Радиально-сверлильный станок 2М55 нашел применение не только в единичном и мелкосерийном производстве, но и в серийном и крупносерийном производстве, при условии дооснащения его специализированными приспособлениями.
Завод изготовитель и основоположник производства станков находится в Украине, городе Одессе. Выпуск налажен с 1946 года. 
Назначение
Как видно из названия, данная модель производит операции, связанные с обработкой отверстий. Используя различный инструмент, отверстия обрабатываются при помощи: сверления и рассверливания, зенкерования и цекования, а затем развертывания. Также на станке обрабатываются подрезанием торцы и нарезается резьба в теле детали. Радиально-сверлильные станки 2М55, оснащение которых можно расширить специализированными приспособлениями, производят операции по выточке канавок внутри отверстий, вырезание на металлическом листе отверстий, а также могут проводить высокоскоростную обработку.
Главным достоинством радиально-сверлильных станков является отсутствие перемещения заготовки во время обработки. Тяжелые или с большими габаритами детали устанавливаются один раз, а обработка ведется путем перемещения инструмента над поверхностью детали. Такой метод снижает потерю времени на переустановку и избавляет от неудобств по кантованию.
Расшифровка названия станка
Расшифровывается маркировка следующим образом:
- 2 – вторая группа по классификации – сверлильный;
- м – подвергшийся модификации;
- 5 – это подгруппа (тип) – радиально-сверлильный;
- 5 – параметр допустимого значения – размер при сверлении по улучшенной стали 50 мм.
Технические параметры и характеристики
Радиально-сверлильный станок 2М55, технические характеристики которого отражают следующие параметры:
- класс точности – Н согласно ГОСТ 8-71;
- максимально допустимый размер сверления:
- чугун – 63 мм;
- сталь – 50 мм;
- отдаление пиноли от колонны (расстояние между осями) – 400-1600 мм;
- длина смещения по горизонтали – 1200 мм;
- высота от стола и торца вала:
- мах — 1600 мм;
- min — 450 мм;
- длина смещения по вертикали рукава – 800 мм;
- скорость движения рукава – 1,4 м/мин;
- расстояние опускания пиноли — 350 мм;
- разворот рукава — 360°;
- установочная плита ШхД – 1000х2530 мм.
Пиноль:
- конус на шпинделе для посадки инструмента – Морзе 5 согласно ГОСТа 24644-81;
- количество переключаемых скоростей – 21;
- диапазон установочных скоростей – min 20 мин-1, max 2000 мин-1;
- количество подач – 12;
- диапазон подач – 0,056-2,5 мм/об;
- усилие подачи при резании, max – 20000 Н;
- крутящий момент — 7000 Н•м.
Параметры электрических элементов:
- общая сеть, ток — трехфазный переменный;
- мощность электродвигателей:
- главного — 4000 Вт;
- привода рукава — 2200 Вт;
- зажим колонны — 500 Вт;
- зажим сверлильного узла – 500 Вт;
- станции СОЖ — 125 Вт;
- переключения скоростей – 150 Вт;
- переключения подач – 150 Вт;
Габариты:
- габариты у станка, ДхШхВ — 2545х1000х3315 мм;
- вес оборудования — 4,1 т.
Паспортные данные
Паспорт радиально-сверлильного станка содержит дополнительные характеристики:
- зажим колонны – гидравлический;
- зажим рукава – электрический;
- зажим сверлильного узла на рукаве – гидравлический;
- ускоренные подачи – отсутствуют.
Скачать паспорт (инструкцию по эксплуатации) радиально-сверлильного станка 2М55
Кинематика
Назначение
Как видно из названия, данная модель производит операции, связанные с обработкой отверстий. Используя различный инструмент, отверстия обрабатываются при помощи: сверления и рассверливания, зенкерования и цекования, а затем развертывания. Также на станке обрабатываются подрезанием торцы и нарезается резьба в теле детали. Радиально-сверлильные станки 2М55, оснащение которых можно расширить специализированными приспособлениями, производят операции по выточке канавок внутри отверстий, вырезание на металлическом листе отверстий, а также могут проводить высокоскоростную обработку.
Главным достоинством радиально-сверлильных станков является отсутствие перемещения заготовки во время обработки. Тяжелые или с большими габаритами детали устанавливаются один раз, а обработка ведется путем перемещения инструмента над поверхностью детали. Такой метод снижает потерю времени на переустановку и избавляет от неудобств по кантованию.
Расшифровка названия станка
Расшифровывается маркировка следующим образом:
- 2 – вторая группа по классификации – сверлильный;
- м – подвергшийся модификации;
- 5 – это подгруппа (тип) – радиально-сверлильный;
- 5 – параметр допустимого значения – размер при сверлении по улучшенной стали 50 мм.
Технические параметры и характеристики
Радиально-сверлильный станок 2М55, технические характеристики которого отражают следующие параметры:
- класс точности – Н согласно ГОСТ 8-71;
- максимально допустимый размер сверления:
- чугун – 63 мм;
- сталь – 50 мм;
- отдаление пиноли от колонны (расстояние между осями) – 400-1600 мм;
- длина смещения по горизонтали – 1200 мм;
- высота от стола и торца вала:
- мах — 1600 мм;
- min — 450 мм;
- длина смещения по вертикали рукава – 800 мм;
- скорость движения рукава – 1,4 м/мин;
- расстояние опускания пиноли — 350 мм;
- разворот рукава — 360°;
- установочная плита ШхД – 1000х2530 мм.
Пиноль:
- конус на шпинделе для посадки инструмента – Морзе 5 согласно ГОСТа 24644-81;
- количество переключаемых скоростей – 21;
- диапазон установочных скоростей – min 20 мин-1, max 2000 мин-1;
- количество подач – 12;
- диапазон подач – 0,056-2,5 мм/об;
- усилие подачи при резании, max – 20000 Н;
- крутящий момент — 7000 Н•м.
Параметры электрических элементов:
- общая сеть, ток — трехфазный переменный;
- мощность электродвигателей:
- главного — 4000 Вт;
- привода рукава — 2200 Вт;
- зажим колонны — 500 Вт;
- зажим сверлильного узла – 500 Вт;
- станции СОЖ — 125 Вт;
- переключения скоростей – 150 Вт;
- переключения подач – 150 Вт;
Габариты:
- габариты у станка, ДхШхВ — 2545х1000х3315 мм;
- вес оборудования — 4,1 т.
Паспортные данные
Паспорт радиально-сверлильного станка содержит дополнительные характеристики:
- зажим колонны – гидравлический;
- зажим рукава – электрический;
- зажим сверлильного узла на рукаве – гидравлический;
- ускоренные подачи – отсутствуют.
Скачать паспорт (инструкцию по эксплуатации) радиально-сверлильного станка 2М55
Кинематика![Кинематическая схема станка 2М55]() Кинематическая схема станка 2М55 обеспечивает движение четырех цепей:
Кинематическая схема станка 2М55 обеспечивает движение четырех цепей:
- главное движение – обороты на шпинделе;
- рабочие подачи;
- движение сверлильного узла по рукаву;
- движение рукава по колонне.
Электрооборудование
На станке 2М55 электрическая схема отображает управление рабочими органами. Электрическая принципиальная схема представлена на рисунке. 
- Безопасность работы на станке обеспечивают блокировки.
- Если командоаппарат находится во включенном состоянии, то питание на двигатель подаваться не будет до тех пор, пока рукоятку управления не установят в нейтральное положение.
- Переключение скоростей невозможно во время работы гидропреселектора. Сигнал не подается на катушку золотника.
- Ограничение перемещений рукава по колонне осуществляется двумя конечными выключателями.
Подавая питание в электрическую цепь, включаются главный двигатель и двигатель гидростанции, и станок переходит в режим наладки. Зажим и отжим сверлильного узла и колонны гидравлический. Электросхема управляет катушками гидрозолотника. Организована возможность отдельного отжима сверлильного узла. Поворачивать рукав и перемещать сверлильную головку можно только в ручную, нажав на кнопку отжима. Движение рукава по колонне осуществляется от отдельного двигателя М2.
Схема обеспечивает преселективный преднабор скоростей вращения шпинделя и рабочих подач. Данные операции производятся во время работы станка. По окончании обработки сигнал с реле подается на двигатель М5. Он перемещает механизм переключения до согласования положений переключателя В11 с переключателем В13. После этого происходит переключений на заданные режимы. На шпинделе организовано реверсивное вращение. Контроль нагрузки на двигатель шпинделя осуществляется амперметром ИП1.
Органы управления
На станок 2М55 руководство по эксплуатации приводит описание управления станком. 
- Безопасность работы на станке обеспечивают блокировки.
- Если командоаппарат находится во включенном состоянии, то питание на двигатель подаваться не будет до тех пор, пока рукоятку управления не установят в нейтральное положение.
- Переключение скоростей невозможно во время работы гидропреселектора. Сигнал не подается на катушку золотника.
- Ограничение перемещений рукава по колонне осуществляется двумя конечными выключателями.
Подавая питание в электрическую цепь, включаются главный двигатель и двигатель гидростанции, и станок переходит в режим наладки. Зажим и отжим сверлильного узла и колонны гидравлический. Электросхема управляет катушками гидрозолотника. Организована возможность отдельного отжима сверлильного узла. Поворачивать рукав и перемещать сверлильную головку можно только в ручную, нажав на кнопку отжима. Движение рукава по колонне осуществляется от отдельного двигателя М2.
Схема обеспечивает преселективный преднабор скоростей вращения шпинделя и рабочих подач. Данные операции производятся во время работы станка. По окончании обработки сигнал с реле подается на двигатель М5. Он перемещает механизм переключения до согласования положений переключателя В11 с переключателем В13. После этого происходит переключений на заданные режимы. На шпинделе организовано реверсивное вращение. Контроль нагрузки на двигатель шпинделя осуществляется амперметром ИП1.
Органы управления
На станок 2М55 руководство по эксплуатации приводит описание управления станком. На рисунке представлены следующие органы управления, находящиеся на сверлильной головке:
- ускоренный подвод шпинделя, подключение рабочей подачи – 5;
- настройка глубины сверления – 6;
- блокировка подачи во время нарезания резьбы – 7;
- фиксатор регулирования опускания крана СОЖ – 8;
- отжим сверлильной головки – 9;
- отжим колонны вместе с сверлильной головкой – 10;
- зажим колонны вместе с сверлильной головкой – 11;
- соединение лимба и механизма подач -12;
- точная настройка лимба -13;
- амперметр (индикатор нагрузки) – 14;
- регулятор натяжения пружин в противовесе – 15;
- индикатор преднабора – 16;
- подъем рукава – 17;
- отключение шпинделя – 18;
- рукоятка преднабора – 19;
- пуск главного двигателя – 20;
- опускание рукава – 21;
- преднабор подач – 22;
- кнопка стоп – 23;
- реверс – 25;
- местное освещение – 26;
- включение механической подачи – 29;
- точная подача вручную – 30;
- кран СОЖ – 31;
- маховик движения сверлильного узла — 32.
Система охлаждения
В полости плиты размещена емкость для СОЖ. Охлаждающая жидкость подается в зону резания, к наконечнику, насосом по шлангу. В зависимости от габаритов детали можно производить регулирование высоты наконечника. В 2М55 количество СОЖ заливается в зависимости от производительности насоса. Его производительность 22 л/мин.  Перечень элементов системы охлаждения:
Перечень элементов системы охлаждения:
- крышка закрывающая емкость -1;
- насос в сборе – 2;
- шланг – 3;
- тройник – 4;
- регулятор опускания – 5;
- штанга – 6;
- наконечник – 7;
- шарнирное соединение – 8;
- сетка – 9.
Возможные неисправности
Неисправности 2М55 выявляются при нажатии на кнопки управления. Самыми распространенными являются (причины):
- отсутствие начала перемещений или включения механизмов при нажатии на клавиши (нет питания в электрической цепи);
- неправильный выбор скоростей и подач после преднабора (сбой регулировки);
- отсутствие вращения на шпинделе (низкое давление в гидросистеме);
- отключение подачи при сверлении, срабатывание предохранительного устройства (затупился инструмент, не правильно выбран режим резания).
С остальными возможными неисправностями можно ознакомиться в инструкции по эксплуатации радиально-сверлильного станка.
На чтение 10 мин. Просмотров 1 Опубликовано 27 апреля, 2023
Содержание
- Радиально-сверлильный станок 2М55: характеристики и документация
- Сферы применения и технические особенности станка
- Конструкция оборудования
- Технические характеристики модели
- Радиально-сверлильный станок 2М55
- Назначение
- Расшифровка названия станка
- Технические параметры и характеристики
- Паспортные данные
- Кинематика
- Электрооборудование
- Органы управления
- Система охлаждения
- Возможные неисправности
Радиально-сверлильный станок 2М55: характеристики и документация
Радиально-сверлильный станок 2М55, который относится к категории двухколонного оборудования, пришел на смену устаревшей модели 2Н55. Технические возможности данного станка, который массово выпускался на Одесском станкостроительном заводе во второй половине прошлого века, позволяют применять его для эффективного выполнения различных технологических операций при работе с деталями корпусного типа.

Внешний вид радиально-сверлильного станка 2М55
Сферы применения и технические особенности станка
Станок 2М55, конструкция которого разработана в известном Одесском конструкторском бюро «АРС», служит для выполнения таких технологических операций, как:
- сверление и рассверливание отверстий;
- зенкерование;
- развертывание;
- растачивание предварительно выполненных отверстий;
- нарезание внутренней резьбы;
- подрезка торцов деталей и др.
Благодаря универсальности радиально-сверлильного станка модели 2М55 его успешно используют на предприятиях, выпускающих продукцию единичными, мелкими и средними сериями, и в сборочных цехах предприятий, работающих в сфере тяжелого транспортного машиностроения. Технические возможности станка позволяют оснащать его дополнительными приспособлениями и инструментами, благодаря которым это устройство можно использовать в крупносерийном производстве.

Массивное основание станка 2М55 позволяет разместить два стола и работать с крупногабаритными деталями
Важное преимущество использования рассматриваемого аппарата состоит в том, что обрабатываемая деталь остается неподвижной, а все перемещения совершает шпиндельный узел с закрепленным в нем режущим инструментом. Такая конструктивная особенность модели 2М55 позволяет экономить время, а также исключает необходимость перемещать габаритные и тяжелые детали по рабочему столу оборудования.
Установочные размеры станка
К преимуществам радиально-сверлильного станка модели 2М55 относят следующие особенности.
- В верхней части агрегата отсутствуют механизмы, нуждающиеся в обслуживании, что значительно облегчает процесс использования аппарата.
- Зажим колонны из-за использования конусного механизма отличается высокой жесткостью, что делает возможной обработку на высоких скоростях. Благодаря такой характеристике увеличивается ход траверсы по колонне и головки для сверления по траверсе, в результате возрастает объем рабочего пространства.
- Благодаря двухстоечной компоновке радиально-сверлильного станка 2М55 и оснащению траверсы оборудования жесткими направляющими обеспечивается высокая точность обработки заготовок.
- Высокая скорость передвижения рукава по колонне и быстродействие его зажима значительно сокращают время выполнения вспомогательных операций.
- Конструкция направляющих станка, при разработке которой были использованы инновационные подходы, увеличивает его ремонтопригодность и сокращает время на техническое обслуживание.
Особое значение имеют следующие характеристики радиально-сверлильного станка модели 2М55. - Противовес, которым оснащен шпиндельный узел, дает возможность оперативно регулировать данный узел в зависимости от веса используемого инструмента.
- Колонна станка из-за специальной конструкции поворачивается очень легко, в результате оператор затрачивает минимум усилий при выполнении такой операции.
- Направляющие станка не нуждаются в частом шабрении, для восстановления их характеристик достаточно плановых мероприятий.
- Технические возможности радиально-сверлильного станка 2М55 предусматривают автоматическое отключение вращающегося инструмента тогда, когда он достиг требуемой глубины сверления.
- Зажим колонны благодаря своей особой конструкции создает значительный тормозной момент, что повышает производительность устройства.
- В конструкции радиально-сверлильного станка 2М55 имеется электрогидравлический преселективный механизм, управляемый дистанционно и позволяющий предварительно устанавливать необходимые характеристики сверления, а также оперативно изменять их в ходе обработки.
- Высокая жесткость станка 2М55 способствует тому, что ось шпинделя остается в исходном положении в процессе работы.
Органы управления станка (нажмите для увеличения)
Конструкция оборудования
Радиально-сверлильный станок модели 2М55 состоит из:
- рукава (траверсы);
- плиты-основания;
- системы охлаждения;
- коробки скоростей;
- головки для сверления;
- устройства, обеспечивающего фиксацию сверлильной головки;
- станции гидравлического оборудования;
- панели гидравлического оборудования, гидравлических коммуникаций, гидропреселектора и его привода;
- главного гидравлического цилиндра;
- редуктора;
- устройства, обеспечивающего подъем траверсы;
- вала червяка;
- токосъемника;
- колонны;
- электрического оборудования головки, рукава и колонны;
- шпиндельного узла;
- коробки подач;
- фрикционной муфты;
- механизма, обеспечивающего перемещение рабочей головки в ручном режиме;
- противовесного устройства;
- системы управления;
- устройства для включения подач и управления ими;
- насосного механизма.
Функцию основания радиально-сверлильного станка выполняет массивная плита. На ней монтируется цоколь для установки вращающейся колонны. На выполненной из стали колонне находится рукав с рабочей головкой, перемещение которого обеспечивает специальный механизм.

Доступ для регулировки давления в гидросистеме осуществляется с тыльной стороны станка
Рабочая головка – это отдельный механизм, включающий несколько конструктивных элементов: шпиндельный узел, противовес, коробку подач и скоростей. По траверсе данный узел перемещается в ручном режиме, а в необходимом положении фиксируется посредством специального зажимного механизма.

Снятая рабочая голова станка
Технические характеристики модели
Радиально-сверлильный станок рассматриваемой модели, согласно паспорту, обладает следующими техническими характеристиками.
- Максимальный диаметр отверстия, получаемого на данном станке (для стальных деталей), – 50 мм.
- Категория точности оборудования – «Н».
- Рукав с расположенной на нем сверлильной головкой может поворачиваться на 3600.
- Максимальное перемещение траверсы в вертикальном направлении – 750 мм.
- Торец шпинделя может располагаться относительно рабочего стола в интервале от 450 до 1600 мм.
- Габариты рабочего стола – 2555х1000 мм.
- Минимальное расстояние от оси шпиндельной головки до колонны станка – 375 мм, максимальное – 1600 мм.
- Рабочая головка может передвигаться по траверсе на расстояние до 1225 мм.
- Наибольший ход шпинделя в вертикальном направлении – 400 мм.
- Масса станка составляет 4700 кг.
Характеристики станка 2М55
На станке данной модели, согласно паспорту, установлено шесть электрических двигателей:
- отвечающий за главное движение (мощность – 4,5 кВт);
- обеспечивающий гидравлический зажим колонны (0,55 кВт);
- привода вертикального перемещения траверсы (2,2 кВт);
- отвечающий за подачи (0,15 кВт);
- коробки скоростей (0,15 кВт);
- отвечающий за подачу охлаждающей жидкости (0,125 кВт).
Для питания радиально-сверлильного станка 2М55 необходима трехфазная электрическая сеть с напряжением 380 В. Выключатели для запуска аппарата и его охлаждающей системы находятся на цоколе колонны. Панель с кнопками, управляющими работой станка, располагается в нише траверсы. Электрическое питание и заземление агрегата обеспечиваются за счет использования токосъемника кольцевой конструкции.

Пульт управления сверлильным станком 2М55
Пульт, расположенный на сверлильной головке, оснащен блоком управления рабочими режимами оборудования, а также индикатором, отражающим уровень нагрузки на станок, что позволяет контролировать работу главного электрического двигателя.
Работа шпиндельного узла управляется при помощи специального командного аппарата, на панели которого для этого имеются кнопки и соответствующие рукоятки. Для того чтобы выполнить полную остановку радиально-сверлильного станка, необходимо задействовать кнопку с толкателем красного цвета.
Ниже вы можете бесплатно скачать техническую документацию по данному станку.
Источник
Радиально-сверлильный станок 2М55
Радиально-сверлильный станок 2М55 нашел применение не только в единичном и мелкосерийном производстве, но и в серийном и крупносерийном производстве, при условии дооснащения его специализированными приспособлениями.
Завод изготовитель и основоположник производства станков находится в Украине, городе Одессе. Выпуск налажен с 1946 года.

Назначение
Как видно из названия, данная модель производит операции, связанные с обработкой отверстий. Используя различный инструмент, отверстия обрабатываются при помощи: сверления и рассверливания, зенкерования и цекования, а затем развертывания. Также на станке обрабатываются подрезанием торцы и нарезается резьба в теле детали.
Радиально-сверлильные станки 2М55, оснащение которых можно расширить специализированными приспособлениями, производят операции по выточке канавок внутри отверстий, вырезание на металлическом листе отверстий, а также могут проводить высокоскоростную обработку.
Главным достоинством радиально-сверлильных станков является отсутствие перемещения заготовки во время обработки. Тяжелые или с большими габаритами детали устанавливаются один раз, а обработка ведется путем перемещения инструмента над поверхностью детали. Такой метод снижает потерю времени на переустановку и избавляет от неудобств по кантованию.
Расшифровка названия станка
Расшифровывается маркировка следующим образом:
- 2 – вторая группа по классификации – сверлильный;
- м – подвергшийся модификации;
- 5 – это подгруппа (тип) – радиально-сверлильный;
- 5 – параметр допустимого значения – размер при сверлении по улучшенной стали 50 мм.
Технические параметры и характеристики
Радиально-сверлильный станок 2М55, технические характеристики которого отражают следующие параметры:
- класс точности – Н согласно ГОСТ 8-71;
- максимально допустимый размер сверления:
- чугун – 63 мм;
- сталь – 50 мм;
- отдаление пиноли от колонны (расстояние между осями) – 400-1600 мм;
- длина смещения по горизонтали – 1200 мм;
- высота от стола и торца вала:
- мах — 1600 мм;
- min — 450 мм;
- длина смещения по вертикали рукава – 800 мм;
- скорость движения рукава – 1,4 м/мин;
- расстояние опускания пиноли — 350 мм;
- разворот рукава — 360°;
- установочная плита ШхД – 1000х2530 мм.
- конус на шпинделе для посадки инструмента – Морзе 5 согласно ГОСТа 24644-81;
- количество переключаемых скоростей – 21;
- диапазон установочных скоростей – min 20 мин-1, max 2000 мин-1;
- количество подач – 12;
- диапазон подач – 0,056-2,5 мм/об;
- усилие подачи при резании, max – 20000 Н;
- крутящий момент — 7000 Н•м.
Параметры электрических элементов:
- общая сеть, ток — трехфазный переменный;
- мощность электродвигателей:
- главного — 4000 Вт;
- привода рукава — 2200 Вт;
- зажим колонны — 500 Вт;
- зажим сверлильного узла – 500 Вт;
- станции СОЖ — 125 Вт;
- переключения скоростей – 150 Вт;
- переключения подач – 150 Вт;
Паспортные данные
Паспорт радиально-сверлильного станка содержит дополнительные характеристики:
- зажим колонны – гидравлический;
- зажим рукава – электрический;
- зажим сверлильного узла на рукаве – гидравлический;
- ускоренные подачи – отсутствуют.
Скачать паспорт (инструкцию по эксплуатации) радиально-сверлильного станка 2М55
Кинематика

Кинематическая схема станка 2М55
Кинематическая схема станка 2М55 обеспечивает движение четырех цепей:
- главное движение – обороты на шпинделе;
- рабочие подачи;
- движение сверлильного узла по рукаву;
- движение рукава по колонне.
Электрооборудование
На станке 2М55 электрическая схема отображает управление рабочими органами. Электрическая принципиальная схема представлена на рисунке.

Электрическая схема станка 2М55
- Безопасность работы на станке обеспечивают блокировки.
- Если командоаппарат находится во включенном состоянии, то питание на двигатель подаваться не будет до тех пор, пока рукоятку управления не установят в нейтральное положение.
- Переключение скоростей невозможно во время работы гидропреселектора. Сигнал не подается на катушку золотника.
- Ограничение перемещений рукава по колонне осуществляется двумя конечными выключателями.
Подавая питание в электрическую цепь, включаются главный двигатель и двигатель гидростанции, и станок переходит в режим наладки.
Зажим и отжим сверлильного узла и колонны гидравлический. Электросхема управляет катушками гидрозолотника. Организована возможность отдельного отжима сверлильного узла.
Поворачивать рукав и перемещать сверлильную головку можно только в ручную, нажав на кнопку отжима. Движение рукава по колонне осуществляется от отдельного двигателя М2.
Схема обеспечивает преселективный преднабор скоростей вращения шпинделя и рабочих подач. Данные операции производятся во время работы станка. По окончании обработки сигнал с реле подается на двигатель М5. Он перемещает механизм переключения до согласования положений переключателя В11 с переключателем В13. После этого происходит переключений на заданные режимы.
На шпинделе организовано реверсивное вращение.
Контроль нагрузки на двигатель шпинделя осуществляется амперметром ИП1.
Органы управления
На станок 2М55 руководство по эксплуатации приводит описание управления станком.

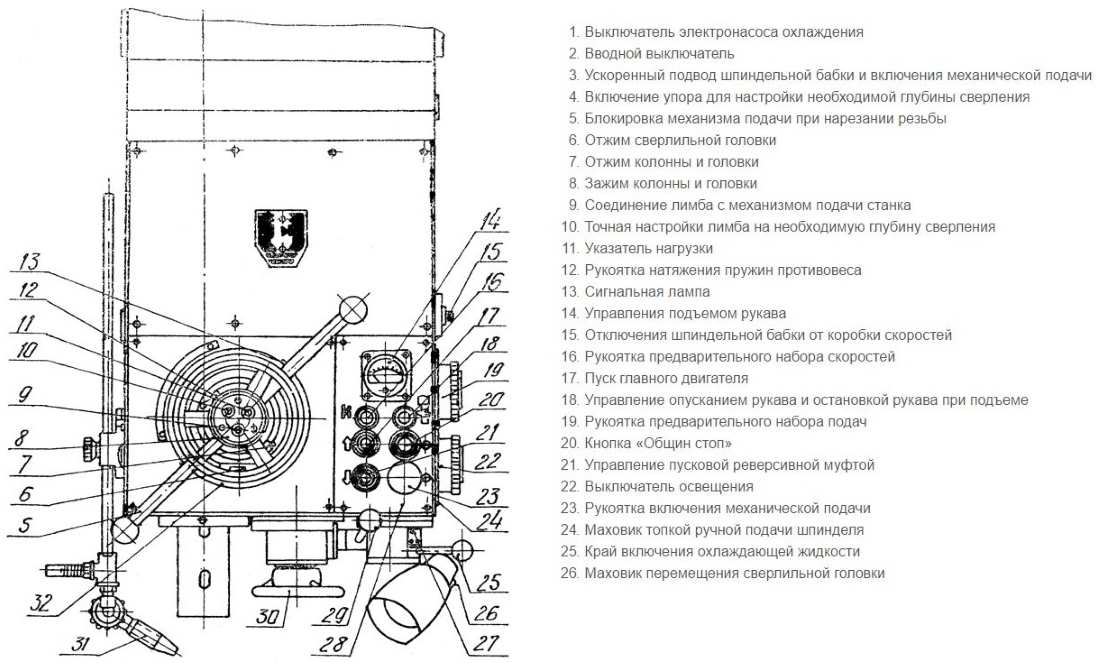
Органы управления станком 2М55
На рисунке представлены следующие органы управления, находящиеся на сверлильной головке:
- ускоренный подвод шпинделя, подключение рабочей подачи – 5;
- настройка глубины сверления – 6;
- блокировка подачи во время нарезания резьбы – 7;
- фиксатор регулирования опускания крана СОЖ – 8;
- отжим сверлильной головки – 9;
- отжим колонны вместе с сверлильной головкой – 10;
- зажим колонны вместе с сверлильной головкой – 11;
- соединение лимба и механизма подач -12;
- точная настройка лимба -13;
- амперметр (индикатор нагрузки) – 14;
- регулятор натяжения пружин в противовесе – 15;
- индикатор преднабора – 16;
- подъем рукава – 17;
- отключение шпинделя – 18;
- рукоятка преднабора – 19;
- пуск главного двигателя – 20;
- опускание рукава – 21;
- преднабор подач – 22;
- кнопка стоп – 23;
- реверс – 25;
- местное освещение – 26;
- включение механической подачи – 29;
- точная подача вручную – 30;
- кран СОЖ – 31;
- маховик движения сверлильного узла — 32.
Система охлаждения
В полости плиты размещена емкость для СОЖ. Охлаждающая жидкость подается в зону резания, к наконечнику, насосом по шлангу. В зависимости от габаритов детали можно производить регулирование высоты наконечника.
В 2М55 количество СОЖ заливается в зависимости от производительности насоса. Его производительность 22 л/мин.

Система охлаждения станка
Перечень элементов системы охлаждения:
- крышка закрывающая емкость -1;
- насос в сборе – 2;
- шланг – 3;
- тройник – 4;
- регулятор опускания – 5;
- штанга – 6;
- наконечник – 7;
- шарнирное соединение – 8;
- сетка – 9.
Возможные неисправности
Неисправности 2М55 выявляются при нажатии на кнопки управления. Самыми распространенными являются (причины):
- отсутствие начала перемещений или включения механизмов при нажатии на клавиши (нет питания в электрической цепи);
- неправильный выбор скоростей и подач после преднабора (сбой регулировки);
- отсутствие вращения на шпинделе (низкое давление в гидросистеме);
- отключение подачи при сверлении, срабатывание предохранительного устройства (затупился инструмент, не правильно выбран режим резания).
С остальными возможными неисправностями можно ознакомиться в инструкции по эксплуатации радиально-сверлильного станка.
Источник
 Перечень элементов системы охлаждения:
Перечень элементов системы охлаждения:
- крышка закрывающая емкость -1;
- насос в сборе – 2;
- шланг – 3;
- тройник – 4;
- регулятор опускания – 5;
- штанга – 6;
- наконечник – 7;
- шарнирное соединение – 8;
- сетка – 9.
Возможные неисправности
Неисправности 2М55 выявляются при нажатии на кнопки управления. Самыми распространенными являются (причины):
- отсутствие начала перемещений или включения механизмов при нажатии на клавиши (нет питания в электрической цепи);
- неправильный выбор скоростей и подач после преднабора (сбой регулировки);
- отсутствие вращения на шпинделе (низкое давление в гидросистеме);
- отключение подачи при сверлении, срабатывание предохранительного устройства (затупился инструмент, не правильно выбран режим резания).
С остальными возможными неисправностями можно ознакомиться в инструкции по эксплуатации радиально-сверлильного станка.
На чтение 10 мин. Просмотров 1 Опубликовано 27 апреля, 2023
Содержание
- Радиально-сверлильный станок 2М55: характеристики и документация
- Сферы применения и технические особенности станка
- Конструкция оборудования
- Технические характеристики модели
- Радиально-сверлильный станок 2М55
- Назначение
- Расшифровка названия станка
- Технические параметры и характеристики
- Паспортные данные
- Кинематика
- Электрооборудование
- Органы управления
- Система охлаждения
- Возможные неисправности
Радиально-сверлильный станок 2М55: характеристики и документация
Радиально-сверлильный станок 2М55, который относится к категории двухколонного оборудования, пришел на смену устаревшей модели 2Н55. Технические возможности данного станка, который массово выпускался на Одесском станкостроительном заводе во второй половине прошлого века, позволяют применять его для эффективного выполнения различных технологических операций при работе с деталями корпусного типа.
Внешний вид радиально-сверлильного станка 2М55
Сферы применения и технические особенности станка
Станок 2М55, конструкция которого разработана в известном Одесском конструкторском бюро «АРС», служит для выполнения таких технологических операций, как:
- сверление и рассверливание отверстий;
- зенкерование;
- развертывание;
- растачивание предварительно выполненных отверстий;
- нарезание внутренней резьбы;
- подрезка торцов деталей и др.
Благодаря универсальности радиально-сверлильного станка модели 2М55 его успешно используют на предприятиях, выпускающих продукцию единичными, мелкими и средними сериями, и в сборочных цехах предприятий, работающих в сфере тяжелого транспортного машиностроения. Технические возможности станка позволяют оснащать его дополнительными приспособлениями и инструментами, благодаря которым это устройство можно использовать в крупносерийном производстве.
Массивное основание станка 2М55 позволяет разместить два стола и работать с крупногабаритными деталями
Важное преимущество использования рассматриваемого аппарата состоит в том, что обрабатываемая деталь остается неподвижной, а все перемещения совершает шпиндельный узел с закрепленным в нем режущим инструментом. Такая конструктивная особенность модели 2М55 позволяет экономить время, а также исключает необходимость перемещать габаритные и тяжелые детали по рабочему столу оборудования.
Установочные размеры станка
К преимуществам радиально-сверлильного станка модели 2М55 относят следующие особенности.
- В верхней части агрегата отсутствуют механизмы, нуждающиеся в обслуживании, что значительно облегчает процесс использования аппарата.
- Зажим колонны из-за использования конусного механизма отличается высокой жесткостью, что делает возможной обработку на высоких скоростях. Благодаря такой характеристике увеличивается ход траверсы по колонне и головки для сверления по траверсе, в результате возрастает объем рабочего пространства.
- Благодаря двухстоечной компоновке радиально-сверлильного станка 2М55 и оснащению траверсы оборудования жесткими направляющими обеспечивается высокая точность обработки заготовок.
- Высокая скорость передвижения рукава по колонне и быстродействие его зажима значительно сокращают время выполнения вспомогательных операций.
- Конструкция направляющих станка, при разработке которой были использованы инновационные подходы, увеличивает его ремонтопригодность и сокращает время на техническое обслуживание.
Особое значение имеют следующие характеристики радиально-сверлильного станка модели 2М55. - Противовес, которым оснащен шпиндельный узел, дает возможность оперативно регулировать данный узел в зависимости от веса используемого инструмента.
- Колонна станка из-за специальной конструкции поворачивается очень легко, в результате оператор затрачивает минимум усилий при выполнении такой операции.
- Направляющие станка не нуждаются в частом шабрении, для восстановления их характеристик достаточно плановых мероприятий.
- Технические возможности радиально-сверлильного станка 2М55 предусматривают автоматическое отключение вращающегося инструмента тогда, когда он достиг требуемой глубины сверления.
- Зажим колонны благодаря своей особой конструкции создает значительный тормозной момент, что повышает производительность устройства.
- В конструкции радиально-сверлильного станка 2М55 имеется электрогидравлический преселективный механизм, управляемый дистанционно и позволяющий предварительно устанавливать необходимые характеристики сверления, а также оперативно изменять их в ходе обработки.
- Высокая жесткость станка 2М55 способствует тому, что ось шпинделя остается в исходном положении в процессе работы.
Органы управления станка (нажмите для увеличения)
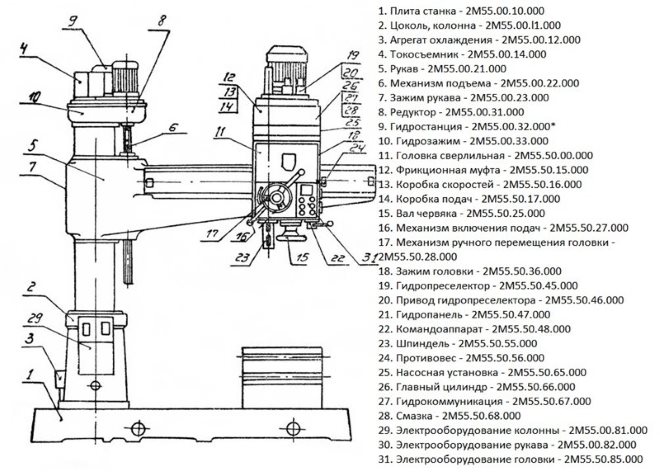
Конструкция оборудования
Радиально-сверлильный станок модели 2М55 состоит из:
- рукава (траверсы);
- плиты-основания;
- системы охлаждения;
- коробки скоростей;
- головки для сверления;
- устройства, обеспечивающего фиксацию сверлильной головки;
- станции гидравлического оборудования;
- панели гидравлического оборудования, гидравлических коммуникаций, гидропреселектора и его привода;
- главного гидравлического цилиндра;
- редуктора;
- устройства, обеспечивающего подъем траверсы;
- вала червяка;
- токосъемника;
- колонны;
- электрического оборудования головки, рукава и колонны;
- шпиндельного узла;
- коробки подач;
- фрикционной муфты;
- механизма, обеспечивающего перемещение рабочей головки в ручном режиме;
- противовесного устройства;
- системы управления;
- устройства для включения подач и управления ими;
- насосного механизма.
Функцию основания радиально-сверлильного станка выполняет массивная плита. На ней монтируется цоколь для установки вращающейся колонны. На выполненной из стали колонне находится рукав с рабочей головкой, перемещение которого обеспечивает специальный механизм.
Доступ для регулировки давления в гидросистеме осуществляется с тыльной стороны станка
Рабочая головка – это отдельный механизм, включающий несколько конструктивных элементов: шпиндельный узел, противовес, коробку подач и скоростей. По траверсе данный узел перемещается в ручном режиме, а в необходимом положении фиксируется посредством специального зажимного механизма.
Снятая рабочая голова станка
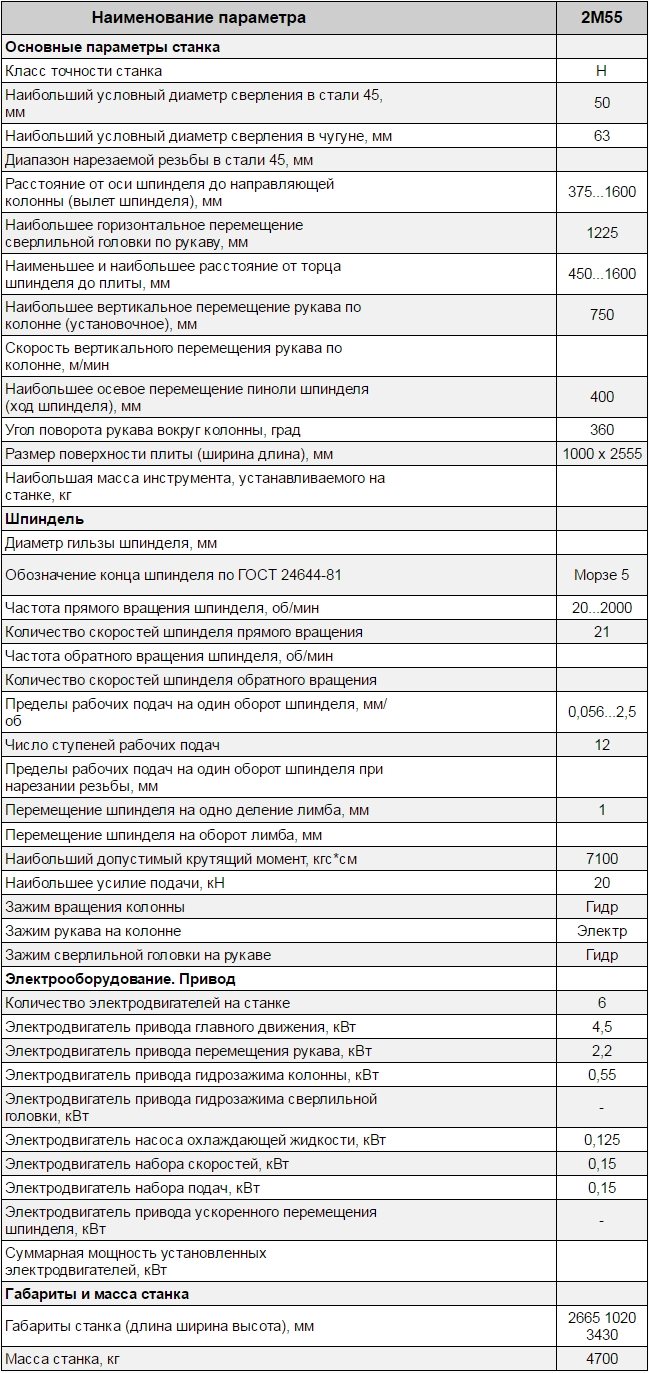
Технические характеристики модели
Радиально-сверлильный станок рассматриваемой модели, согласно паспорту, обладает следующими техническими характеристиками.
- Максимальный диаметр отверстия, получаемого на данном станке (для стальных деталей), – 50 мм.
- Категория точности оборудования – «Н».
- Рукав с расположенной на нем сверлильной головкой может поворачиваться на 3600.
- Максимальное перемещение траверсы в вертикальном направлении – 750 мм.
- Торец шпинделя может располагаться относительно рабочего стола в интервале от 450 до 1600 мм.
- Габариты рабочего стола – 2555х1000 мм.
- Минимальное расстояние от оси шпиндельной головки до колонны станка – 375 мм, максимальное – 1600 мм.
- Рабочая головка может передвигаться по траверсе на расстояние до 1225 мм.
- Наибольший ход шпинделя в вертикальном направлении – 400 мм.
- Масса станка составляет 4700 кг.
Характеристики станка 2М55
На станке данной модели, согласно паспорту, установлено шесть электрических двигателей:
- отвечающий за главное движение (мощность – 4,5 кВт);
- обеспечивающий гидравлический зажим колонны (0,55 кВт);
- привода вертикального перемещения траверсы (2,2 кВт);
- отвечающий за подачи (0,15 кВт);
- коробки скоростей (0,15 кВт);
- отвечающий за подачу охлаждающей жидкости (0,125 кВт).
Для питания радиально-сверлильного станка 2М55 необходима трехфазная электрическая сеть с напряжением 380 В. Выключатели для запуска аппарата и его охлаждающей системы находятся на цоколе колонны. Панель с кнопками, управляющими работой станка, располагается в нише траверсы. Электрическое питание и заземление агрегата обеспечиваются за счет использования токосъемника кольцевой конструкции.
Пульт управления сверлильным станком 2М55
Пульт, расположенный на сверлильной головке, оснащен блоком управления рабочими режимами оборудования, а также индикатором, отражающим уровень нагрузки на станок, что позволяет контролировать работу главного электрического двигателя.
Работа шпиндельного узла управляется при помощи специального командного аппарата, на панели которого для этого имеются кнопки и соответствующие рукоятки. Для того чтобы выполнить полную остановку радиально-сверлильного станка, необходимо задействовать кнопку с толкателем красного цвета.
Ниже вы можете бесплатно скачать техническую документацию по данному станку.
Источник
Радиально-сверлильный станок 2М55
Радиально-сверлильный станок 2М55 нашел применение не только в единичном и мелкосерийном производстве, но и в серийном и крупносерийном производстве, при условии дооснащения его специализированными приспособлениями.
Завод изготовитель и основоположник производства станков находится в Украине, городе Одессе. Выпуск налажен с 1946 года.
Назначение
Как видно из названия, данная модель производит операции, связанные с обработкой отверстий. Используя различный инструмент, отверстия обрабатываются при помощи: сверления и рассверливания, зенкерования и цекования, а затем развертывания. Также на станке обрабатываются подрезанием торцы и нарезается резьба в теле детали.
Радиально-сверлильные станки 2М55, оснащение которых можно расширить специализированными приспособлениями, производят операции по выточке канавок внутри отверстий, вырезание на металлическом листе отверстий, а также могут проводить высокоскоростную обработку.
Главным достоинством радиально-сверлильных станков является отсутствие перемещения заготовки во время обработки. Тяжелые или с большими габаритами детали устанавливаются один раз, а обработка ведется путем перемещения инструмента над поверхностью детали. Такой метод снижает потерю времени на переустановку и избавляет от неудобств по кантованию.
Расшифровка названия станка
Расшифровывается маркировка следующим образом:
- 2 – вторая группа по классификации – сверлильный;
- м – подвергшийся модификации;
- 5 – это подгруппа (тип) – радиально-сверлильный;
- 5 – параметр допустимого значения – размер при сверлении по улучшенной стали 50 мм.
Технические параметры и характеристики
Радиально-сверлильный станок 2М55, технические характеристики которого отражают следующие параметры:
- класс точности – Н согласно ГОСТ 8-71;
- максимально допустимый размер сверления:
- чугун – 63 мм;
- сталь – 50 мм;
- отдаление пиноли от колонны (расстояние между осями) – 400-1600 мм;
- длина смещения по горизонтали – 1200 мм;
- высота от стола и торца вала:
- мах — 1600 мм;
- min — 450 мм;
- длина смещения по вертикали рукава – 800 мм;
- скорость движения рукава – 1,4 м/мин;
- расстояние опускания пиноли — 350 мм;
- разворот рукава — 360°;
- установочная плита ШхД – 1000х2530 мм.
- конус на шпинделе для посадки инструмента – Морзе 5 согласно ГОСТа 24644-81;
- количество переключаемых скоростей – 21;
- диапазон установочных скоростей – min 20 мин-1, max 2000 мин-1;
- количество подач – 12;
- диапазон подач – 0,056-2,5 мм/об;
- усилие подачи при резании, max – 20000 Н;
- крутящий момент — 7000 Н•м.
Параметры электрических элементов:
- общая сеть, ток — трехфазный переменный;
- мощность электродвигателей:
- главного — 4000 Вт;
- привода рукава — 2200 Вт;
- зажим колонны — 500 Вт;
- зажим сверлильного узла – 500 Вт;
- станции СОЖ — 125 Вт;
- переключения скоростей – 150 Вт;
- переключения подач – 150 Вт;
Паспортные данные
Паспорт радиально-сверлильного станка содержит дополнительные характеристики:
- зажим колонны – гидравлический;
- зажим рукава – электрический;
- зажим сверлильного узла на рукаве – гидравлический;
- ускоренные подачи – отсутствуют.
Скачать паспорт (инструкцию по эксплуатации) радиально-сверлильного станка 2М55
Кинематика
Кинематическая схема станка 2М55
Кинематическая схема станка 2М55 обеспечивает движение четырех цепей:
- главное движение – обороты на шпинделе;
- рабочие подачи;
- движение сверлильного узла по рукаву;
- движение рукава по колонне.
Электрооборудование
На станке 2М55 электрическая схема отображает управление рабочими органами. Электрическая принципиальная схема представлена на рисунке.
Электрическая схема станка 2М55
- Безопасность работы на станке обеспечивают блокировки.
- Если командоаппарат находится во включенном состоянии, то питание на двигатель подаваться не будет до тех пор, пока рукоятку управления не установят в нейтральное положение.
- Переключение скоростей невозможно во время работы гидропреселектора. Сигнал не подается на катушку золотника.
- Ограничение перемещений рукава по колонне осуществляется двумя конечными выключателями.
Подавая питание в электрическую цепь, включаются главный двигатель и двигатель гидростанции, и станок переходит в режим наладки.
Зажим и отжим сверлильного узла и колонны гидравлический. Электросхема управляет катушками гидрозолотника. Организована возможность отдельного отжима сверлильного узла.
Поворачивать рукав и перемещать сверлильную головку можно только в ручную, нажав на кнопку отжима. Движение рукава по колонне осуществляется от отдельного двигателя М2.
Схема обеспечивает преселективный преднабор скоростей вращения шпинделя и рабочих подач. Данные операции производятся во время работы станка. По окончании обработки сигнал с реле подается на двигатель М5. Он перемещает механизм переключения до согласования положений переключателя В11 с переключателем В13. После этого происходит переключений на заданные режимы.
На шпинделе организовано реверсивное вращение.
Контроль нагрузки на двигатель шпинделя осуществляется амперметром ИП1.
Органы управления
На станок 2М55 руководство по эксплуатации приводит описание управления станком.
Органы управления станком 2М55
На рисунке представлены следующие органы управления, находящиеся на сверлильной головке:
- ускоренный подвод шпинделя, подключение рабочей подачи – 5;
- настройка глубины сверления – 6;
- блокировка подачи во время нарезания резьбы – 7;
- фиксатор регулирования опускания крана СОЖ – 8;
- отжим сверлильной головки – 9;
- отжим колонны вместе с сверлильной головкой – 10;
- зажим колонны вместе с сверлильной головкой – 11;
- соединение лимба и механизма подач -12;
- точная настройка лимба -13;
- амперметр (индикатор нагрузки) – 14;
- регулятор натяжения пружин в противовесе – 15;
- индикатор преднабора – 16;
- подъем рукава – 17;
- отключение шпинделя – 18;
- рукоятка преднабора – 19;
- пуск главного двигателя – 20;
- опускание рукава – 21;
- преднабор подач – 22;
- кнопка стоп – 23;
- реверс – 25;
- местное освещение – 26;
- включение механической подачи – 29;
- точная подача вручную – 30;
- кран СОЖ – 31;
- маховик движения сверлильного узла — 32.
Система охлаждения
В полости плиты размещена емкость для СОЖ. Охлаждающая жидкость подается в зону резания, к наконечнику, насосом по шлангу. В зависимости от габаритов детали можно производить регулирование высоты наконечника.
В 2М55 количество СОЖ заливается в зависимости от производительности насоса. Его производительность 22 л/мин.
Система охлаждения станка
Перечень элементов системы охлаждения:
- крышка закрывающая емкость -1;
- насос в сборе – 2;
- шланг – 3;
- тройник – 4;
- регулятор опускания – 5;
- штанга – 6;
- наконечник – 7;
- шарнирное соединение – 8;
- сетка – 9.
Возможные неисправности
Неисправности 2М55 выявляются при нажатии на кнопки управления. Самыми распространенными являются (причины):
- отсутствие начала перемещений или включения механизмов при нажатии на клавиши (нет питания в электрической цепи);
- неправильный выбор скоростей и подач после преднабора (сбой регулировки);
- отсутствие вращения на шпинделе (низкое давление в гидросистеме);
- отключение подачи при сверлении, срабатывание предохранительного устройства (затупился инструмент, не правильно выбран режим резания).
С остальными возможными неисправностями можно ознакомиться в инструкции по эксплуатации радиально-сверлильного станка.
Источник
Назначение технического устройства.
Радиально-сверлильный станок модели 2М55 предназначен для широкого применения в промышленности. Благодаря своей универсальности станок находит применение везде, где требуется обработка отверстий – от ремонтного цеха до крупносерийного производства. На станках можно производить сверление в сплошном материале, рассверление, зенкерование, развертывание, подрезку торцов, нарезку резьбы метчиками и другие подсобные операции.
Технические характеристики.
Количество электродвигателей — 6
Электродвигатель главного движения:
Тип — 4А223М4
Мощность, кВт — 5,5
Частота вращения, об/мин. — 1500
Электродвигатель механизма перемещения рукава:
Тип — 4AX90L4
Мощность, кВт — 2,2
Частота вращения, об/мин. — 1500
Электродвигатель насоса гидрозажима колонны:
Тип — 4AX71А4
Мощность, кВт — 0,55
Частота вращения, об/мин. — 1500
Электродвигатель механизмов дистанционного управления набором скоростей и передач:
Тип — РД-09
Мощность, кВт — 0,01
Частота вращения, об/мин. — 8,76
Электродвигатель насоса охлаждения:
Тип — Х14-22М
Мощность, кВт — 0,125
Частота вращения, об/мин. – 2800
Производительность, л/мин. – 22
Руководство по эксплуатации, паспорт на Станок радиально-сверлильный 2М55 скачать бесплатно в формате jpg (17 страниц):


Общие сведения об оборудовании.
Радиально-сверлильный станок модели 2М55 предназначен для широкого применения в промышленности. Благодаря своей универсальности станок находит применение везде, где требуется обработка отверстий – от ремонтного цеха до крупносерийного производства. На станках можно производить сверление в сплошном материале, рассверление, зенкерование, развертывание, подрезку торцов, нарезку резьбы метчиками и другие подсобные операции.
Паспорт (руководство по эксплуатации) на Станок радиально-сверлильный 2М55 скачать бесплатно в формате jpg:

Комментирование и размещение ссылок запрещено.
Радиально-сверлильный станок 2М55 предназначены для сверления всевозможных отверстии в различных материалах. Он рассчитан на работу, как и с небольшими заготовками, так и с заготовками значительной массы и габаритов.

Содержание:
- 1 Сведения о производителе
- 2 Назначение и область применения
- 3 Общий вид
- 4 Принцип работы и особенности конструкции
- 5 Расшифровка модели
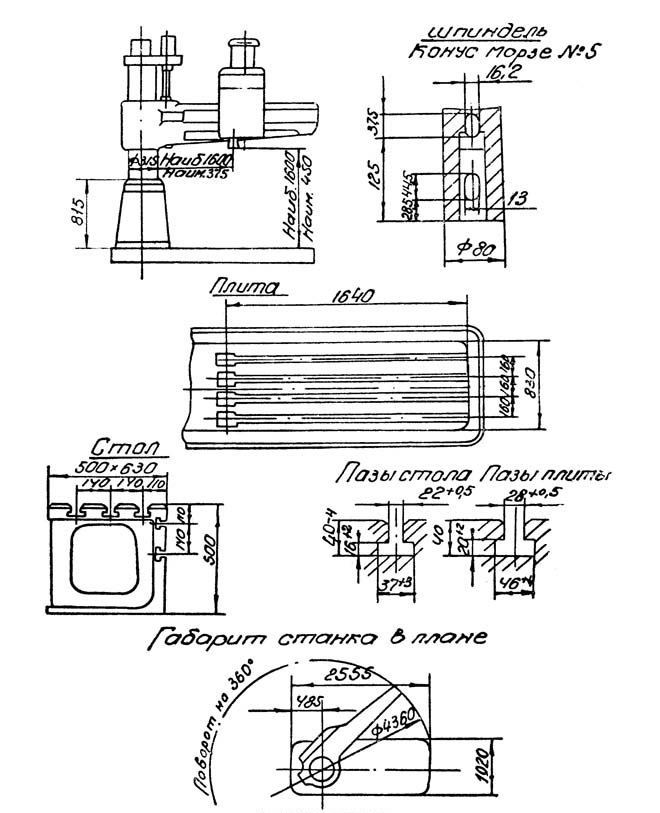
- 6 Габарит рабочего пространства
- 6.1 Посадочные и присоединительные базы
- 7 Расположение и спецификация составных частей
- 7.1
- 8 Расположение и перечень органов управления
- 8.1
- 9 Технические характеристики
- 10 Кинематическая схема
- 11 Электрическая схема
- 12 Конструкция узлов
- 12.1 Коробка скоростей
- 12.2 Плита, цоколь, колонна
- 12.3 Охлаждение
- 12.4 Сверлильная головка ее перемещение и зажим
- 13 Настройка и наладка
- 13.1 Регулировка станка
- 14 Схема смазки
- 15 Особенности разборки и сборки при ремонте
- 16 Электрооборудование
- 17 Паспорт
- 18 Первоначальный пуск и указания о порядке управления электроприводом
- 19 Возможные неисправности
Сведения о производителе
Радиально-сверлильный станок 2М55 производится в «Одесским Заводом радиально-сверлильных станков». Предприятие основано в 1884 году. В 1928 году предприятие осваивает производство металлорежущего оборудования. Среди продукции: полуавтоматические сверлильные, хонинговальные, отделочно-расточные станки. Также выпускалось оборудование, предназначенное для глубокого сверления
Радиальные-сверлильные станки завод выпускает с 1946 года. Предприятие прошло реконструкцию в 70 годах, после чего получило ряд собственных конструкторских бюро. С 1994 преобразовано в открытое акционерное общество. 15% акций принадлежат государству, остальные – частным юридическим и физическим лицам. Площадь ОАО составляет около пяти гектаров. Штат -250 человек.
Назначение и область применения
Радиально-сверлильный станок 2М55 предназначен для работы с корпусными деталями. Может выполнять такие операции:
- Сверление.
- Зенкерование.
- Рассверливание.
- Расточка отверстий.
- Подрезка торцов резцом.
- Развертывание.
- Нарезка резьбы при помощи метчика.
Также радиально-сверлильный станок 2М55 способен осуществлять работы, связанные с расточкой отверстий, при условии использования специальных приспособлений и инструмента.
Область применения радиально-сверлильного станка 2М55, — это тяжелое транспортное машиностроение. Местом использования радиально-сверлильного станка 2М55 являются цеха следующего производства:
- единичного;
- серийного;
- мелкосерийного.
Чтобы радиально-сверлильный станок 2М55 можно было использовать в крупносерийном производстве, его необходимо оснастить специальными приспособлениями и инструментами.
Общий вид

Принцип работы и особенности конструкции
Высокая производительность радиально-сверлильного станка 2М55 достигается за счет:
- Двухколонной компоновки станочной части. Благодаря этой особенности обеспечивается жесткая конструкция узла, предотвращающая смещения шпиндельной оси во время зажима колонны.
- Необходимость незначительного усилия во время поворота колонны.
- Большого диапазона чисел и оборотов и подачи шпинделя. Данная особенность сохраняет производительность вне зависимости от обрабатываемых материалов и их компоновки, а также размеров инструмента.
- Возможности смены режима по предварительному набору, благодаря дистанционному гидравлическому устройству.
- Возможности автоматического отключения при достижении необходимой глубины.
- Специальному противовесу, отвечающему за уравновешивание шпинделя, позволяющему отрегулировать оборудования, не покидая рабочее место.
Коробка подач радиально-сверлильный станок 2М55 через шестерни получает вращение от шпинделя. Все обеспечивается двенадцать подач, это осуществимо из-за того, что в конструкции коробки имеются два двойных зубчатые блоки и один тройной зубчатый блок.
Двойной блок на гильзе шпинделя радиально-сверлильного станка 2М55, когда обе шестерни выведены из зацепления получает трете положение, шпиндель, при этом, легко можно повернуть руками.
Радиально-сверлильный станок 2М55 имеет высшую категорию качества и класс точности Н по ГОСТу.
Расшифровка модели
Буквенно-цифровой код в модели радиально-сверлильного станка 2М55 расшифровывается следующим образом:
- Первая цифра – группа оборудования.
- Буква «М», следующая за первой цифрой, обозначает, что модель подверглась модернизации.
- Вторая означает тип изделия.
- Третья и четвертая цифры указывают на размер устройства или размер заготовки, которую данный станок способен обработать.
В данном случае, маркировка 2М55 означает сверлильный станок (2), модифицированный (м), максимальный диаметр сверления – 55.
Габарит рабочего пространства

Посадочные и присоединительные базы

Расположение и спецификация составных частей

Расположение и перечень органов управления

Технические характеристики

Кинематическая схема

Электрическая схема

Конструкция узлов
У каждого оборудования или станка есть основные элементы или целые узлы, за которыми нужно всегда следить и поддерживать их в хорошем состоянии. У радиально-сверлильного станка 2М55 к таким узлам можно отнести: сверлильную головку, коробка скоростей, механизм подъема, рукав перемещения и его редуктор, система охлаждения, плита, цоколь, колона.
Коробка скоростей

Плита, цоколь, колонна
- Основа конструкции – плита (жесткая отливка). Укрепляющие элементы плиты – ребра, поперечные и продольные. В качестве креплений для стола, инструментов и изделий, предусмотрены пазы, имеющие Т -образную форму. Расположение пазов – на плите, вдоль рабочей поверхности.
- Цоколь. Крепится к плите при помощи четырнадцати болтов. Сам цоколь служит местом установки колонны.
- Колонна. Устанавливается на роликовых подшипниках на цоколь. Конструкция колонны изготовлена из закаленной стальной трубы, поверхность которой тщательно обработана и служит местом перемещения рукава.

Стойка, фиксирующая колонну, также является кожухом, через который проходит электрический кабель. Кабель следует к токопроводящему устройству от вводного автомата, и обеспечивает питание поворотным и подвижным элементам радиально-сверлильного станка 2М55.
Охлаждение
- Производится при помощи охладительной жидкости, бак которой расположен внутри фундаментной плиты. Для наполнения бака предусмотрено специальное отверстие с крышкой.
- Поступление жидкости к узлам радиально-сверлильного станка 2М55 обеспечивается специальным электронасосом, посредством шланга.
- Шланг соединяется с поворотным тройником, имеющим наконечник.
- Положение наконечника регулируемое, фиксируется на шланге при помощи винта.
- Пуск охладителя при включенном электронасосе инициируется при помощи поворота наконечника.
- В плите предусмотрены закрытые сеткой отверстия для возвращения жидкости.
Сверлильная головка ее перемещение и зажим
Радиальное перемещение сверлильной головки радиально-сверлильного станка 2М55 обеспечиваются направляющими рукава. Перемещение осуществляется легко благодаря двум типам направляющих:
- Нижние, работают по принципу скольжения. При отжиме головки между направляющими и рукавом образуется зазор от 0,03 до 0,05 мм.
- Верхние, работающие по принципу качения за счет двух роликов.

Регулировка нижнего и бокового зазора осуществляется при помощи поворота эксцентриковых осей. После регулировки зазор необходимо застопорить специальным винтом. Зажим сверлильной головки радиально-сверлильного станка 2М55 также обеспечивается эксцентриком. Когда механизм зажима срабатывает, происходит поднятие головки вверх до тех пор, пока люфт направляющих рукава и самой головки не будет выбран.
Настройка и наладка
Наладка радиально-сверлильного станка 2М55 производится в зависимости от габаритов и массы обрабатываемой детали. Деталь должна быть надежно закреплена на столе или плите радиально-сверлильного станка 2М55. Нарушение этого требования влечет опасные травмы для рабочего и поломку оборудования.
Подбор инструмента:
- Инструмент подбираются в строгом соответствии с предстоящей задачей.
- При использовании нескольких инструментов на одной детали, необходимо установить быстросменный патрон.
- Если необходимо нарезать резьбу, следует использовать патрон предохранительный.
Регулировка противовеса производится тогда, когда шпиндель радиально-сверлильного станка 2М55 находится в нижнем положении. Положение рукава выставляется таким образом, чтобы пиноль шпинделя была минимально выдвинута.
Радиально-сверлильный станок 2М55 оборудован предохранителями от перегрузок. При их срабатывании следует снизить режим работы.
Регулировка станка
В радиально-сверлильный станок 2М55 есть возможность регулировки узлов, в которых во время работы происходит износ деталей, к ним можно отнести:
- Зажим и отжим колонны.
- Плавность перемещения рукава по колонне.
- Зажим сверлильной головки.
- Пружин противовеса.
- Пружины тормоза.
- Усилия подачи.
Схема смазки

Особенности разборки и сборки при ремонте
Во время проведения ремонтных работ радиально-сверлильного станка 2М55, следует помнить о некоторых особенностях:
- Снять крышку головки можно лишь после демонтажа основного двигателя.
- Перед разборкой штурвального устройства, следует снять щиток головки, а также зафиксировать винты.
- Снимая кнопочную панель, позаботьтесь о предварительном отсоединении электропроводов от станции.
- Штурвальное устройство снимается после демонтажа маховика.
- Приступая к демонтажу шпинделя, вначале застопорите противовес.
Электрооборудование
Электрооборудование радиально-сверлильного станка 2М55 имеет следующие характеристики рассчитана на 380 В. Питание производится от электросети с трехфазным током:
- 24 В необходимо для местного освещения.
- 110 В — это основная цепь управления радиально-сверлильного станка 2М55.
- 380 В — это силовая цепь.
На цоколе колонны радиально-сверлильного станка 2М55 укреплен щит, содержащий два выключателя: вводный и насоса охлаждения. Консоль управления расположена на подвижной части (в нише рукава). Питание и заземление консоли осуществляются через токосъемник. Пульты настройки режимов и управления оборудованы на сверлильной головке. Датчик нагрузки двигателя шпинделя расположен на консоли управления.
Паспорт
Бесплатно скачать инструкцию по эксплуатации или паспорт радиально-сверлильного станка 2М55, Акт приемки, 1973г.
Первоначальный пуск и указания о порядке управления электроприводом
В ходе подготовки к работе на радиально-сверлильном станке 2М55 необходимо:
- Плотно закрыть электрошкафы на рукаве и колонне.
- Перевести водяной выключатель в положение «включено».
- Командный аппарат привести в нейтральное положение.
- Нажать кнопку запуска привода шпинделя.
- Нажать кнопку привода насоса.
После проделанных всех шагов, описанных выше радиально-сверлильный станок 2М55 будет готов к работе. Набор режимов производится специальными рукоятками. Набор можно производить как при отключенном, так и при включенном шпинделе.
- Набор режимов осуществляется рукоятками подач и скоростей.
- Гидроселектор поворачивается автоматически.
- Об окончании предварительного набора сообщается сигналом лампочки.
- Новый режим включается с панели командного аппарата при помощи рукоятки, переводимой в рабочее положение.
- Шпиндель останавливается той переводом рукоятки в нейтральное положение.
Радиально-сверлильный станок 2М55 имеет кнопку экстренной остановки «0» красного цвета.
Возможные неисправности
Неисправности возникают по причине неправильной эксплуатации радиально-сверлильного станка 2М55, а также содержание станка в ненадлежащем состоянии. В отдельный вид неисправностей следует отнести естественный износ деталей и расходников.
Возможные неисправности:
- Не удается отрегулировать скорость шпинделя. Видимо засорен механизм набора режимов.
- Замыкание в витках. Диагностируется срабатыванием автоматической защиты. Устраняется заменой и ли перемоткой обмоток.
- Радиальное биение. Причин несколько: деформация вала, износ подшипников.
- Плохой зажим колонны. Износ пружины или рейки.
- В гидроприводе низкое давление. Причина – поломка насоса.
Также, несмотря на достаточную прочность конструкции, из строя могут выйти: станина, рабочий стол, коробки передач радиально-сверлильного станка 2М55.