-

Rebound 25 -удобный в работе силикон на платиновой основе, применяемый для получения детальной формы «в намазку» практически с любой модели.
Смешанный в пропорции 1А:1В по объему силикон может быть нанесен с помощью кисти или шпателя на вертикальную поверхность без подтёков и полимеризуется с незначительной усадкой в гибкую резину.
Rebound 25 – мягкий, эластичный материал, подходящий для снятия форм с мастер-моделей, имеющих глубокие поднутрения.
Формы из Rebound 25 используются при литье жидких пластмасс, полиэфирных смол и металлов и их сплавов с низкой температурой плавления.
Внимание: данный силикон не будет работать с глинами содержащими серу.
Расфасовка, кг: 0,9; 8,16На закупаемое единовременно количество комплектов данного товара в расфасовке по 8,16 кг есть специальное ценовое предложение! Информацию по объему, наличию и цене уточняйте.
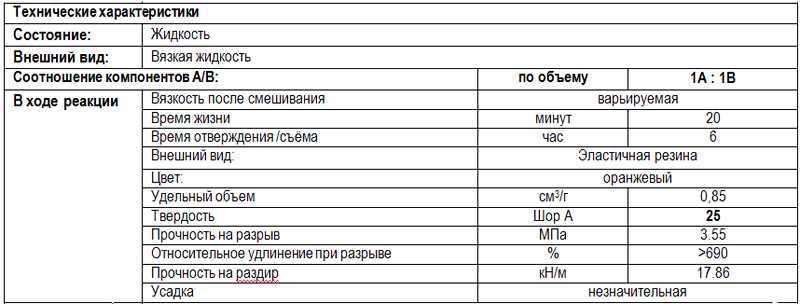
Наименование Соотн. A:B, по весу (в), по объему (о) Цвет Вязкость смеси, сПз Время жизни Время отверждения, при 23 °C Твердость по Шору A/D Плотность, г/см3 Rebound 25 1A :1B (в),(о) Оранжевый в намазку 20 мин. 6 часов 25A 1,14 -
-
↑↓
-
-
-
- Информац.письмо от 18.04.2018130 Кб
- Приблизительный расход материала98 Кб
- Сертификат Безопасности481 Кб
Rebound 25 — удобная в работе силиконовая резина на платиновой основе, пригодная для получения детальной формы практически с любой модели. Смешанный в равных пропорциях обоих компонентов, силикон Rebound 25 может быть нанесен с помощью кисти или шпателя на вертикальную поверхность без подтёков, и полимеризуется с незначительной усадкой в мягкую, гибкую резину с твёрдость по Шору 25 А. Преимущество по сравнению с другими наносимыми кистью резинами на основе полиуретанов: 1. Rebound 25 не имеет адгезии к большинству поверхностей – подготовка поверхности минимальна; 2. Силикон легко смешивается; 3. Силикон является лучшим материалом при литье жидких пластмасс, материалов на основе полиэфирных смол и металлических сплавов с низкой температурой плавления; 4. Полимеризованные формы из силикона Rebound 25 могут быть сняты с модели «как перчатки»; 5. Изготовленные формы из силикона Rebound 25 очень долговечны и тиражеустойчивы; 6. 4 слоя силикона Rebound 25 — всё, что нужно, чтобы сделать тянущуюся, эластичную и прочную форму для литья воска, гипса, бетона или резин (твёрдых и эластичных полиуретанов, полиэстера и т.д.). Силикон Rebound 25 идеально подходит для репродукции скульптур, архитектурной реставрации, создания форм свечей, литья металлов низкой температуры плавления (сплавов олова со свинцом и т.п.), гипса, бетона, заливочных пластиков. НАНЕСЕНИЕ: Ручное и механическое смешивание. Нанесение кистью или шпателем, желательно не менее 4 слоев для создания высокопрочной долговечной формы.
ИЗМЕРЕНИЕ И СМЕШЕНИЕ: Храните и используйте материалы при комнатной температуре 23°С. Перед началом смешивания, сначала тщательно перемешайте (взболтайте) компонент В (основа). После смешения требуемого количества компонентов А и В в смесительном контейнере, тщательно перемешайте смесь в течение по меньшей мере 3 мин., периодически соскребая материал со стенок и дна контейнера. Материал должен быть одноцветным, без полос. НАНЕСЕНИЕ: Силикон Rebound 25 должен наноситься слоями. Создатели силиконовых форм обычно находят достаточными 4 тонких слоя материала для создания сильной, рабочей формы. Первое покрытие должно наноситься с помощью жёсткой кисточки и быть очень тонким, чтобы захватить сложные детали. Используйте быстрые удары, особенно около глубоких врезок на форме, чтобы уменьшить количество внутреннего воздуха. Последующие покрытия добавят форме силы. Дайте первому покрытию высохнуть в течение 60 минут при комнатной температуре до того, как оно станет липким, перед тем как добавить новый слой покрытия. Липкость в данном случае — липкость к прикосновению, но не настолько, чтобы оставаться на пальцах в перчатке. Когда первый слой достигнет такого состояния – наносите следующий. Время готовности слоя может быть уменьшено подогревом (с помощью фена, например). Повторяйте эту процедуру, пока не достигнете должной толщины формы. Добавление небольшого количества пигмента SILC-PIG к остальным слоям поможет вам отличить один слой от другого и поможет вам удостовериться, что вы полностью покрыли предыдущий слой новым материалом. ЗАГУСТИТЕЛЬ: Добавление небольшого количества Thi-Vex сгустит материал для лучшего захвата более глубоких рельефов и деталей. Количество для добавления — около 1% от общего количества материала. ДОБАВКА ДЛЯ УМЕНЬШЕНИЯ ВЯЗКОСТИ: Для уменьшения вязкости силикона — добавьте силиконовый растворитель Silicone Thinner в вашу смесь. ОТВЕРЖДЕНИЕ: Время отверждения формы до съёма — 6 часов при комнатной температуре (23°C). ВАЖНО: Не рекомендуется проводить отверждение при температуре ниже 18°C. Время отверждения может быть снижено слабым подогревом (около 60°С). Охладите форму до комнатной температуры перед использованием. ИСПОЛЬЗОВАНИЕ ФОРМЫ: Поддерживающая оболочка — Как только форма полимеризуется, вам будет необходима твёрдая поддерживающая оболочка, чтобы поддерживать форму во время литья. Plasti-Paste — накладываемый пластик, идеальный для создания такой оболочки. Литьё и совместимость: В формы из силикона Rebound 25 вы можете заливать множество материалов. Металлические сплавы низкой температуры плавления, гипс, воск, бетон, жидкие резины и пластмассы на основе полиуретанов с данным продуктом полностью совместимы. ВАЖНО: Алифатические уретаны (Crystal Clear и Clear Flex) не будут полимеризоваться в формах из силикона Rebound 25. Если вы заливаете платиновые силиконы в Rebound 25, используйте Ease Release 200 или 800 как разделители. Несмотря на то, что разделительный состав не обязателен, он облегчает отделение формы от литья и увеличивает срок годности вашей формы. Тип разделительного состава зависит от используемого для заливки материала. Universal Mold Release рекомендуется для литья резин. In & Out II работает с бетоном и гипсом. По причине того, что абсолютно одинаковых материалов и их применений не бывает, рекомендуется делать небольшие тестовые нанесения материала на поверхность, если пригодность материала находится под вопросом. ПРЕДУПРЕЖДЕНИЕ: Силиконы Rebound 25 могут подвергаться ингибированию сернистыми глинами, полиэфирами, некоторыми деревянными поверхностями, что проявляется в залипании на поверхности изделия или в недостаточном отверждении. Для предотвращения данной реакции рекомендуется проведение предварительного теста. Нанесите небольшое количество силикона на некритичную область образца. Ингибирование наблюдается, если по истечении необходимого времени полимеризации наблюдается неполное отверждение или липкость поверхности. Для предотвращения ингибирования особенно эффективным способом является создание «барьерного покрытия» на основе акриловых соединений (лаки), наносимого непосредственно на поверхность изделия. После нанесения, изделие необходимо тщательно просушить. ВАЖНО: Даже с разделительным составом Rebound 25 не будет работать с глинами, содержащими большое количество серы. Нанесение разделительного состава не является необходимым, но эта процедура облегчает выемку изделия из формы, особенно когда отверждение происходит на или в твердых поверхностях. Для работы с данным силиконом рекомендуется Ease Release 800 или Ease Release 200. ВАЖНО: Чтобы убедиться в хорошем распределении наносимого разделительного состава — используйте обычную мягкую кисть для нанесения. После получения слегка мутного покрытия, необходимо просушить поверхность в течение приблизительно 30 минут. ХРАНЕНИЕ: Материалы должны храниться при комнатной температуре (23°C). Данные материалы имеют ограниченный срок хранения и должны быть использованы в его пределах. Носите защитные очки, виниловые или полиэтиленовые перчатки (ВАЖНО: Латекс замедляет полимеризацию резины), длинные рукава, чтобы минимизировать риск контакта с кожей. При контакте с глазами, кожей возможно появление раздражения. В этом случае промойте пораженный участок водой с мылом в течение 15 минут и обратитесь за медицинской помощью. ХРАНЕНИЕ ФОРМЫ. Физическая жизнь формы зависит от заливаемых в нее материалов и частоты использования. Отверждение абразивных материалов, таких как бетон, может быстро повредить форму, в то время, как отверждение неабразивных материалов, например, восков, не оказывает никакого влияния на форму. Перед хранением, форма должна быть тщательно промыта водой с мылом и насухо вытерта. Хранение формы с отливкой в ней поддержит пространственную стабильность. Если форма состоит из двух или более частей, то эти части должны быть соединены между собой. Формы следует хранить на ровной поверхности в прохладном, сухом месте. Так как Rebound 25 это силикон на платиновой основе, форма из него может храниться много лет в Вашей библиотеке форм без следов усадки или деструкции.
Rebound 25 -удобный в работе силикон на платиновой основе, применяемый для получения детальной формы «в намазку» практически с любой модели.
Смешанный в пропорции 1А:1В по объему силикон может быть нанесен с помощью кисти или шпателя на вертикальную поверхность без подтёков и полимеризуется с незначительной усадкой в гибкую резину.
Rebound 25 – мягкий, эластичный материал, подходящий для снятия форм с мастер-моделей, имеющих глубокие поднутрения.
Формы из Rebound 25 используются при литье жидких пластмасс, полиэфирных смол и металлов и их сплавов с низкой температурой плавления.
Внимание: данный силикон не будет работать с глинами содержащими серу.
Расфасовка, кг: 8,16
| наименование | соотношение | тв | вр. жизни | отвержд. | плотность | удлиннение |
| Rebound 25 | 1:1 | 25 | 20 мин | 6 часов | 1,14 | 690 |
| Rebound 40 | 1:1 | 40 | 20 мин | 6 часов | 1,14 | 324 |
![]()
Rebound 25

Rebound™ 25 is an easy-to-use platinum-cure silicone rubber which self-thickens for making brush-on molds of almost any model. Mixed 1A:1B by volume (no scale necessary), Rebound™ rubber can be applied with a brush or spatula to vertical surfaces without sagging and will cure with negligible shrinkage to a flexible rubber.
Pot Life 20 min — cure time 6 hours — Shore Hardness 40 A — Color Orange — Mix Ratio volume or weight 1A:1B
FEATURES
Rebound™ 25 is soft, flexible and is good for making molds of models with deep undercuts. Depending on model configuration, Rebound™ 25 can be inverted as a glove molds. Rebound™ 40 is harder and less flexible. These products are compatible. For example, you can apply two coats of Rebound™ 25 and back it up with two coats of Rebound™ 40.
Advantages Over Urethane Brush-On® Rubber:
— Rebound™
will not stick to most surfaces, so surface preparation is minimal
— Two liquids that mix easily together
— stands up better to production casting of resins and low temperature melt metal alloys
— has a long library life
4 thin layers are all that is necessary to make a flexible, strong and durable production mold for casting wax, gypsum, concrete or resins (urethane, polyester, etc.). And because Rebound™ is a platinum silicone, it will last for many years in your mold library. Applications include reproducing sculpture, architectural restoration, making candle molds, casting pewter, etc.
Note: These products will not work with modeling clays containing sulfur under any circumstances.
Instructions
Safety — Use in a properly ventilated area (“room size” ventilation). Wear safety glasses, long sleeves and rubber gloves to minimize contamination risk. Wear vinyl gloves only. Latex gloves will inhibit the cure of the rubber.
Store and use material at room temperature 23°C. Warmer temperatures will drastically reduce working time and cure time. Storing material at warmer temperatures will also reduce the usable shelf life of unused material. These products have a limited shelf life and should be used as soon as possible.
Cure Inhibition — Addition cured silicone rubber may be inhibited by certain contaminants in or on the pattern to be molded resulting in tackiness at the pattern interface or a total lack of cure throughout the mold. Latex, sulfur clays, certain wood surfaces, newly cast polyester, epoxy or urethane rubber my cause inhibition. If compatibility between the rubber and the surface is a concern, a small-scale test is recommended. Apply a small amount of rubber onto a non-critical area of the pattern. Inhibition has occurred if the rubber is gummy or uncured after the recommended cure time has passed. To prevent inhibition, one or more coatings of a clear acrylic lacquer applied to the model surface is usually effective. Allow any sealer to thoroughly dry before applying rubber.
Important: Even with a sealer, Rebound™ will not work with modeling clays containing sulfur. If you are not sure if your clay contains sulfur, do a small compatibility test before using for an important project.
Applying A Release Agent —
Although not usually necessary, a release agent will make demolding easier when casting into most surfaces. Ease Release® 200 is a proven release agent for releasing silicone from silicone or other surfaces.Mann Ease Release® products are available from FormX
Because no two applications are quite the same, a small test application to determine suitability for your project is recommended if performance of this material is in question.
MEASURING & MIXING…
Before you begin, pre-mix Part A and Part B separately. After dispensing required amounts of Parts A and B into mixing container (1A:1B by volume or weight), mix thoroughly making sure that you scrape the sides and bottom of the mixing container several times. The rubber should be a uniform color with no streaks.
Applying The Rubber — This product must be applied in layers. Mold makers generally find that four thin layers (minimum 3/8” thickness) is suitable for a strong, working mold. Using a stiff brush, the first coat of rubber should be applied in a very thin layer to capture intricate detail. Use dabbing strokes, especially around undercuts, to reduce entrapped air. Subsequent coats will add strength to the mold. Let the first coat dry for 60 minutes at room temperature until it becomes “tacky” before adding the next coat. “Tacky” is defined as sticky to the touch, but does not come off onto your gloved finger. Once “tacky”, you are ready to apply the next layer. Tack-time can be reduced with mild heat (hair dryer or heat gun). Repeat until the necessary mold thickness is achieved.
Coverage: 1 gal. unit= 0.65 sq.m — 5 gal. unit = 3.25 sq. m
Note: Although not necessary, adding a small amount of Silc-Pig® color pigment to every other mix of rubber will help you distinguish one layer from the next. Ensures that you apply a thorough coating each time and help build uniform layers.
Option: Add Thi-Vex® thickener for greater thixotropy—adding a small amount of Thi-Vex® will thicken the rubber for filling deep undercuts and detail. Amount to add? 1% of the total volume of your mix will increase thixotropy substantially.
Option: Add Smooth-On Silicone Thinner to your initial mix to lower the viscosity of your “print coat”.
Apply A Support Shell — Once the mold is fully cured, a rigid support shell (mother mold) is necessary to support the rubber mold during casting. PlastiPaste® II is a trowelable plastic is ideal as a mother mold material.
Curing — Allow the mold to cure at least 6 hours at room temperature 25°C before demolding. Do not cure rubber where temperature is less than 18°C. You can cure the mold faster by applying mild heat 60°C for 2 hours.
Using The Mold — When first cast, silicone rubber molds exhibit natural release characteristics. Depending on what is being cast into the mold, mold lubricity may be depleted over time and parts will begin to stick. No release agent is necessary when casting wax or gypsum. Applying a release agent such as Ease Release® 200 (available from Form X) prior to casting polyurethane, polyester and epoxy resins is recommended to prevent mold degradation.
Mold Performance & Storage — The physical life of the mold depends on how you use it (materials cast, frequency, etc.). Casting abrasive materials such as concrete can quickly erode mold detail, while casting non-abrasive materials (wax) will not affect mold detail. Before storing, the mold should be cleaned with a soap solution and wiped fully dry. Two part (or more) molds should be assembled. Molds should be stored on a level surface in a cool, dry environment.