
-
Contents
-
Table of Contents
-
Bookmarks
Quick Links
The version of 20170806
Handheld Motion Controller
For Engraving Machine
DM500
User’s Manual
Related Manuals for Digital Dream DM500
Summary of Contents for Digital Dream DM500
-
Page 1
The version of 20170806 Handheld Motion Controller For Engraving Machine DM500 User’s Manual… -
Page 2
1 DM500 Motion Controller Introduction 1.1 Introduction of Product Digital Dream has a 20 years history in the numerical control industry, specializing in the research, devel- opment and production of various CNC (Computer Numerical Control) systems. DigitalDream aims to combine high quality and high reliability with affordability. -
Page 3
1.3 Appearance, Structure and Size of Product The DM500 motion controller contains the handheld motion controller,circuit switching wiring board,and HDMI digital high-definition transmission cable. The handheld motion controller and wiring board are communicated by 2 Meter 37 pins HDMI digital high-definition transmission cable which is shielding twisted-pair cable to avoid interference. -
Page 4
The front panel consists of 23 user keys and the 3.5’’ (480*320 ) LCD. 3.5» Screen 23 user’s keys 37 pins Male Interface 37 pins Female Interface Page -3 DM500 User’s Manual… -
Page 5
1.4 Explanation of Abbreviations When operating the DM500 Controller, the users will come across some English abbreviations. Here a list with explanations FRO: Feed Rate Override SRO: Spindle Rate Override SRJ: Jog Speed Setting F: Feed rate, unit is mm/min S: Spindle Speed, unit rev/min. -
Page 6
2 Wiring Wiring Board Drawing Page -5… -
Page 7
2.1 The Wiring Board Interface Port Board for DM500 Power supply For Inputs and Outputs DC24V COM+ RS232 communication 5.1K port X Axis Home Y Axis Home 5.1K Z Axis Home A Axis Home Probe Extended Input Port 1 (E-stop) -
Page 8
Spindle Speed Setting 3 Output Port Y02/Y03/Y03 are for settings of spindle 8 different speeds. Open-collector output,installed,Current:500mA,Voltage:30V Alarm Output Cooling output Port (M8/M9) Lubrication output Port (M10/M11) Receive Port of communication Send Port of Communication RS232 Ground of Communication Port Page -7 DM500 User’s Manual… -
Page 9
DB37 Filter Filter Switch Power Switch Power Suply 2 Supply 1 +24V +24V COM- COM+ Main controller use the same power supply with Input/output ports.(no recommended). DB37 Filter Switch Power Supply +24V COM- COM+ Page -8 DM500 User’s Manual… -
Page 10
When the Inputs and Output Ports (COM+ COM-) share the same Power supply with the controller: Motion Controller COM+ COM- Motion Controller COM+ Proximity Switch Normal Open Mode COM- It’s the best to use the first independent power supply method.Logic low Effective.NPN normal open proximity switch. Page -9 DM500 User’s Manual… -
Page 11
COM- There is 7 output pins,the electric circuit just as the above file showing. When you connect the relay,pls install a fly-wheel diode as the drawing showing. The first Independent power supply method is recommended. Page -10 DM500 User’s Manual… -
Page 12
Pls use twist Shielding Twist cable for the connection Shielding Cable Y,Z,A axis wiring are same as X axis; The controller use differencial output methods,And The Max. Output Frequency is 500Khz; Cannot connect as Common anode and cathode; Page -11 DM500 User’s Manual… -
Page 13
3. Definition of keys The Panel Keys showed as the photo below: Page -12 DM500 User’s Manual… -
Page 14
3: Parameter value decreases 1: Negative movement of Y Axis; Reset and E-STOP. 2: Data 2 input; Shift between Reset and Ready 3: Cursor moves down. 1: Negative movements for A Axis; 2: Data 3 Input. Page -13 DM500 User’s Manual… -
Page 15
3: Current machining file.(if the files name in red background color,means the controller cannot read the U-disk) 4: Total working time 5: Current operation Rights 6: The information page 7: Main Page 8: File Page 9: Parameter Page Menu tree structure Menu Main page File page Para page Page -14 DM500 User’s Manual… -
Page 16
X Find Mach Zero Admin Password Setting Y Find Mach Zero Super Admin Password Setting Z Find Mach Zero Probe Software Registration Start Line Lifetime Setting Unlock Break Lifetime Setting Nearest Point Mul Origin Save origin Load Origin Page -15 DM500 User’s Manual… -
Page 17
6. Current workpiece Coordination: G54/G55/G56/G57/G58/G59 workpiece coordination;Mach Coordi- nation; 7. Manually High/low speed; 8. Output signal status; 9. Input signal status; 10. Version information and Programming date; 11. Machining information: G code information when automatically machining;Errors. Page -16 DM500 User’s Manual… -
Page 18
The Name of folders and files, the size of files and the time and date of manipulation. The blue strip indicates the current valid target location. Page -17 DM500 User’s Manual… -
Page 19
G code and go back to the Main Page for processing the G-code file. 4.4.2 The Operation of the File Page When at the File Page,and Press the key and the page pop up the list as below: Page -18 DM500 User’s Manual… -
Page 20
Index No. Press to select the parameter and start to write it.Press the data keys and press to save the values;if press the key then cancelled saving. Page -19 DM500 User’s Manual… -
Page 21
4.5.2 The Operation of the Parameter Page When at the Parameter Page,and Press the key and the page pop up the list as above. About the File management,we will describe it in next chapter. Page -20 DM500 User’s Manual… -
Page 22
5. The Motion Controller DM500 Operation System status The Motion Controller will have some different status,now we explain the different status: 5.1.1 System Status: Reset Conditions: • when e-stop switch is triggered; • when reset key is pressed; • Error occured (Hard-limited switch or soft limited switches are triggered.) At the conditons,the system will shift the status to “Reset”,and stop running,to make sure the savety of the… -
Page 23
• The speed can be set at “SJR” or parameter adjustment. 5.2.3.2 Continuously High speed feeding Feeding to one direction at high speed. Condition: • Controller is in READY status; • Operate mode is CONT. Page -22 DM500 User’s Manual… -
Page 24
• Press the start key; • the controller will start to process the G-code file selected; • The controller status shift from “READY” to “BUSY” • When the work finished,the controller status back to “READY”. Page -23 DM500 User’s Manual… -
Page 25
The controller supplies G54-G59 6 kinds workpiece coordination and one MACH machine coordina- tion.Before running a G code file,the users need to decide one work piece coordinate. Conditions: • Controller is in READY status; • The screen go to “Main page”. Page -24 DM500 User’s Manual… -
Page 26
Save origin • Press the key and then ,then Press to confirm to save the Origin Position • Successively press the Key and then Mul Origin Load Origin ,then press to load the origin position. Page -25 DM500 User’s Manual… -
Page 27
9) If the user don’t change the origin positon of the work piece,and when the user changed different length cutters,just measure the thickness of the tool sensor and take the new data. 10) If the Z Axis Origin(Zero) position is changed,just repeat the action from 6-9. Page -26 DM500 User’s Manual… -
Page 28
4) Go to Parameter 69 and type in the thickness of the tool sensor.You should know it in advance. 5) Move the cutter above the tool sensor manually; 6) Press the key ,the press to probe. Probe Page -27 DM500 User’s Manual… -
Page 29
When there is Power-cutoff,Reset,E-stop,Limted-switch alarm and U-disk disconnected happened,that will produce a breakpoints.But,our system can automatically record the breakpoints and continue to process from the breakpoint. Conditions: • Controller is in READY status; • The screen go to “Main page” Page -28 DM500 User’s Manual… -
Page 30
FRO controls the the machine real time Feed Speed.Use A+ and Z- to adjust the Feed Speed in 10% increments.The relationship betwen the real time feed speed and the F value is: Real time feed speed=F(Feeding Value) x FRO Conditions: • Controller is in READY status; • The screen go to “Main page” Page -29 DM500 User’s Manual… -
Page 31
• As we used 3 output pins to define 8 spindle speeds.Here the S Value is from 1-8.For example if the Max spindle speed is 24000RPM,and the S value is 3,then the spindle speed is 24000*3/8=9000RPM. Press the key or change the value of S. Press the Key to Start or Stop Spindle Page -30 DM500 User’s Manual… -
Page 32
Spindle Speed Pin 1 M701/M802 Y Home M501/M601 Spindle Speed Pin 2 M703/M803 Z Home M501/M601 Spindle Speed Pin 3 M704/M804 A Home M501/M601 Alarm Output M705/M805 Probe M501/M601 M506/M606 M706/M806 E-Stop M501/M601 M507/M607 M707/M807 Start/Probe M708/M808 Pause Page -31 DM500 User’s Manual… -
Page 33
Para# 423,Define the External input 1 or not: No For Example: M706: Wait for X06 input connection G60 G01 X100: Run to X100 position M806: Wait for X06 disconnection G90 G01 X200: Run to X200 position Page -32 DM500 User’s Manual… -
Page 34
• The updating file’s name should be INSTALL • At the subdirectory of the INSTALL file,there is no file which can named as “INSTALL” • After updating successfully,delete the INSTALl file from U-disk,or everytime restart the controller, it will update automatically. Page -33 DM500 User’s Manual… -
Page 35
• The Backup data should be save into the Setting file of the root directory of U-disk • Press ,type in the admin password,and enter Restore Para U Pls note the backup data should be saved into the “setting” file at the root directory of U-disk in Advance. Page -34 DM500 User’s Manual… -
Page 36
Please do the assignment in strict accordance with the assignment scope. e、Each parameter is set with default value in advance. Please use the setting value of default parameter under the situation of not understanding the actual function of this parameter. Page -35 DM500 User’s Manual… -
Page 37
Modification of the password Conditions: • Controller is in READY status; • The screen go to “Para page” Operation: • Press ,type in the old password and new password,click “YES”. Password Setting Pls note the window as below: DM500 User’s Manual Page -36… -
Page 38
1200 0~2000 mm/s acceleration, the stop accelera- tion can be set appropriately #265 stop Acceleration of Z in M_Ctrl mode 1200 0~2000 mm/s larger #266 stop Acceleration of A in M_Ctrl mode 0~2000 1200 degree/s Page -37 DM500 User’s Manual… -
Page 39
BOOL 0: Disable,1: Enable #429 Electric Level of E-stop On Box BOOL 1: High; 0:Low #446 Definition of the External Input 2 BOOL 2/1/0 0:Null,1:Start; 2:Probe Definition of the External Input 3 BOOL 0:Null,1: Pause Page -38 DM500 User’s Manual… -
Page 40
Y axis in fixed mode 0-9999 Mach(ine) coordinate system Height of Z axis before the XY move initial Z axis in fixed mode 0-9999 under the Mach(ine) coordinate system Back off distance after probing 0~200 Page -39 DM500 User’s Manual… -
Page 41
Time of the Logo Display 0.1-10 #495 circle of interpolation 0.002 0.002-0.01 circle of interpolation #250 enable of draw tool road BOOL 0:disable 1: enable #253 mode of draw BOOL 0:statue mode 1:line mode #495 Interpolation period 0.005 0.002~0.01 DM500 User’s Manual Page -40… -
Page 42
G19:Yp Zp Plane Selection Inch/Metric Shift Inch Input: G20; (G20、G21) Metric Input: G21 Reference Point G28 IP_; Middle Point Return To Reference Point Starting Point D_ ; Tool Radius compensation (G40~G42) D: Offset No. of Tool; G40: Cancel; Page -41 DM500 User’s Manual… -
Page 43
M507-M507(The detail see the Page 32) Y01-Y07 Output Open M601-M607(The detail see the Page 32) Y01-Y07 Output Close M701-M708(The detail see the Page 32) X01-X08 Input connection and delay M801-M809(The detail see the Page 32) X01-X08 Input disconnection and delay Page -42 DM500 User’s Manual…
#1
![]()
OFFLINE
ming_up
- Пол:Мужчина
- Из:Апшеронск
Отправлено 22 Февраль 2023 — 00:06
привет коллегам))) появился у нас станок из самых недр гаражей умельцев под управлением данной системой. Что то инфо особо не нашел на него, может у кого мануальчик имеется?
З.Ы. по опыту работы на ЧПУ под различными системами, выставил ноль абсолютный, запускаю УП, но по оси Z станок уходит вниз (по механическому нулю), потом поднимается наверх, выполняет УП как нужно. как исправить пробюлему?
-
0
- Наверх
#2
![]()
OFFLINE
Dark Knight
Dark Knight
- Пол:Мужчина
- Из:Сафоново
Отправлено 22 Февраль 2023 — 00:27
Не там ищите, вот мануал.(сайт http://www.ddcnc.com)
С такой проблемой столкнулся, когда свой DDCS прошил по новой, но по просьбе китайцы поправили файл. Теперь Z, при отправке в 0 никуда не едет
Сообщение отредактировал Dark Knight: 22 Февраль 2023 — 00:29
-
0
- Наверх
#3
![]()
OFFLINE
ming_up
ming_up
- Пол:Мужчина
- Из:Апшеронск
Отправлено 22 Февраль 2023 — 01:32
так у меня он при выполнении УП сначало в мех. ноль уходит а потом все выполняет как нужно. За мануал спасибо, думал на русском где есть
-
0
- Наверх
#4
![]()
OFFLINE
niksooon
niksooon
- Пол:Мужчина
- Из:Кашира
Отправлено 22 Февраль 2023 — 02:00
по канонам ноль машины по оси Z находиться вверху …..
-
1
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
- Наверх
#5
![]()
OFFLINE
Dark Knight
Dark Knight
- Пол:Мужчина
- Из:Сафоново
Отправлено 22 Февраль 2023 — 09:04
так у меня он при выполнении УП сначало в мех. ноль уходит а потом все выполняет как нужно. За мануал спасибо, думал на русском где есть
Недавно тут обсуждали G28
Вы какой ПП используете?
Если по англицки не ферштейн, то смотрите этот, они похожи
Сообщение отредактировал Dark Knight: 22 Февраль 2023 — 14:10
-
0
- Наверх
#6
![]()
OFFLINE
ming_up
ming_up
- Пол:Мужчина
- Из:Апшеронск
Отправлено 22 Февраль 2023 — 14:48
вот что исполняет. Круг должен вырезать в два захода по 0,5 мм
вот что исполняет. Круг должен вырезать в два захода по 0,5 мм
как видео загрузить?
-
0
- Наверх
#7
![]()
OFFLINE
Admin
Admin
- Пол:Мужчина
- Из:Мир-CNC
Отправлено 22 Февраль 2023 — 14:52
- Наверх
#8
![]()
OFFLINE
ming_up
ming_up
- Пол:Мужчина
- Из:Апшеронск
Отправлено 22 Февраль 2023 — 15:24
-
0
- Наверх
#9
![]()
OFFLINE
Dark Knight
Dark Knight
- Пол:Мужчина
- Из:Сафоново
Отправлено 22 Февраль 2023 — 20:18
Еще раз спрошу, ПостПроцессор какой используете?
Вот мои УП, сделаны G-код мм , обратите внимание на шапку
Прикрепленные изображения

-
0
- Наверх
#10
![]()
OFFLINE
ming_up
ming_up
- Пол:Мужчина
- Из:Апшеронск
Отправлено 22 Февраль 2023 — 22:47
данный кусок УП созданв постпроцессоре для nc studio, аналогично станок ведет себя и при генерировании в G-code mm
-
0
- Наверх
#11
![]()
OFFLINE
Dark Knight
Dark Knight
- Пол:Мужчина
- Из:Сафоново
Отправлено 23 Февраль 2023 — 00:27
аналогично станок ведет себя и при генерировании в G-code mm
Аналогично чему, Z в 0 опускается?
В моей УП этого точно нет.
Видео бы чтоль прикрепили, очень посмотреть на это хочется.
А так с Белорезом свяжитесь, у него такой же пульт, может хоть фото настроек кинет
-
0
- Наверх
#12
![]()
OFFLINE
niksooon
niksooon
- Пол:Мужчина
- Из:Кашира
Отправлено 23 Февраль 2023 — 00:51
Вот жеж проблему раздули. полагаю что заботливые китайцы с оглядкой на нерадивых пользователей станка в прошивке контроллера предусмотрели функцию подъема оси Z макс вверх при движении в начальную(стартовую) точку УП дабы избежать столкновения с заготовкой . И все-бы работало как должно ,но есть один нюанс , машинный ноль оси Z как общепринятый канон должен находиться в наивысшей точке оси ,а у вас судя по видео он внизу ……… опровергнуть или подтвердить мой теоретические изыскания поможет видео как ось Z едет в дом и как при этом меняются координаты на дисплее пульта…….. И попутный вопрос который надо было задать в самом начале моего спича — вы процедуру отправки в Дом осей станка при каждом включении оного надеюсь производите?
-
0
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
- Наверх
#13
![]()
OFFLINE
belorez
belorez
- Пол:Мужчина
- Из:Белгород
Отправлено 23 Февраль 2023 — 02:41
У вас машинный ноль под столом. А должен быть наверху.
Чтобы это исправить, надо поднять ось Z максимально вверх, четыре раза нажать клавишу TAB, далее, нажимая на клавишу А, дойти до системы координат MACH и нажать ZA-0(она же ENTER). Подтвердить обнуление той же ENTER. Шесть раз нажать клавишу Z(1) тем самым вернуться в G54(рабочая система координат). Нажимая клавишу TAB, выйти из установок. Перекреститься и работать.
Но не помешает проверить в настройках пункты 82(безопасная высота Z), 150(безопасная Z Mach).
Сообщение отредактировал belorez: 23 Февраль 2023 — 02:50
-
0
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.
- Наверх
#14
![]()
OFFLINE
Dark Knight
Dark Knight
- Пол:Мужчина
- Из:Сафоново
Отправлено 23 Февраль 2023 — 03:21
Вот жеж проблему раздули. полагаю что заботливые китайцы с оглядкой на нерадивых пользователей станка в прошивке контроллера предусмотрели функцию подъема оси Z макс вверх при движении в начальную(стартовую) точку УП дабы избежать столкновения с заготовкой . И все-бы работало как должно ,но есть один нюанс , машинный ноль оси Z как общепринятый канон должен находиться в наивысшей точке оси ,а у вас судя по видео он внизу ……… опровергнуть или подтвердить мой теоретические изыскания поможет видео как ось Z едет в дом и как при этом меняются координаты на дисплее пульта…….. И попутный вопрос который надо было задать в самом начале моего спича — вы процедуру отправки в Дом осей станка при каждом включении оного надеюсь производите?
Об этом и написал в П.1
И все исправили, так как было до прошивки
У вас машинный ноль под столом. А должен быть наверху.
Чтобы это исправить, надо поднять ось Z максимально вверх, четыре раза нажать клавишу TAB, далее, нажимая на клавишу А, дойти до системы координат MACH и нажать ZA-0(она же ENTER). Подтвердить обнуление той же ENTER. Шесть раз нажать клавишу Z(1) тем самым вернуться в G54(рабочая система координат). Нажимая клавишу TAB, выйти из установок. Перекреститься и работать.
Но не помешает проверить в настройках пункты 82(безопасная высота Z), 150(безопасная Z Mach).
Как много телодвижений, проще купить дешевле контроллер и не читать к нему мануал
-
0
- Наверх
#15
![]()
OFFLINE
ming_up
ming_up
- Пол:Мужчина
- Из:Апшеронск
Отправлено 02 Март 2023 — 13:50
Спасибо огромное белорезу) странная все таки система обнуления координат, 150 пункт в настройках был с отрицательным значением. Внутренней памяти у меня покпзывает около 9 метров, так и есть?
-
0
- Наверх
#16
![]()
OFFLINE
belorez
belorez
- Пол:Мужчина
- Из:Белгород
Отправлено 02 Март 2023 — 16:30
странная все таки система обнуления координат
Если установлены датчики дома, то это обнуление получается само собой при отправке станка в дом. (Если датчиков нет, в дом станок отправлять не надо! Даже нельзя…)
Сообщение отредактировал belorez: 02 Март 2023 — 16:34
-
0
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.
- Наверх
#17
![]()
OFFLINE
ming_up
ming_up
- Пол:Мужчина
- Из:Апшеронск
Отправлено 03 Март 2023 — 17:00
в том то и дело что датчики стоят и по ним проходит обнуление. У меня новая проблема, при включении на пульте горит starting на черном фоне т не происходит загрузки((
-
0
- Наверх
#18
![]()
OFFLINE
ming_up
ming_up
- Пол:Мужчина
- Из:Апшеронск
Отправлено 03 Март 2023 — 17:33
обновил прошивку, теперь на китайском все, как сменить язык?
-
0
- Наверх
#19
![]()
OFFLINE
Dark Knight
Dark Knight
- Пол:Мужчина
- Из:Сафоново
Отправлено 03 Март 2023 — 20:32
Неужели трудно посмотреть в мануале, под каким номером смена языка?
-
0
- Наверх
#20
![]()
OFFLINE
ming_up
ming_up
- Пол:Мужчина
- Из:Апшеронск
Отправлено 03 Март 2023 — 21:47
Вообще не трудно, этим то и занимался, но не было успеха. В итоге нашел в интернете как это сделать
Первый dsp у меня на русском)
Первый dsp у меня на русском)
-
0
- Наверх
Доброго всем дня. Давно не писал, сначала при покупке хотел поделиться акцией, но не был уверен, что получу товар. А уже по получении решил сделать полноценный обзор. Началась эта история с того, что захотел я погрузиться в мир ЧПУ. На просторах известной барахолки нашел неплохой станок (недособран блок управления и подключение), но при этом вся механика собрана. Меня это вполне устраивало, благо с электроникой дружу. В качестве контроллера управления была простая USB платка. Ну и соответственно это тянет за собой компьютер и ПО для работы.
Первый запуск — и я ловлю жуткие помехи на плату управления от частотника. Кое-как расключив отдельно частотник, подключив к нему фильтр по питанию, отдельно плату получаю что-то удобоваримое. Станок даже работает и вырезает. И встает вопрос — мне вместо ноута нужен какой нибудь компьютер для управления. Требования — безвентиляторный, с пассивным охлаждением, металлический.
Внимание, под катом много фото внутренностей данного изделия!
Собственно имеющийся изначально контроллер, если можно так сказать.
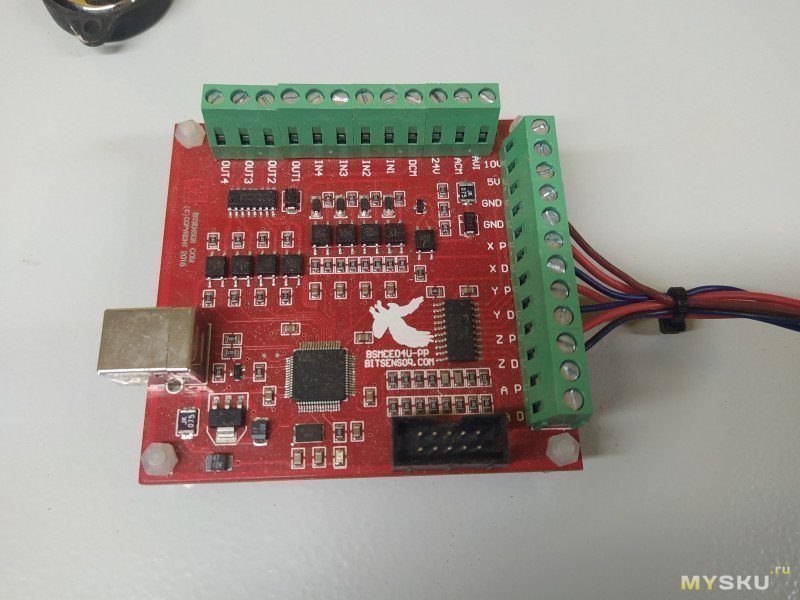
Пробовал этот контроллер с изначально рекомендованной программой DrufelCNC, которая устраивала всем в демо-режиме, но для лицензии нужен был комп, а так же Mach 3, которая изначально сложнее в настройках, но работала вполне прилично.
Начинается поиск ПК, и тут попадается на глаза контроллер DDCS V2.1 за 10000 рублей. Взвесив все за и против решаю, что такое решение чуть больше по цене, но при этом готовое устройство, не нужно думать о покупке лицензии на ПО для станка, нет внешних клавиатуры и мыши(которые ИМХО жутко пылятся и мешаются). В процессе изучения сего девайса, рекомендаций, опыта работы других людей я натыкаюсь на контроллер DM-500. Отзывы очень положительные на форумах, но цена конечно явно выше бюджета. В тот момент его средняя цена была 21000 рублей. И тут бродя по приложению Aliexpress вижу под товаром предложение — комплектом дешевле. Думаю — что же это такое, дай загляну. И о чудо. Это просто аттракцион невиданной щедрости от китайцем. Мне предлагают контроллер + 2 блока питания MeanWell за 16400. Ну кто же откажется от такой скидки.Заказал, стал ждать и думать, а придет или нет, т.к. заказ пришелся на китайский новый год.
Пруф покупки.
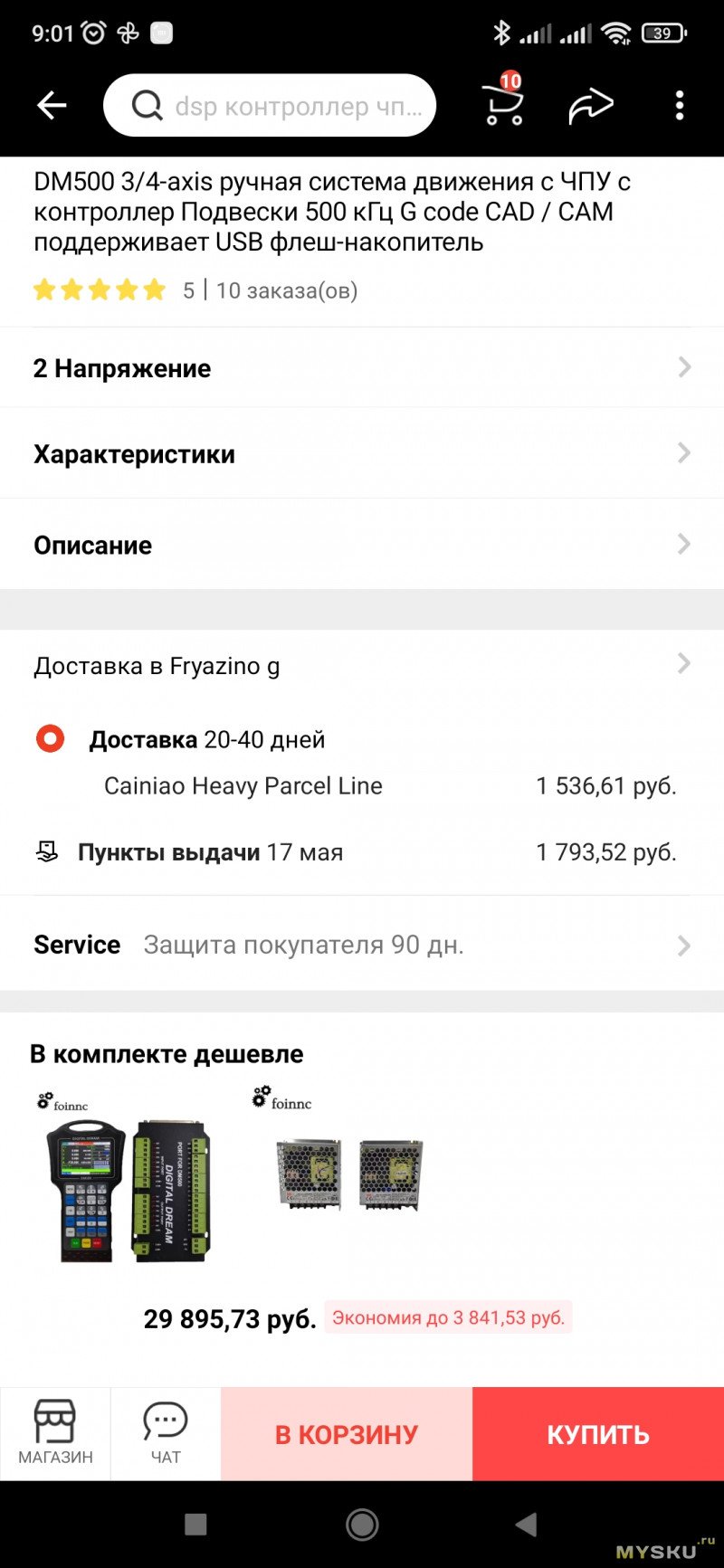
И собственно как сейчас выглядит сия акция в мобильном приложении (кстати через браузер не видел такой фишки, может плохо искал)
И вот спустя буквально через несколько дней после окончания Китайского Нового года заказ отправляется, и буквально за пару недель добирается до меня.
Чтож. Забираем заказ и посмотрим его содержимое, все таки интересно, это был аттракцион невиданной щедрости или нет.
Собственно в таком виде заказ был получен.

Внутри в пакете картонная коробка.

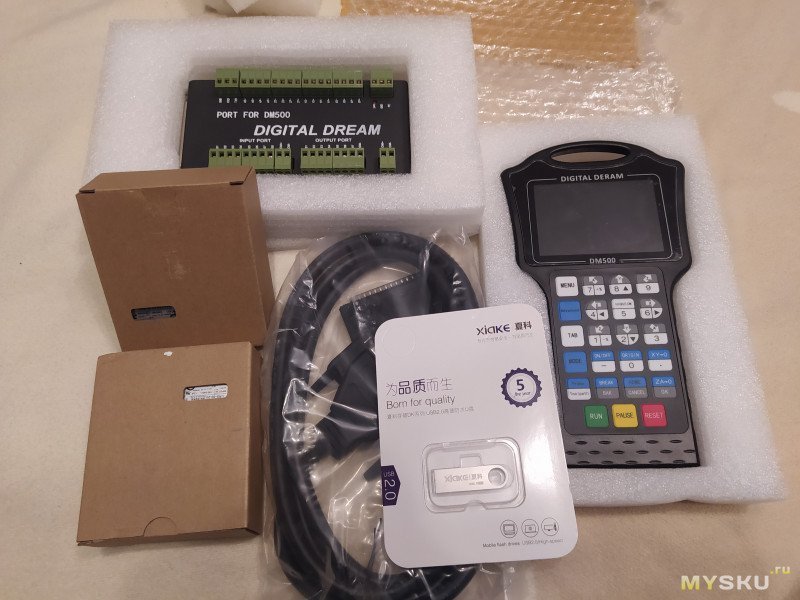
В коробке, явно не рассчитанной на 2 дополнительных блока питания лежит как и было обещано:
— Собственно контроллер DM-500
— Соединительный блок
— Соединительный кабель
— Флешка на 4 Gb
— 2 блока питания MeanWell на 24 вольта.
Блок питания крупнее. Модель блока питания LRS-50-24. С выходным напряжением 24 вольта и током 2.2 А.

Ну чтож. Отлично.
В первую очередь проверим, что все работает. Подключаем основное питание, соединяем контроллер и соединительный блок, подаем питание и… Контроллер загружается, и что удивительно, все меню уже на Русском. Прям даже приятно.
Вскрывать и изучать блоки питания не буду, их обзоров на Муське достаточно.
Флешку тоже не вижу смысла тестировать. Вкратце флешка на 4 Gb, объем честный, свою функцию передачи файлов от ПК на контроллер выполняет. А большего от нее и не требуется.
Но мне, как электронщику, очень интересно посмотреть, а что там внутри, какой мозг у данного изделия ну и тому подобное.
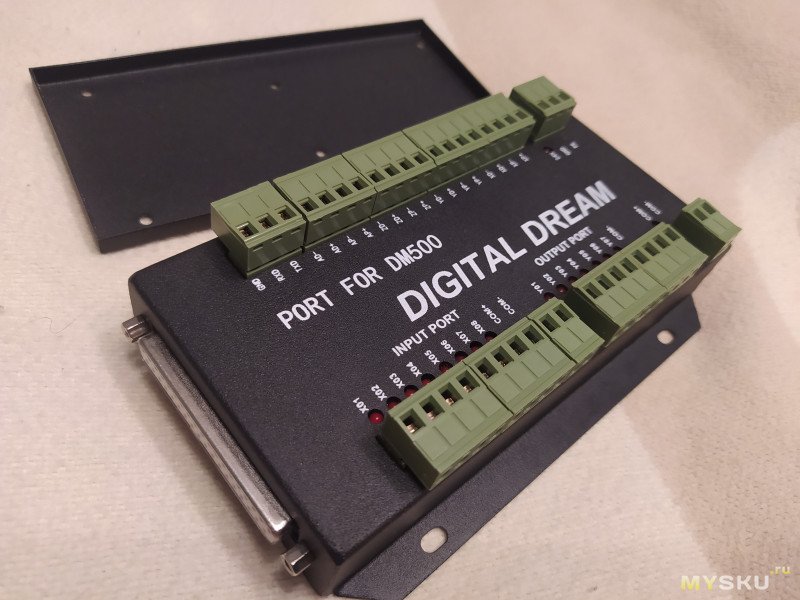
Сначала посмотрим на соединительный блок изнутри. Корпус металлический, из достаточно толстой стали состоящий из двух половинок. Откручиваем целых 6 винтов и отделяем нижнюю часть корпуса от верхней с прикрученной к ней платой. И Видим что данный блок по сути представляет удобную клеммную колодку для всех подключений.
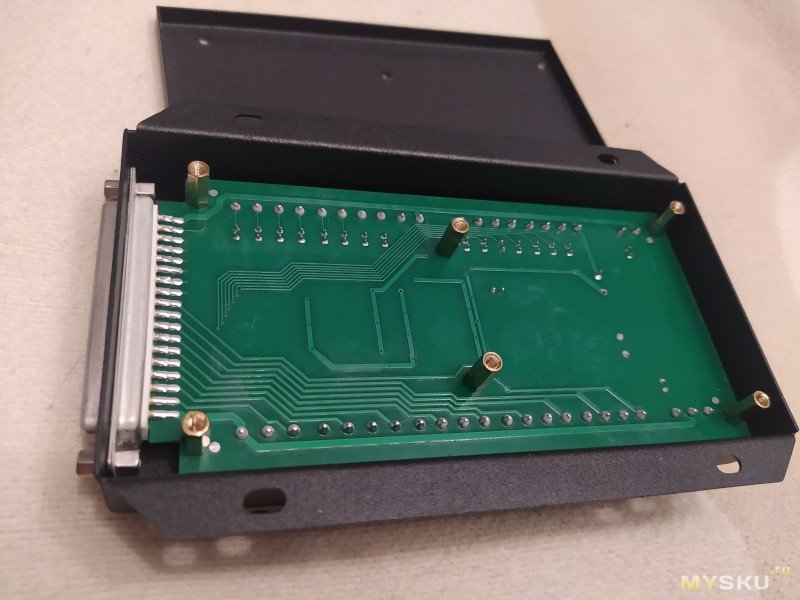
На плате кроме разъемов установлены только светодиоды на питании, входных и выходных сигналах.
Собираем этот блок обратно и приступим к самому интересному — собственно самому контроллеру. Его разборка не представляет ничего сложного. 4 самореза и пластиковый корпус разделяется на две части. Нет никаких защелок. Собственно внутри расположена одна единственная плата. Что меня порадовало — это то, что клавиатура выполнена не пленочной, а установлены нормальные кнопки на плату (в случае чего можно легко починить).


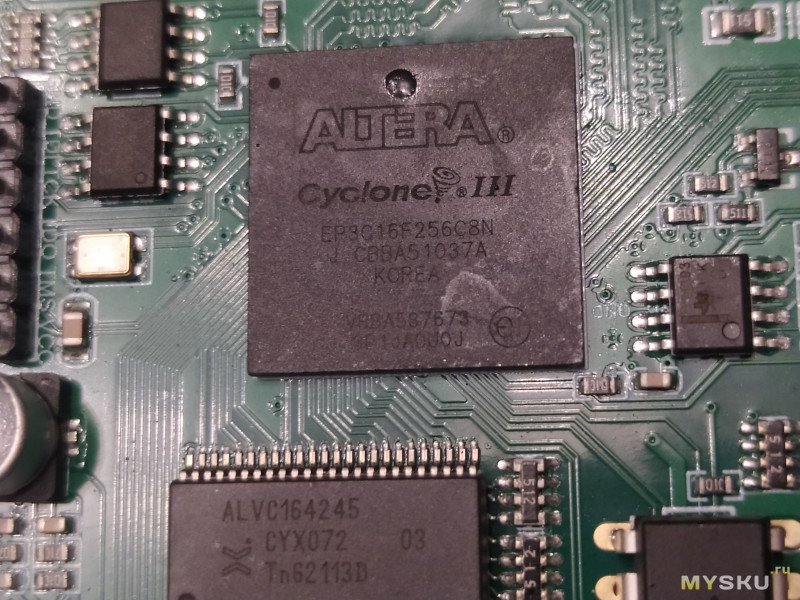
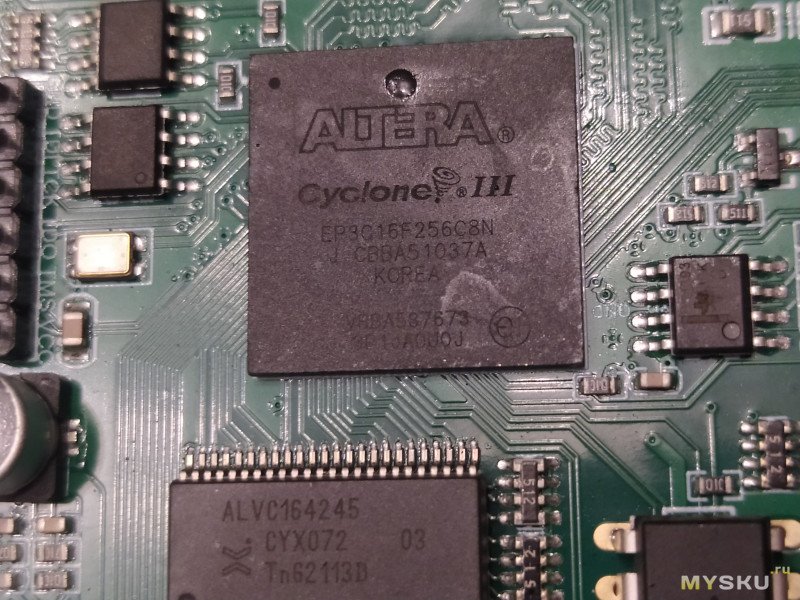
Давайте посмотрим поближе, что же поставили в данный контроллер хитрые китайцы.
В качестве мозга, отвечающего за управление установлена ПЛИС Altera Cyclone III EP3C16. С таким контроллером легко верится в обещанные 500 кГц.
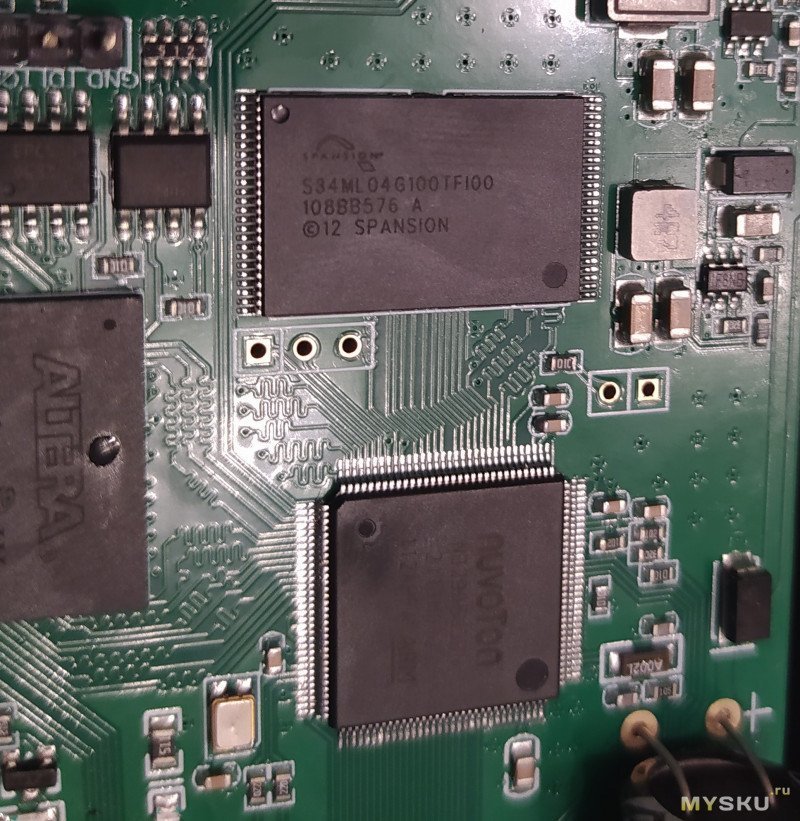
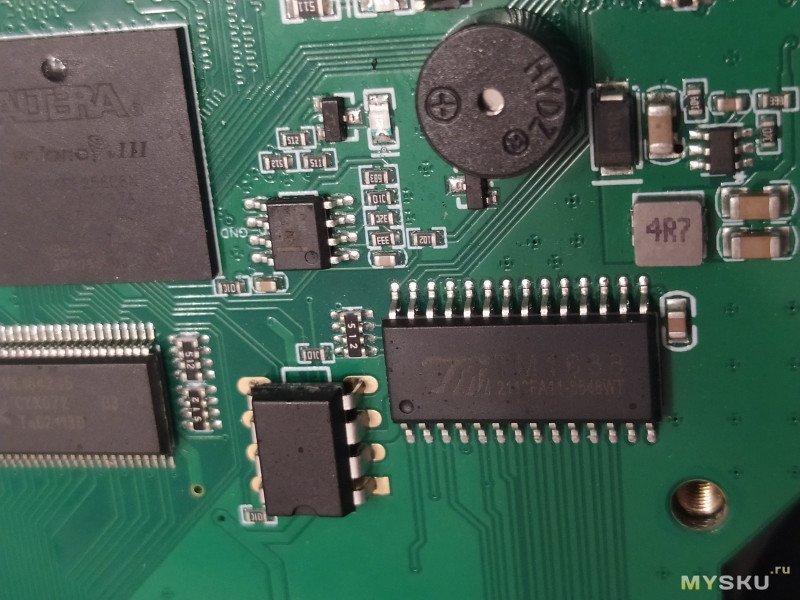
В качестве контроллера дисплея, клавиатуры и USB установлен микроконтроллер Nuvoton n32905u3dn. Данный контроллер построен на ядре ARM926EJ-S с максимальной тактовой частотой 200 МГц.

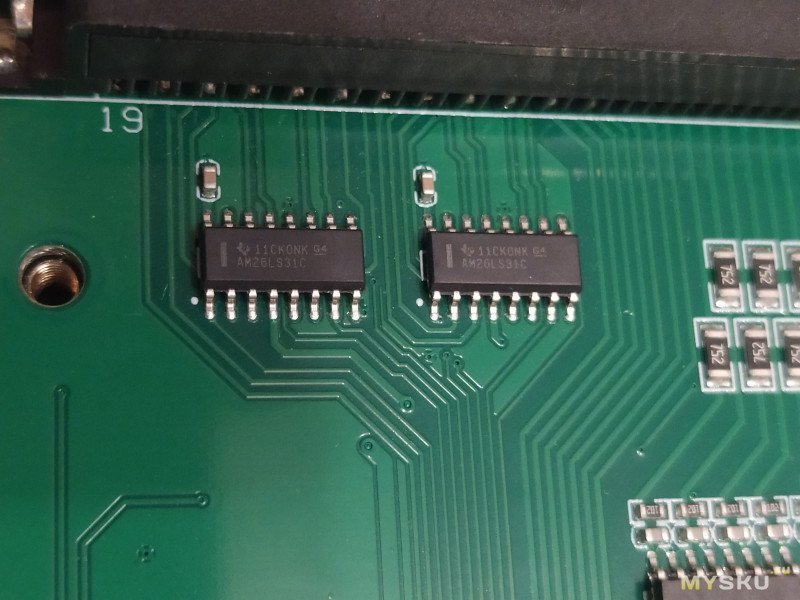
В качестве драйверов для шаговых двигателей установлены 2 микросхемы AM26LS31CDR, квадрантный дифференциальный линейный передатчик с 4 каналами. что дает как раз 8 каналов на 4 оси.
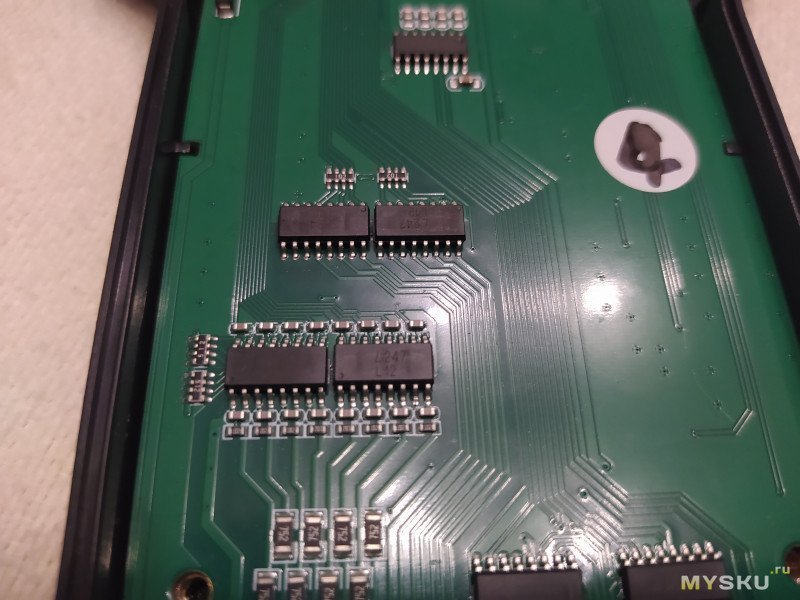
В качестве драйверов входов-выходов установлены 4 микросхемы (судя по подключению либо это оптопары, либо транзисторные ключи. Каждая из данных микросхем имеет 4 канала. Что именно за микросхема — мне не удалось понять. Если кто подскажет — огромное спасибо и плюс в карму.
К контроллеру nuvoton подключена флеш память S34ML04G100TFI000 объемом 4 Гбит, или 512 Мб.
Между Altera и драйверами стоит преобразователь уровней alvc164245 для драйверов шаговых двигателей и судя по всему дискретных выходов управления шпинделем.
Для клавиатуры установлена отдельная микросхема TM1668.
Собираем все назад и радостные бежим устанавливать новую игрушку к станку.
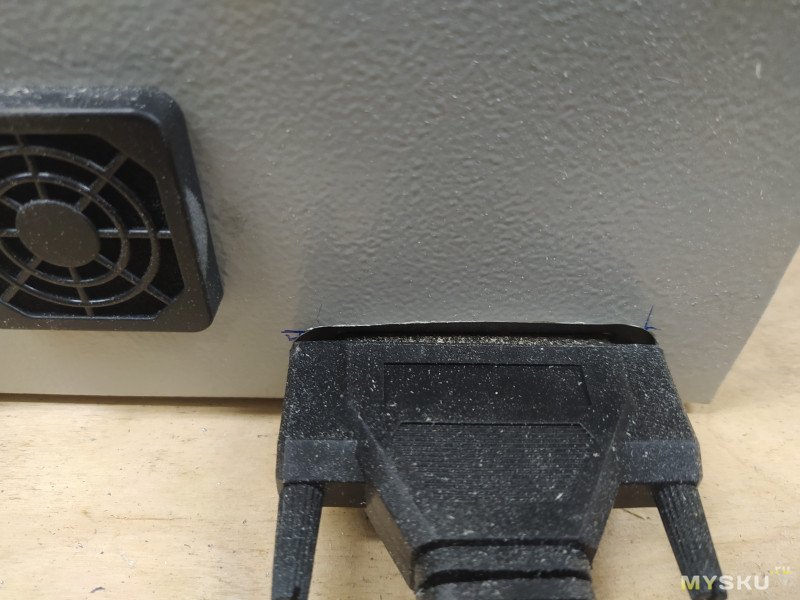
Для начала я проверил на одном драйвере шагового двигателя, что все работает. Далее выбираем место для установки соединительного блока, размечаем отверстие под разъем соединительного кабеля. После всех подготовительных манипуляций устанавливаем соединительный блок, подключаем его к драйверам шаговых двигателей. Тут хочу обратить внимание на один ньюанс (ну или я что-то не так понял) В инструкции к драйверам написано, что если внешнее устройство имеет питание более 5 вольт, то нужно ставить токоограничивающие резисторы. Изначально я их не ставил и все работало отлично, но раз надо, значит надо, тем более питание контроллера 24 вольта. Аккуратно впаял резисторы, довольный устанавливаю соединительные провода и… ничего. двигатели вообще не двигаются. Начал изучать, померил напряжение на управляющих выходах dir и pulse — 5 вольт. Вот получается зря время тратил. Иногда прежде, чем следовать инструкции, нужно все проверить. А еще лучше вот так — работает — не трожь.
Еще была дилемма — ставить 1 или 2 источника питания на контроллер. В принципе до подключению допускается и так, и так. А место в шкафу катастрофически заканчивалось. Но в итоге решил отставить 2. Уж путь на концевики будет своё питание.
Что еще хочется добавить — так это то, что с данным контроллером всякие наводки от частотника исчезли, перемещения по звуку шаговых двигателей стали более ровными, скорость работы на мой субъективный взгляд стала больше.
И собственно как все разместилось внутри шкафа управления.



Чего не хватает, а может и не нужно, так это аналогового выхода управления скоростью шпинделя. Есть 3 выхода для выбора скорости, т.е. скорость вращения выставляется дискретно. Но может это и надежней. Как минимум такому решению и помехи не страшны.
Что могу сказать в итоге.
Доволен я покупкой — очень. Если учесть ту цену, за которую взял.
Если рассматривать покупку ПК + монитор, клавиатура, мышь + лицензионное ПО для управления — то стоимость будет или незначительно ниже или даже больше + дополнительное место подо все это хозяйство (расчет стоимости брался на момент покупки).
В дальнейшем хочу к этой системе иметь возможность подключать лазер для гравировки.
На этом все, всем спасибо.
А это вместо котиков.

Автономный контроллер управления Digital Dream DM500 применяется для управления 3-ех и 4-ех осевыми фрезерными станками с ЧПУ. В состав комплекта входит все необходимое для работы: пульт управления, соединительный кабель, интерфейсная плата управления.
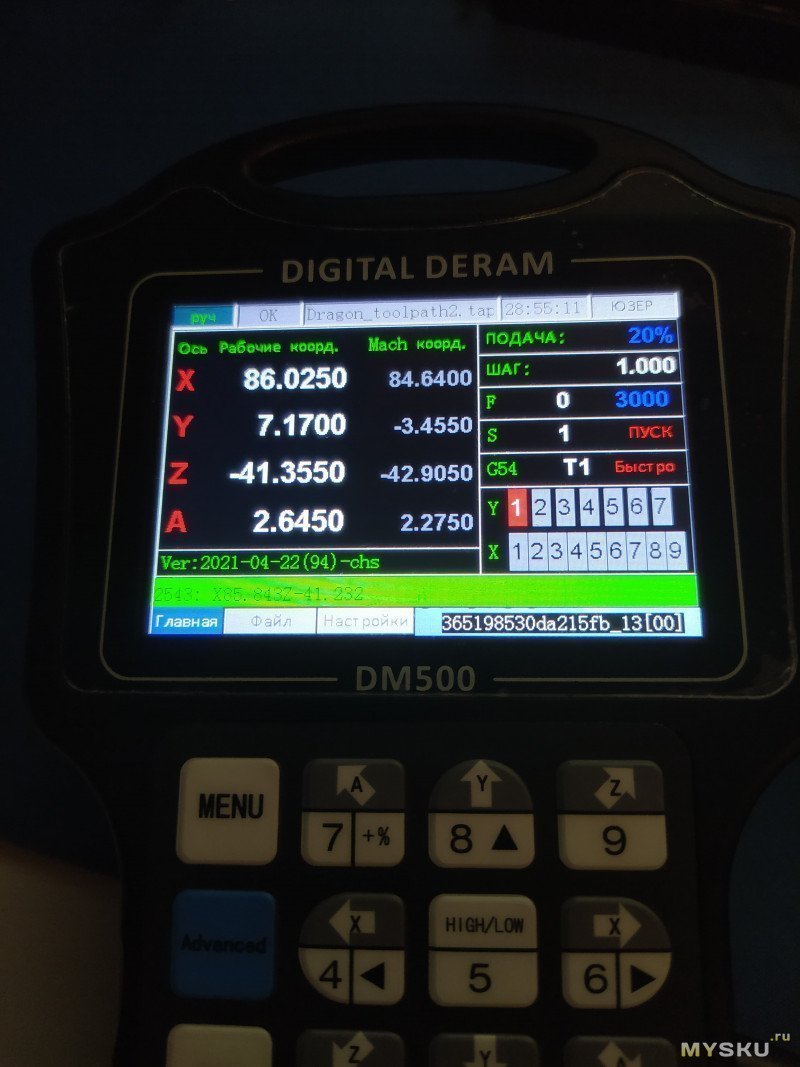
Примечательной особенностью данного контроллера является цветной экран, а также возможность визуализации траектории.
- До 4ех независимых осей управления.
- 7 опто-изолированных выходных сигналов (открытый коллектор, мощность до 500мА).
- 8 опто-изолированных входных сигналов.
- Напряжение питание DC24V (Не более 2А).
- 4 дифференциальных выхода STEPDIR с максимальной частотой до 500 кГц на ось.
- Управление преобразователем частоты (скоростью вращения шпинделя) с помощью предустановленных скоростей (3 выходных сигнала, что обеспечивает 8 предустановленных скоростей преобразователя частоты).
- Загрузка управляющей программы с внешнего Flash-накопителя.
- Восстановление работы после экстренного прерывания питания.
- Ограничение изменение настроек с помощью режимов пользователя.
1.1 Introduction of Product
Digital Dream has a 20 years history in the numerical control industry, specializing in the research, devel-
opment and production of various CNC (Computer Numerical Control) systems. DigitalDream aims to combine
high quality and high reliability with affordability. We produce 1 axis to 6 axes CNC system.
Thank you for choosing digital dream’s motion controllers.With a lots of examples and charts,this manual
will describe the features,functions and every operations of our controllers.Pls read this manual carefully before
any assembling and using.Incorrect handling can result in injury and damage to persons and engraving
machine.Pls keep the manual carefully for convenient to read it at any time in need.
DM500 is very professional 4 Axis CNC Motion Controller which is based on embedded system.DM500
operates as a standalone system without the need of a computer,and with a pendant,it makes users very conve-
nient to opreate the machines.Our controller adopts Embedded Operating System,by which the controller will
never get virus-infected.And the controller adopts look-ahead algorithm by which the the controller can read
more ahead 30-lines G-code than the operating.All the features guarantees high precision,accuracy and reliabili-
ty.And the size is very small,oepreation is very easy,very suitable for all size of Engraving machines,Milling
machines and cutting machines and so on.
1.2 Performance parameter of the DM500
1) Max. 4 Axis;2-4 Axis linear interpolation,any 2 axis circular interpolation;
2) 7 opto isolated digital outputs,8 opto isolated digital inputs;
3) Support every Input and output port definition by users.
4) The controller need 2 power supply,one power supply is for system power,one is for input and output
ports power.Both input power is 24V,2A.
5) Open-collector output, Max. output current is 500mA,can power the relay directly;
6) Differential Pulse and direction output signal,Max. 500Khz per axis;
7) Spindle Control: 3 I/O ports control 8 different speeds(3 lines 8 speeds),1 I/O control the Start/Stop;
 The System Support standard G-code.Also Support the popular CAD/CAM software,such as ArtCam,-
The System Support standard G-code.Also Support the popular CAD/CAM software,such as ArtCam,-
MasterCam,ProE and so on.
9) USB flash disk support for G code file input;
10) The control system can preview the process path before machining,and it makes the system more
steady,working smoothy and precise;
11) Acceleration/Deceleration Mode: S curve;
12) Support un-limited size file for machining;
13) Manual/Automatic machining function;
14) Support the operation to Start a G code from a specific line;
15) Support for «Power Cut» recovery. Data is automatically saved;
16) Support time-lock function;
17) Support 4 kinds operation rights:visitor,operator,admin,super admin;
Page -1
DM500 User’s Manual