф управления к электросети
напряжением 380В, частотой 50Гц, подключение должно быть выполнено через
устройство защитного отключения. Передвижная дизельная электростанция
устанавливается на расстоянии не менее 50
м от места проведения работ.
6.
Демонтаж устройства производить только после отключения от источника питания.
8.
Ограничения применения устройств УХВ-150, УХВ-300.
Применение устройств
ограничивается максимальным давлением среды в трубопроводе при врезке, а также
высотой вантуза, т.е. расстоянием от образующей трубопровода до верхнего фланца
вантузной задвижки.
Приспособления для вырезки
отверстий должны быть рассчитанными на рабочее давление не ниже 6,3 МПа, иметь
инструкцию по эксплуатации, утвержденную главным инженером ОАО МН, паспорт
завода изготовителя, сертификат соответствия и разрешение Ростехнадзора на
применение.
Приспособление должно иметь
устройство, предотвращающее падение в полость трубопровода вырезанной части.
Диаметр вырезаемого отверстия в
основном ремонтируемом трубопроводе должен быть на 10-15
мм меньше внутреннего диаметра патрубка и не менее 85
мм для патрубка с условным диаметром 100мм, 125мм для ДУ 150мм,
170мм для ДУ 200 мм.
Не допускается работа
приспособлением для врезки, если установка вантуза имеет отклонение от прямого
угла к оси трубопровода более 3º и смещение по осям задвижки и патрубка более 3
мм.
Не допускается вырезка отверстий
без заполнения СОЖ полости патрубка и задвижки.
Не
допускается использовать приспособления для врезки при неисправном режущем
инструменте.
2.Прорезное устройство АКВ-103 «Пиранья»
1.
Назначение устройства.
Устройство
прорезное АКВ «Пиранья» предназначено для механического прорезания отверстий в
стенках трубопроводов, находящихся под давлением рабочих сред (нефть, вода и
т.п.) через вантуз. Устройство может быть использовано при ликвидации аварий и
проведении ремонтных и регламентных работ путем врезки отводных трубопроводов в
основной трубопровод без его остановки. Вырезанный элемент и стружка не могут
нарушить работу арматуры трубопровода, так как конструкция и принцип работы
прорезного устройства обеспечивает гарантированное удаление вырезанного
элемента, а образовавшаяся стружка имеет малые размеры и не может повлиять на
работу элементов трубопровода.
Вырезка
отверстий в трубопроводе производится без остановки перекачки, и при давлении в
трубопроводе не более 2,0 МПа.
2.
Технические характеристики.
Один
комплект сменного инструмента прорезного устройства гарантирует без переточки
прорезание не менее 5 отверстий. Устройство может выполнять свои функции в
любом пространственном положении.
Присоединительные
размеры сменных фланцев выполнены под задвижки клиновые с условными проходами ДN
100, 150, 200 с давлением среды РN 6,3 МПа
и ниже.
Таблица .3. — Основные
технические характеристики АКВ-103 «Пиранья»
|
Наименование |
Значение |
|
Диаметр прорезаемого минимальный максимальный |
300 1220 |
|
Толщина стенки максимальная |
22 |
|
Максимальное давление |
2,0 |
|
Диаметры |
86; |
|
Время прорезания одного |
3…80 |
|
Напряжение питания, В |
380 |
|
Потребляемая мощность, |
1,1 |
|
Габаритные размеры |
1365*390*610 |
|
Масса устройства, кг |
80 |
|
Условия окружающей температура, С° относительная |
±40 95 |
3.
Комплектность устройства.
В
комплект прорезного устройства входят:
—
техническое
описание, инструкция по эксплуатации, формуляр;
—
комплект
режущего инструмента: сверло-метчик, фреза Ø86 мм, фреза Ø125 мм, фреза Ø175
мм;
—
комплект
специальных ключей в количестве 3-х штук;
—
сменные фланцы: DN
100; DN
150; DN
200.
Конструкция
устройства
Конструкция устройства
приведена на рисунке .3 и состоит из корпуса {1} со смонтированным с ним
червячным редуктором. На корпусе {1} смонтирован электродвигатель, который
через муфту может передавать вращение на червяк {4} и червячное колесо {5}. На
корпусе {1} закреплены резьбовой корпус {6} и винт {7}. От повреждений и
попадания посторонних предметов винт {7} защищен кожухом {24}.
В центральном отверстии
червячного колеса {5} помещен полый шпиндель {8} с закрепленным на его
резьбовом конце переходником {9}. В переходнике {9} гайкой {10} закреплено
сверло-метчик {11}, а гайкой {12} – фреза {13}. Переходник {9} и хвостовик
сверла-метчика {11} уплотнены резиновыми кольцами {14} и {15}.
В центральном отверстии
резьбового корпуса {6} установлены спаренные манжеты высокого давления {16} с
шайбами {17}, охватывающие подвижный шпиндель {8} (для герметизации шпинделя).
В шпиндель {8}
установлена шпонка {25}. При продольном перемещении шпинделя {8} шпонка {25}
входит в шпоночный паз ступицы червячного колеса {5}. На противоположном конце
шпинделя {8} установлены гайка {21}, подшипники {18} и гайка {19} с жестко
закрепленным на ней маховиком {20}. В центральное отверстие шпинделя {8} через
гайку {21} установлен винт {22}, с подвижным маховиком {23}, который имеет
возможность свободно перемещаться вдоль оси винта по шпоночному пазу,
выполненному по резьбовой части винта.
4.
Конструкция устройства.
 |
Рисунок
3. – Прорезное устройство АКВ-103 «Пиранья»
Другим концом винт {22}
помещен во втулку {24}, жестко закрепленную в ограждении {29}. Винт {22}
свободно вращается во втулке {24}, а осевое перемещение винта {22} ограничено
буртиком на винте и гайкой {26}.
На гайке {19} помещен
шаблон {27}, на поверхности которого нанесены кольцевые риски, указывающие
положение режущего инструмента в процессе резания (сверление, нарезание резьбы,
фрезерование). Шаблон {27} имеет возможность осевого перемещения и фиксируется
винтом {28}.
Для установки устройства
на различные типоразмеры задвижек предусмотрены сменные фланцы {33},
устанавливаемые по резьбе на резьбовой корпус {6}.
5.
Порядок вырезки отверстия в нефтепроводе через вантуз.
Подготовка
устройства к работе.
1.
Перед монтажом устройства необходимо проверить целостность и маркировки
устройства.
2.
Навернуть фланец {33} (см. рисунок 18.4) необходимого размера на корпус прорезного
устройства {6};
3.
Убедиться в исправности и заточке режущего инструмента.
4.
Установить шпиндель изделия в крайнее верхнее положение.
Проверка
готовности вантуза.
1.
Произвести измерение высоты вантуза (от поверхности нефтепровода до верхнего фланца
задвижки). Высота вантуза должна быть 680±10
мм.
2.
Открыть задвижку, перед установкой устройства на задвижку (при вертикальной
врезке) необходимо заполнить внутреннюю полость патрубка и задвижки водой до
уровня клина задвижки.
3.
Демонтировать электродвигатель с корпуса устройства, открутив 4 болта.
4.
Закрыть задвижку, установить устройство на задвижку и закрепить (см. рисунок
7). При монтаже не допускать удары устройства о задвижку и убедиться, что
конец сверла-метчика 5 не касается клина 8 задвижки.
Технологические
операции при вырезке отверстия.
1.
После установки устройства закрепления на задвижке, довернуть изделие против
часовой стрелки с усилием 15 Нм, открыть задвижку
2.
Установить электродвигатель на корпус устройства.
3. Подсоединить
блок управления {12} изделия к питающей сети.
4.
Вращая маховик {20} (см. рисунок 10) и придерживая маховик {23}, произвести
осевое перемещение шпинделя в зону резания, при этом совмещаются шпонка
шпинделя и шпоночный паз ступицы червячного колеса.
5. При
переходе гайки {19} в резьбу винта {7} маховиком {23} производится
совмещение шагов резьбы обоих винтов до выхода винта {22} из зацепления с
гайкой {21}.
6. При
касании сверла – метчика с телом трубы, установить шаблон {27} на метку начала
сверления, для чего, ослабив винт {28}, переместить шаблон {27} до совмещения
его первой кольцевой риски с краем защитного кожуха {24}, после чего шаблон
закрепить винтом {28}.
7.
Включить электродвигатель (пуск двигателя осуществляется нажатием кнопки на
пульте дистанционного управления), который через червяк и червячное колесо
передает вращение шпинделю {8}, на котором закреплены сверло-метчик и фреза. Направление
вращения фрезы – правое, при обратном вращении переключить электродвигатель.
8.
Вращением маховика {20} осуществить подачу режущего инструмента.
9.
После окончания сверления (см. рисунок произойдет снижение нагрузки на
сверло. Кольцевая метка ″нарезание резьбы″ на шаблоне {27} совместится с краем
защитного кожуха {24}.
10.
Для нарезания резьбы необходимо ускорить подачу сверла-метчика, вращая маховик
{20}. Метчик нарезает резьбу в просверленном отверстии (см. рисунок 8).
11.
При окончании нарезания резьбы прекратить подачу шпинделя для того, чтобы не
произошло врезание фрезы в стенку трубы.
12.
Плавно вращая маховик {20} (см. рисунки 18.3-18.4) подачи по часовой стрелке
коснуться фрезой стенки трубы.
13.
Со скоростью примерно 0,1 об/мин, выполнить прорезание отверстия.
14.
Во время прорезания следует избегать возникновения вибраций и шума.
15.
При подходе самой верхней кольцевой риски шаблона {27} к краю защитного кожуха
{24} подачу необходимо выполнять более медленно.
16.
Вращая маховик {20} подачи шпинделя по часовой стрелке на 2-3 оборота,
выполнить зачистку прорезанного отверстия.
17.
Нажать кнопку на пульте управления для отключения электродвигателя.
18.
Чтобы вывести шпиндель за клин задвижки вращать маховик {20} против часовой
стрелки, ввести в зацепление гайку {21} с винтом {22}. Одновременно вращая
маховик {20} и маховик {23}, осуществляют переход гайки {19}с винта {7} на винт
{22}.
19.
Придерживая маховиком {23} винт {22} от проворачивания, вращают маховик {20},
выводят режущий инструмент за клин задвижки.
20.
После вывода режущего инструмента:
—
закрыть задвижку;
—
сбросить давление, через контрольный вентиль;
—
отключить электрический кабель изделия от сети и снять заземление;
—
демонстрировать изделие с переходником с задвижки;
—
снять вырезанный элемент трубы со сверла – метчика;
—
промыть прорезную фрезу и сверло – метчик в керосине или дизельном топливе и
смазать тонким слоем консистентной смазки;
—
установить на вантузную задвижку ответный фланец с эллиптической заглушкой.
6.
Действия при нештатных ситуациях.
При
заклинивании инструмента необходимо:
—
нажать кнопку на пульте управления для отключения электродвигателя;
—
немного вывести фрезу из зоны резания вращая маховик {20} против часовой
стрелки;
—
включить электродвигатель;
— продолжить прорезание
отверстия.
7.
Транспортирование и хранение устройства.
Транспортирование
устройства может производиться любым видом транспорта с соблюдением следующих
условий:
—
технологическая
тара с устройством должна быть закреплена способом, исключающим возможность ее
перемещения по грузовой площадке транспортного средства;
—
при
погрузке – разгрузке запрещается бросать и кантовать технологическую тару с
устройством;
—
при
перевозке технологическая тара с устройством должна быть защищена от попадания
атмосферных осадков.
Хранения
осуществляется в технологической таре предприятия – изготовителя в складских
помещениях, обеспечивающих сохранность упаковки и изделия.
8. Меры безопасности при эксплуатации устройства.
Меры
безопасности при работе с прорезным устройством «Пиранья-2С» аналогичны мерам
безопасности при эксплуатации устройства холодной врезки УХВ-150, указанным
выше.
9.
Ограничения применения устройства «Пиранья – 2С».
Применение
устройства ограничивается максимальным давлением среды в трубопроводе при
врезке, а также высотой вантуза, т.е. расстоянием от образующей трубопровода до
верхнего фланца вантузной задвижки. Величина максимального давления и высоты
вантуза в зависимости от типа устройства сведена в таблицу .4.
Устройство
для вырезки отверстий должно быть рассчитанным на рабочее давление не ниже 6,3
МПа, иметь инструкцию по эксплуатации, утвержденную главным инженером, паспорт
завода — изготовителя, сертификат соответствия и разрешение Ростехнадзора на
применение.
Приспособление
должно иметь устройство, предотвращающее падение в полость трубопровода
вырезанной части.
Диаметр
вырезаемого отверстия в основном ремонтируемом трубопроводе должен быть на 10-15
мм меньше внутреннего диаметра патрубка и не менее 85
мм для патрубка с условным диаметром 100
мм, 125 мм для ДУ 150 мм, 170
мм для ДУ200 мм.
Не
допускается работа изделием для врезки, если установка вантуза имеет отклонение
от прямого угла к оси трубопровода более 3º и смещение по осям задвижки и
патрубка более 3 мм.
Не
допускается вырезка отверстий без заполнения СОЖ полости патрубка и задвижки.
Не допускается использовать устройство для врезки при неисправном режущем
инструменте.
Не
допускается вырезка отверстий без заполнения СОЖ полости патрубка и задвижки.
Не допускается использовать устройство для врезки при неисправном режущем
инструменте.
Устройство
для вырезки отверстий должно быть рассчитанным на рабочее давление не ниже 6,3
МПа, иметь инструкцию по эксплуатации, утвержденную главным инженером, паспорт
завода — изготовителя, сертификат соответствия и разрешение Ростехнадзора на
применение.
Приспособление
должно иметь устройство, предотвращающее падение в полость трубопровода
вырезанной части.
Диаметр
вырезаемого отверстия в основном ремонтируемом трубопроводе должен быть на 10-15
мм меньше внутреннего диаметра патрубка и не менее 85
мм для патрубка с условным диаметром 100
мм, 125 мм для ДУ 150 мм, 170
мм для ДУ200 мм.
Не
допускается работа изделием для врезки, если установка вантуза имеет отклонение
от прямого угла к оси трубопровода более 3º и смещение по осям задвижки и
патрубка более 3 мм.
Не
допускается вырезка отверстий без заполнения СОЖ полости патрубка и задвижки.
Не допускается использовать устройство для врезки при неисправном режущем
инструменте.

1
– патрубок; 2 – задвижка; 3 – сменный фланец; 4 – устройство; 5 –
сверло-метчик; 6 – фреза; 7 – шпиндель; 8 – клин задвижки; 9 – патрубок для
заполнения водой; 10 – верхний фланец задвижки; 11 — блок управления с
пускозащитной аппаратурой.
Рисунок
.4. — Схема установки устройства.
Таблица .4 — Максимальные
параметры работы АКВ «Пиранья»
|
Тип устройства для |
Максимальное давление |
Высота вантуза |
|
АКВ «Пиранья» |
2,0 |
680±10 |
3.Приспособление для перекрытия патрубков типа «ПАКЕР-М»
1.
Назначение приспособления.
Приспособление
для перекрытия патрубков «Пакер-М» — предназначено для производства работ по
замене и удалению фланцевых и приварных задвижек, на вантузах без опорожнения
трубопровода.
Также
приспособление может применяться:
—
для
замены прокладок крышек задвижек;
—
сальниковых
набивок у штока;
—
для
ликвидации вантузов с приваркой эллиптического днища, с последующим заполнением
композитным составом;
—
устранение
несанкционированных врезок.
—
2.
Технические характеристики приспособления.
Приспособление
для перекрытия патрубков «Пакер-М» выпускается следующих марок: ПППМ-50;
ПППМ-80; ПППМ-100; ПППМ-150; ПППМ-200. Цифры в обозначении марки обозначают
условный проход задвижек вантузов, для которых данное приспособление предназначено.
Основные
технические характеристики приспособления приведены в таблице .5.
Приспособление
эксплуатируется при диапазоне температуры условий работы перекрывающей головки
приспособления от –350С до +1000С.
Работа
с применением приспособления для перекрытия патрубков трубопровода
ПППМ-50;
ПППМ-80; ПППМ-100; ПППМ-150 допускается проводить:
—
на
действующих трубопроводах с давлением не менее 0,02 МПа и не более 2 МПа;
—
на
остановленных нефтепроводах с давлением не менее 0,02 МПА и не более 2,5 МПа;
Работа
с применением приспособления ПППМ-200 допускается проводить на остановленных и
работающих нефтепроводах с давлением в них не менее 0,02 МПа и не более 1,5
МПа.
Таблица .5 — Основные
технические характеристики приспособления «Пакер-М».
|
№ |
Наименование |
ПППМ -50 |
ПППМ -80 |
ПППМ -100 |
ПППМ -150 |
ПППМ -200 |
|
1. |
Условный |
50 |
80 |
100 |
150 |
200 |
|
2. |
Внутренний |
47 |
77 |
94 |
143 |
199 |
|
3. |
Степень |
200 |
200 |
200 |
200 |
200 |
|
4. |
Давление |
3 |
3 |
3 |
3 |
1,5 |
|
5. |
Масса, |
22 |
24 |
35 |
62 |
75 |
|
6. |
Габаритные длина, |
600× 1200 |
600× 1300 |
600× 1610 |
600× 2005 |
600× 2100 |
Конструкция
устройства приведена на рисунке 5 и состоит из вводного устройства и
перекрывающей головки {1}. Перекрывающая головка закрепляется на вводном
устройстве непосредственно перед монтажом приспособления на задвижку. Вводное
устройство содержит корпус {8} к которому крепится присоединительный фланец {3}
с сальниковым устройством {5}. С другой стороны корпуса находятся резьбовая
втулка {12} с закрепленном на ней штурвалом {14}, втулка со шпонкой {10},
стопорные винты {11}, {13}. Внутри корпуса расположена пиноль {7}, на которой
закреплен штурвал {16}. Внутри пиноли проходит центральная тяга {6} с рукояткой
{18}. Резьбовой конец тяги предназначен для удержания перекрывающей головки в
пиноли. Ограничение хода пиноли и тяги обеспечиваются кольцами {15} {17}.
Присоединительный фланец {3} имеет канал с установленным в нем шаровым краном
{2}, который необходим для выпуска воздуха из полости задвижки и для проверки
герметичности перекрытия патрубка. Для герметизации центральной тяги
предусмотрены два резиновых кольца {4}.
Перекрывающая
головка состоит из прижим, герметизатор, клина, сухарей, кольца резинового,
корпуса, гайки и пружины. Гайка {7} имеет левую резьбу.
 |
|||
|
1. Перекрывающая 2. Шаровой кран 3. 4. Резиновое 5. Сальниковое 6. Центральная 7. Пиноль 8. Корпус 9. Табличка с 10. Втулка со 11. Стопорный 12. Втулка 13. Стопорный 14. Нижний 15. Кольцо 16. Верхний 17. Фиксатор тяги 18. Рукоятка тяги 19. Винт для фиксации |
|||
4. Порядок проведения работ по герметизации патрубка и ликвидации
вантуза.
Технический
осмотр и подготовка вантуза.
1.
Произвести замеры наружного диаметра и толщины стенки патрубка в точках
согласно
2.
Измерить высоту патрубка (от верхней образующей нефтепровода до сварного шва).
Минимальная высота патрубка должна иметь значения, указанные в таблице .6.
Таблица .6 — Минимальная
высота патрубка
|
Наружный мм |
Минимальная |
|
57 |
110 |
|
89 |
130 |
|
108 |
145 |
|
159 |
185 |
|
219 |
195 |
При
меньших значениях высоты патрубка установка приспособления «Пакер-М» не
допускается.
3.
Проверить марку и размеры задвижки по паспорту (проходное сечение, длина).
4.
Произвести замеры отклонения от перпендикулярности между присоединительной
плоскостью фланца задвижки и осью перекрываемого патрубка.
Отклонение
плоскости фланца задвижки от оси патрубка не должно превышать 3º. При больших
значениях отклонения установка приспособления «Пакер-М» не допускается.
5.
Произвести замеры параметров усиливающей накладки (толщина стенки, ширина).
Толщина стенки усиливающей накладки не должна быть меньше номинальной толщины
трубы нефтепровода, ширина – не менее 0,4 наружного диаметра патрубка.
Подготовка
приспособления к использованию.
1.
Подобрать соответствующего размера перекрывающую головку согласно значениям,
указанным в таблице 7.. Перекрывающая головка маркируется ударным способом на
торцовой поверхности прижима. В маркировке указывается наружный диаметр и
толщина стенки патрубка.
Характеристики
патрубков вантузов, для которых предусмотрены
перекрывающие
головки.
Таблица 7 -Размер
перекрывающей головки.
|
№ |
Диаметр патрубка, Мм |
Толщина |
Внутренний диаметр |
Диаметр герметизатора, |
|
1. |
57± 1,0 |
5 |
47+1,0 |
43 – 0,5 |
|
2. |
89± 1,0 |
6 |
77+1,0 |
73 – 0,5 |
|
3. |
108± 1,4 |
8 |
92+1,4 |
88 – 0,8 |
|
4. |
108± 1,4 |
10 |
88+1,2 |
84 – 0,6 |
|
5. |
159± 1,2 |
8 |
143+1,2 |
138 – 0,6 |
|
6. |
159± 1,4 |
10 |
139+1,4 |
135 – 0,8 |
|
7. |
159± 1,4 |
12 |
135+1,4 |
130 – 0,8 |
|
8. |
219± 1,3 |
10 |
199+1,3 |
195 – 0,6 |
|
9. |
219± 1,5 |
12 |
195+1,5 |
190– 0,8 |
|
10. |
219± |
16 |
187+1,5 |
182– 0,8 |
Не
допускается
использование перекрывающей головки с маркировкой не соответствующей
геометрическим размерам патрубка.
2.
Разобрать перекрывающую головку.
3.
Осмотреть состояние резьбы на тяге и пиноли устройства – забоин, смятия резьбы
не должно быть.
4.
Проверить наличие и состояние всех деталей на вводном устройстве (фиксаторы,
ручки) и перекрывающей головки (сухари, пружина).
5.
Проверить состояние резинового кольца (не допускается наличие рисок глубиной
более 0,2 мм и длинной более 5мм).
6.
Навернуть перекрывающую головку на тягу вводного устройства.
7.
Удерживая перекрывающую головку гаечным ключом и вращая рукоятку тяги,
навернуть головку до упора.
8.
Установить пиноль в крайнее положение в упор с фланцем.
9.
Рукояткой тяги ввести перекрывающую головку до упора в пиноль.
10.
Установить фиксатор тяги {2} (см. рисунок 14) на
расстоянии 3-5 мм от ступицы штурвала.
11.
Подготовить комплект шпилек, гаек и шайб в соответствии с применяемым
типоразмером приспособления.
12.
Произвести замер с помощью рулетки расстояния от верхней образующей
трубопровода до верхнего фланца задвижки {L}
и от нижней плоскости перекрывающей головки до нижней плоскости фланца {N}.
Вычислить разницу между этими значениями (L—N)
и установить данный размер от ступицы штурвала до ограничительного кольца {X}.
13.
По результатам подготовки приспособления необходимо составить «Акт осмотра и
проверки приспособления и перекрывающей головки».
Технологические
операции при герметизации патрубка.
1.
Установить герметизирующую прокладку в установочное место на фланце задвижки.
2.
Установить приспособление на фланец задвижки .
3.
Проверить состояние контрольного шарового крана – он должен быть закрыт.
4.
Открыть задвижку.
5.
С помощью контрольного крана {2} стравить воздух до
появления, транспортируемого продукта, предварительно подставив под кран
ёмкость. Шаровой кран закрыть.
6.
Вращая штурвал {14} против часовой стрелки ввести головку, перекрывающую за
задвижку к месту перекрытия.
7.
Стопорными винтами {11} освободить втулку {10}. Закрепить
скобу на штурвалах {14} и {16} для их синхронного вращения.
8.
Вращая штурвал {14} синхронно со штурвалом {16} против часовой стрелки,
придерживать рукоятку {18} тяги {6} для исключения её вращения.
9.
После пяти оборотов штурвалов, в бобышку штурвала {16}
установить динамометрический ключ. Дальнейшее перекрытия патрубка вести при
контроле момента на штурвале при помощи динамометрического ключа, продолжая
считать количество оборотов.
10.
Достигнув значение крутящего момента, провести контроль герметичности
перекрытия патрубка, открыв контрольный кран. Если появится течь, то
штурвалы до полной герметизации. Контрольный кран закрыть.
11.
После обеспечения герметичности перекрытия патрубка, вращая рукоятку тяги {18}
против часовой стрелки, и удерживая штурвал {16} отсоединить перекрывающую
головку от вводного устройства.
12.
Отвести пиноль за запорный орган задвижки. Для этого стопорным винтом {11}
зафиксировать втулку {10}. Вращая штурвал {14} по часовой стрелке вывести
пиноль из патрубка.
13.
После поднятия пиноли закрыть задвижку. Прежде чем демонтировать вводное
устройство необходимо пометить отверстия под шпильки на фланцах задвижки и
вводного устройства. Отсоединить вводное устройство от задвижки.
14.
Далее выполнять технологические операции по ремонту, демонтажу и замене
задвижки.
Снятие
перекрытия патрубка и извлечение головки.
1.
Смонтировать вводное устройство на задвижке следя за тем, чтобы помеченные
отверстия на фланцах совместились.
2.
Вращением штурвала {14} ввести пиноль в патрубок до
перекрывающей головки.
3.
Ввернуть тягу {6} по часовой стрелке через пиноль в головку перекрывающую.
4.
Выполнить разгерметизацию патрубка, сделав тоже количество оборотов, что и при
перекрытии.
5.
Стопорными винтами {11} зафиксировать втулку {10}.
6.
Закрыть задвижку. Открыть контрольный кран, сбросить давление нефти из корпуса
вантуза. Демонтировать приспособление.
Технологические
операции при ликвидации вантуза.
1.
После проверки герметичности перекрытия патрубка, отсоединения перекрывающей
головки от вводного устройства и демонтажа вводного устройства с задвижки необходимо
подготовить вантуз к отрезке.
2.
Удалить нефть из полости задвижки и патрубка. Остатки нефти очищают с помощью
ветоши, смоченной в растворителе.
После
очистки указанные полости промываются водой и проводится просушка сжатым
воздухом, при этом максимальное давление воды и воздуха не должно превышать
0,12 МПа.
3.
Провести анализ загазованности полости задвижки и патрубка.
Анализ
загазованности должен производится непосредственно перед демонтажом (отрезкой)
задвижки.
4.
Выполнить демонтаж (отрезку) задвижки с применением ножовочного полотна и
шлифмашинки.
5. После
отрезки задвижки произвести подготовку торца патрубка с разделкой кромок под
сварку механическим способом – шлифовальной машиной.
6. Далее
проводится сборка и сварка эллиптического днища. В днище предварительно должно
быть просверлено два технологических отверстия диаметром 12
мм.
7. После
контроля сварных швов производится изоляция внешней поверхности сварного узла
и участка трубы. Заварка технологических отверстий выполняется после установки
металлических пробок («чопиков») перед проведением изоляции наружной
поверхности патрубка.
5.
Хранение и транспортирование приспособления.
Приспособление
должно храниться в законсервированном состоянии в закрытом не отапливаемом
помещении или под навесом, предотвращающем попадание атмосферных осадков.
Тара
под «Приспособление» должна быть удобной для транспортировки и доставки
«Приспособления» на место производства работ. Приспособление, упакованное в
тару и выстланную изнутри водонепроницаемой бумагой, может транспортироваться
на любое расстояние любым видом транспорта в условиях установленных в
соответствии с правилами перевозок, действующим на данном виде транспорта.
6.
Меры безопасности при эксплуатации приспособления типа «Пакер».
Производство
работ по замене вантузных задвижек, вантузов и несанкционированных врезок
должно производится только при наличии ППР утвержденным главным инженером и
наряда – допуска, утвержденного главным инженером РНУ.
Рабочее
место должно быть оборудовано первичными средствами пожаротушения в составе: не
менее двух огнетушителей ОП-10, кошма 2х2 метра, песок, две лопаты. На месте
производства работ должен находится пожарный автомобиль (автоцистерна) с
водителем и боевым расчетом из 2-х человек.
Приспособление
«Пакер» применяется на действующих нефтепроводах при давлении от 0,02 до 2,0
МПа, на остановленном нефтепроводе при давлении от 0,02 до 2,5 МПа, (для
ППП-200 — 1,5МПа). Контроль давления в магистральном нефтепроводе
осуществляется по манометрам на узлах ближайших задвижек с учетом профиля.
В процессе удаления
задвижки обслуживающий персонал не должен находиться в направлении оси
патрубка.
К
проведению работ с переносным электроинструментом допускаются лица, прошедшие
предварительное обучение, проверку знаний инструкций по охране труда, имеющие
запись в квалификационном удостоверении о допуске к выполнению работ с
переносным электроинструментом и группу по электробезопасности не ниже II.
7.
Ограничения применения технологии «Пакер».
Работы с
применением приспособления проводят:
— на
нефтепроводах:
·
действующих
при давлении от 0,02 МПа до 2,0 МПа.
·
остановленных
при давлении от 0,02 МПа до 2,5 МПа.
— с
углом установки вантуза и задвижка относительно патрубка не более 3о;
— с
продолжительностью установки приспособления и перевода в рабочее состояние, а
также приварки заглушки должна быть не более 3 часов.
Машина
для безогневой резки труб МРТ 325…1420 мм «Волжанка — 2»
1.
Назначение машины.
Машина
для безогневой резки труб с электрическим приводом МРТЭ 325-1420 «Волжанка-2»
предназначена для резки труб диаметром от 325
мм до 1420 мм с помощью специального лезвийного инструмента (фрезы). При
работе машина обеспечивает вырезку поврежденных участков трубопроводов и
линейной арматуры при истечении нефти без избыточного давления.
Малая
частота оборотов фрезы, малая скорость подачи труборезной машины по
трубопроводу и постоянное охлаждение режущего инструмента обеспечивают
безогневую резку труб.
2.
Технические характеристики труборезной машины.
Основные
технические характеристики машины приведены в табл.8.
Таблица.8
— Основные технические характеристики машины
|
Наименование |
Показатели |
|
Частота |
52,78 |
|
Подача |
30 |
|
Глубина — — |
16 20 |
|
Несовпадение |
2,0 |
|
Тип |
электрический 380 в ±10% 50 Гц 2,2 3000 |
|
Габаритные длина ширина высота |
870 470 300 |
|
Габаритные не длина высота ширина |
500 1400 600 |
|
Масса |
110 |
|
Масса |
35 |
3.
Конструкция труборезной машины.
Машина
состоит из электродвигателя {10} (см. рисунок 6), редуктора {15},
тележки {3}, фрезы фасонной конусной {14}, цепей для крепления машины к трубе {11}
, пульта управления с кабелем, ключа торцевого, шаблона для установки машины на
цепи. По требованию заказчика дополнительно машине, продается отрезная фреза
диаметром 140 мм, направляющие для лучшего схождения реза диаметром 1020, 1220,
1420 мм, полный комплект электрооборудования.
Ходовая
часть редуктора {15}
снабжена двумя приводными звездочками {18} и колесами, контактирующими с
трубопроводом {2}. Привод редуктора осуществляется от электродвигателя {10} и
передает вращение шпинделю {22} с установленным на нем фрезой {6}. Для
включения подачи (движения) тележки {3} предусмотрена ручка включения
кулачковой муфты {13}.

1
– цепь; 2 – трубопровод; 3 – тележка; 4 – опорное колесо; 5 – отверстие в
тележке; 6 – фреза; 7 — штуцер для подключения шланга охлаждения; 8 – указатель
направления движения фрезы; 9 – натяжной механизм; 10 – электродвигатель; 11 –
промежуточный редуктор; 12 – винт врезки; 13 – ручка включения кулачковой
муфты; 14 – ручка для фиксации защитного кожуха; 15 – основной редуктор; 16 –
табличка с маркировкой; 17 – штифт; 18 – ведущая звездочка; 19 – ось с ведущими
звездочками; 20 – ось с не приводными звездочками; 21- предохранительный кожух;
22 — шпиндель
Рисунок
.6. — Машина для резки труб «Волжанка 2».
Ведущий
выходной вал {19}
через звездочки {18} взаимодействует с цепями {1}, тем самым, осуществляя
подачу, при этом тележка {3} совершает круговую подачу относительно оси трубы.
На тележке {3} имеются два отверстия {5} под ось {20} с не приводными
звездочками для установки машины на различных диаметрах трубы (с 1420 до 530
мм, меньше 530 до 325 мм).
Для
резки труб диаметром меньше 530 мм необходимо ось {20} с
не приводными звездочками установить в ближайшее к режущему инструменту
отверстие {5} на тележке {3} и закрепить двумя пластинами с болтами М8.
Для
предотвращения проскальзывания машины, между поверхностью трубы и охватывающей
ее цепью {1},
предусмотрен натяжной механизм {9} с пружинными элементами. Для установления
необходимой глубины резания предусмотрен механизм вращения винта врезки {12}.
Подача
охлаждающей жидкости на режущий инструмент осуществляется шлангом,
присоединенным к штуцеру {7} из бачка, установленного на
бровке ремонтного котлована.
Пульт
управления предназначен для управления работой электродвигателя и представляет
собой шкаф, содержащий пусковую, защитную арматуру, с вынесенным наружу
кнопочным блоком, дистанционного управления, выполненным во взрывозащищенном
исполнении.
4.
Порядок вырезки «катушки» нефтепровода.
Подготовка
рабочего места и участка нефтепровода к вырезке «катушки».
1. Перед
началом работ по вырезке должен быть оформлен наряд-допуск, должны быть
отключены станции катодной и дренажной защиты магистрального нефтепровода, на
расстоянии не менее 10 км в обе стороны от места производства работ.
На месте
производства работ должна находиться пожарная автомашина и первичные средства
пожаротушения в следующих количествах: огнетушители типа ОП–10 или ОУ–10 – 10
шт. или один огнетушитель ОП–100, кошма, шириной не менее 350
мм и длиной не менее длины окружности ремонтируемого нефтепровода, в
количестве планируемых резов трубопровода и кошма, размерами 2м×2м, в
количестве 2 шт.
Длина
вырезаемого участка трубопровода (детали) должна быть больше дефектного участка
не менее чем на 100 мм с каждой стороны, но не меньше диаметра трубопровода.
2.
Подготовить ремонтный котлован, трубопровод должен быть вскрыт на расстоянии не
менее, чем на 1,0 м от места реза с каждой стороны, просвет между вырезаемой
“катушкой” и дном котлована должен составлять не менее 0,6
м, минимальное расстояние между стенкой котлована и корпусом МРТ должно быть
не менее 0,6 м.
3.
Удалить изоляционное покрытие в местах резки по всей окружности трубы на ширину
не менее 600 мм (см. рисунок .7).
4.
Убедиться: -ремонтный участок освобожден от нефти; притока нефти нет.

Рисунок.7.
— Схема подготовки участка нефтепровода.
Подготовка
труборезной машины к работе.
1.
Проверить маркировку взрывозащиты и предупреждающие надписи.
2.
Произвести осмотр машины и подготовить к эксплуатации.
3. Проверить
надежность болтовых соединений.
4. Проверить
наличие и уровень масла ТАД 17И в основном редукторе {15}. Для этого необходимо открутить болт с щупом на
верхней крышке редуктора. Также проверить уровень масла ТАД17Н планетарном (промежуточном)
редукторе РП-400 {11}.
5. Опустить предохранительный кожух {21}
на фрезу. Винтом врезки {12} вывести фрезу машины в верхнее положение.
Отпустить затяжку пружинных элементов натяжных механизмов {9}. Штифт {17} в удлиненном пазу направляющего стакана натяжного механизма должен
располагаться в верхнем положении.
6. Подготовить крепежные цепи на необходимый диаметр
трубы. Цепи роликовые предназначены для крепления машины МРТ 325
— 1420 к трубе и служат для направления движения машины по трубе. Цепи поставляются заводом – изготовителем на диаметр
трубопровода 1420 мм, длина
цепи 4745 мм плюс длина замка. Для обработки труб диаметрами 1220, 1020, 820,
720, 530, 425, 377, 325 мм необходимо сократить длину цепей, разъединив
соответствующее звено. Длины цепей в соответствии с диаметром
нефтепровода указаны в таблице .9.
Таблица .9
|
Диаметр нефтепровода, мм |
Длина цепи |
|
325 |
1315 мм плюс |
|
377 |
1486 мм плюс |
|
425 |
1619 мм плюс |
|
530 |
1962 мм плюс |
|
720 |
2558 мм плюс длина |
|
820 |
2872 мм плюс |
|
1020 |
3486 мм плюс |
|
1220 |
4166 мм плюс |
7. Проверить и подготовить электрооборудование
труборезной машины.
Порядок вырезки «катушки» из нефтепровода.
1. На трубу с помощью
ленточного шаблона нанести мелом линию установки цепи и на
расстоянии 30 мм от нее — место реза.
2. Установить машину на отрезаемую трубу с таким
расчетом, чтобы фреза располагалась над намеченным местом реза.
3.
Машину установить краном грузоподъемностью
не менее 0,5 тонны за кронштейн и
ось натяжного механизма.
4.
Наложить раскрытые цепи с двух сторон машины на трубу, пропустить их через натяжные
механизмы. Соединить цепи замками, расположив последние с наружной стороны
цепи.
5. Установить цепь крепления машины по отшаблоненному
месту, как можно точнее. Вторую цепь установить параллельно первой.
Параллельность цепей проверяется специальным шаблоном, поставляемым в
комплекте.
6. Пружинными натяжными механизмами
путем проворачивания направляющего стакана
создается необходимое натяжение цепей до тех пор, пока штифт {17} в удлиненном пазу направляющего стакана не установится на второй риске
нанесенной на стакане.
7.
Установить электрощит управления на расстоянии не менее 30
м от места проведения работ. Проверить силовые кабели на отсутствие внешних
повреждений. Подключить машину согласно
электрической схемы соединений. Заземлить
передвижную электростанцию, пульт управления и машину.
8. Подготовить емкость с охлаждающей
жидкостью вместимостью не менее 50 л для обеспечения постоянного охлаждения
фрезы во время резки. Не допускается резка
труб без охлаждающей жидкости. При отрицательных
температурах воздуха в качестве СОЖ применять жидкость низкозамерзающую.
9. Включить электродвигатель, без включения
автоматической подачи. Убедившись в нормальном
вращении фрезы (направление вращение указано на предохранительном кожухе),
включить подачу и проверить правильность сочетания направления вращения фрезы и
подачи. Подача должна осуществляться навстречу движения
зуба фрезы (встречное фрезерование). Выключить автоматическую подачу и
электродвигатель.
10.
Шлангом соединить емкость с СОЖ с кожухом
фрезы.
11. Включить
автомат защиты, расположенный в электрическом пульте управления. Открыть подачу охлаждающей жидкости.
12. Включить электродвигатель. Винтом врезки {12}
произвести врезание фрезы на глубину до 16
мм. После сделанного реза включить подачу и пройти фрезой 50
мм. Замерить глубину резания штангенциркулем.
13. Включить электродвигатель. Включить автоматическую подачу.
14. Следить за постоянной подачей СОЖ для охлаждения фрезы.
15. При работе
труборезных машин необходимо следить за силовым кабелем, шунтирующими
перемычками, для исключения повреждения их фрезой.
16. После окончания
работ необходимо полностью обесточить электрооборудование машины путем
отключения автомата защиты и рассоединить
соединения штепсельного разъема от предварительно отключенного пульта управления.
17.
Демонтировать (извлечь) вырезанную катушку (арматуру).
18.
Выполнить необходимые заключительные операции по ТО машин в соответствии с
руководством по эксплуатации завода – изготовителя.
Возможно
проведение работы по вырезке катушки одновременно двумя машинами.
5.
Действия при нештатных ситуациях.
В случае внезапной остановки машины во время
работы, необходимо выключить автомат
защиты, разъединить кабель соединяющий машину с ящиком управления, затем производить работы связанные с ремонтом машины.
6.
Хранение и транспортирование приспособления.
Машина
должна храниться в закрытом не отапливаемом помещении или под навесом,
предотвращающем попадание атмосферных осадков. Машина может транспортироваться
на любое расстояние, любым видом транспорта.
7.
Меры безопасности при эксплуатации машин безогневой резки труб.
К
работе с машиной допускаются лица мужского пола не моложе 18 лет, прошедшие
обучение и инструктаж по безопасным методам и приемам работы и оказанию первой
(доврачебной) помощи при несчастных случаях. Они должны иметь квалификационную
группу по электробезопасности не ниже второй по электроустановкам напряжением
до 1000 В.
Для
защиты персонала от поражения электрическим током при пробое изоляции
электрофицированных механизмов и электроинструмента они должны быть оборудованы
устройствами защитного отключения (УЗО).
Работа
отрезными машинами производится в соответствии с инструкцией
завода-изготовителя и инструкцией по эксплуатации утвержденной главным
инженеров ОАО.
Должен
быть оформлен наряд-допуск на газоопасные работы.
При проведении работ по вырезке “катушки” труборезными
машинками необходимо осуществлять контроль газовоздушной среды в котловане.
Для устранения загазованности должны применяться приточные вентиляторы с
электродвигателями во взрывозащищенном исполнении, оснащенные прорезиненными
рукавами для подачи свежего воздуха в рабочую зону котлована и обеспечивающие
8-ми кратный обмен.
Нахождение
посторонних лиц не участвующих при работе отрезными машинами в рабочем
котловане и в зоне ограждения запрещено. Нахождение техники и персонала не
задействованных в работе не ближе 100 м от места работ.
Следить
за состоянием стенок котлована. В случае появления продольных трещин или иных
угрожающих факторов немедленно покинуть рабочий котлован.
При
работе фрезы защитный кожух фрезы должен быть опущен и зафиксирован.
5.Порядок
установки герметизатора во внутреннюю полость нефтепровода.
Подготовка
участка нефтепровода к герметизации внутренней полост ипри помощи
герметизатора «Кайман.
Установка
герметизаторов в нефтепровод проводится после комплекса подготовительных и
вспомогательных работ по обустройству ремонтного котлована, откачки нефти,
вырезки дефектного участка трубопровода. После вырезки дефектного участка, с
применением энергии взрыва, кромки трубопровода должны быть подготовлены для
установки герметизаторов, деформированные торцы должны быть обрезаны.
1.
Измерить расстояние между двумя торцами нефтепровода – расстояние должно быть
не менее 1,5 диаметра нефтепровода.
2.
На
расстоянии 2 диаметра нефтепровода плюс 1
м от торца свободного конца нефтепровода зачистить внутреннюю поверхность
трубы.
3.
Проверить отсутствие выступающих во внутреннюю поверхность трубы деталей
(чопиков и т.д.), способных нанести повреждение герметизирующей оболочке.
4.
Готовность места установки герметизатора оформить Актом.
Подготовка
и установка герметизатора в нефтепровод.
1.
Перед каждым применением герметизатора проводится визуальный контроль:
—
внешнего
вида и целостности эластичной герметизирующей оболочки, центрирующих опор,
рукавов низкого давления, других устройств, входящих в состав или применяемых
комплектно с герметизатором;
—
наличия
и равномерности затяжки крепежных соединений;
—
наличие
и видимость маркировки.
2.
Запрещается заполнять эластичную оболочку герметизатора сжатым воздухом
(инертным газом) свыше 0,02 МПа до установки герметизатора во внутреннюю
полость нефтепровода.
Не
допускается попадание нефтепродуктов во внутреннюю полость герметизирующей
оболочки герметизатора.
Не
допускается применение герметизаторов при температурах ниже -30º С).
3.
Снять защитный кожух герметизирующей оболочки с технологической тары, закрепить
трансмиттер в корпусе герметизатора, установить бампер и привести в рабочее
состояние согласно документации, прилагаемой к трансмиттеру.
4.
Застропить технологическую тару с герметизатором и медленно без ударов по
трубопроводу подвести ее к вырезанному участку трубопровода в торец вырезанного
участка; заземлить технологическую тару с помощью зажима. Поднять
технологическую тару до соприкосновения поддона технологической тары с наружной
поверхностью нижней части трубы.
5.
Установить защитный кожух {2} (см. рисунок 9) на верхней части трубы и прочно
прикрепить его с помощью болтов с гайками к поддону технологической тары.
Установить короткое направляющее устройство {5} на корпус герметизатора.
6.
Ввести герметизатор с помощью грузоподъемного механизма до среза трубы.
7.
Ввести герметизатор далее внутрь трубы на расстояние 1
метр, при выполнении операций следить, чтобы направляющее устройство
находилось в горизонтальном положении и не упиралось в технологическую тару

1 –
нефтепровод; 2 – кожух верхний; 3 – канат капроновый; 4 – герметизатор
«Кайман»; 5 – направляющее устройство.
Рисунок
9 . — Схема ввода герметизатора в нефтепровод.
8.
Вытянуть рукав низкого давления из корпуса герметизатора, установить узел подключения
(штуцер), закрепив его на трубе с помощью гаек {4}.
9.
Узел подключения при помощи рукава присоединить к источнику сжатого воздуха
(инертного газа) {3}.
10.
Регулирующий маховичок (винт) редуктора БКО-50-4 перед открыванием вентиля
баллона со сжатым воздухом вывернуть до полного освобождения нажимной пружины.
11.
Открыть шаровой кран {3} на узле подключения {1}.
12.
Открыть кран источника сжатого воздуха (баллона) и подать сжатый газ в
редуктор, медленно закручивая винт редуктора на источнике сжатого воздуха,
произвести предварительное заполнение эластичной оболочки герметизатора до
давления 0,3 МПа. Контроль величины давления вести по манометру на узле
подключения {2}.
13.
Вновь медленно закручивая винт редуктора на источнике сжатого воздуха довести давление
в герметизирующей оболочке до рабочего значения (2,0 МПа).
14.
После чего закрыть краны на узле подключения и источнике сжатого воздуха и
выдержать в течение 5 мин с целью контроля герметичности оболочки
герметизатора и системы подачи сжатого воздуха. Испытательное давление Рисп,
согласно инструкции по эксплуатации равно рабочему Рраб (2,0 МПа).
15.
Отсоединить рукав от источника сжатого воздуха и от узла подключения.
16.
На трубу установить защитный кожух для защиты узла подключения и закрепить его
на трубе с помощью ленточной стропы.
17.
Загерметизированный участок считается подготовленным к дальнейшим работам после
проведения контроля воздушной среды, внутри трубы, на расстоянии от
герметизатора 50 мм. Результат анализа не должен превышать ПДК (300 мг/м3).
 |
1
– герметизатор «Кайман»; 2 – узел контроля давления; 3 – баллон со сжатым
воздухом; 4 – нефтепровод; 5 – флажок на алюминиевой проволоке; 6 –
мановакууметр; 7 – узел подачи воздуха; 8 – зона зачистки внутренней полости
нефтепровода; 9 – редуктор баллонный.
Рисунок 10
— Схема установки герметизатора на одном торце нефтепровода.
18.
Для проведения контроля газовоздушной среды в полости ремонтируемого участка на
расстоянии 80 — 100 мм от торца герметизатора в трубопроводе необходимо ручной
дрелью выполнить одно отверстие (см. рис. .10) диаметром 12
мм.
19.
Для проведения контроля за уровнем нефти перед герметизаторами на расстоянии не
менее 40 м просверлить отверстие диаметром 12
мм (см. рисунок 29) и установить на него маячок на алюминиевом стержне {5}.
20.
Если через 15 мин после установки второго герметизатора (на втором торце
нефтепровода) давление в эластичных оболочках герметизаторов остается без
изменений и обеспечивается герметичность перекрытия нефтепровода (по результатам
анализа воздушной среды в зоне проведения ремонтных работ и внутри труб), то
ремонтный персонал может приступить к выполнению сварочно-монтажных работ.
21.
В процессе проведения работ по приварке катушки чрез каждый час вести контроль
уровня нефти и давления во внутренней полости нефтепровода. При обнаружении
поступления нефти, возникновения давления или вакуума в нефтепроводе необходимо
работы прекратить, Не реже 1 раза в 30 минут вести контроль давления в
оболочках герметизаторов.
22.
В процессе проведения работ по приварке «катушки» вести постоянный контроль
состояния воздушной среды в рабочем котловане и внутри трубы в месте приварки
«катушки».
23.
После завершения ремонтно-восстановительных работ необходимо: открыть шаровой
кран, сбросить давление из эластичных оболочек до атмосферного, убрать защитные
кожухи.
24.
Отсоединить узлы подключения от штуцеров рукавов низкого давления, а штуцеры
закрыть с помощью специальных болтов из комплекте ЗИП (для того чтобы в
резинокордную оболочку не попала нефть) и заправить их через отверстия во
внутреннюю полость нефтепровода. Отверстия в трубопроводе заглушить
металлическими пробками (чопиками) и обварить
25.
Отремонтированный участок нефтепровода в установленном порядке заполняется
нефтью, возобновляется перекачка. Герметизаторы потоком нефти транспортируются
по внутренней полости нефтепровода и принимаются в ближайших камерах приема
очистных устройств.
5.
Хранение и транспортирование герметизатора.
Герметизатор
в технологической таре должен храниться в закрытых помещениях или на открытом
воздухе под навесом. Срок хранения герметизаторов на открытом воздухе под
навесом должен быть не более 1 месяца.
При
хранении в помещении технологическая тара с герметизатором должна располагаться
не ближе 1 м от отопительных систем.
После
хранения герметизатора при отрицательных температурах (до — 30 ° С), перед
установкой в нефтепровод упругий элемент герметизатора и эластичные
центрирующие элементы не требуют особой подготовки.
Не
допускается давление (опирание) герметизирующего элемента на герметизирующую
резинокордную оболочку, а также возможность касания резинокордной оболочки
острых предметов, что может привести к нарушению герметичности.
На
поверхности упругого элемента не должно быть порезов, истирания покровного слоя
резины до оголения корда, отставания резины от корда, вздутий резины в
результате набухания при эксплуатации.
На
поверхности резинокордной оболочки допускаются:
а)
пузыри, наплывы, отпечатки посторонних включений не более 1,5
мм глубиной общей площадью не более 100 см2.
б)
гребень по размеру пресс-формы толщиной не более 1
мм без выпрессовки корда.
Герметизатор
в технологической таре может транспортироваться на любое расстояние всеми
видами наземного, водного и воздушного транспорта в условиях. Крепление
технологической тары с герметизатором в транспортных средствах должны исключать
возможность их смещения, ударов и толчков.
6.
Меры безопасности при эксплуатации герметизаторов «Кайман».
К работе
по герметизации внутренней
полости нефтепровода допускаются лица не моложе 18 лет, прошедшие обучение и
инструктаж по безопасным методам и приемам работы и оказанию первой
(доврачебной) помощи при несчастных случаях.
Герметизация
проводится с оформлением наряда-допуска на газоопасные работы, в котором подробно
указываются меры безопасности при подготовке к проведению работ и меры
безопасности при проведении работ.
При
проведении работ должен быть организован контроль загазованности воздуха в
рабочей зоне. Результаты анализа газовоздушной среды заносятся в наряд-допуск.
Не
допускается применение герметизаторов при температуре окружающей среды ниже
минус 30 °С.
На месте
выполнения работ должно быть не менее двух резервных герметизаторов на каждый
диаметр ремонтируемого нефтепровода.
Монтаж
устройств на место эксплуатации производить при помощи грузоподъемных
механизмов. При монтаже и демонтаже устройства использовать искробезопасный
инструмент.
Строповку
устройств необходимо производить в соответствии с «Правилами устройства и
безопасной эксплуатации грузоподъемных кранов», согласно схем строповки.
В случае
поступления нефти, повышения давления газов или образования вакуума в
загерметизированном участке, все работы должны быть приостановлены, а рабочий
персонал выведен за пределы котлована.
При
поступлении нефти в отсеченный участок нефтепровода (из-за негерметичности
задвижки или иным причинам) необходимо принять меры по ее откачке.
В
процессе проведения работ по приварке «катушки» вести постоянный контроль
состояния воздушной среды в рабочем котловане и внутри трубы в месте приварки
«катушки».
При
проведении работ в условиях резких перепадов температур возможны изменения
давления внутри герметизатора. В случае выхода рабочего давления за пределы
заданных рабочих значений, необходимо отрегулировать давление воздуха в
герметизаторе с помощью узла подачи воздуха (подкачивая или сбрасывая
давление), пока оно не стабилизируется до рабочего значения. Во время
регулировки давления ремонтно-восстановительные работы должны быть прекращены,
рабочий персонал должен быть выведен из котлована.
Во время
проведения работ с использованием компрессора при температурах, меньших 0°С
необходимо контролировать правильность показаний манометра узла контроля
давления на которые может повлиять перекрытие входного отверстия льдом из-за
конденсации влаги.
5.
Порядок герметизации внутренней полости нефтепровода.
Подготовка
участка нефтепровода к герметизации внутренней полости при помощи герметизатора
ГРК
Установка
герметизаторов в нефтепровод проводится после комплекса подготовительных и
вспомогательных работ по обустройству ремонтного котлована, откачки нефти,
вырезки дефектного участка трубопровода. После вырезки дефектного участка, с
применением энергии взрыва, кромки трубопровода должны быть подготовлены для
установки герметизаторов, деформированные торцы должны быть обрезаны.
1.
На
расстоянии 2 диаметра нефтепровода плюс 1
м от торца свободного конца нефтепровода зачистить внутреннюю поверхность
трубы до металлического блеска от парафина, остатков нефти, грязи, крупной
окалины.
2.
Проверить отсутствие выступающих во внутреннюю поверхность трубы деталей
(чопиков и т.д.), способных нанести повреждение герметизирующей оболочке.
3.
Просверлить отверстие диаметром 12 мм на верхней образующей нефтепровода на
расстоянии Ду+100 мм от свободного торца трубы (для вывода штуцера
пневмопровода герметизатора).
3.
Готовность места установки герметизатора оформить Актом.
Подготовка
и установка герметизатора в нефтепровод.
1.
Каждый герметизатор должен быть подвергнут
визуальному осмотру с целью определения
технического состояния. При этом должно быть проверено:
— соответствие
исполнения герметизатора внутреннему диаметру ремонтируемого участка
нефтепровода и его комплектность, а также наличие и техническое состояние
комплекта технологического оборудования и приспособлений, необходимого для
проведения работ;
— состояние
резинокордной оболочки и рукавов пневмосистемы на предмет отсутствия
повреждений, целостности резьбовых соединений. При наличии повреждений в
резинокордной оболочке или в элементах пневмосистемы установка
герметизаторов во внутреннюю полость
нефтепровода — не допускается.
2.
Застропить герметизатор (использовать ленточную текстильную стропу с петлями
для удобства захвата) и медленно без ударов по нефтепроводу подвести ее к торцу
вырезанного участка нефтепровода.
3.
Пропустить через отверстие в трубе медную проволоку и закрепить ее за
«рым-болт» в штуцере пневмопровода герметизатора.
4.
Сориентировать герметизатор, повернув вокруг оси таким образом, чтобы
пневмопровод не пересекал ребра на герметизаторе и штуцер пневмопровода
находился в верхней части герметизатора, а резьбовая втулка на торце
герметизатора была расположена вдоль оси нефтепровода.
5.
Ввести герметизатор во внутреннюю полость трубы, вытянуть штуцер пневмопровода
в отверстие трубы (при монтаже запрещается скручивание пневморукава).
6. На
штуцер герметизатора навернуть узел контроля давления воздуха {1}, обеспечив
герметичность соединения.
7. Узел
контроля давления воздуха соединить при помощи рукава к узлу подачи воздуха,
который в свою очередь, к редуктору РВ-90 (см. рис. .12), на узел контроля
давления поместить защитную решетку и закрепить ее ленточной текстильной
стропой на трубопроводе.
8.
Редуктор РВ-90 присоединить к источнику сжатого воздуха (баллону).
9.
Открыть вентиль источника сжатого воздуха (баллона) и подать сжатый воздух в
редуктор.
10.
Медленно закручивая винт редуктора РВ-90 произвести подачу воздуха (номинальное
давление в подающей сети — от 0,6 до 1,0 МПа) на узел подачи воздуха и узел
контроля давления.
11.
Поднять давление в герметизаторе до значения, равного 1,25 Р раб. (0,5 ±
0,02 МПа) и выдержать в течение 15 минут для проверки герметизатора на
прочность;
12.
Уменьшить величину давления в герметизаторе до рабочей величины (0,4 ± 0,02)
МПа, повернув ручку узла подачи воздуха. В течение 15 минут убедиться в
стабильности рабочего давления в герметизаторе;
 |
1
– герметизатор; 2 – узел подачи воздуха и контроля давления; 3 – баллон со
сжатым воздухом; 4 – нефтепровод; 5 – флажок на алюминиевой проволоке; 6 –
мановакууметр; 7 — редуктор баллонный РВ-90; 8 – зона зачистки внутренней
полости нефтепровода; 9 – узел подачи воздуха.
Рисунок 12
— Схема установки герметизатора ГРК
13.
Для контроля газовоздушной среды во внутренней полости нефтепровода на
расстоянии 100 -150 мм от торца герметизатора в сторону открытого конца трубы
просверлить ручной дрелью отверстие диаметром 12
мм.
14. Для
контроля уровня нефти в загерметизированном участке нефтепровода просверлить на
расстоянии не менее 40 м от герметизатора отверстие диаметром 12
мм и установить маячок на алюминиевом стержне.
16.
Загерметизированный участок считается подготовленным к дальнейшим работам после
проведения контроля воздушной среды, внутри трубы, на расстоянии от
герметизатора 50 мм.
17.
В процессе проведения работ по приварке катушки чрез каждый час вести контроль
уровня нефти и давления во внутренней полости нефтепровода. При обнаружении
поступления нефти, возникновения давления или вакуума в нефтепроводе необходимо
работы прекратить.
18.
В процессе проведения работ по приварке «катушки» вести постоянный контроль
состояния воздушной среды в рабочем котловане и внутри трубы в месте приварки
«катушки».
19.
После завершения ремонтно-восстановительных работ необходимо: открыть шаровой
кран, сбросить давление из эластичных оболочек до атмосферного, убрать защитные
кожухи.
20.
Отремонтированный участок нефтепровода в установленном порядке заполняется
нефтью, возобновляется перекачка. Герметизаторы потоком нефти транспортируются
по внутренней полости нефтепровода и принимаются в ближайших камерах приема
очистных устройств
Безопасный
демонтаж герметизатора из полости нефтепровода.
В
случае необходимости демонтажа герметизатора из внутренней полости нефтепровода
через открытый торец трубы (при обнаружении негерметичности) работы должны
выполнятся в следующей последовательности.
1.
Провести контроль наличия нефти, избыточного
давления и вакуума в загерметизированном
участке нефтепровода. В случае их обнаружения прекратить работы в ремонтном
котловане, обеспечить откачку нефти и
провести работы по устранению избыточного давления и вакуума в загерметизированном участке нефтепровода.
2.
Сбросить давление в герметизатора до образования зазора между герметизатором и
трубой.
3.
Размотать стропу на защитной решетке, после чего решетку установить на торце трубы и закрепить на наружной
ее поверхности захватами.
Нахождение ремонтного персонала напротив среза трубы
нефтепровода до момента полного падения давления и образования
зазора между трубой и герметизатором — запрещается.
4.
Соединительную втулку {3} со стропой {4} при помощи штанги монтажной {7} закрепить на хвостовике сцепного устройства
герметизатора.
5.
С помощью узла контроля давления {2} и узла подачи воздуха сбросить давление
в герметизаторе {1} до атмосферного.
6.
Внешним осмотром проверить наличие зазора
между герметизатором и внутренней поверхностью трубы нефтепровода.
7.
Отсоединить узел контроля давления от герметизатора.
8.
Повторно убедиться в отсутствии вакуума и
избыточного давления в отсеченном участке нефтепровода и наличия зазора между герметизатором и внутренней
поверхностью трубы, провести
извлечение герметизатора из внутренней полости нефтепровода, наматывая стропу на барабан лебедки, до момента
соприкосновения с защитной решеткой.
9.
Вытянуть стропу из лебедки, соединительной втулки сцепного устройства, снять
защитную решетку и извлечь герметизатор.
Установка
герметизатора в наклонные участки нефтепровода.
Установку герметизатора в наклонные участки нефтепровода
проводить в следующем порядке (см. рисунок 13).
1. Герметизатор {8} и приспособление для запасовки и центрирования
герметизатора в наклонных участках нефтепровода {3} доставить к месту
проведения работ.
2.
После зачистки внутренней полости нефтепровода выполнить отверстие диаметром 12
мм в верхней части трубы нефтепровода на расстоянии L
от свободного торца трубы (см. таблицу 11) для вывода штуцера пневмопровода герметизатора.
Таблица 11 — Расстояние от отверстия до свободного конца трубы
|
Условный диаметр |
||||||
|
Ду 400 |
Ду 500 |
Ду 700 |
Ду 800 |
Ду 1000 |
Ду 1200 |
|
|
L, мм |
555 |
590 |
870 |
890 |
1235 |
1310 |
3.
Закрепить на наружной поверхности трубы с помощью хомута {9} лебедку {1} с
ленточной стропой (текстильным канатом) {2}.

1-
лебедка; 2 – текстильный канат; 3 – устройство для запасовки и центрирования; 4
— ролик; 5 – маховик; 6 – поворотная опора; 7 – втулка; 8 – герметизатора; 9 –
текстильный хомут; 10 – стальное кольцо; 11 – соединительная втулка.
Рис. 13 — Схема установки герметизатора в
наклонные участки нефтепровода.
4.
Привести в рабочее состояние устройство для запасовки и центрирования {3}, для
чего раздвинуть поворотные опоры {6} и закрепить их с помощью маховиков {5}, с помощью резьбового соединения соединить
направляющее и центрирующее устройство.
5.
С помощью соединительной втулки {11} закрепить герметизатор {8} на устройстве
для запасовки и центрирования {3}.
6.
Освободить часть стропы и установить на
стропу устройство для запасовки и центрирования, пропустив стропу через
ролики {4} на направляющем устройстве.
7.
Поместить герметизатор с устройством для запасовки и центрирования напротив открытого торца трубы (поддерживая
грузоподъемным механизмом).
8. Закрепить второй конец стропы на
противоположной от лебедки стороне хомута (на кольце {10}).
9.
Ввести герметизатор во внутреннюю полость
трубы, наматывая стропу на барабан лебедки
(при этом втулки {7} выкрутить на соответствующий диаметр нефтепровода) до полного контакта направляющего устройства и
среза трубы.
10. Вытянуть медной проволокой штуцер герметизатора и
установить узел контроля давления.
11. Зафиксировать герметизатор с
помощью лебедки.
5.
Хранение и транспортирование герметизатора.
Герметизаторы и
комплекты вспомогательного оборудования в упакованном виде могут
храниться в закрытых помещениях с температурой окружающей среды от минус 50 до
плюс 50 °С и влажностью воздуха не более 80%.
После хранения герметизатора при
отрицательных температурах до минус 30 °С перед
установкой в нефтепровод герметизатор не требует особой подготовки.
При хранении в помещении герметизаторы
должны располагаться не ближе 2 м от отопительных
систем.
Не допускается давление
на герметизаторы, а также возможность касания герметизатором острых предметов,
что может привести к нарушению его герметичности.
При хранении не
допускаются загрязнения герметизаторов горюче-смазочными материалами,
кислотами, щелочами и другими химическими веществами, вредно действующими на резину.
Срок хранения герметизаторов на открытом
воздухе под навесом должен быть не более 1 месяца.
Герметизаторы
и комплекты вспомогательного оборудования в упакованном виде могут транспортироваться на любое расстояние всеми
видами транспорта в соответствии с действующими на данном виде транспорта
правилами.
6.
Меры безопасности при эксплуатации герметизаторов «ГРК».
Меры
безопасности при работе с герметизаторов «ГРК» аналогичны
мерам безопасности при эксплуатации герметизатора «Кайман», указанным выше.
Герметизатор ПЗУ
Герметизатор ПЗУ предназначен
для временного перекрытия внутренней полости трубопроводов от DN 100 до DN
1200, опорожняемого от нефти, с целью предотвращения выхода горючих газов,
нефти и ее паров при плановых, внеплановых работ (в т.ч. АВР), выполняемых
методом замены катушки.
Герметизаторы ПЗУ с комплектом
вспомогательного оборудования обеспечивают безопасность проведения работ:
— при установке герметизаторов ПЗУ во
внутреннюю полость трубопровода через открытые концы трубы после вырезки
дефектного участка трубопровода («катушки», задвижки или соединительной детали)
или после их демонтажа при наличии фланцевых соединений;
— на протяжении цикла герметизации
внутренней полости трубопровода, когда резинокордная оболочка герметизатора
находится под действием избыточного внутреннего давления сжатого воздуха и
внешнего статического давления в случае появления нефти, взрывоопасных газов
или вакуума в отсеченном участке трубопровода;
— при контроле величины давления сжатого
воздуха внутри резинокордной оболочки и давления (вакуума) в отсеченном участке
трубопровода;
— при разгерметизации внутренней полости
трубопровода во время сброса избыточного давления и переходе резинокордной
оболочки в исходное состояние;
— в процессе извлечения герметизатора ПЗУ
через открытый торец трубы в случае обнаружения негерметичности его составных частей
или перед монтажом задвижки (соединительной детали) с фланцевым соединением;
— при углах наклона трубопровода до 90
включительно
Основные технические характеристики
герметизаторов ПЗУ:
— наружный диаметр перекрываемого
трубопровода от 108 до 1220 мм;
— номинальный диаметр перекрываемого
трубопровода от DN 100 до DN 1200;
— рабочее давление сжатого газа в
герметизаторе – 0,4 МПа;
— максимальное удерживаемое статическое
давление нефти или её паров – 0,1 МПа;
— устойчивость к воздействию вакуума – не
менее 0,05 МПа;
— гарантированное время рабочего цикла по
перекрытию внутренней полости
трубопровода – 100 ч.
ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ И ИЗВЛЕЧЕНИЯ
ГЕРМЕТИЗИРУЮЩИХ ПРОБОК ВАНТУЗОВ ПУИП 150-2,5
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Квалификационные
требования к обслуживающему персоналу
Запрещается
работа с приспособлением:
— лицам
моложе 18 лет;
— лицам
не имеющим удостоверение о прохождении обучения на курсах целевого назначения
по программе «Устройство и безопасная эксплуатация механизмов и приспособлений
применяемых при ремонте МН» в специализированном учебном заведении системы ОАО
«АК «Транснефть».
В
процессе работы с приспособлением могут возникнуть следующие опасные воздействия:
—
потеря герметичности фланцевого соединения приспособления с вантузной запорной
арматурой и в узлах герметизации приспособления, сопровождающимся выбросом
продукта;
— поражение
обслуживающего персонала электрическим током, из-за повреждения изоляционных
свойств электрооборудования
Назначение приспособления
1.1.1.1
Приспособление предназначено для установки и извлечения с применением задвижки
DN 150 герметизирующих пробок вантуза на остановленном нефтепроводе при статическом
давлении продукта не более 2,5 МПа.
1.1.1.2
Условия эксплуатации приспособления — макроклиматической район с умеренным и
холодным климатом с температурой окружающей среды от минус 60ºС до плюс 40ºС –
исполнение УХЛ, категория размещения 1 по ГОСТ 15150.
Пример
обозначения приспособления:
Приспособление
ПУИП -150-2,5 С ТУ 3663-003-04793032-2007, где
ПУИП —
приспособление для установки и извлечения пробок;
150 —
условный диаметр проходного сечения DN, мм;
2,5 —
рабочее давление в нефтепроводе, МПа;
С —
сейсмостойкое исполнение для районов с сейсмичностью свыше 6 до 9 баллов включительно.
1.1.1.4
Приспособление рассчитано для монтажа на фланцы задвижек с условным давлением
6,3 МПа и условным проходом 150 мм соответствующими ГОСТ 12821-80, 3 исполнени
Технические
характеристики
1.1.2.1
Технические характеристики приведены в таблице 1.
Таблица 1 – Технические
характеристики приспособления
|
Характеристика |
Величина |
|
Условный диаметр фланца задвижки, мм |
150 |
|
Степень герметичности узлов |
А |
|
Допустимое давление в трубопроводе, МПа, не более |
2,5 |
|
Диаметр штурвала, мм |
600 |
|
Масса, не более, кг |
65 |
|
Габаритные размеры (диаметр´длина), не более, мм |
600х1560 |
Принцип работы
1.1.3.1 Принцип
работы изделия заключается в линейном перемещении герметизирующей пробки,
закреплённой на пиноли, вращением штурвала приспособления, через открытую задвижку,
до посадочного места во фланце вантуза.
Устройство и работа
приспособления
1 Приспособление содержит
опору — 2 (см. рис.1) к которому с одной стороны крепится присоединительный
фланец -1 с сальниковым устройством.
Фланец
имеет радиальное сквозное отверстие со штуцером к которому присоединяется кран
шаровый Ду 15, Р=40 кгс/см2. С другой стороны опоры крепится корпус
— 4, в которой расположены подшипники — 5, и ходовая гайка – 6. Корпус
закрывается крышкой -7. Ходовая гайка соединена со штурвалом – 8. Сквозь центральные
отверстия во фланце, корпусе, и гайке проходит пиноль – 11. С одного конца
пиноли расположена резьба и два, диаметрально расположенных, шпоночных паза.
Шпоночные пазы, по которым перемещаются шпонки – 3, препятствуют вращению
пиноли. Перемещение пиноли в осевом направлении осуществляется от неподвижно
закреплённой ходовой гайки. Внутри пиноли проходит центральный шток – 12, с одного
конца которого имеется резьба, с другой — штурвал – 14 для вращения штока при
закреплении герметизирующей пробки. Крышка на резьбовой части пиноли позволяет
центрировать шток и ограничивать его перемещение. Герметизация пиноли -11 и
штока -12 осуществляется с помощью 3-х резиновых колец – 16. Для подтяжки
сальникового устройства предназначена букса – 15, которая поджимает сальники с
помощью равномерно затянутых 2-х гаек на шпильках.
Контрольное
кольцо – 10 предназначено для визуального оценки расстояния до конечного
нижнего положения пиноли. Для фиксации кольца используется болт — 9. Для
контроля давления между фланцем приспособления и герметизирующей пробкой
устанавливается манометр -18, смонтированный на тройнике – 17 штуцера сброса
избыточного давления.
2 Использование по назначению
2.1 Эксплуатационные ограничения
2.1.1 Приспособление
должно применяется на остановленном нефтепроводе при статическом давлении
продукта не более 2,5 МПа и не менее 0,2МПа.
2.2 Меры безопасности при подготовке
приспособления к использованию
2.2.1 Во время
подготовки приспособления к использованию, необходимо применять исправный
слесарный инструмент, само приспособление должно быть уложено на устойчивые,
предотвращающие самопроизвольное падение подкладки.
2.3 Подготовка приспособления к
использованию
2.3.1 Выбрать место
подготовки приспособления. Подготовить площадку (убрать снег, ветки, валежник
).
2.3.2 Извлечь
приспособление из тары. Тару закрыть. Уложить приспособление на тару корпусом
так, чтобы штурвал имел свободу вращения.
2.3.3
Произвести внешний осмотр приспособления. При этом проверяют:
—
затяжку крепёжных элементов;
—
отсутствие забоин, смятия резьбовой части штока;
—
отсутствие грязи на видимой резьбовой части пиноли;
—
наличие смазки на видимой резьбовой части пиноли;
В случае
отсутствия смазки на резьбовой части пиноли или недостаточного её количества,
нанести смазку ЦИАТИМ-221 ГОСТ 9433-80.
2.3.4
Вращением штурвала против часовой стрелки (со стороны штурвала штока) отвести
пиноль в крайнее верхнее положение.
2.3.5
Отпустить болт -9. Контрольное кольцо – 10 сдвинуть к штурвалу штока до крышки
пиноли.
2.3.6
Выполнить установку нижнего конечного положения пиноли.
2.3.6.1
Измерить длину задвижки в соответствии с рисунком 2. Выполнить расчёт вылета
пиноли для нижнего конечного положения по формуле:
Н
= L+80,
где
Н —
длина вылета пиноли, мм;
L
– длина задвижки ( измеренная в соответствии с рис. 2), мм;
80 –
постоянная величина, мм;

Рис.
2 – Измерение длины задвижки

2.3.6.2
Рулеткой отмерить расстояние Н вдоль пиноли от торца штурвала. На полученной
отметке зафиксировать кольцо – 10 с помощью болта — 9.
2.3.7
Присоединить кран — 13, через герметизирующую прокладку. В случае отсутствия прокладки, использовать ленту
ФУМ
2.4
Подготовка вантуза к извлечению пробки
2.4.1
Проверить положение шарового крана фланцевой заглушки. Он должен быть в
положении закрыто. Вывернуть пробку из шарового крана. При этом удерживать кран
от вращения гаечным ключом за шлицы, расположенные на корпусе.
2.4.2
Проверить герметичность герметизирующей пробки, открыв кран, повернув ручку приблизительно
на 10º. При отсутствии выхода из крана нефти, воздуха или иной жидкости,
открыть кран полностью. В случае наличия выхода из крана нефти, воздуха или
иной жидкости и не прекращения течи, закрыть кран, прекратить дальнейшие работы
и доложить о наличии течи руководителю работ. Отсутствие выхода нефти, воздуха
или иной жидкости свидетельствует о герметичности герметизирующей пробки. Для
предотвращения попадания грязи во внутрь крана, ввернуть пробку в кран от руки.
2.4.3
Открутить защитные колпачки с винтов привода сегментов.
2.4.4
Открутить гайки крепления фланцевой заглушки. Снять заглушку с фланца вантуза.
2.4.5
Выполнить монтаж задвижки на фланец вантуза, поместив между ними прокладку.
2.4.6
Выполнить монтаж приспособления на фланец задвижки, поместив между ними
прокладку (Схема строповки — см. приложение).
 Устройство фланца вантуза
Устройство фланца вантуза
Фланец вантуза состоит из:
— патрубка с фланцем;
— пробки герметизирующей;
— заглушки фланцевой.
|
Характеристика |
Величина |
|
Условный диаметр фланца вантуза, мм |
150 |
|
Минимальный проходной диаметр, мм |
130 |
|
Степень герметичности узлов |
А |
|
Рабочее давление, не более, МПа |
6,3 |
|
Масса, не более, кг |
80 |
|
Габаритные размеры (диаметр´длина), не более, мм |
370х550 |
Таблица
1 – Технические характеристики
Устройство и работа изделия
Фланец
вантуза состоит из цельнометаллического стального патрубка — 1 (см. рис.1) во фланце которого выполнены
четыре равнорасположенных радиальных отверстия в которых расположены резьбовая
втулка – 2, ходовой винт – 3, шпилька – 4. Ходовые винты снаружи закрываются пробками
– 5 для исключения попадания влаги и грязи во
время эксплуатации. Во внутреннем кольцевом пазе патрубка расположены четыре
сегмента – 6 предназначенные для фиксации герметизирующей
пробки. Ввод и вывод сегментов из кольцевого паза осуществляется вращением
ходовых винтов. Вращательное движение преобразуется в осевое перемещение за
счёт внутренней резьбы в винтах, в которые ввёрнуты шпильки, сочлененные с
сегментами. Соединение шпилек с сегментами осуществляется штифтами – 7.
Для
монтажа Фланца вантуза на штампосварной тройник патрубок имеет разделку торца
для его приварки.
Герметизирующая
пробка — 8 представляет собой цилиндр, с одной стороны
которого имеется внутренняя расточка для облегчения веса, а с другой коническая
бобышка для центровки при установки в пиноль «Приспособления для установки и
извлечения герметизирующих пробок». Бобышка имеет внутреннюю резьбу для
фиксации в «Приспособлении ….». На цилиндрической поверхности пробки имеются
три уплотнительные канавки с размещёнными в них герметизирующими кольцами – 9 из
резиновой смеси для уплотнения патрубка вантуза. Фиксация пробки осуществляется
за счёт упорного буртика на цилиндрической поверхности, который упирается в
выдвинутые из кольцевого паза патрубка сегменты
Фланцевая
заглушка – 10 представляет собой стальной диск с восемью
отверстиями для её крепления шпильками – 11 и гайками – 12, и центральным резьбовым отверстием для
установки шарового крана — 13. Присоединение
шарового крана осуществляется через переходник – 14 и прокладки — 15.
Средства
измерения, инструмент и принадлежности.
Для контроля
давления в Вантузе при проведении ТО используется манометр МП4А-Кс с пределом
измерения от 0 до 12,5 МПа, класса точности 1,0, климатического исполнения УХЛ1
с присоединительной резьбой М20х1,5-8g, ТУ
25-7329.002-95 или имеющий аналогичные характеристики.
Маркировка
Маркировка
изделия выполнена ударным способом. Фланец вантуза и фланцевая заглушка
клеймятся на большей цилиндрической поверхности и имеют следующее обозначение:
— фланец вантуза «ФВ 150-6,3 Ц (завод-изготовитель
ЦБПО) № (заводской порядковый номер комплекта), год выпуска (последние две
цифры)»;
— фланцевая заглушка «ЗФ 150-6,3 Ц (завод-изготовитель
ЦБПО) № (заводской порядковый номер комплекта), год выпуска (последние две
цифры)».
На
герметизирующую пробку маркировка наносится на торцевую часть. Имеет следующее
обозначение: «ПР 150-6,3 Ц (завод-изготовитель ЦБПО) № (заводской порядковый
номер комплекта), год выпуска (последние две цифры)».
Все
части Фланца вантуза выпускаемые в комплекте имеют единый заводской номер. ![]()
![]()
2.5 Использование
приспособления
2.5.1
Извлечение пробки.
![]()
![]()
![]()
![]() Для проведения работ по
Для проведения работ по
извлечению пробки необходимо иметь данные по давлению в трубопроводе,
действующему в месте нахождения вантуза. За действиями персонала должен
наблюдать руководитель работ.
2.5.1.1
Проверить положение крана на приспособлении, он должен быть закрыт.Открыть
задвижку.
2.5.1.2
Вращением штурвала по часовой стрелке довести пиноль до пробки. О том, что
пиноль дошла до пробки в упор, свидетельствует отсутствие большого зазора между
торцем штурвала и кольцом – 10 и резко возросший момент вращения на штурвале.
2.5.1.3
Надавить рукой на шток, чтобы он опустился до упора. Вернуть резьбовой конец
штока в резьбовое отверстие герметизирующей головки. Для этого, продолжая
надавливать на шток, вращать по часовой стрелке штурвал – 14 до упора.
2.5.1.4
Отпустить стопорный болт кольца – 10.
2.5.1.5
Сделать поворот штурвала на один оборот по часовой стрелке.
2.5.1.6
Развести фиксирующие сегменты (четыре штуки) удерживающие герметизирующую
пробку. Разведение фиксирующих сегментов осуществляется вращением ходовых
винтов, расположенных во фланце вантуза, против часовой стрелки. Указание о
направлении вращения винтов приведено возле каждого винта. Вращение винтов
должно производиться до упора. Для вращения винтов использовать накидной ключ S=10.
Для
контроля полного отвода сегмента, произвести счёт количества оборотов каждого
винта. Количество оборотов винта должно быть в пределах от 8 до 9 оборотов.
Перед отводом сегмента, рекомендуется ходовой винт провернуть до упора по
часовой стрелке.
2.5.1.7
Вращением штурвала против часовой стрелки вывести пробку из фланца вверх до
упора.
2.5.1.8
После извлечения пробки и её вывода выше клина задвижки, задвижку закрыть.
2.5.1.9
Открыть кран для сброса давления в приспособлении.
2.5.1.10
Произвести демонтаж приспособления с задвижки.
2.5.1.11
Уложить приспособление. Удерживая пробку руками от вращения, вращением штурвала
штока против часовой стрелки отсоединить пробку.
2.5.2 Установка пробки во фланец вантуза.
2.5.2.1
Подготовить приспособление к работе в соответствии с подразделом 2.3.
2.5.2.2
Заменить уплотнительные кольца на герметизирующей пробке новыми. Нанести на
цилиндрическую поверхность пробки и уплотнительные кольца смазку
ЦИАТИМ-221
ГОСТ 9433-80.
2.5.2.3
Вставить конусную бобышку пробки в посадочное место пиноли. Удерживая пробку от
вращения, вращением рукоятки штока по часовой стрелке подсоединить пробку.
2.5.2.4
Выполнить монтаж приспособления на задвижку.
2.5.2.5
Проверить положение крана на приспособлении, он должен быть закрыт. Открыть
задвижку.
2.5.2.6
Вращением штурвала по часовой стрелке завести пробку в посадочное место во
фланце вантуза. Момент уплотнения пробки характеризуется резким возрастанием
вращающего момента на штурвале. Полная посадка пробки до упора отмечается по
практическому отсутствию зазора между терцем штурвала и контрольным кольцом –
10, а также невозможностью поворота штурвала с предыдущим усилием.
2.5.2.7
Выдвинуть сегменты для фиксации герметизирующей пробки. Выдвижение фиксирующих
сегментов осуществляется вращением ходовых винтов, расположенных во фланце
вантуза, по часовой стрелке. Указание о направлении вращения винтов приведено
возле каждого винта. Вращение винтов должно производиться до упора. Для
вращения винтов использовать накидной ключ S=10.
Для
контроля полного выдвижения сегмента, произвести счёт количества оборотов каждого
винта. Количество оборотов винта должно быть в пределах от 8 до 9 оборотов.
Перед выдвижением сегмента, рекомендуется ходовой винт провернуть до упора
против часовой стрелки.
2.5.2.8
Открытием крана сбросить давление в приспособлении в заранее приготовленную
ёмкость. Закрыть кран.
2.5.2.9
Вращением штурвала штока против часовой стрелки, отсоединиться от пробки.
2.5.2.10
Сделать два оборота штурвала против часовой стрелки.
2.5.2.11
Проконтролировать герметичность посадки пробки, сделав тридцатиминутную выдержку
при закрытом кране. За время проверки, рост давления в приспособлении не
допускается. При открытии крана после выдержки, выхода продукта не должно
быть. Если было отмечено выход продукта, то производят повторный сброс давления
до нуля и повторную проверку на герметичность.
2.5.2.12
В случае положительного результата проверки на герметичность, вращением
штурвала проттив часовой стрелки, отвести пиноль вверх до упора. Закрыть
задвижку.
2.5.2.13
Произвести демонтаж приспособления.
2.5.2.14
Откачать продукт из полости задвижки не менее 8,5
л.
2.5.2.15
Произвести демонтаж задвижки.
2.5.2.16
Во фланцевую заглушку установить прокладку. Произвести монтаж заглушки на
фланец вантуза.
2.5.2.17
Сменить прокладку на пробке шарового крана фланцевой заглушки. Завернуть
пробку. При этом удерживать кран от вращения гаечным ключом за шлицы,
расположенные на корпусе.
2.5.2.18
Установить на место защитные колпачки винтов привода сегментов, заменив прокладки
на новые.
2.6
Действия при аварийных ситуациях
2.6.1 Все описанные
ситуации и действия при их возникновении подразумевают, что герметизирующая
пробка установлена во фланце вантуза.
2.6.2 При
появлениях течи в соединениях, сбросить давление до атмосферного, прекратить
работу до устранения неисправности.
2.6.3 При затрудненном
ходе ходовых винтов фланца вантуза, сбросить давление в приспособлении до атмосферного,
прекратить работу до устранения неисправности.
2.6.4 При
затруднении установки пробки, в связи с заклиниванием в вантузе, сбросить
давление в приспособлении до атмосферного, прекратить работу до устранения
неисправности.
2.6.5 При
появлении механических неисправностей приспособления сбросить давление в приспособлении
до атмосферного, прекратить работу до устранения неисправности.
3 Техническое обслуживание
3.1 Техническое
обслуживание приспособления.
3.1.1
Техническое обслуживание приспособления проводится не реже одного раза в год
или после 15 применений.
Работы,
выполняемые при проведении технического обслуживания, наименование работ и
порядок их выполнения указаны в таблице 2.
Таблица 2 — Наименование работ и порядок их выполнения
|
Наименование операции |
Порядок выполнения, критерии оценки |
Применяемый инструмент, материал |
|
Проверка резьбовых соединений |
Крепёжные резьбовые соединения должны быть затянуты. |
Слесарный инструмент |
|
Проверка целостности резиновых уплотнений штока |
1 Снять штурвал. 2 Извлечь шток. 3 Извлечь резиновые уплотнения из штока и осмотреть их на 4 Произвести установку штурвала и штока в обратной |
Слесарный инструмент |
|
Проверка узла уплотнения пиноли и фланца |
1 Открутить гайки-10. 2 Поднять крышку сальникового узла. 3 Извлечь из узла сальниковую набивку. 4 Набить в узел новую набивку, количество слоёв – 7. |
Набивка плетёная из нитей ГФ(НГФ-ХБ-Ф); или Набивка |
3.2
Меры безопасности
3.2.1 При
проведении работ по техническому обслуживанию, необходимо обеспечить надёжное
закрепление приспособления на рабочем месте, во избежание его самопроизвольного
падения.
3.2.2
При проведения всех видов работ пользоваться только исправным инструментом.
3.3
Проверка работоспособности приспособления
3.3.1
Проверка на работоспособность приспособления должна проводиться каждый раз
перед его применением. Объём работ, выполняемых при проверке работоспособности,
указан в таблице 3.
Таблица 3 — Объём работ,
выполняемых при проверке работоспособности приспособления
|
Наименование работы |
Кто выполняет |
Контрольные значения параметра |
|
Подвижность движущихся и вращающихся частей |
Слесарь |
Взаимные перемещения движущихся и вращающихся частей, |
3.3.2
Срок службы изделия – 8 лет.
Средний ремонт
5.1 После 25 циклов
применений, приспособление подлежит среднему ремонту. Средний ремонт должен
осуществляться организацией-изготовителем. Запись сведений о проведённом
ремонте, результаты приёмо-сдаточных испытаний и заполнение свидетельства о
приёмке приспособления производятся в разделе 14 Формуляра.
Меры безопасности при работе со шлифмашинками.
![]() К работе
К работе
с ручной электрической шлифовальной машиной допускаются лица не моложе 18 лет,
годные по состоянию здоровья, прошедшие специальное обучение, проверку знаний и
инструктажи по охране труда.
Работать
разрешается только исправным инструментом и на исправном оборудовании.
Работы
проводить в установленной спецодежде, спецобуви и с применением индивидуальных
средств защиты.
Опасные
факторы при работе с ручной электрической шлифовальной машинкой:
поражение
электрическим током;
физические травмы
от разлетающихся частиц абразива и обрабатываемой детали;
физические травмы
от прикосновения к вращающимся частям шлифовальной машинки;
-отрицательное
воздействие шума на органы слуха при длительной работе;
запыленность.
Лица,
выполняющие работы с помощью ручной электрической шлифовальной машины, несут
ответственность за несоблюдение правил по охране труда и эксплуатации
инструмента. При возникновении угрозы жизни и здоровья необходимо отказаться от
выполнения работ.
Требования
безопасности перед началом работы.
![]() Надеть
Надеть
спецодежду, спецобувь. Проверить наличие и исправность средств индивидуальной
защиты – маски (очков), перчаток, средств защиты от шума.
Рабочее место
должно быть хорошо освещено.
Перед началом работы со шлифовальной машинкой необходимо убедиться
в следующем:
напряжение
электросети соответствует обозначенному в технических требованиях паспорта;
выключатель
находится в выключенном состоянии;
питающий кабель и
штепсельная вилка исправны;
отсутствуют
повреждения изоляционных деталей корпуса, рукоятки и крышек щеткодержателей;
защитный кожух в
наличии и исправен;
подключено
к устройству защитного отключения (УЗО).
-диаметр и толщина диска
соответствуют паспортным данным шлифовальной машинке;
Не приступать к работе,
если рабочее место и походы к нему загромождены посторонними предметами и на
рабочем месте находятся посторонние лица.
Электрические
шлифовальные машинки не использовать под дождем, при повышенной влажности
(после дождя) или вблизи легко воспламеняющихся жидкостей и газов.
Требования
безопасности во время работы.
Постоянно
пользуйтесь дополнительной рукояткой и держите электрическую шлифовальную
машинку двумя руками.
![]() Не
Не
включайте электрическую шлифовальную машинку под нагрузкой, а при выключении,
не кладите ее на место до полной остановки диска.
Следите,
чтобы питающий кабель находился вне зоны действия диска и не соприкасался с
металлическими горячими, влажными и масляными поверхностями или предметами.
Положение
обрабатываемой детали фиксируйте в тисках или иными надежным образом.
Затягивайте рабочий диск
только специально предназначенным для этого ключом. Не используйте
потрескавшихся или выщербленных дисков.
Избегайте
бокового нажима или прекращения вращения диска после выключения
электроинструмента из сети, а также при работе с отрезанными дисками.
Перед использованием
электрической шлифовальной машины и после смены диска ![]() необходимо
необходимо
проверить работу на холостом ходу в течение 30
секунд.
При
вибрации или биениях следует немедленно
Лицам,
пользующимся электрическими шлифовальными машинками, запрещается:
передавать
электрическую шлифовальную машинку другим лицам;
разбирать ручные
электрические шлифовальные машинки и проводить самостоятельно какой-либо
ремонт;
держаться за
провод электрической шлифовальной машинки или касаться вращающегося режущего
диска;
работать с
приставных лестниц (для выполнения этих работ должны устанавливаться прочные
леса или подмости);
оставлять
электрические шлифовальные машинки без надзора и включенными в электросеть;
включать в сеть
без устройства защитного отключения;
-пользоваться
непроверенным инструментом
-работать с защитным
кожухом в защитной маске (очках);
-в условиях высокой
запыленности использовать респиратор;
-не прилагать больших
усилий на обрабатываемую;
-не пользоваться кругами
с трещинами, сколами, вибрирующими кругами;
—-не
допускать натягивания, перекручивания и попадания под различные грузы
соединительного провода, соприкосновения его с горячими и масляными
поверхностями.
-при повреждении провода,
сразу же отключить шлифмашинку от сети;
—соблюдать направление
вращения, держать шлифмашинку так, чтобы искры и шлифовальная пыль летели в
сторону от работающего;подводить к обрабатываемому предмету только во
включенном состоянии;
-следить, чтобы вблизи
(возле искрения) не находились воспламеняющиеся материалы;
-при замене кругов, при
переносе с одного рабочего места на другое, во время перерыва и по окончании
работы отключать электроинструмент от сети штепсельной вилкой;
не
работать шлифмашинкой с приставных лестниц.
-всегда крепко держать
электроинструмент обеими руками и работать только в устойчивом положении.
Не работать лежа,
на коленях и сидя на корточках;
Требования безопасности в аварийных ситуациях.
При
возникновении аварийной ситуации (короткое замыкание, разрушение диска,
появившиеся неисправности) немедленно отключить электрическую шлифовальную
машину от электросети, вынуть штепсельную вилку из розетки. Сообщить о случившемся
ответственному лицу и, по его указанию, приступить к ликвидации аварийной
ситуации.
При
травмировании, отравлении и внезапном заболевании пострадавшему оказать первую
(доврачебную) помощь, вызвать врача, доложить о происшествии непосредственному руководителю
и следовать его указаниям.
Требования
безопасности по окончании работы.
Отключить
электрическую шлифовальную машинку от электрической сети.
Очистить
электрическую шлифовальную машинку от пыли, грязи и сдать ответственному лицу.
Привести в
порядок рабочее место.
![]()
![]()
![]()
![]()
Организация безопасного производства работ с применением
пневмоинструмента
При
работе с пневмоинструментом могут иметь место вредные и опасные
производственные факторы, в том числе:
—
повышенный уровень шума и вибраций;
—
подвижные части оборудования, передвигающиеся изделия, заготовки, материалы;
—
отлетающие частицы и осколки металла и абразивного материала;
—
повышенная запыленность металлической и абразивной пылью; ![]()
—
острые кромки, заусенцы, шероховатость на поверхностях заготовок, отходов; ![]()
· недостаточная
освещенность рабочей зоны. ![]()
![]()
1. ОБЩИЕ ТРЕБОВАНИЯ
БЕЗОПАСНОСТИ
1.1.
К самостоятельной работе с пневмоинструментом допускается обученный персонал,
не моложе 18 лет, прошедший медицинский осмотр и признанный годным для
выполнения работ в конкретных условиях, вводный инструктаж по охране труда и
первичный инструктаж на рабочем месте, ознакомленный со специальными
инструкциями по работе с инструментом, с правилами пожарной безопасности,
усвоивший безопасные приемы работы, знающий и умеющий применять методы оказания
первой помощи при несчастных случаях.
1.2.
Персонал, работающий с пневмоинструментом, обязан:
1.2.1.
Выполнять только ту работу, которая поручена ему непосредственным
руководителем: начальником цеха (участка), бригадиром и др.
1.2.2.
Иметь и использовать по назначению костюм хлопчатобумажный или полукомбинезон,
очки защитные, ботинки юфтевые, противошумные
наушники, специальные мягкие рукавицы, головной убор.
1.3.
Если пол (рабочая площадка) скользкий (облит маслом, эмульсией), потребовать,
чтобы его посыпали опилками, или сделать это самому.
![]() 11.4.
11.4.
Весь пневмоинструмент должен иметь инвентарные номера и записан в специальный
журнал, в котором отмечаются периодические осмотры.
Пневматический инструмент перед выдачей
должен осматриваться лицом, его выдающим При обнаружении
неисправностей необходимо немедленно прекратить работу и инструмент сдать в
ремонт.
1.5. Пневмоинструмент с числом оборотовв
минуту 1000 и более применять нельзя;
1.6. В
процессе работы запрещается:
· заходить без
разрешения за ограждения технологического оборудования и опасных зон;
· присоединять
инструмент к магистрали без вентилей;
1.7 Устанавливать источник сжатого воздуха
ближе 30 метров от места работы;
-соединять
гибкие воздуховоды (шланги) самодельными хомутиками и проволокой;
-разъединять
шланги во время подачи воздуха;
-работать
с приставных лестниц;
Подавать воздух к пневматическому
инструменту следует только после установки в его рабочее положение (например,
рабочая часть инструмента должна упираться в обрабатываемый материал). Работа
инструмента вхолостую допускается только при его опробовании.
2. ТРЕБОВАНИЯ
БЕЗОПАСНОСТИ ПЕРЕД
НАЧАЛОМ РАБОТЫ
2.1.
Привести в порядок рабочую специальную одежду и обувь: застегнуть обшлага
рукавов, заправить одежду и застегнуть ее на все пуговицы, надеть головной убор
и виброзащитные рукавицы, подготовить защитные очки.
2.2.
Осмотреть рабочее место, убрать все, что может помешать выполнению работ или
создать дополнительную опасность.
2.3.
Проверить освещенность рабочего места (освещенность должна быть достаточной, но
свет не должен слепить глаза).
2.4. Применять
для местного освещения переносные инвентарные светильники напряжением 12 В с
рукояткой из диэлектрического материала,
2.5.
Пневмоинструмент подвергнуть внешнему осмотру и проверке на холостом ходу.
2.6.
При внешнем осмотре проверить и убедиться в том, что:
—
пневматический инструмент смазан;
—
отсутствуют трещины и другие повреждения на корпусе;
—
вставной инструмент (сверла,.) правильно заточен, не имеет трещин, выбоин,
заусенцев и прочих дефектов;
2.7.
На холостом ходу проверить:
—
плотность присоединения шлангов к пневмоинструменту, трубопроводам, соединения
между собой (шланги должны быть присоединены при помощи инвентарных специальных
ниппелей, шту
—
четкость работы пускового устройства;
—
наличие повышенного шума, стука и вибрации;
· отсутствие
самопроизвольного движения рабочего органа.
3.ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ВО ВРЕМЯ
РАБОТЫ ![]()
![]() 3.1.
3.1.
Пневмоинструментом разрешается производить только ту работу, для которой он
предназначен.
3.2.
Перед присоединением гибкого трубопровода к инструменту спустить конденсат из
воздушной магистрали.
3.3.
Незначительным давлением продуть гибкий трубопровод сжатым воздухом.
3.4. При работе
пневмоинструментом персонал обязан:
—
подключать гибкие трубопроводы пневмоинструмента к трубопроводам сжатого
воздуха только через вентили, установленные на воздухораспределительных
коробках или отводах от магистрали;
· подавать
воздух только после установки инструмента в рабочее положение;
—
следить, чтобы не было утечки воздуха в местах присоединения гибкого
трубопровода; ![]()
· применять
вставной инструмент с хвостовиком, соответствующим размерам втулки ствола;
· при работе
инструментами пользоваться защитными очками или щитком для защиты глаз и лица;
-следить,
чтобы пневмошланги не пересекались с транспортными коммуникациями: рельсами
железнодорожных путей и дорогами, кабелями и гибкими трубопроводами сварочной
аппаратуры, тросами, а также не соприкасались с горячими и масляными
поверхностями;
—
устанавливать и снимать вставной инструмент, а также его регулировать только
после полной остановки шпинделя и отключения от магистрали;
—
при прекращении подачи воздуха или временном перерыве в работе перекрыть
вентиль воздушной магистрали и перевести пусковую муфту в нерабочее положение;
· — в случае
срыва гибкого трубопровода немедленно выключить подачу сжатого воздуха.
Исправлять, регулировать и менять рабочую
часть инструмента во время работы при наличии в шланге воздух
![]()
При работе пневмоинструментом запрещается:
—
присоединять
воздушный шланг к пневмоинструменту при открытом кране воздушной магистрали;
—
тормозить вращающийся шпиндель нажимом на него каким-либо предметом или руками;
—
использовать массу тела для создания дополнительного давления на инструмент;
—
работать у неогражденных или незакрытых люков и проемов, а также с переносных
лестниц, стремянок и незакрепленных подставок;
-самостоятельно
устранять неисправности пневматического инструмента (необходимо сдавать его в
ремонт);
—
переносить его, держа за шланг;
—
оставлять без присмотра, подвергать его ударам;
—
держать за вставной инструмент;
—
удалять стружку из отверстий и от вращающегося режущего инструмента руками (для
этого необходимо применять специальные крючки или щетки);
—
работать со сверлильным и другим вращающимся инструментом в рукавицах;
—
держать руки вблизи вращающегося инструмента;
—
прекращать подачу сжатого воздуха перекручиванием и перегибанием шланга;
4.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ В АВАРИЙНЫХ И ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯХ
4.1.
При обнаружении неисправности пневмоинструмента или оборудования работу
немедленно прекратить и доложить об этом своему непосредственному руководителю.
4.2.
В случае загорания ветоши, оборудования или возникновения пожара необходимо
немедленно отключить пневмоинструмент от сети питания, сообщить о случившемся в
пожарную охрану, руководителям и другим работникам предприятия и приступить к
ликвидации очага загорания.
4.3.
В случае возникновения аварийной или чрезвычайной ситуации, опасности для
своего здоровья или здоровья окружающих людей отключить пневмоинструмент,
покинуть опасную зону и сообщить об опасности непосредственному руководителю.
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПО
ОКОНЧАНИИ РАБОТЫ
После
окончания работы необходимо:
—
отсоединить инструмент от шланга и сети питания;
Список
литературы
1. РД-13.100.00-КТН-004-10
«Сборник типовых инструкций по охране труда по профессиям и видам работ для
работников предприятий системы ОАО «АК «Транснефть».
2.
РД
13.110.00-КТН-260-14 «Правила безопасности при эксплуатации магистральных
нефтепроводов».
3.
РД-23.040.00-КТН-386-09
«Технология ремонта магистральных нефтепроводов и нефтепродуктов с давлением до
6,3 МПа».
4. РД-
23.040.00 КТН 073-15 Вырезка и врезка « катушек», соединительных деталей,
заглушек, запорной и регулирующей арматуры, подключение участков МН.
5. РД13.
020.00 КТН -020-14 Правила ликвидации аварий и инцидентов на МН. Организация и
проведение работ.
6. РД-75.180.00-КТН-399-09
« Технология освобождения нефтепроводов от нефти и заполнения после окончания
ремонтных работ.»
7. РД-25.160.00-КТН-037-14
« Сварка при строительстве и ремонте магистральных нефтепроводов».
8.
РД–13.220.00–КТН–148-15—Правила
пожарной безопасности на объектах организаций системы «Транснефть»
9.
РД–03.100.30–КТН–177–12
Учебное пособие по рабочей профессии «Трубопроводчик линейный 2 – 5 разрядов».
10.ОР-13.040.00-КТН-006-12
Изм.№1 Контроль воздушной среды на объектах МН и нефтепродуктопроводов.
11.ОР-03.100.30-КТН-150-11
Изм.№1
Порядок
организации огневых, газоопасных и других работ повышенной опасности на
взрывопожароопасных и пожароопасных объектах организаций системы ОАО «АК
«Транснефть» и оформления нарядов-допусков на их подготовку и проведение.
12.ОТТ-13.340.01-КТН-086-11
«Средства индивидуальной защиты работников организации системы « Транснефть.»
13.
ФНиП
Федеральные нормы и правила «Правила безопасности ОПО на которых используются
ПС (подъемные сооружения) Приказ № 533 от 12.11.2013г.
14. РД-23.040.60-КТН-332-06
«Инструкция по технологии монтажа, приварки патрубков для вырезки отверстий на
нефтепроводах под давлением и порядку их эксплуатации
Skip to content
ПУИП 200-12,5 (ПУИП 150-2,5)
Реализуем приспособление для установки и извлечения герметизирующих пробок ПУИП 200-12,5 (ПУИП 150-2,5)
Предназначено для установки и извлечения с применением задвижки Dn200 (Dn150) герметизирующих пробок вантуза на остановленном нефтепроводе при статическом давлении продукта не более 12,5 МПа для ПУИП 150-2,5 – 3 МПа. Условия эксплуатации изделия – макроклиматический район с умеренным климатом – исполнение УХЛ, категория размещения 1 по ГОСТ 15150. Изделие предназначено для эксплуатации в районах с сейсмичностью до 6 баллов.
 1")
Объясните назначение и приведите технические характеристики приспособления ПУИП 150 -2,5. Расскажите об устройстве и объясните принцип действия приспособления для установки и извлечения пробок ПУИП 150-2,5.
Приспособление предназначено для установки и извлечения с применением задвижки DN 150 герметизирующих пробок вантуза на остановленном нефтепроводе при статическом давлении продукта не более 2,5 МПа . Приспособление рассчитано для монтажа на фланцы задвижек с номинальным давлением 6,3 МПа, номинальным диаметром DN 150.
Технические характеристики
Принцип работы изделия заключается в линейном перемещении герметизирующей пробки, закрепленной на пиноли, вращением штурвала приспособления, через открытую задвижку, до посадочного места во фланце вантуза. Технические характеристики запорной арматуры, применяемой при эксплуатации приспособления ПУИП 150-2,5
| Характеристика | Величина |
| Условный диаметр фланца задвижки, мм | 150 |
| Степень герметичности узлов | А |
| Допустимое давление в трубопроводе, МПа, не более | 2,5 |
| Диаметр штурвала, мм | 600 |
| Масса, не более, кг | 65 |
| Габаритные размеры (диаметрдлина), не более, мм | 600х1560 |
- Расскажите технологию извлечения и установки герметизирующей пробки вантуза приспособлением ПУИП 150-2,5.
Подготовка приспособления к использованию
1. Выбрать место подготовки приспособления. Подготовить площадку (убрать снег, ветки, валежник).
2. Извлечь приспособление из тары. Тару закрыть. Уложить приспособление на тару корпусом так, чтобы штурвал имел свободу вращения.
3. Произвести внешний осмотр приспособления. При этом проверяют: затяжку крепёжных элементов; отсутствие забоин, смятия резьбовой части штока; отсутствие грязи на видимой резьбовой части пиноли; наличие смазки на видимой резьбовой части пиноли. В случае отсутствия смазки на резьбовой части пиноли или недостаточного её количества, нанести смазку ЦИАТИМ-221 ГОСТ 9433-80.
4. Вращением штурвала против часовой стрелки (со стороны штурвала штока) отвести пиноль в крайнее верхнее положение.
5. Отпустить болт. Контрольное кольцо сдвинуть к штурвалу штока до крышки пиноли.
6. Выполнить установку нижнего конечного положения пиноли. Для этого необходимо: измерить длину задвижки; выполнить расчёт вылета пиноли для нижнего конечного положения по формуле : Н = L+35, (7.1) где: Н — длина вылета пиноли, мм; L – длина задвижки, мм; 35 – постоянная величина, мм.рулеткой отмерить расстояние Н вдоль пиноли от торца штурвала; на полученной отметке зафиксировать кольцо с помощью болта .
7. Присоединить кран (13), через герметизирующую прокладку. В случае отсутствия прокладки, использовать ленту ФУМ.
Подготовка вантуза к извлечению пробки
1. Проверить положение шарового крана фланцевой заглушки. Он должен быть в положении закрыто.
2. Вывернуть пробку из шарового крана. При этом удерживать кран от вращения гаечным ключом за шлицы, расположенные на корпусе.
3. Установить и закрепить резиновый рукав на контрольном шаровом кране.
4. Проверить герметичность герметизирующей пробки, открыв кран, повернув ручку приблизительно на 10º. При отсутствии выхода из крана нефти, воздуха или иной жидкости, открыть кран полностью. В случае наличия выхода из крана нефти, воздуха или иной жидкости и не прекращения течи, закрыть кран, прекратить дальнейшие работы и доложить о наличии течи руководителю работ. Отсутствие выхода нефти, воздуха или иной жидкости свидетельствует о герметичности герметизирующей пробки. Для предотвращения попадания грязи внутрь крана, ввернуть пробку в кран от руки.
5. Открутить защитные колпачки с винтов привода сегментов.
6. Открутить гайки крепления фланцевой заглушки. Снять заглушку с фланца вантуза
7. Выполнить монтаж задвижки на фланец вантуза, поместив между ними прокладку из терморасширенного графита.
8. Открыть затвор запорной арматуры на 25 % — 30 % и заполнить ее внутреннюю полость жидкостью, для исключения гидравлического удара. Закрыть затвор.
9. Выполнить монтаж приспособления на фланец задвижки, поместив между ними прокладку из терморасширенного графита. Монтаж приспособления производить по утвержденной схеме строповки.
Технологические операции по извлечению пробки
1. Проверить положение крана на приспособлении, он должен быть закрыт.
2. Открыть задвижку.
3. Вращением нижнего штурвала по часовой стрелке довести пиноль до пробки. О том, что пиноль дошла до пробки в упор, свидетельствует отсутствие большого зазора между торцом штурвала и ограничительным кольцом, а также резко возросший момент вращения на штурвале.
4. Ввернуть резьбовой конец штока в резьбовое отверстие герметизирующей пробки. Для этого необходимо, надавливать на шток рукой и вращать верхний штурвал по часовой стрелке до упора.
5. Отпустить стопорный болт ограничительного кольца.
6. Сделать поворот нижнего штурвала на один оборот по часовой стрелке.
7. Развести фиксирующие сегменты (четыре штуки) удерживающие герметизирующую пробку. Разведение фиксирующих сегментов осуществляется вращением ходовых винтов, расположенных во фланце вантуза, против часовой стрелки. Указание о направлении вращения винтов приведено возле каждого винта. Вращение винтов должно производиться до упора. Для вращения винтов использовать накидной ключ S=10. Для контроля полного отвода сегмента, произвести счёт количества оборотов каждого винта. Количество оборотов винта должно быть в пределах от 8 до 9 оборотов. Перед отводом сегмента, рекомендуется ходовой винт провернуть до упора по часовой стрелке.
8. Вращением нижнего штурвала против часовой стрелки вывести пробку из фланца вверх до упора .
9. После извлечения пробки и её вывода выше клина задвижки, задвижку закрыть.
10. Открыть кран для сброса давления в приспособлении.
11. Произвести демонтаж приспособления с задвижки.
12. Уложить приспособление. Вращением верхнего штурвала против часовой стрелки отсоединить пробку, при этом необходимо пробку удерживать руками от вращения.
Технологические операции по установке пробки
1. Подготовить приспособление к работе, как описано выше.
2. Заменить уплотнительные кольца на герметизирующей пробке новыми. Нанести на цилиндрическую поверхность пробки и уплотнительные кольца смазку ЦИАТИМ-221 ГОСТ 9433-80
3. Вставить конусную бобышку пробки в посадочное место пиноли. Удерживая пробку от вращения, вращением рукоятки штока по часовой стрелке подсоединить пробку.
4. Выполнить монтаж приспособления на задвижку, заменив прокладку.
5. Проверить положение шарового крана на приспособлении, он должен быть закрыт.
6. Открыть задвижку .
7. Вращением нижнего штурвала по часовой стрелке завести пробку в посадочное место во фланце вантуза . Момент уплотнения пробки характеризуется резким возрастанием усилия на штурвале. Полная посадка пробки до упора отмечается по практическому отсутствию зазора между торцом нижнего штурвала и контрольным кольцом, а также невозможностью поворота штурвала с предыдущим усилием.
8. Выдвинуть сегменты для фиксации герметизирующей пробки. Выдвижение фиксирующих сегментов осуществляется вращением ходовых винтов, расположенных во фланце вантуза, по часовой стрелке. Указание о направлении вращения винтов приведено возле каждого винта. Вращение винтов должно производиться до упора. Для вращения винтов использовать накидной ключ S=10. Для контроля полного выдвижения сегмента, произвести счёт количества оборотов каждого винта. Количество оборотов винта должно быть в пределах от 8 до 9 оборотов. Перед выдвижением сегмента, рекомендуется ходовой винт провернуть до упора против часовой стрелки.
9. Открытием крана сбросить давление в приспособлении в заранее приготовленную ёмкость. Закрыть кран.
10. Вращением верхнего штурвала (штурвала штока) против часовой стрелки, отсоединиться от пробки.
11. Сделать два оборота нижним штурвалом против часовой стрелки.
12. Проконтролировать герметичность посадки пробки, сделав тридцатиминутную выдержку при закрытом кране. За время проверки, рост давления в приспособлении (на манометре) не допускается. При открытии крана после выдержки, выхода нефти/нефтепродукта быть не должно.
13. В случае положительного результата проверки на герметичность, вращением нижнего штурвала против часовой стрелки отвести пиноль вверх до упора, задвижку закрыть.
14. Произвести демонтаж приспособления.
15. Откачать продукт из полости задвижки не менее 8,5 л.
16. Произвести демонтаж задвижки.
17. Вытереть полость над пробкой ветошью и заполнить консервационной жидкостью на высоту 5 мм до уровня фланца.
18. Во фланцевую заглушку установить прокладку. Произвести монтаж заглушки на фланец вантуза. При установке заглушки затянуть гайки фланцевого соединения с моментом 400 Нм.
19. Сменить прокладку на пробке шарового крана фланцевой заглушки. Завернуть пробку. При этом удерживать кран от вращения гаечным ключом за шлицы, расположенные на корпусе.
20. Установить на место защитные колпачки винтов привода сегментов, предварительно заполнив полость ходовых винтов смазкой ЦИАТИМ — 221 ГОСТ 9433-80 и заменив прокладки.
- Расскажите об устройстве и объясните принцип действия приспособления для установки и извлечения пробок ПУИП 200-12,5. Объясните назначение и приведите технические характеристики приспособления ПУИП 200-12,5.
Назначение приспособления
Приспособление предназначено для установки и извлечения с применением задвижки DN 200 герметизирующих пробок вантуза на остановленном нефтепроводе при статическом давлении продукта не более 12,5 Мпа. Приспособление рассчитано для монтажа на полнопроходные задвижки, с номинальным давлением PN 16 МПа и PN 10 МПа, строительной длиной не более 660 мм и присоединительными фланцами соответствующими ГОСТ 12821-80. Допускается установка на шаровые краны, соответствующие указанным выше требованиям и имеющие расстояние от плоскости присоединительного фланца до ближайшей точки сферы шара в закрытом состоянии не менее 170 мм.
Технические характеристики
Принцип работы изделия заключается в линейном перемещении герметизирующей пробки, закрепленной на пиноли, при помощи электропривода приспособления, через открытую задвижку, до посадочного места во фланце вантуза и последующей ее установки на посадочное место избыточным давлением со стороны приспособления, создаваемым насосной станцией.
| Характеристика | Величина |
| Условный диаметр фланца задвижки, мм | 200 |
| Степень герметичности узлов | А |
| Допустимое давление в трубопроводе, МПа, не более | 12,5 |
| Противодавление, создаваемое в приспособлении, МПа, не более | 15 |
| Масса, не более, кг | 520 |
| Габаритные размеры (наибольшая ширинадлина), не более, мм | 830х2660 |
| Вид привода | Электромеханический «Атлант» Г 5000. УХЛ 1 |
| Напряжение питания, В | 380 В; 50Гц; 3 фазы |
- Расскажите технологию извлечения и установки герметизирующей пробки вантуза приспособлением ПУИП 200-12,5.
Подготовка приспособления к использованию
1. Выбрать место установки оборудования для работы с ПУИП в радиусе 10 метров от вантуза. Подготовить площадку (убрать снег, ветки, валежник).
2. Установить треноги со шкафом управления, кнопочным постом.
3. Установить треногу с контрольно – манометрической сборкой.
4. Установить насосную станцию. 5. Извлечь приспособление из тары и уложить на заранее подготовленные деревянные бруски размером 150х150х500 мм. Бруски подкладывать под корпус приспособления.
6. Произвести внешний осмотр приспособления. При этом необходимо проверить: затяжку крепежных элементов; отсутствие забоин, смятия резьбовой части штока. Проверка резьбовой части штока проводится гайкой защитной . Гайка должна свободно скручиваться и закручиваться на всю длину резьбовой части штока. Гайку защитную скрутить.отсутствие грязи на видимой резьбовой части пиноли. При необходимости резьбу очистить ветошью или щеткой.наличие смазки на видимой резьбовой части пиноли. В случае отсутствия смазки или недостаточного ее количества, нанести смазку ЦИАТИМ – 221 по ГОСТ 9433 – 80.
7. Заземлить приспособление и шкаф управления.
8. Подключить электропривод к шкафу управления.
9. Подключить шкаф управления к источнику напряжения.
10. Подать напряжение на шкаф управления.
11. Подать напряжение на электропривод.
12. Выждать время для выхода электропривода на рабочий режим.
13. Отпустить болт. Контрольное кольцо сдвинуть к рукоятке штока до гайки крышки пиноли. Зафиксировать положение кольца болтом .
14. После выхода электропривода на рабочий режим необходимо выполнить:
— проверку значений параметров блока управления электропривода в меню F2 – проверка проводится персоналом службы АСУ ТП по параметрам, приведенным в руководстве по эксплуатации приспособления ПУИП;
— установку конечных положений пиноли – установка проводится совместно персоналом службы АСУ ТП и персоналом ЛАЭС.
Установка нижнего конечного положения пиноли проводится следующим образом:
измерить длину задвижки;
выполнить расчет вылета пиноли для нижнего конечного положения по формуле:
H=L+K, (7.2), где:
Н — длина вылета пиноли, мм;
L – длина задвижки, мм;
K – постоянная величина, зависящая от типа фланца вантуза, мм.
(ФВ 200-12,5 – 80мм; ФВ 200-10,0 – 105мм)
На встроенном посту местного управления, расположенного на электроприводе, поворотом ручки выбора установить режим управления электроприводом «Местное». Нажать кнопку «Закрыть» на пульте управления. При этом привод начнет вращение, а пиноль линейное перемещение. Рулеткой контролировать выход пиноли. По достижении вылета пиноли рассчитанного значения Н, нажать кнопку «Стоп» на пульте управления. Провести повторное измерение вылета пиноли с точностью «минус» 3 мм. Записать данное положение пиноли в память блока. Отпустить болт. Контрольное кольцо сдвинуть к электроприводу. Зафиксировать положение кольца болтом.
Установка верхнего конечного положения пиноли
Нажать кнопку «Открыть» на пульте управления. При подходе упорного буртика пиноли к фланцу приспособления остановить электропривод нажатием кнопки «Стоп». Дальнейший довод пиноли выполнить вручную вращением штурвала электропривода, установив значение Н равное 80+3 мм. Данное положение записать в память блока.
15. Вытянуть шток за рукоятку вверх до упора. Фиксирующее кольцо сдвинуть к гайке крышки пиноли, зафиксировать болтом.
Подготовка вантуза к извлечению пробки
1. Проверить положение шарового крана фланцевой заглушки. Он должен быть в положении закрыто.
2. Вывернуть пробку из шарового крана. При этом удерживать кран от вращения гаечным ключом за шлицы, расположенные на корпусе.
3. Установить и закрепить резиновый рукав на контрольном шаровом кране.
4. Проверить герметичность герметизирующей пробки, открыв кран, повернув ручку приблизительно на 10º. При отсутствии выхода из крана нефти, воздуха или иной жидкости, открыть кран полностью. В случае наличия выхода из крана нефти, воздуха или иной жидкости и не прекращения течи, закрыть кран, прекратить дальнейшие работы и доложить о наличии течи руководителю работ. Отсутствие выхода нефти, воздуха или иной жидкости свидетельствует о герметичности герметизирующей пробки. (Примечание: — Из-за температурных перепадов допускается в объеме не более 300 мл выход консервационной жидкости через контрольный шаровой кран. Дальнейший выброс жидкости свидетельствует о не герметичности пробки).
5. Открутить защитные колпачки с винтов привода сегментов.
6. Подготовить к работе гидравлический насос и подсоединить его рукавом высокого давления к шаровому крану фланцевой заглушки через штуцер, входящий в комплект поставки.
7. Подать давление в полость фланца. При повышении давления должна наблюдаться кратковременная стабилизация показаний манометра при значении давления превышающего давление в трубопроводе на 0,01… 0,05 МПа, что свидетельствует об осадке пробки. После стабилизации показаний манометра начинается новый подъём давления. Подачу давления прекратить, шаровой кран фланцевой заглушки закрыть. Максимальное давление, подаваемое в полость фланца не должно превышать 15 МПа.
8. Развести фиксирующие сегменты (четыре штуки) удерживающие герметизирующую пробку. Разведение фиксирующих сегментов осуществляется вращением ходовых винтов, расположенных во фланце вантуза, против часовой стрелки. Указание о направлении вращения винтов приведено возле каждого винта. Вращение винтов должно быть выполнено до упора. Вращение винтов выполнить динамометрическим ключом типа 1-120-4 ГОСТ 25605-83 или подобным с пределом измерения до 240 Нм, при этом крутящий момент не должен превышать 100 Нм. Для контроля полного отвода сегмента, произвести счёт количества оборотов каждого винта. Количество оборотов винта должно быть не менее 8. Перед отводом сегмента, рекомендуется ходовой винт провернуть до упора по часовой стрелке.
9. Произвести фиксацию пробки выводом сегментов. Выдвижение фиксирующих сегментов осуществляется вращением ходовых винтов, расположенных во фланце вантуза, по часовой стрелке. Указание о направлении вращения винтов приведено возле каждого винта. Вращение винтов должно быть выполнено до упора. Вращение винтов выполнить динамометрическим ключом типа 1-120-4 ГОСТ 25605-83 или подобным с пределом измерения до 240 Нм, при этом крутящий момент не должен превышать 100 Нм. Для контроля полного подвода сегмента, произвести счёт количества оборотов каждого винта. Количество оборотов винта должно быть не менее 8. Перед выводом сегмента, рекомендуется ходовой винт провернуть до упора по часовой стрелке.
10. В случае меньшего числа оборотов, выполняемых ходовыми винтами, что свидетельствует о не зафиксированном состоянии пробки, прекратить работы, доложить руководителю работ.
11. Если количество оборотов ходовых винтов соответствует вышеуказанному, открутить гайки крепления фланцевой заглушки, снять заглушку с фланца вантуза.
12. Выполнить монтаж задвижки на фланец вантуза, поместив между ними прокладку.
13. Открыть задвижку. Заполнить внутреннюю полость арматуры маслом МГЕ – 10 А. Рекомендуемый уровень жидкости должен не доходить до зеркала фланца от 20 до 30 мм.
14. Запорную арматуру закрыть.