Подборка по базе: Рекомендуемое соотношение объемов частей ВКР.docx, смена мет частей.pdf, 1. ДПО ПП Начальник караула пожарных частей.pdf, «Изготовление цилиндрических и конических деталей ручным инструм, Особенности проектирования и производства деталей из композицион, спецификация деталей.docx, ЛЕКЦИЯ № 11 Ремонт корпусных деталей.docx, Типовые технологические процессы изготовления деталей машин.pdf, Изготовление керамических деталей и получение спаев металл.docx, Практика подготовка деталей к разметке.doc
Дефектация и ремонт триангеля
Организация ремонта триангеля
Руководство, контроль качества ремонта триангелей осуществляет бригадир тележечного участка. На участке ремонта триангелей, в технологической последовательности, производятся следующие операции:
— передача триангелей на рабочие позиции с межпозиционным накоплением;
— разборка;
— дефектация
— испытание;
— механизированная правка триангелей;
— п/автоматическая очистка и наплавка резьбовой поверхности цапф;
— наплавка поверхностей посадочных мест башмаков;
— механическая проточка и нарезание резьбы на цапфах;
— выпрессовка втулки, механизированная обработка отверстия,
— запрессовка втулки в распорку и испытание триангеля;
— сборка триангеля с механизированным завинчиванием гаек;
— установка скоб для равномерного износа колодок;
— накопление и выдача с участка отремонтированных триангелей.
Демонтаж триангеля
Триангель демонтируется (рисунок 12.1) с тележки на позиции разборки и перемещается на участок ремонта триангелей, при этом необходимо:
-демонтировать с тележки вертикальные рычаги и затяжку вертикальных рычагов, для чего извлечь валики (оси) 1, 2 и 11, предварительно удалив из них шплинты и сняв с них шайбы;
— удалить шплинты 8 правой и левой подвесок, снять шайбы 9;
— удалить фиксаторы 3 из предохранительных скоб 4 (для скобы конструкции ПКБ ЦВ) или сжать свободные концы фиксатора 12, вывести его из паза скобы 13 (для предохранителя конструкции ОАО «РИТМ»);
— извлечь оси 10 из кронштейна боковой рамы тележки и снять скобы 4 или скобы 13;
— снять триангель в сборе с башмаками и подвесками с тележки;
— удалить замки 5 со скоб 6 по равномерному износу колодки;
— снять скобы 6 с распорок триангелей 7.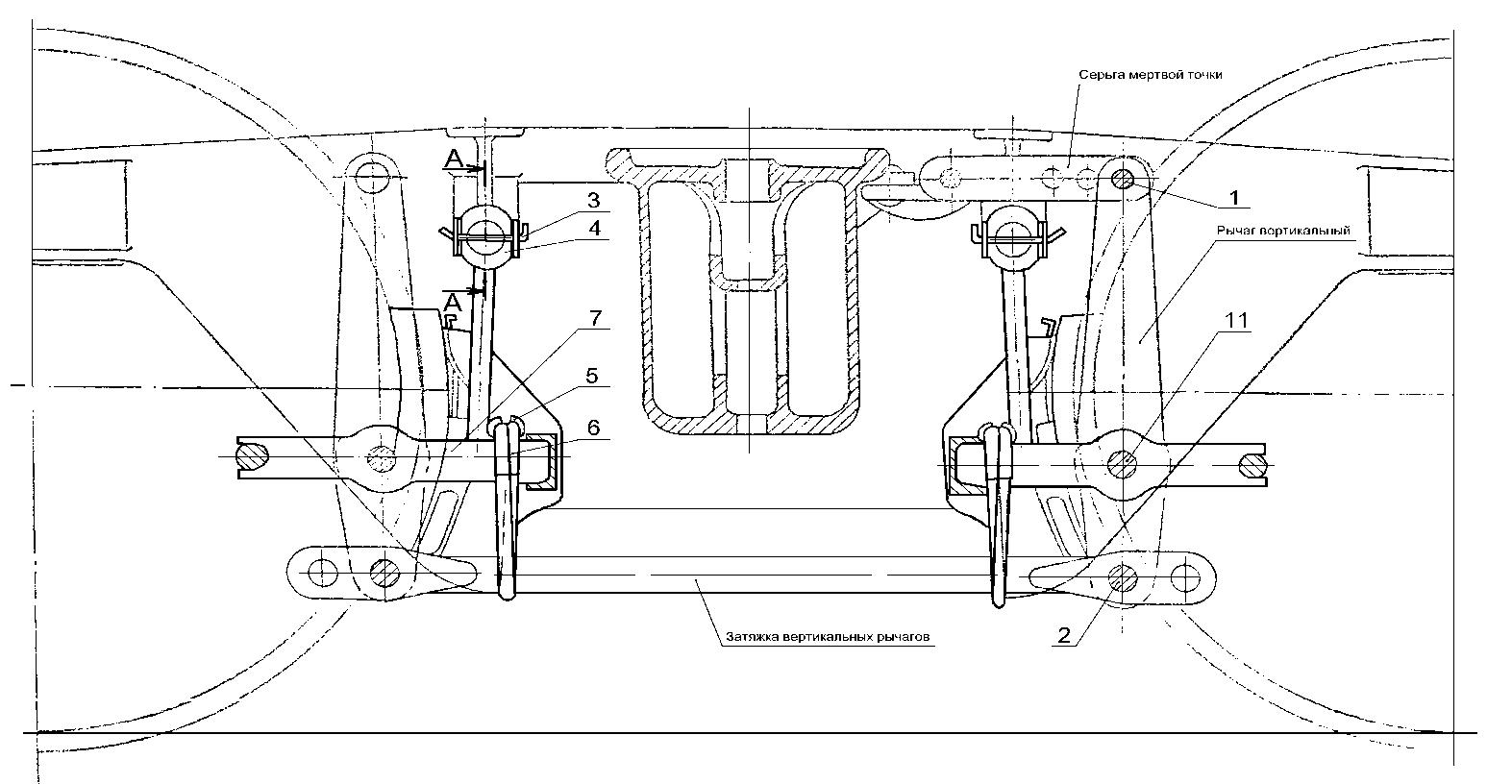
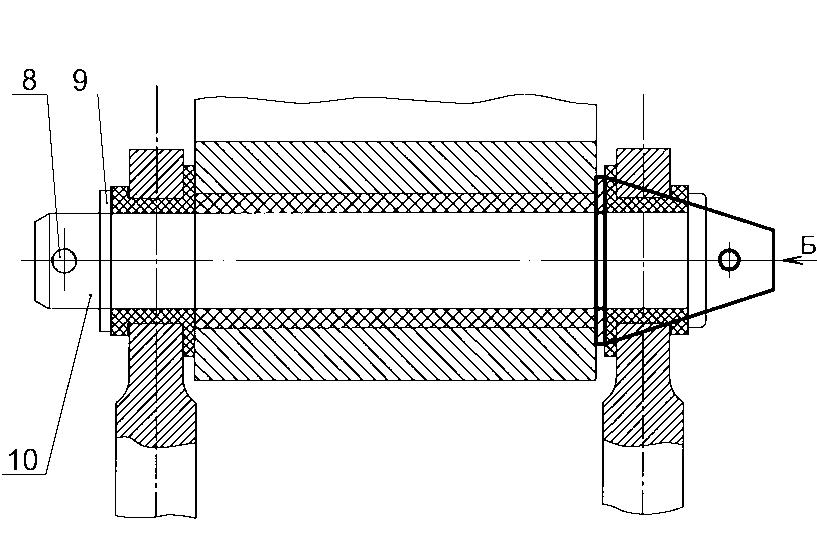
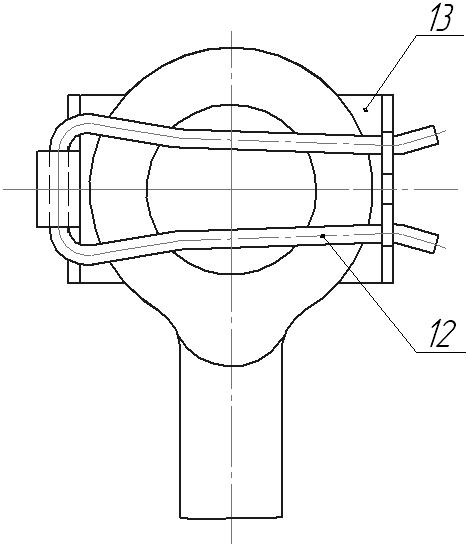
Рисунок 12.1 — Демонтаж триангеля с тележки
Триангель в сборе с башмаками и подвесками перемещается кран-балкой (грузоподъемностью 0,5 т) на позицию ремонта триангелей.
Разборка и дефектация триангеля
Триангель устанавливается на стенд разборки, сборки и испытания, где производится определение технического состояния его, величина зазора между распоркой и струной триангеля, его деформация, контроль всех размеров триангеля с помощью шаблонов.
После определения технического состояния триангеля слесарь по ремонту подвижного состава 5-го разряда производит демонтаж триангеля (рисунок 12.2): удаляют шплинты 12 с правой и левой стороны, отворачивают и снимают гайки 13 с цапф триангеля, снимают с триангеля левый и правый наконечники 8 и 9, башмаки 10 и закладки 11. Складируют на стеллажи и в контейнеры. Гайки, наконечники, закладки, тормозные башмаки, требующие ремонта наплавкой с последующей механической обработкой, передают на позицию ремонта в контейнерах.
Все детали и узлы после разборки должны быть очищены от загрязнений с применением, при необходимости, металлической щетки.
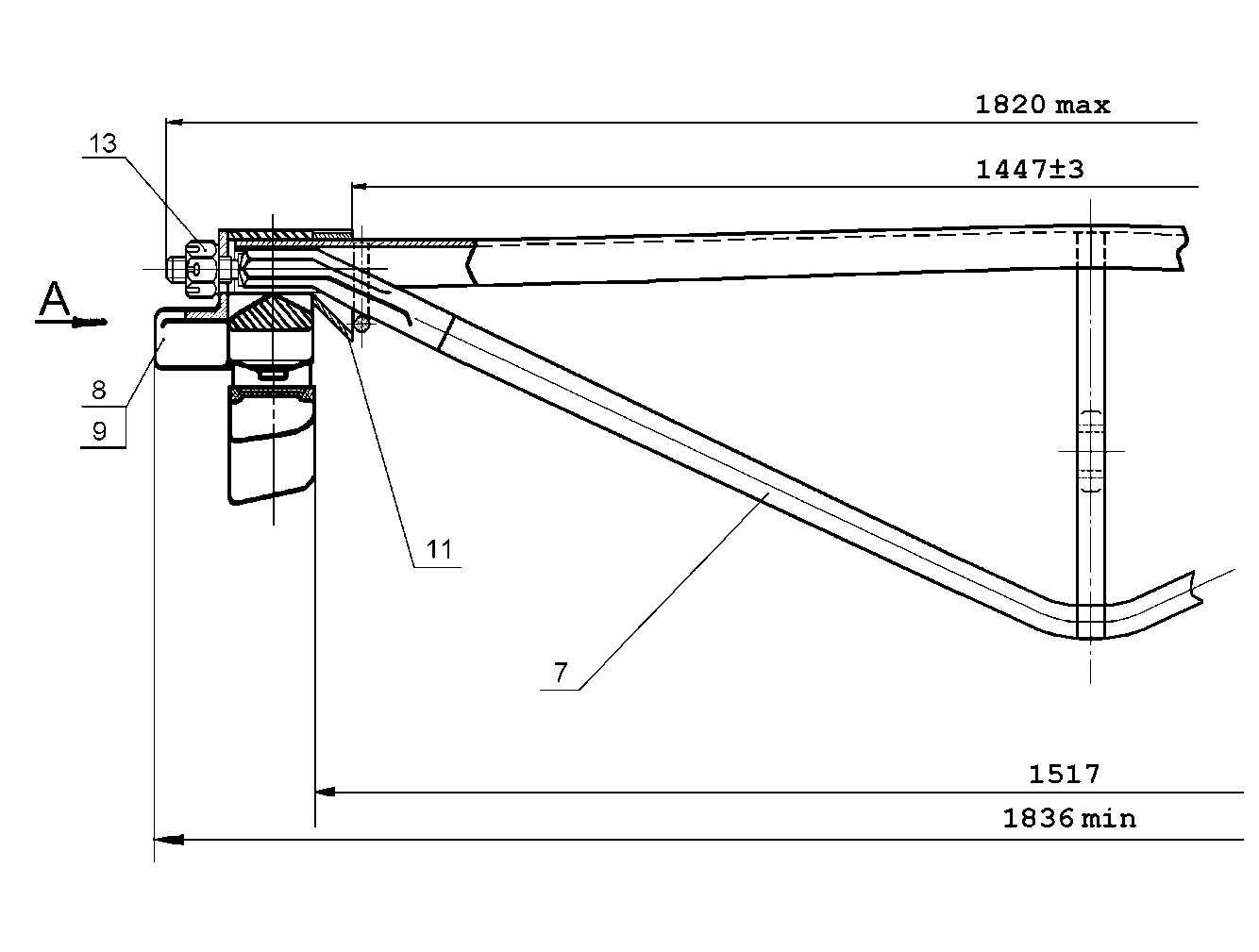
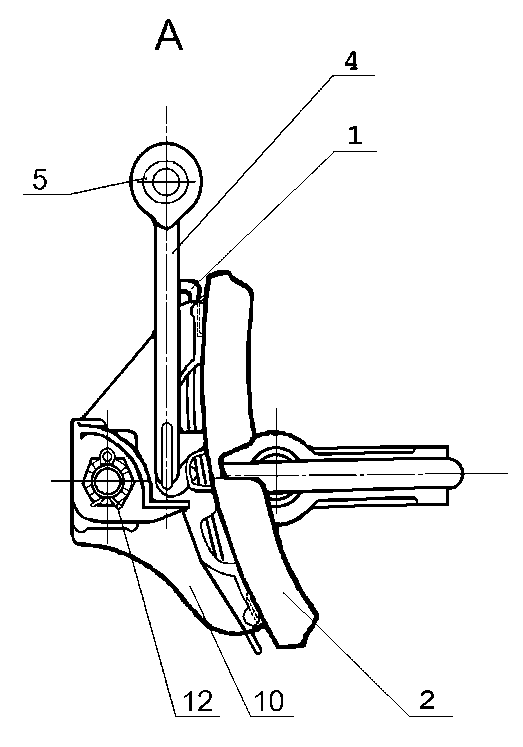
Рисунок 12.2. – Разборка триангеля
1 – чека 1 ГОСТ 1203-75 100.40.014 или чека 2ГОСТ 1203-75 100.40.014-01;
2 – колодка тормозная
4 – подвеска триангеля 100.40.051-0;
5 – втулка 100.40.028-2 или Т258.00.01;
7 – триангель;
8 – наконечник триангеля левый 100.40.0111;
9 – наконечник триангеля правый 100.40.009-1;
10 – башмак неповоротный гост 3269-78 100.40.016-2;
11 – закладка триангеля 100.40.008-2 или 100.40.008-3;
12 – шплинт 6,3х63 ГОСТ 397-79;
13 – гайка 100.40.012-0 или 100.40.012-1, или гайка по ГОСТ 5918-73, или гайка по ГОСТ 5932-73.
Триангель осматривается. Трещины, изломы швеллера, струны и распорки, деформация триангеля (уклон швеллера более чем 1:40) не допускаются.
Дефектацию узла произвести в соответствии с таблицей 12.1.
Таблица 12.1
-
Возможный дефект Метод установления дефекта, средство контроля Заключение и рекомендуемые методы ремонта 1 2 3 Трещины (за исключением сварных швов), изломы Визуальный осмотр Заменить Трещины в сварных швах Визуальный осмотр Трещины заварить в соответствии с Инструкцией по сварке и наплавке при ремонте грузовых вагонов С  рыв, износ резьбы 1
рыв, износ резьбы 1 Визуальный осмотр Заменить или ремонтировать в соответствии с п. 6.1.2 Д еформация резьбы 1 (резьба забита)Визуальный осмотр Ремонтировать (прорезать резьбу плашкой) Р азмер 2 более или менее нормыПроверка шаблоном Т542.05.000 в соответствии с Т542.00.000 РЭ Заменить триангель И знос втулки по диаметру 3 более нормыП роконтролировать размер 3
При деповском ремонте диаметр более 41,5 мм не допускается.
При капитальном ремонте диаметр более 41 мм не допускается. Штангенциркуль
ШЦ-I-125-0,1 ГОСТ 166
Заменить втулку в соответствии с п.6.1.3 В ыкрашивания и трещины втулки 4 ослабление запрессовки втулкиВизуальный осмотр Заменить втулку в соответствии с п. 6.1.3 Наличие зазора между струной и распоркой триангеля более 5мм П роконтролировать размер 4 Линейка 150 ГОСТ 427Заменить триангель Наличие зазора между струной и распоркой триангеля не более 5 мм П роконтролировать размер 4 Линейка 150 ГОСТ 427Ремонтировать в соответствии с п. 6.1.4 О  тсутствует или забито отверстие 5
тсутствует или забито отверстие 5Визуальный осмотр Ремонтировать в соответствии с п. 6.1.5 Износ поверхностей В и Г
П роконтролировать размеры 6 и 7 . Размер 6 менее 43 мм не допускается. Размер 7 менее 78 мм не допускается. Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166Ремонтировать в соответствии с п. 6.1.6
Восстановление и правка триангеля
Восстановление изношенных мест распорки под струной триангеля при глубине износа не более 5 мм путем постановки вкладыша и приварки его с двух сторон к распорке на позиции сборки тележек сваркой. Места приварки вкладыша слесарь отмечает мелом. Зазор между струной и вкладышем не допускается.
Запрещается применение триангеля, имеющего зазор по диаметру и вдоль резьбы более 0,8 мм и наличие более трех поврежденных или сорванных ниток резьбы цапфы триангеля.
Триангель с поврежденной резьбой подается электроталью на токарный станок марки 1 К 62 для удаления резьбы. После удаления резьбы триангель электроталью подается и устанавливается на установку для наплавки наконечника цапфы триангеля.
Наплавка резьбы цапфы триангеля производиться электродами марки УОНИ 13/45, УОНИ-13/55, МР-3, и т.д. по ГОСТ 9467-75, сварочной проволокой Св-08Г2С по ТУ 14-130-284-97 при автоматической и полуавтоматической наплавке.
Сварочные электроды перед сваркой должны быть прокалены во избежание образования дефектов: трещин, пор.
Перед наплавкой изношенная резьба цапфы удаляется на станке марки 1К62.
После удаления резьбы триангель устанавливается на станок для автоматической наплавки цапфы под резьбу, где производиться наплавка сварочной проволокой в среде углекислого газа согласно «Инструкции по сварке и наплавке при ремонте грузовых вагонов».
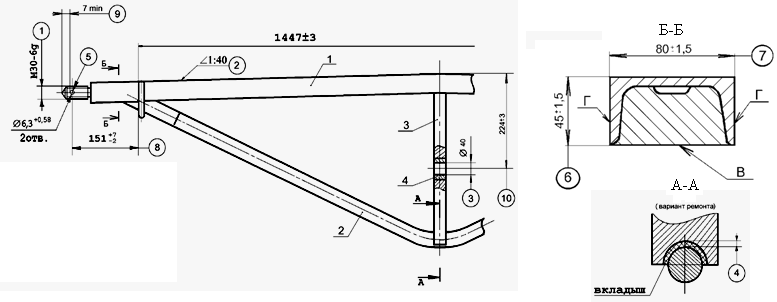
Рисунок 12.3 – Восстановление триангеля
После наплавки цапфы, триангель устанавливается на накопитель.
Резьба восстанавливается до чертежного размера М30.6g. После восстановления резьбы цапфы (рисунок 12.3), в цапфе триангеля сверлится отверстие под шплинт d = 6,3 g 15(+0,58) на расстоянии 151+7-2 мм от скобы;
Заварка дефектов в сварных швах, приварка струн и усиливающих планок триангеля, наплавка с последующей механической обработкой до чертежных размеров нажимных плоскостей цапф триангеля износостойкими электродами производится на участке ремонта.
Ширина цапфы после обработки наплавленной поверхности должна быть 46±1 мм, высота – 80 мм.
Для измерения величины изгиба швеллера на триангель устанавливается шаблон для измерения длины Т258.05.00.000.
Скоба – фиксатор шаблона должна размещаться на распорке триангеля со стороны швеллера. Неподвижные упоры шаблона, расположенные на расстоянии 480 мм от оси распорки, должны соприкасаться со швеллером триангеля, свидетельствуя, что изгиб триангеля нормальный.
Если неподвижные упоры шаблона не соприкасаются со швеллером – триангель изогнут больше нормы и подлежит ремонту.
В случае если скоба-фиксатор шаблона не соприкасается со швеллером при прижатых неподвижных упорах – изгиб меньше нормы, т.е. триангель «выпрямился» и подлежит ремонту.
Правка швеллера триангеля производится на стенде для правки.
В зависимости от деформации, триангель устанавливается вертикально или горизонтально между упорами и в зев правильной скобы. Ходом штока цилиндра со скобой в сторону выпуклости деформированного участка производится правка. Для предотвращения обратного выгиба предусмотрены средние упоры, ограничивающие ход правильной скобы с правящим элементом триангеля.
Для проведения правки швеллера триангеля необходимо повернуть ручку гидрораспределителя в положение хода штока цилиндра со скобой в сторону выпуклости, и после правки до упора возвратить скобу в исходное среднее положение;
при деформации швеллера в направлении струнки или обратно положить триангель на плиту пресса и произвести правку ходом правильной скобы в сторону выпуклости в последовательности указанной выше.
Правка распорки триангеля, рассверловка и дорнование распорки производится на станке для обработки и испытания триангеля в следующей последовательности:
— положить триангель боковой поверхностью на стол станка, прислонив распоркой к стационарному упору, и совместить отверстие с осью центратора;
— завести центратор в отверстие распорки, повернув ручку в сторону упора;
— прижать распорку двумя зажимами к стационарному упору, повернув ручку гидрораспределителя в положение «зажим триангеля»;
— вывести центратор из отверстия в распорке, повернув ручку в обратную сторону от упора;
— нажать на кнопку включения электропривода зенкерования;
— повернуть ручку гидрораспределителя в положение рабочей подачи зенкера «Подача фрезерной головки»;
— повернуть ручку гидрораспределителя в обратное положение для вывода зенкера из раззенкованного отверстия;
— освободить от зажима распорку триангеля, повернув ручку гидрораспределителя в положение освобождение зажима;
— надеть металлокерамическую втулку на хвостовик дорна и вставить его в гнездо ползуна устройства дорнования;
— повернуть триангель вокруг швеллера и положить его боковой поверхностью на стол станка, совместив отверстие с осью дорна;
— повернуть ручку гидрозамедлителя цилиндра устройства дорнования в положение хода ползуна вперед;
— после дорнования и запрессовки втулки, повернуть ручку гидрораспределителя в обратную сторону; при этом ползун возвратится назад, в исходное положение;
— вынуть дорн из отверстия запрессованной втулки и приступить к силовому испытанию триангеля;
— вставить стендовый палец в совмещенные отверстия щек рычажной испытательной системы и распорки;
— нагрузить триангель усилием 12т, повернув ручку гидрораспределителя цилиндра испытательного устройства в положение нагрузки;
— повернуть ручку гидрораспределителя в обратное положение для снятия нагрузки;
— вынуть палец из отверстий щек рычажной системы и распорки;
— снять триангель со станка.
Диаметр отверстия втулки распорки триангеля после ремонта проверяется шаблоном № 6 (Т542.00.003). Если непроходная сторона «НЕТ» шаблона № 6 входит в отверстие втулки распорки триангеля, то втулка подлежит замене.
Замене подлежат так же втулки, выступающие за пределы толщины рычагов, затяжек и головок тяг более чем на 1 мм.
При капитальном ремонте вагонов втулки, изношенные по внутреннему диаметру более 1 мм от номинального размера шарнирного соединения, необходимо заменить.
При деповском ремонте вагонов втулки, изношенные по внутреннему диаметру более 1,5 мм от номинального размера шарнирного соединения, необходимо заменить.
При замене следует устанавливать новые втулки из композиционного прессовочного материала.
Перед запрессовкой новой втулки необходимо проконтролировать диаметр отверстия под нее в распорке триангеля, который должен быть в пределах от 50 до 50,07 мм. В случае если диаметр отверстия превышает 56 мм, отверстие восстановлению не подлежит – триангель необходимо заменить. В случае если диаметр отверстия более 50,7 мм, но не превышает 56 мм, допускается восстанавливать его наплавкой с последующей обработкой до диаметра (50+0,062) мм с соблюдением размера 10 рисунок 13.3. или способом приварки переходной стальной втулки:
— отверстие расточить до диаметра (60+0,046) мм;
— изготовить втулку в соответствии с чертежом, приведенным на рисунке 13.3;
— вставить изготовленную втулку в отверстие в распорке триангеля;
— приварить втулку по периметру к распорке с обеих сторон;
— сварной шов зачистить (снять выпуклость сварного шва);
— рассверлить в приваренной втулке отверстие до диаметра (50+0,062) мм с соблюдением размера 10 (рисунок 13.3) и со снятием фаски размером 1мм под 450.
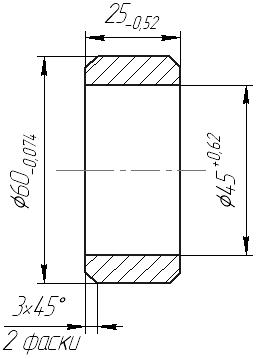
Рисунок 12.4 – Втулка распорки триангеля
При капитальном ремонте вагонов втулки, изношенные по диаметру более 1 мм от номинального размера шарнирного соединения, необходимо заменить.
При деповском ремонте вагонов втулки, изношенные по диаметру более 1,5мм от номинального размера шарнирного соединения, необходимо заменить.
Закладка триангеля 100.40.008-2, 100.40.008-3
Рисунок 12.5 — Рисунок 12.6 —
Закладка триангеля 100.40.008-2 Закладка триангеля 100.40.008-3
Дефектацию закладки триангеля (рисунок 12.5, 12.6) произвести в соответствии с таблицей 12.2.
Таблица 12.2
-
Возможный дефект
Метод установления дефекта, средство контроля Заключение и рекомендуемые методы ремонта Трещины Визуальный осмотр Заменить Р  азмер 1 менее нормы
азмер 1 менее нормыП роверить размер 1 :
П
ри деповском ремонте размер 1 менее 33,5 мм не допускается. П
 ри капитальном ремонте размер 1 менее 34 мм не допускается.
ри капитальном ремонте размер 1 менее 34 мм не допускается.Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166
Ремонтировать (наплавка с последующей обработкой до чертежных размеров)
Испытание на растяжение
Перед сборкой триангель, не деформирована распорка, в соответствии с технологической инструкцией по испытанию на растяжение и неразрушающему контролю деталей вагонов, подвергают испытанию на прочность и проверке величины остаточной деформации.
Для этого два триангеля без закладок, башмаков и наконечников укладывают на стенд ремонта и испытания триангелей так, чтобы прямоугольные части цапф разместились на упорах. В отверстия распорок триангелей устанавливается валик диаметром 40 мм, на цапфы с обеих сторон устанавливаются хомуты, на струне и распорке наносятся керном контрольные точки на расстоянии 50-60 мм одна от другой согласно п.7.2.1. руководства по испытанию на растяжение №736-2010 ПКБ ЦВ.
Триангель нагружается усилием 117,6 кН (12 тс), для чего рукоятка гидрораспределителя перемещается в положение «нагружение», при этом показание манометра должно быть 67 кг/см2. В этом состоянии нужно обстучать молотком массой 0,8 килограмм струну и швеллер триангеля с разных концов, проверить наличие трещин и других повреждений во всех элементах триангеля в нагруженном состоянии, особенно в местах соединений сваркой.
Вращением рукоятки дросселя давление снижается до 6,8-7,8 кН (0,7-0,8 тс) показание манометра 3,5-4 кг/см2, затем вторично увеличивается нагрузка до 117,6 кН (67 кг/см2), повторяются ранее проделанные операции. Далее необходимо рукояткой гидрораспределителя снять нагрузку и проверить величину остаточной деформации, замерив штангенциркулем расстояние между ранее нанесенными контрольными точками. Увеличение этого расстояния более чем на 0,5 мм не допускается (рис.12.7).
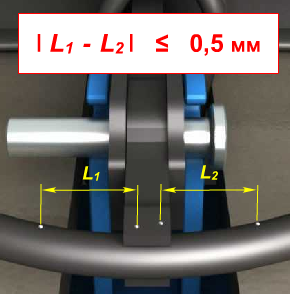

Рисунок 12.7 Рисунок 12.8
При большей остаточной деформации триангель вторично осмотреть, установить причину, устранить ее и вторично испытать триангель.
Отремонтированные триангеля без испытания на прочность и проверки величины остаточной деформации к сборке и постановке на вагон не допускаются.
При удовлетворительных результатах испытания на распорке триангеля вблизи струны наносится клеймо участка ремонта. Угловой шлифмашинкой зачищается место для нанесения клейма участка ремонта и испытания триангеля. Клеймо должно быть выделено белой краской (рис. 12.8).
Гайка триангеля
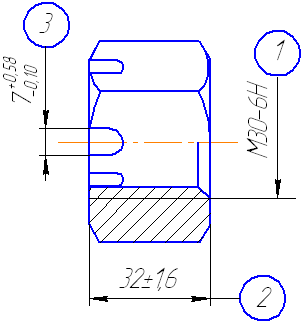
Рисунок 12.9 — Рисунок 12.10 —
Гайка 100.40.012-1 Гайка – 100.40.012-0
Дефектацию гайки произвести в соответствии с таблицей 12.3.
Таблица 12.3
-
Возможный дефект
Метод установления дефекта, средство контроля Заключение и рекомендуемые методы ремонта 1 2 3 Трещины, отколы Визуальный осмотр Заменить С  рыв, износ резьбы 1
рыв, износ резьбы 1Визуальный осмотр Заменить Д еформация резьбы 1 (резьба забита)Визуальный осмотр Ремонтировать (прорезать резьбу метчиком)
Р азмер 2 менее 30 ммП роконтролировать размер 2 Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166Заменить Р азмер 3 более 9ммПроконтролировать размер 3 Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166 Заменить
Наконечник триангеля
Наконечник триангеля правый 100.40.009-1, наконечник триангеля левый 100.40.011-1.
Рисунок 12.11 – Наконечник триангеля
Дефектацию наконечника произвести в соответствии с таблицей 12.4.
Таблица 12.4
-
Возможный дефект
Метод установления дефекта, средство контроля Заключение и рекомендуемые методы ремонта 1 2 3 Трещины Визуальный осмотр Заменить Ширина опорной полки более 87 мм или менее 83 мм П роконтролировать размер 1. Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166Заменить Т олщина опорной полки более 9 мм или менее 7 ммПроконтролировать размер 2 Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166 Заменить Р азмер 3 более нормыП роконтролировать размер 3: При деповском ремонте размер 3 более 39 мм не допускается.
П
ри капитальном ремонте размер 3 более 37 мм не допускается.Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166
Заменить или ремонтировать в соответствии с п.6.5.2
Допускается производить ремонт наплавкой изношенной поверхности опорной полки с последующей обработкой до чертежных размеров.
Допускается производить ремонт наплавкой изношенной поверхности опорной полки с последующей обработкой до чертежных размеров.
Если размер 2 менее 5 мм, то наконечник ремонту не подлежит – его необходимо заменить.
При условии, что износ отверстия по диаметру не превышает 10 мм, допускается производить ремонт наплавкой или полной заваркой отверстия с последующей обработкой отверстия до чертежных размеров.
При величине износа более 10 мм по диаметру, наконечник ремонту не подлежит – его необходимо заменить.
Сборка триангеля
Сборку триангеля, необходимо производить в последовательности обратной его разборки:
— установить на триангель закладки;
— установить на цапфы триангеля башмаки, наконечники;
— закрутить гайки;
— установить шплинты.
В процессе сборки необходимо:
— проконтролировать установку тормозных башмаков – тормозные башмаки должны быть установлены так, чтобы при не закрепленной гайке они не качались на цапфе, допускается устранять зазор между нажимной плоскостью цапфы и плоскостью отверстия башмака постановкой между ними стальной прокладки размером 80х80 мм и толщиной, которая определяется размером зазора в соединении и условием, что прокладка должна устанавливаться с натягом;
— контролировать крутящий момент при закручивании гайки на цапфе триангеля – он не должен превышать 23 кгс;
— шплинты ставить только новые — повторное использование шплинтов запрещено;
— шплинты ставить головками вверх, шплинт должен проходить через прорези гайки – для регулировки совмещения отверстия цапфы и прорези гайки допускается устанавливать под гайку шайбу 32 по ГОСТ 9649;
— обе ветви шплинта разводить между собой на угол не менее 90о;
— резьбовые поверхности цапф триангеля и гаек смазать индустриальным маслом ГОСТ 20799;
— проконтролировать отсутствие зазоров между башмаком, закладкой и наконечником – они должны быть жестко закреплены гайкой.
Произвести проверку основных размеров собранного триангеля.
Установить на триангель шаблон измерения длины Т 542.05.000, как показано на рисунке 12.12. Сдвинуть концевые губки шаблона до соприкосновения с наконечниками триангеля. Затем раздвинуть подвижные указатели расстояния между тормозными башмаками до упора их в тормозные башмаки.
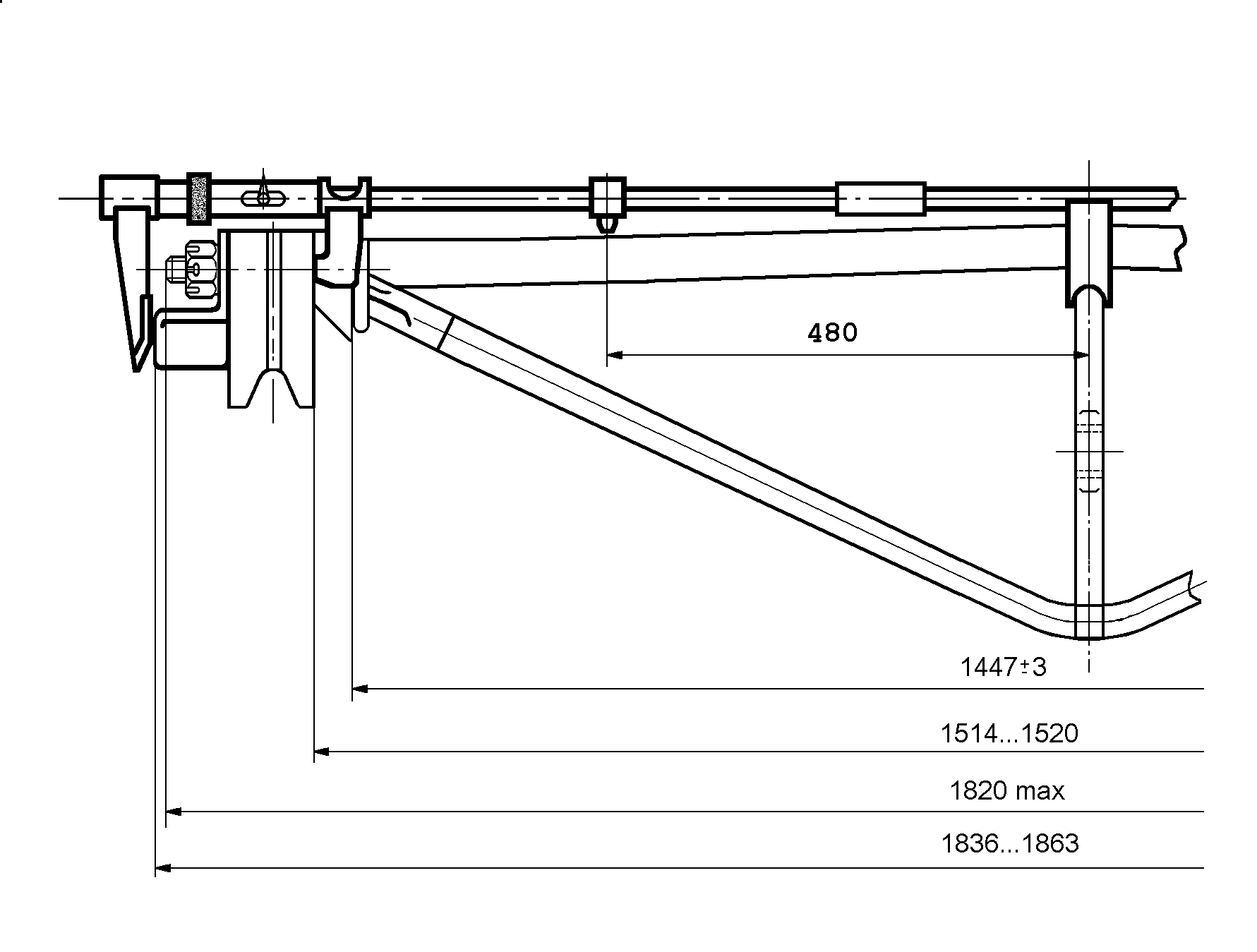
Рисунок 12.12. – Измерение длины триангеля шаблоном Т 542.05.000
Проконтролировать длину триангеля по наконечникам, которая должна быть не менее 1836 мм и не более 1863 мм, расстояние между тормозными башмаками, которое должно быть не менее 1512 мм и не более 1523 мм. При этом разница между показаниями шкал двух сторон шаблона не должна превышать 3 мм.
Триангель, не отвечающий этим требованиям подлежит переформированию.
Резьбу на концах триангеля проверяют кольцом-калибром ПР (кольцо 8211-0109 6g ГОСТ 17763) и кольцом-калибром НЕ (кольцо 8211-1109 6g ГОСТ 17764).
Зазор между башмаком и наконечником не допускается.
Запрещается повторное применение шплинтов.
Перемещение деталей узла крепления тормозного башмака не допускается.
На распорку триангеля устанавливается скоба для равномерного износа тормозных колодок, выполненная из прутка диаметра 16 мм и имеющая внутренний охватывающий размер 226+2 мм. На распорке триангеля ветви скобы стягиваются клещами до соприкосновения и фиксируются замком. Концы замка загибаются до отказа, образуя замок, между концами замка допускается зазор до 3 мм. Проект ПКБ ЦВ № 1180.000.
Скобы и замки должны устанавливаться только годные: не имеющие изломов и трещин. При деповском ремонте допускается износ (протертость) скобы не более 1,5 мм, при капитальном – скобы устанавливаются только новые.
Ремонт тележек грузовых вагонов
1. Общие положения
Настоящий технологический процесс разработан в соответствии с
Инструкцией по ремонту тележек грузовых вагонов РД 32 ЦВ 052-2009, Инструкцией
по ремонту тележек грузовых вагонов модели 18-100 с установкой износостойких
элементов РД 32 ЦВ 072-2009, Руководством по ремонту триангеля рычажной
передачи тележек грузовых вагонов Р001 ПКБ ЦВ-97 РК/1, Методикой испытаний на
растяжение 656-2000 ПКБ ЦВ деталей вагонов, Руководством по деповскому ремонту
грузовых вагонов ЦВ-369/07, Руководством по капитальному ремонту грузовых
вагонов ЦВ-334/06, Инструкцией по сварке и наплавке при ремонте вагонов и
контейнеров РТМ 32 ЦВ-201-78, Инструкцией по ремонту тормозного оборудования
вагонов ЦВ-355-06.
В технологическом процессе изложены требования:
к организации работы тележечного цеха;
порядке ремонта и приемке тележек после ремонта;
испытанию и неразрушающему контролю деталей тележек;
техники безопасности при ремонте тележек;
пожарной безопасности в тележечном цехе.
2. Назначение тележечного цеха
Тележечный цех предназначен для производства ремонта деталей
тележек грузовых вагонов, поступающих в депо для производства капитального (КР,
КРП), деповского, текущего отцепочного ремонта и тележек, поступающих в ремонт
отдельно.
Тележечный цех расположен в главном производственном корпусе
параллельно вагоносборочному цеху.
В тележечном цехе производятся работы по разборке, ремонту и
сборке тележек. Детали тележек, требующие постановления наплавкой,
восстанавливаются при помощи ручной дуговой сварки, детали тележек, требующие
повышенного ремонта (башмаки, триангеля, надрессорные балки, боковые рамы),
направляются на ремонт в подсобно-заготовительный цех.
При ремонте детали тележек (надрессорные балки, боковые рамы,
соединительные балки, подвески тормозного башмака, шкворни) подлежат
неразрушающему контролю, которые проводится дефектоскопистами по магнитному и
ультразвуковому контролю участка неразрушающего контроля согласно ТИ-18
«Технологическая инструкция по проведению неразрушающего контроля деталей
подвижного состава на участке неразрушающего контроля».
При выпуске из ремонта детали тележек должны иметь
соответствующие клейма, бирки, знаки и надписи, указывающие место и дату
изготовления, ремонта и испытания, проставленные в соответствии с требованиями
нормативной технической документации, а также знаки, указывающие установку
тележек под конкретный вагон.
3. Штат тележечного цеха
Таблица 1. Штат работников тележечного цеха
|
Наименование |
Разряд |
Контингент |
|
Мастер |
||
|
Бригадир |
6 |
|
|
Слесарь по |
5 |
|
|
Слесарь по |
4 |
|
|
Электрогазосварщик |
4 |
|
|
Машинист |
3 |
|
|
Дефектоскопист |
6 |
|
|
Машинист крана |
4 |
|
|
Уборщик |
2 |
4. Руководство тележечным цехом
Общее руководство тележечным цехом осуществляет мастер цеха,
находящегося в подчинении заместителя директора депо по ремонту. Руководство
сменами осуществляется бригадирами.
Мастер тележечного цеха обеспечивает выполнение плановых
заданий по ремонту тележек в соответствии с требованиями технологического
процесса в строгом соблюдении правил техники безопасности и охраны труда,
осуществляет контроль за выполнением работниками смены Правил внутреннего
рудового распорядка.
Бригадир осуществляет руководство сменой цеха, производит
проверку качества ремонта и приемку отремонтированных тележек, заносит данные о
ремонте тележек в учетно-отчетные формы по ремонту вагонов, составляет лист
комплектации вагонов после ремонта относительно данных комплектации деталей
тележек вагонов, выпускаемых из ремонта.
Должностные обязанности мастера, бригадира тележечного цеха
отражены в должностных инструкциях.
5. Техническая оснащенность тележечного цеха
. Кран мостовой электрический Р-10Т грузоподъемностью 10 т;
. Кран мостовой электрический Р-5Т грузоподъемностью 5 т;
. Машина для мойки тележек грузовых вагонов;
. Стенд для запрессовки резиновых втулок в подвеску башмака;
. Стенд для измерения высоты пружин и испытания;
. Стенд для клепки фрикционных планок боковых рам;
. Стенд для ремонта и испытания триангелей;
. Стенд-имитатор нагрузки порожнего грузового вагона на ходу;
. Толщиномер ультразвуковой «Взлет-УТ»;
. Установка для нагрева заклепок УН-02;
. Установка дефектоскопная ферразондовая для контроля
двухосных тележек 8-ДФ-205.30А, оборудованная намагничивающим устройством
МСН-10 (на участке неразрушающего контроля);
. Дефектоскоп вихретоковый ВД 213.1 (на участке
неразрушающего контроля);
. Дефектоскоп 201.1А (на участке неразрушающего контроля);
. Намагничивающее устройство МСН 33.3 (на участке
неразрушающего контроля);
. Намагничивающее устройство МСН 34.10 (на участке
неразрушающего контроля);
. Кантователь для ремонта надрессорных балок;
. Кантователь для ремонта боковых рам;
. Сварочный полуавтомат ВДУ-506;
. Консольная кран-балка с электроталью грузоподъемностью 0,25
тн;
. Передвижная система вентиляции СОВПЛИМ;
. Скоба гидравлическая для клепки фрикционных планок;
. Ставлюга для надрессорной балки;
. Ставлюга для боковой рамы;
. Комплект измерительного инструмента и шаблонов.
6. Обеспечение тележечного цеха запасными частями
и материалами
Мастер тележечного цеха обеспечивает ежесменное снабжение
тележечного цеха необходимыми запасными частями и материалами с центрального
склада депо в установленном порядке согласно Пж СМК 02 «Положение по учету
движения товарно-материальных ценностей в депо» из расчета количества,
указанного лимитно-заборными картами, а также требований на запасные части и
материалы, выписанные сверх лимита по фактической потребности.
Мастер цеха производит снабжение цеха необходимым, исправным
и поверенным мерительным инструментом, шаблонами. Неисправный, а также с
истекшим сроком поверки, мерительный инструмент и шаблоны, мастер тележечного
цеха передает метрологу депо для ремонта или очередной поверки.
Запасные части и материалы, поступающие в тележечный цех с
центрального склада депо должны иметь копии сертификатов качества (сертификатов
соответствия).
Предварительный комиссионный осмотр приобретенных новых и б/у
надрессорных балок и боковых рам производится комиссией в числе заместителя
директора депо по ремонту, мастера тележечного цеха, представителя поставщика
детали, приемщика вагонов АО «НК» КТЖ». В ходе ремонта производится 100%
входной контроль новых деталей с регистрацией результатов контроля
(неразрушающего и визуального) в журнале неразрушающего контроля литых деталей
вне зависимости от наличия сертификата завода-изготовителя деталей. На вновь
приобретенные детали, признанные в процессе проведения неразрушающего контроля
непригодными к дальнейшему использованию, составляется акт-рекламация формы
ВУ-41 и деталь отставляется от ремонта.
7. Требования к оборудованию и технологической
оснастке тележечного цеха
Все оборудование, в том числе грузозахватные приспособления,
перед началом работы должно быть осмотрено и проверено с обязательной отметкой
в Журнале приема-передачи оборудования. Все неисправности, выявленные при
приемке оборудования, должны быть отражены в указанном журнале. Основные
требования к грузозахватным приспособлениям отражены в Приложении №7 настоящего
технологического процесса.
Ответственность за исправность оборудования цеха несет мастер
(бригадир) тележечного цеха. При выявлении неисправности оборудования работа на
нем должна быть немедленно прекращена и приняты меры к началу работ по его
ремонту.
Все манометры и средства измерения, в том числе шаблоны,
используемые в работе, подлежат поверке в Нацэкс РК не реже 1 раза в год.
Перечень необходимых средств измерений и шаблонов указан в Приложении №3
настоящего технологического процесса.
Испытательные стенды подлежат ежесменному осмотру и приему
при передаче смены бригадирами цеха, а также периодической аттестации,
проводимой не реже 1 раза в 6 месяцев.
8. Основные требования к ремонту тележек грузовых
вагонов
Детали тележки должны иметь знаки и клейма, установленные
соответствующими чертежами, и стандартами, а также коды принадлежности
государству — собственнику.
Износостойкие элементы по проекту M l698 ПКБ ЦВ, применяемые
при ремонте тележек с увеличенным пробегом — клин фрикционный чугунный чертёж M l698.00.002; планка
фрикционная неподвижная толщиной 10 мм чертёж M l698.02.001; планка
подвижная толщиной 6 мм чертёж М 1698.02.004; прокладка в подпятник чертёж M l698.01.005; прокладка
сменная чертёж М 1698.02.100 СБ на опорную поверхность буксового проема боковой
рамы (чертёж 100.00.002-1 или чертёж 100.00.002. — 2), прокладка сменная чертёж
М 1698.03.100 СБ на опорную поверхность буксового проема боковой рамы (чертёж
100.00.002-3, 100.00.002-4 или чертёж №578.00.019-0), колпак скользуна (чертеж
м1698.01.006) — должны изготавливаться в соответствии с ТУ 32 ЦВ 2459-2007 ПКБ
ЦВ ОАО «РЖД» «Износостойкие элементы для установки в узлы тележки типа 2 грузовых
вагонов»; ТУ 3183-234-011124323-2007 «Клин фрикционный из серого чугуна для
тележек грузовых вагонов».
Ремонт тележек с установкой износостойких
элементов должен производиться одновременно на обеих тележках вагона. Запрещается
смешанная установка в тележки износостойких элементов с разными проектами
модернизации (например, детали по проекту М 1698 и проекту компании А. Стаки С.
03.04).
Не допускается установка под вагоны деталей модернизации
тележек по проекту М1698, внутренних и наружных пружин, с отсутствующими
знаками завода-изготовителя (маркировкой).
Размеры тележек, их составных частей и деталей должны
соответствовать установленным нормам, а также чертежам завода- изготовителя.
Перечень средств измерений, применяемых при контроле
технического состояния узлов и деталей тележек указан в приложении №3
настоящего технологического процесса.
Дефектация составных частей и деталей тележек грузовых
вагонов проводится визуальным и инструментальным способами. Детали,
подвергаемые неразрушающему контролю, должны быть проверены методами
неразрушающего контроля дефектоскопистами по магнитному и ультразвуковому
контролю.
Наличие трещин во всех деталях тележек не допускается, помимо
трещин, которые должны быть устранены при ремонте в соответствии с настоящим
технологическим процессом.
Размеры узлов и деталей тележек, которым они должны отвечать,
приведены в настоящем технологическом процессе.
Литые детали тележек, имеющие износы, превышающие допустимые,
подлежат ремонту сваркой и наплавкой с последующей механической обработкой до
чертежных размеров.
Нетиповые чеки крепления тормозных колодок, шайбы крепления
рычажной передачи тележек заменяют типовыми, а шплинты — новыми. При всех видах
планового ремонта волокнитовые втулки заменяются на новые. Шарнирные соединения
рычажной передачи смазываются в соответствии с требованиями Инструкции по
ремонту тормозного оборудования вагонов», ЦВ-355.
Зазор в шарнирном соединении в рычагах рычажной передачи
допускается не более 3 мм при деповском и 1,3 мм при капитальном ремонтах. При
текущем отцепочном ремонте и в эксплуатации этот зазор не проверяется.
Шкворни, имеющие трещины и изгиб более 5 мм, подлежат замене.
Износ шкворней по диаметру при деповском ремонте допускается не более 3 мм, при
капитальном ремонте износ шкворней не допускается. Разрешается ремонт шкворней
с износом не более 5 мм, при большем износе ремонт шкворней наплавкой не
разрешается.
Резинометаллический элемент опорной балки
под авторежим, имеющий надрывы, отслоение резины от металла, трещины, заменяют
новыми при деповском ремонте, при капитальном ремонте — заменяют на новые вне
зависимости от состояния. Смещение резины относительно металлической шайбы не
более 2 мм. Зазор между шайбой и приливом боковой рамы должен быть 3-5 мм.
Все шплинты, а также болты и гайки с
сорванной резьбой заменяются новыми. Изношенные отверстия под болты
восстанавливают постановкой втулок с обваркой по периметру. Прогиб балки
опорной в местах контакта с авторежимом не допускается. Трещины в сварных швах
необходимо разделать и заварить. Непараллельность контактных планок
относительно друг друга не более 4 мм, а перекос концов опорной балки не более
2 мм. Непараллельность поверхностей концов опорной балки относительно средней
части допускается не более 4 мм.
Модернизация боковых рам износостойкими элементами по проекту
М1698 проводится на тележках, год изготовления литых деталей которых не
превышает 27 лет, кроме литых деталей тележек изготовления клеймо «6 в овале» —
модернизация таких тележек производится из деталей, изготволения не более 22
лет. Так, например в 2010 г. разрешается модернизация тележек, оборудованных
литыми деталями изготовления клеймо «6 в овале» не ранее 1989 г., в 2011 г. —
не ранее 1990 г. и т.д.
При поступлении в ремонт тележек, модернизированных
износостойкими элементами по проекту М 1698, в обязательном порядке проводится
снятие всех прокладок с боковых рам, прокладок с опорной поверхности
надрессорной балки, подвижных и, в случае неисправности, неподвижных
фрикционных планок. В случае неисправности износостойких элементов производится
их замена на новые или б/у исправные.
9. Организация ремонта тележек грузовых вагонов
После установки вагонов на ремонт бригадир тележечного цеха
производит предварительный осмотр подаваемых в ремонт тележек под вагонами,
записывает номера литых деталей в тележках, номера вагонов, из-под которых они
выкачены и наименование собственника вагона.
Выкаченные из-под вагонов тележки подаются в тележечный цех
по рельсовому пути из вагоносборочного цеха. Тележки при помощи мостового крана
тележечного цеха грузоподъемностью 5 тонн снимаются с колес и направляются на
очистку и обмывку в моечную машину. Колесные пары направляются на ремонт в
колесно-роликовый цех.
После очистки и обмывки тележки при помощи мостового крана
направляются на разборку. После снятия с тележки триангелей, подосной тяги,
фрикционных клиньев тележка в сборе с надрессорными балками и боковыми рамами
устанавливается на ферразондовую установку 8-ДФ-205.30А, оборудованную
намагничивающим устройством МСН-10 для проведения неразрушающего контроля
надрессорных балок и боковых рам.
После проведения неразрушающего контроля тележка при помощи
мостового крана переставляется на ремонтные ставлюги, где тележка полностью
разбирается.
Если неразрушающий контроль литых деталей тележек производится
на намагничивающих устройствах МСН33.3, МСН34.10, надрессорные балки и боковые
рамы должны быть разобраны из состава тележки и направлены на проведение
неразрушающего контроля по отдельности.
Неразрушающий контроль деталей тележек производится в соответствии
с требованиями ТИ-18 технологической инструкции «Неразрушающий контроль деталей
подвижного состава на участке неразрушающего контроля».
Бригадир тележечного цеха в течение смены контролирует
проведение неразрушающего контроля деталей тележек. После проведения
неразрушающего контроля дефектоскопист УНК передает проверенные детали
бригадиру тележечного цеха с оформлением приемки проверенных неразрушающим
контролем деталей в Журнале неразрушающего контроля деталей тележек формы Ф.
133.
Все поступившие в ремонт литые детали тележек должны быть в
обязательном порядке оприходованы в «Журнале учета и оборота боковых рам» формы
ВУ-38, «Журнале учета и оборота надрессорных балок» формы ВУ-39.
После разборки детали тележек осматриваются, производятся их
замеры, при необходимости ремонта производится восстановление деталей
наплавкой. Непригодные к дальнейшему ремонту детали заменяются на исправные
(или новые). В случае необходимости выполнения повышенного объема ремонта
надрессорных балок и боковых рам детали направляются на ремонт (восстановление
наплавкой и механическую обработку) в подсобно-заготовительный цех.
После ремонта детали тележки подвергаются повторному осмотру,
обмеру, испытанию, клеймению и нанесению специальных трафаретов.
После сборки тележки предварительно испытываются на
стенде-имитаторе, а затем передаются в вагоносборочный цех для подкатки под
ремонтируемые вагоны, где производятся окончательные замеры завышения,
занижения фрикционных клиньев относительно нижней опорной поверхности надрессорной
балки.
На забракованные литые детали тележки составляется акт
выбраковки с указанием номера детали, завода-изготовителя, годы изготовления,
причины выбраковки, номера вагона, из-под которого деталь выкачена,
собственника детали. На забракованных деталях наносится разметка масляной
краской «брак» и указывается собственник детали. На забракованных деталях
наносится надпил глубиной более 10 мм, шириной 3-5 мм: на боковой раме — в
кромке технологического окна, в надрессорной балке посередине нижнего пояса по
всей ширине детали. Прозводится также распил в верхней части надбуксового
проема боковой рамы и распил со стороны «мертвой точки» на всю глубину и длину
вертикальной стенки надрессорной балки.
10. Порядок ремонта деталей тележек грузовых
вагонов
.1 Очистка и обмывка деталей тележек
Перед ремонтом выкаченные из-под вагонов тележки мостовым
краном снимаются с колесных пар.
Тележка в сборе предварительно очищается от грязи и смазки,
при помощи металлической щетки и ветоши, устанавливается мостовым краном на
технологическую тележку и подается в моечную машину для обмывки. Освобожденные
колесные пары прокатываются в колесный цех для ремонта.
Обмывка тележек производится моющим 3-5% раствором
каустической соды при температуре 60 — 70оС с последующей обмывкой
тележек чистой горячей водой.
После обмывки при помощи мостового крана грузоподъемностью 5
тонн обязательно с целью слива воды из технологических окон производится подъем
одного конца тележки. При необходимости, после опускания тележки должна
производится очистка тележки от остатков грязи, смазки, воды с последующей
обдувкой деталей тележки сжатым воздухом
Пульт управления работой моечной машиной показан в Приложении
№2 настоящего технологического процесса.
Для контроля уровня воды в моечной машине с левой стороны на
уровне пола расположен мерный поплавок. При опускании поплавка вниз до
ограничителя должен производится долив моющего раствора в моечную машину. После
очистки и обмывки тележки подаются на ставлюги для разборки и ремонта.
.2 Разборка тележек
Разборка рамы двухосной тележки
производится в следующей последовательности в соответствие с рисунками 1, 2:
выбить чеки и снять тормозные колодки 17,
предохранительные скобы 4, прокладки на опорные поверхности боковых рам,
прокладку в подпятник;
снять шплинты 7,10;
снять шайбы 9, выбить валики 8, снять
вертикальные рычаги 5 и распорную тягу 2;
выбить шплинты 15, снять шайбу и валики
14, снять серьгу мертвой точки 6, после удаления шплинта 11, шайбы 12 и валика
13;
вынуть проволоку предохранительных шайб, снять
шайбы;
выбить шплинт 13 валика 16, валики 16,
опустить триангель 1 на предохранительные полочки боковин рамы;
снять подвески 3 тормозного башмака, снять
триангель 1 (одновременно снимают и второй триангель и передают на позицию их
ремонта);
вынуть шкворень 18, приподняв краном
надрессорную балку 19, снять клинья фрикционные 20, подвижные фрикционные
планки, пружинные комплекты 21;
удалить шплинт 23, свинтить гайку 24 с
болта 25 и вынуть его, снять резинометаллический комплект 26, балку опорную 34;
снять контактную планку 27, регулировочную
планку 28;
удалить шплинт, свинтить гайку 29, снять
шайбу 31, болт 32, снять колпаки 33;
боковины рамы тележки при помощи мостового
крана снять с надрессорной балки;
надрессорную балку установить на позицию
ремонта.
Бригадир цеха контролирует снятие перед
ремонтом всех износостойких элементов. Запрещается ремонт тележек без снятия
износостойких элементов.
Рисунок 1. Тележка модели 18-100 ЦНИИ-Х3
Рисунок 2. Тележка модели 18-100 ЦНИИ-Х3
Разборка четырехосной тележки производится в следующем
порядке:
— расшплинтовать валики, снять шайбы и
валики верхнего горизонтального рычага тормозной передачи;
— при помощи крана снять соединительную
балку;
— снять «нижний» горизонтальный
рычаг тормозной передачи;
— освободившиеся двухосные тележки передать на участок
ремонта и разобрать в порядке.
Рисунок 3. Тележка модели 18-101
Разборка трехосной тележки производится в следующем порядке:
— снять шкворень;
раскрутить и снять болты, соединяющие шкворневую и
надрессорные балки;
снять краном шкворневую балку 9 с тележки и направить на
позицию ремонта;
— выбить чеки и снять тормозные колодки,
предохранительные скобы, снять шплинты;
снять шайбы, выбить валики, снять
вертикальные рычаги и распорную тягу;
— выбить шплинты, снять шайбу и валики, снять серьгу мертвой
точки;
— вынуть проволоку предохранительных шайб
валиков подвески тормозного башмака, снять шайбы;
выбить шплинты валиков подвески тормозного
башмака, валики, опустить триангели на предохранительные полочки боковин рамы;
снять подвески тормозного башмака, снять
триангели;
снятые детали передать в тележечный цех на
ремонт;
удалить шплинт, свинтить гайку, снять
шайбу, болт, колпаки скользунов;
приподняв краном поочередно каждую
надрессорную балку, снять клинья фрикционные;
расшплинтовать и снять валики, крепящие
боковины тележек с балансирами;
закрепив краном за первую надрессорную
балку перенести половину тележки на позицию разборки (стеллаж);
вытащить рессорный комплект из тележки;
снять краном первую и вторую боковины,
подать их на ремонт и позицию дефектоскопирования;
подать освободившуюся надрессорную балку
на ремонт и позицию дефектоскопирование;
закрепив краном за вторую надрессорную
балку перенести вторую половину тележки на позицию разборки (стеллаж);
вытащить рессорный комплект из тележки;
снять краном третью и четвертую боковины,
подать их на ремонт и позицию дефектоскопирования;
подать освободившуюся вторую надрессорную
балку на ремонт и позицию дефектоскопирования;
снять балансир, направить на ремонт и
позицию дефектоскопирования;
сборку тележки производить в обратной
последовательности.
Рисунок 4. Трехосная тележка типа 18-102 (УВЗ-3 м): 1, 5 —
колесные пары с буксами; 2, 6 — боковые рамы; 3 — рессорное подвешивание;
4-балансир; 7 — надрессорные балки; 8 — шкворневая балка
.3 Ремонт литых деталей тележки
Ремонт боковой рамы тележек модели 18-100
(двухосных), 18-101 (четырехосных)
Все поступившие с центрального склада новые или б/у покупные
боковые рамы подлежат обязательному осмотру, обмеру и неразрушающему контролю.
После обмывки, очистки от грязи, отслоившейся ржавчины и
разрушившегося лакокрасочного покрытия боковые рамы тележек подлежат контролю
технического состояния на стенде-кантователе. Перед проведением контроля с
боковых рам в обязательном порядке должны быть сняты прокладки, устанавливаемые
на опорную поверхность, а также подвижные фрикционные планки. Ответственность за
снятие износостойких элементов с деталей тележек возлагается на бригадира
тележечного цеха (или работника, назначенного ответственным за выполнение
данной работы перед началом смены).
При контроле технического состояния боковых рам проверяют
поверхности буксовых направляющих, опорные поверхности, опирающиеся на буксы,
расстояние между фрикционными планками сверху и снизу, проверено состояние
крепления фрикционной планки — при ослаблении одной и более заклепок
переклепываются все заклепки. Переклепываемые заклепки должны быть заменены на
новые. Ослабление заклепок не допускается.
Подлежат забраковке в металлолом боковые рамы, изготовленные
Польша клеймо «6 в овале» с 1976 до 1987 гг. выпуска включительно независимо от
их технического состояния.
Все поступившие с центрального склада новые или б/у покупные,
поступившие из-под вагонов боковые рамы подлежат обязательному осмотру, обмеру
и неразрушающему контролю.
Осмотренные и допущенные к проведению неразрушающегося
контроля боковые рамы подлежат ферразондовому неразрушающему контролю в
состоянии остаточной намагниченности на установке 8ДФ205.30А или приложенном
поле дефектоскопом ДФ201.1 на намагничивающем устройстве МСН 34.10 (в
исключительных случаях — вихретоковому контролю вихретоковым дефектоскопом
ВД-213.1) согласно требований технологической инструкции ТИ-18 «Неразрушающий
контроль деталей подвижного состава на участке неразрушающего контроля».
Проверка боковой рамы производится за два приема с поворотом на 180 о.
После
контроля технического состояния боковые рамы ремонтируют.
К неисправностям при которых боковые рамы тележек
выбраковываются в металлолом относятся:
трещины в нижнем поясе на внутренних и наружных поверхностях
углов буксового проема (поверхность А);
трещины в месте перехода двутаврового сечения боковой рамы в
коробчатое (поверхность А на длине 160 мм по наклонному поясу и поверхность Б
на длине 150 мм по верхнему поясу);
трещины в месте перехода нижнего пояса рессорного проема в
наклонный пояс (поверхность Б);
трещины в наклонном поясе в зоне расположения ребер жесткости
внутренней буксовой направляющей (поверхность Б);
трещины на наружной и внутренней поверхностях отбуртовки окна
боковой рамы (поверхность Б);
наплавка на опорной поверхности боковой рамы;
сверхдопускаемые износы.
Разрешается устранять продольные трещины в кронштейне длиной
не более 32 мм.
Втулки
кронштейнов боковых рам тележек независимо от состояния при деповском и
капитальном ремонте заменяются на новые.
Износ направляющих плоскостей для букс допускается по ширине
буксового проема не более 4 мм при деповском ремонте. При капитальном ремонте
износ буксового проема не допускается.
Размеры боковых рам грузовых тележек, которым они
соответствуют при изготовлении и с которыми допускается выпускать их без
ремонта при плановых видах ремонта, приведены в Приложении №4 настоящего
технологического процесса.
При комплектации тележек новыми боковыми рамами приливы на
опорных поверхностях в буксовых проемах должны быть обработаны на фрезерном
станке до остаточной высоты не более 3 мм. У ремонтируемых боковых рам приливы
в буксовых проемах должны быть обработаны на станке на максимальную величину
износа. При этом максимальная остаточная высота прилива должна быть не менее
0,5 мм.
Износ опорных поверхностей боковой рамы в зоне буксовых
проемов глубиной более 2 мм относительно изношенной части опорной поверхности
устраняется механической обработкой. При этом оставшаяся высота прилива опорной
поверхности должна быть не менее 0,5 мм. После механической обработки на
опорной поверхности допускаются местные углубления не более 2 мм максимальной
шириной канавки не более 20 мм.
Запрещается выпускать из ремонта боковые рамы с приваренными
электросваркой фрикционными планками. При постановке новых фрикционных планок
отверстия в боковой раме под заклепки оставляются в соответствии с чертежами
завода-изготовителя при капитальном ремонте, а при деповском ремонте
допускается рассверловка отверстий под заклепки диаметром 19 мм или 21 мм.
Запрещается ослабшие заклепки фрикционных планок заваривать, подтягивать и
подчеканивать. Выступающие за рабочую поверхность фрикционной планки головки
заклепок должны быть зачищены до основного металла.
База боковой рамы тележки измеряется шаблоном на расстоянии
60 мм от нижнего упора челюсти боковой рамы. Разница размеров между наружными
направляющими буксового проема боковых рам одной тележки допускается не более 2
мм. Фактически измеренные величины баз по каждой боковой раме записываются в
«Журнале учета отремонтированных тележек грузовых вагонов» формы ВУ-32.
При всех видах ремонта разрешается (см. рисунок 5):
а) наплавка изношенной лицевой поверхности направляющих
буксового проема при износе не более 8 мм с обеспечением твердости 240-300 НВ
(дефект 4);
б) наплавка изношенной боковой поверхности направляющих
буксового проема с обеспечением твердости 240-300 НВ (дефект 5);
в) заварка трещин, направляющего буртика для фрикционного
клина или приварка новых буртиков вместо отбитых (дефект 1);
г) приварка отколотых ушек в месте крепления фрикционных планок при условии, что
отколото не более двух ушек, расположенных по диагонали (дефект 6);
д) заварка трещин в стенках прилива для валика подвески (дефект 7);
е) устранение износа отверстия для валика подвески расточкой
до диаметра 50 мм и приваркой втулки, в случае, если диаметр этого отверстия
более 45 мм (дефект 8);
ж) заварка трещины в приливе, если ее длина не более 32 мм
(дефект 9).
Запрещается восстановление наплавкой изношенной опорной
поверхности буксового проема боковой рамы (дефект 3).
Неровности в переходе от обработанной поверхности к радиусу R55 зачистить.
Фрикционные планки боковой рамы тележки осматривают, с
трещинами (любые фрикционные планки) — заменяют на новые или отремонтированные.
При износе более 3 мм (для старотипных планок толщиной 16 мм) и при износе
более 1,5 мм, но суммарно не более 2 мм на одну сторону (для подвижных
фрикционных планок) при деповском ремонте заменяют отремонтированными или
новыми, а при капитальном ремонте — устанавливают только новые подвижные и
неподвижные фрикционные планки.
Если вагон поступает в ремонт без модернизации тележек, а
вагону необходимо произвести модернизацию по проекту М1698 старотипные планки
толщиной 16 мм должны быть заменены на подвижные толщиной 6 мм чертеж
М1698.02.004 и неподвижные толщиной 10 мм чертеж М1698.02.01 фрикционные
планки.
Перед началом клепальных работ поверхность боковой рамы,
прилегающая к поверхности неподвижной фрикционной планки, допускается зачистить
шлифовальной машинкой. Обработанная поверхность должна соответствовать √Ra12,5 и уширение в нижней
части каждой привалочной поверхности от 2 до 5 мм. Размеры проема в верхней
части должны быть 668-6 мм.
До постановки фрикционных планок измеряют расстояние между
стенками проема боковой рамы и наружными челюстями буксовых проемов (размер Н)
(см. Приложение №4 данного технологического процесса). Разница между ними не
должна превышать при деповском ремонте 3 мм, при капитальном ремонте — более 2
мм. При большей разнице соответствующие буксовые челюсти подвергают наплавке с
последующей механической обработкой до чертежных размеров при условии, что
ширина буксового проема не более 342 мм при деповском ремонте без модернизации
тележек, в пределах 335+3-1 мм при деповском ремонте с
модернизацией тележек и капитальном ремонте.
При постановке и креплении планки неподвижной чертеж
М1698.02.01 отверстия в боковой раме под заклепки должны быть 21+0,84.
Планки крепятся заклепками Ø20 мм, отвечающие
требованиям ГОСТ 10299-80. Усилия клепки горячей заклепки должно быть не менее
25 тс. Клепка фрикционных планок производится на установке УИН-2. Температура
нагрева заклепки должна быть в пределах 1050-1100
ºС
(температура допускается определяется визуально до нагрева заклепок до
ярко-красного цвета). Заклепки не должны выходить за поверхность планки,
соприкасающиеся с поверхностью подвижной планки. После остывания заклепки до
температуры окружающего воздуха проконтролировать качество заклепочного
соединения.
Фрикционные планки тележки ЦНИИ-Х3, прикрепленные к колонкам
боковых рам, должны плотно прилегать по плоскости, при этом допускается:
зазор между сопрягаемыми поверхностями (в промежутках между
заклепками) фрикционной планки и колонки боковой рамы не более 1 мм;
местный зазор на 1/3 часть окружности головки заклепки, при
проверке которого щуп 1 мм не должен проходить до стержня заклепки;
западание головки заклепки относительно плоскости планки не
более 2 мм.
При установке фрикционных планок в вертикальной плоскости они
должны быть непараллельны, расстояние между планками книзу должно увеличиваться
на 4-10 мм, непараллельность в горизонтальном положении допускается не более 3
мм.
Расстояние между фрикционными планками б (Приложение
№4 к настоящему технологическому процессу) должно быть:
При планках фрикционных толщиной 16 мм — не более 642 мм
При толщине неподвижной фрикционной планки 10 мм — не более
630 мм.
Разность расстояний между фрикционными планками в верхней и
нижней части допускается не более 3 мм.
Перед установкой прокладки на боковую раму
неровности в переходе от обработанной поверхности к необработанной по радиусу
55 мм необходимо зачистить.
Для установки на боковую раму износостойкую прокладку плотно
прижимают к опорной поверхности с помощью струбцины или специального
приспособления. Более длинные лапки корпуса прокладки располагают против
технологических отверстий на стенках боковой рамы. Указанные «лапки» сгибают на
цилиндрической оправке (монтировке) и затем заправляют в технологические
отверстия ударами
молотка.
Короткие «лапки» корпуса загибают по полке
боковой рамы ударами молотка через оправку. После загиба «лапок» перемещения
прокладки вдоль боковой рамы должны быть не более ±10 мм, а поперек боковой
рамы не более ±5 мм.
Ремонт боковой рамы тележек модели 18-102
(трехосных)
Ремонт
боковых рам трехосных тележек производится в соответствии с п. 10.3.1
настоящего технологического процесса. Нормы и допуски при выпуске из ремонта
трехосных тележек указаны в таблицах 2,3 настоящего технологического процесса.
Таблица 2. Требования, предъявляемые к боковым рамам 3-х
осных тележек модели 18-102
|
№№ п/п |
Проверяемые |
Предъявляемые |
|
1 |
Боковые рамы |
|
|
2 |
Расстояние |
не более 342 мм |
|
3 |
Ширина буксовых |
не менее 156 мм |
|
4 |
Высота опорного |
не менее 3 мм |
|
5 |
Разработка |
Не более 3 мм. |
Таблица 3. Нумерация боковин трехосных тележек по расстоянию
между наружными челюстями
|
№№ группы |
Расстояние |
|||
|
КВЗ-1 м |
УВЗ-10 м |
|||
|
0 |
2094 |
1942 |
||
|
1 |
2091 |
1945 |
||
|
2 |
2088 |
1948 |
||
|
3 |
2085 |
— |
||
|
4 |
2082 |
— |
||
|
5 |
— |
— |
Ремонт надрессорных балок тележек модели 18-100
(двухосных), 18-101 (четырехосных)
Все поступившие с центрального склада новые или б/у покупные
надрессорные балки подлежат обязательному осмотру, обмеру и неразрушающему
контролю.
Осмотр и ремонт надрессорной балки проводят после тщательной
очистки. Опорные поверхности надрессорной балки очищают до металлического
блеска.
Осмотр надрессорных балок производится на стенде-кантователе
с применением лупы 7-ми кратного увеличения, переносного светильника
напряжением 36 В, металлической щетки, линейки и штангенциркуля.
При контроле технического состояния надрессорной балки
определяют целостность верхних, нижних поясов и колонки опорной части
подпятникового места, величину износа трущихся поверхностей и исправность
приливов для колпака скользуна.
Внутреннюю поверхность надрессорной балки осматривают при
освещении переносной лампой через технологические окна верхнего и нижнего
поясов.
Проверка надрессорной балки производится за четыре приема,
при которых балка перемещается на 90 о относительно своей продольной
оси.
Осмотренные и допущенные к проведению неразрушающегося
контроля надрессорные балки подлежат ферразондовому неразрушающему контролю в
состоянии остаточной намагниченности на установке 8ДФ205.30А или приложенном
поле дефектоскопом ДФ201.1 на намагничивающем устройстве МСН 33.3 (в
исключительных случаях — вихретоковому контролю вихретоковым дефектоскопом
ВД-213.1) согласно требований технологической инструкции ТИ-18 «Неразрушающий
контроль деталей подвижного состава на участке неразрушающего контроля».
Ремонт надрессорной балки сваркой (наплавкой) производится в
соответствии с Перспективным технологическим процессом ремонта сваркой
надрессорных балок тележек ЦНИИ-Х3 ТК-126, Технологической инструкцией на
ремонт сваркой наклонных плоскостей №542 ПКБ ЦВ.
Перечень дефектов, по которым надрессорные балки подлежат
ремонту или выбраковке приведен в приложении №6 настоящего технологического
процесса.
При всех видах ремонта разрешается:
а) заварка трещин на опорной поверхности подпятникового места,
деф. 5, не переходящих через наружный бурт, при условии, что их суммарная длина
не превышает 250 мм при условии что трещины прерывистые кольцевые, расположены
в разных секторах и находятся не ближе 80 мм к центру опорной поверхности
надрессорной балки;
б) восстановление наплавкой отколовшихся частей наружного
бурта, деф. 4.
в) восстановление наплавкой отколовшихся частей внутреннего
бурта, деф. 3, а также изношенного более 2 мм на сторону отверстия под
шкворень, деф. 16, с последующей механической обработкой. Разрешается
восстанавливать наплавкой внутренний бурт при остаточной толщине бурта не менее
7 мм. При большем износе допускается восстанавливать внутренний бурт методом
вварки втулки;
г) наплавка изношенных мест внутренней поверхности наружного
бурта, деф. 14, и наружной поверхности внутреннего бурта, деф. 13, с твердостью
направленного слоя 240-300 НВ. Разрешается восстанавливать наплавкой наружный
бурт при остаточной толщине бурта не менее 11 мм;
д) наплавка верхней изношенной поверхности наружного бурта,
деф. 15;
е) наплавка изношенной опорной поверхности подпятникового
места, деф. 17, с твердостью направленного слоя 240-300 НВ. Остаточная толщина
опорной поверхности подпятника перед наплавкой должна быть не менее 18 мм;
ж) заварка трещин на верхнем поясе, идущих от
технологического отверстия, деф. 6, суммарной длиной не более 250 мм и не
переходящих через наружный бурт подпятникового места;
и) заварка трещин боковых опор скользуна, деф. 2, суммарной
длиной не более 100 мм. При суммарной длине трещин более 100 мм, а также в
случае полной или частичной деформации элементов опоры, ремонт должен
производиться заменой дефектной части опоры на новую;
л) заварка продольных трещин стенки наклонной плоскости, деф.
10, не переходящих на направляющие бурты;
м) заварка трещин в углах между направляющими буртами и
наклонной плоскостью, деф. 7, но не переходящих на верхний пояс балки.
На балках с овальными углублениями при наличии хотя бы одной
трещины указанного характера, после ее устранения, наплавляются все четыре
углубления;
н) наплавка отколов, деф. 9. Наплавке после устранения
откола, подлежат все четыре углубления, если они имелись на балке;
п) наплавка изношенных направляющих, деф. 1;
р) заварка изношенных отверстий державки мертвой точки, деф.
11;
с) наплавка изношенных упорных ребер, деф. 8, при износе до 8
мм.
Размеры надрессорных балок грузовых тележек модели 18-100 при
их изготовлении и ремонте указаны в Приложении №8 настоящего технологического
процесса.
Ремонт опорной поверхности надрессорной балки
Работы по восстановлению опорной поверхности надрессорной
балки производятся в соответствии с требованиями Инструкции по сварке и
наплавке при ремонте вагонов и контейнеров РТМ 32 ЦВ 201-78, Инструкции по
ремонту тележек грузовых вагонов модели 18-100 с установкой износостойких
элементов РД 32 ЦВ 072-2009.
Восстановлению наплавкой подпятникового места подвергаются
надрессорные балки, подкатываемые под тележки без модернизации по проекту
М1698, удовлетворяющие ремонтным требованиям и имеющим следующие размеры и
дефекты:
) износ упорной поверхности более 309,4 мм при условии что
толщина наружного бурта не менее 11 мм;
) износ опорной поверхности надрессорной балки изготовления
до 04.86 г. — 27,5 мм, после 04.86 г. — 32,5 мм, при условии, что толщина
оставшейся части не менее 18 мм;
) износ отверстия под шкворень более Ǿ 60 мм при
условии, что толщина внутреннего бурта не менее 7 мм; при больших износах
ремонт производится с использованием втулки.
Трещины, отколы, наплывы перед наплавкой разделываются,
завариваются, производится неразрушающий контроль опорной поверхности
вихретоковым дефектоскопом, а затем производится восстановление опорной
поверхности.
) Восстановление опорной поверхности надрессорной балки,
подкатываемой под вагоны с модернизацией по проекту М1698 производится при
износе более 3 мм.
Надрессорные балки изготовленные до 1986 г. включительно с
глубиной подпятника 25+1-2 мм, восстанавливают
износостойкой наплавкой до альбомных размеров с обеспечением твердости 220-280
НВ с последующей станочной обработкой до чертежных размеров с обеспечением
конусности внутренней поверхности наружного бурта 1:12,5 и диаметром 302,5+1,5
мм на глубине 10 мм.
Надрессорные балки, изготовленные после 1986 г. с глубиной
подпятника 30+1-2 мм, восстанавливаются износостойкой
наплавкой согласно с обеспечением твердости 220-280 НВ с последующей станочной
обработкой на глубину 36±1 мм с последующей постановкой прокладки черт.
М1698.01.005 диаметром 298-1,3 мм.
Ранее установленные в подпятник установленные износостойкие
кольца (полукольца) должны быть удалены.
) износ отверстия под шкворень более 2 мм при условии, что
толщина внутреннего бурта не менее 7 мм;
) износ наружного и внутреннего бурта при условии оставшейся
толщине буртов соответственно не менее 11 и 7 мм.
Размеры надрессорной балки после восстановления должны
соответствовать альбомным размерам.
Восстановление внутреннего бурта подпятника производится
наплавкой или путем вварки втулки. Место под втулку сначала раззенковывается, а
затем прихватывается с четырех сторон, после чего обваривается по периметру.
Отверстие надрессорной балки под шкворень должно
соответствовать размеру 54+2-1 мм.
Диаметр подпятника надрессорной балки после обточки на
глубине 10 мм от вершины наружного бурта с обеспечением конусности 1:12,5 должен
соответствовать размеру 302,5+1,5 мм.
При станочной обработке подпятника в месте сопряжения
наружного бурта с опорной поверхностью подпятника должна быть обеспечена
галтель радиусом 3-4 мм. Отсутствие галтели не допускается.
Верхняя кромка внутреннего бурта или втулки должна
располагаться от опорной поверхности на высоте:
5+1 мм у подпятника глубиной 25+1-2
мм или 30+1-2 мм;
11+1 мм у подпятника, расточенного на глубину 36±1мм.
Пластина М 1698.01.005 устанавливается фаской вниз на опорную
поверхность надрессорной балки, изготовленной после 1986 г. так, чтобы она
упиралась в нижнюю часть бурта. Допускается при деповском ремонте постановка
прокладки с суммарным износом по толщине до 2 мм, но не более 1,5 мм на
сторону. При капитальном ремонте сменная прокладка устанавливается только
новая.
Восстановление подпятникового места надрессорной балки
производится на полуавтоматической установке под слоем флюса с использованием
сварочного полуавтомата ВДУ-506.
Для наплавки подпятникового места надрессорной балки применяется
сварочная проволока марки Св-08Г2С Ǿ 3 ГОСТ 2246-70.
Для защиты сварочной ванны используют флюс марки АН-348А. На
флюс и сварочную проволоку обязательно наличие сертификата качества
предприятия-изготовителя.
Перед проведением наплавочных работ сварочная проволока
должна быть очищена от ржавчины, масла, грязи. Флюс необходимо прокалить в печи
при температуре 300 — 420оС в течении 2 часов с последующим
охлаждением в печи до температуры 200-250оС, далее допускается
охлаждение на воздухе. После прокалки флюс должен храниться в ящике с плотной
крышкой. Допускается повторное использование флюса, осыпавшегося с наплавленной
поверхности при его смешивании с новым флюсом в пропорции 1:3, где 1 часть —
использованного флюса и 2 части нового флюса, предварительно просеянного через
специальное приспособление (сито) с ячейкой 3х3 мм. Перед повторным
использованием флюс прокаливается вышеизложенным способом.
Перед началом производства наплавочных работ наплавляемая
поверхность очищается от загрязнений, продуктов коррозии и наплывов металла,
вызванных пластической деформацией под нагрузкой. Очистка производится до
металлического блеска. Наплывы снимаются шлифовальной шкуркой или срубаются.
После заварки всех трещин и отколов, вварки втулки
надрессорная балка устанавливается на установку для наплавки. При проведении
процесса наплавки температура в помещении должна быть не ниже +10оС,
сквозняки не допускаются. При поступлении надрессорной балки при температуре
наружного воздуха ниже — 15оС, она выдерживается в цехе для
выравнивания температуры не менее 12 часов.
Наплавка подпятникового места надрессорной балки производится
на постоянном токе обратной полярности, наплавка производится по спирали,
толщина наплавленного металла регулируется от величины износа поверхности, в
качестве подогрева используется тепло околошовной зоны — предыдущего валика.
Наложение второго и каждого последующего валика производится с перекрытием
предыдущего на 30%.
Режим наплавки:
величина сварочного тока — 300-380 А,
напряжение на дуге — 28-30 В,
вылет электрода — 30-40 мм,
скорость вращения — 0,31 об/мин,
угол наклона электрода — 30 о,
скорость подачи проволоки — 149 м/ч.
Наплавка производится под постоянным контролем
электросварщика, который следит за формированием валиков и отставанием шлаковой
корки, она удаляется после затвердевания и остывания до черного цвета
отстукиванием.
Последний валик накладывается на уже обваренную втулку. Если
наплавка производится без вваривания втулки-то наложением последних валиков
наплавляется изношенный буртик.
После наплавки подпятникового места наплавленный металл и все
подпятниковое место тщательно осматривается сварщиком.
Наплавленная поверхность должна отвечать следующим
требованиям:
подрезы, горячие и холодные трещины в наплавленном металле и
в околошовной зоне не допускаются;
наплывы и впадины не должны превышать 3 мм;
допускаются одиночные поры диаметром не более 2 мм общим
количеством не более 5 штук по всей зоне наплавки.
После наплавки надрессорная балка направляется на
механическую обработку на фрезерный станок для обработки надрессорных балок.
Контроль качества наплавленных работ каждой наплавленной
надрессорной балки производится непосредственно после наплавки и после
механической обработки визуально — бригадиром подсобно-заготовительного цеха (в
процессе наплавки), бригадиром тележечного цеха — после механической
обработки), неразрушающий контроль проводится дефектоскопистом участка
неразрушающего контроля ферразондовым дефектоскопом 8-ДФ-205.30А (ДФ201.1А) или
вихретоковым дефектоскопом ВД 213.1 после остывания наплавленной поверхности до
температуры окружающего воздуха (не выше 40 оС).
Ремонт наклонной плоскости надрессорной балки
Перед проведением наплавочных работ на наклонной плоскости
проводится неразрушающий контроль наклонной плоскости согласно требований ТИ-18
«Технологическая инструкция по проведению неразрушающего контроля деталей
подвижного состава на участке неразрушающего контроля».
Не подлежат ремонту надрессорные балки, имеющие следующие
дефекты наклонных плоскостей:
трещины, переходящие на ограничительный бурт для фрикционного
клина;
поперечные трещины, выходящие за пределы наклонной плоскости.
Результаты дефектоскопирования должны заноситься в Журнал
неразрушающего контроля деталей тележки формы ф. 133.
Дефектация наклонных плоскостей кроме неразрушающего контроля
производится в процессе общей дефектации надрессорной балки на кантователе
внешним осмотром, а также с применением шаблона для измерения оставшейся
толщины наклонной плоскости или ультразвуковым толщиномером ВЗЛЕТ-УТ.
Опорные поверхности наклонных плоскостей после наплавки
подлежат обязательной механической обработке и контролю их симметричности
относительно вертикальной оси балки.
Наплавка наклонных плоскостей производится при износе более 3
мм на сторону при деповском ремонте (при оставшейся толщине менее 15 мм) и
более 2 мм при капитальном ремонте (при оставшейся толщине менее 16 мм).
При выпуске из деповского ремонта разрешается не
восстанавливать наклонные плоскости, если они имеют размер нижней опорной
поверхности надрессорной балки не менее 166 мм и угол 45о, причем
величина суммарного просвета между поверхностью надрессорной балки и шаблоном
по низу должно быть не более 6 мм. Просвет вверху не допускается.
Восстановление наклонных плоскостей надрессорных балок
производится при сверхнормативном износе стенки наклонной плоскости, включая
провалы и сквозные протертости, наплавкой при оставшейся толщине наклонной
плоскости не менее 6 мм — приваркой планок, а при оставшейся толщине менее 6 мм
— вваркой пластины-вставки. После восстановления наклонных плоскостей пластиной
— вставкой или приваркой планок надрессорная балка устанавливается в тележки,
подкатываемые под вагоны, выпускаемые без проведения работ по модернизации по
проекту М1698.
При остаточной толщине наклонной плоскости до наплавки не
менее 9 мм надрессорные балки восстанавливаются методом износостойкой наплавки
и устанавливаются в тележки, оборудованные деталями модернизации по проекту
М1698.
Перед производством сварочных работ должен производиться
предварительный подогрев зоны сварки до температуры 200-250ºС. Ширина зоны подогрева не менее 100 мм (по 50 мм в каждую
сторону от линии шва).
Предварительный подогрев каждой наклонной плоскости следует
производить газовыми резаками или газовыми горелками непосредственно перед
сваркой. Контроль температуры предварительного подогрева выполняется
безконтактным термометром с диапазоном до 300º
С.
Сварочные работы должны производиться ручной дуговой сваркой
электродами марок УОНИ-13/45, УОНИ-13/55, АНО-27 или полуавтоматической сваркой
под слоем флюса сварочными проволоками марок Св-08Г2С (постоянный ток, обратная
полярность), Св-09Г2СЦ (постоянный ток, прямая полярность).
При выполнении сварочных работ надрессорная балка должна быть
повернута в кантователе так, чтобы сварка велась в нижнем положении.
Рекомендуемые режимы сварки приведены в таблице 2.
Таблица 2. Рекомендуемые режимы сварки при ремонте наклонных
плоскостей надрессорной балки
Диаметр
проволоки, мм
Величина
сварочного тока, А
Напряжение
дуги, В
Скорость подачи
проволоки, м/мин
Вылет
электрода, мм
УОНИ -13/45
3,0
УОНИ-13/22
4,0
АНО-27
5,0
Проволока
Св-08Г2С
1,2 1,4
120-250 140-300
18-26 18-30
150-200 200-280
10-25 15-20
Проволока
Св-09Г2СЦ
1,4
180-220
20-28
320-360
10-25
Наплавка наклонной плоскости должна выполняться следующим
порядком.
Корневой шов выполняется электродами диаметром 3 мм. Все
последующие слои могут выполняться электродами диаметром 4-5 мм. Начало и
окончание каждого прохода при заполнении разделки кромок не должны находиться
на углах наклонной плоскости. Каждый последующий шов должен наноситься после
тщательной зачистки от шлака предыдущего слоя.
Для частичного снятия сварочных напряжений в металле шва и
для повышения усталостной прочности все швы (слои), начиная со второго, должны
проковываться. Проковка должна быть выполнена в процессе остывания металла при
температурах 450ºС и выше либо 150ºС и ниже. В интервале температур более 150ºС и менее 450º С проковка недопустима
из-за пониженной пластичности металла. Проковку выполняют вручную молотком
массой 0,6-1,2 кг. При этом, ударные поверхности инструмента должны иметь
закругления радиусом не менее 2-х мм. При многослойной сварке проковывают
каждый слой, за исключением первого.
При наплавке наклонной плоскости с использованием
пластины-вставки или планкой наплавка оставшейся изношенной части наклонной
плоскости, расположенной ниже плоскости пластины-вставки (планки) должна
производиться заподлицо с этой пластиной-вставкой (планкой).
Сварные швы и наплавленный металл должны быть зачищены
заподлицо с основным металлом и должно быть проконтролировано качество
исполнения.
При обнаружении дефектов в сварных швах, последние удаляются
и производится повторная заварка. Допускается исправление дефектов одного шва
не более двух раз.
Контроль качества должен выполняться внешним осмотром и
обмером. Перед нанесением последующих слоев бригадир подсобно-заготовительного
цеха (там, где деталь восстанавливается) обязан проконтролировать качество корневого
шва снаружи и изнутри с помощью фонарика.
Ремонт надрессорной балки сваркой на наклонную
плоскость пластины — вставки (без проведения модернизации тележек по проекту
М1698)
Технология ремонта наклонных плоскостей с оставшейся толщиной
менее 6 мм путем постановкой пластины-вставки заключается в:
дефектоскопии наклонной плоскости,
вырезке наклонной плоскости для постановки пластины-вставки;
обработки кромок под сварку;
монтаже и прихватке пластины-вставки;
вварки пластины-вставки;
наплавке носка наклонной плоскости (при необходимости);
зачистке и обработке сварных швов и вновь сформированной
наклонной плоскости;
контроле качества сварного соединения, размеров наклонных
плоскостей на соответствие чертежам.
В качестве пластин-вставок могут применяться пластины
толщиной 18 мм из сталей марок 15Л, 20Л, 20ФЛ, 20ГЛ, 20Г1ФЛ ГОСТ 977-75, ГОСТ
977-88. Допускается применять вставки, изготовленные из полос тяговых хомутов
(обработка в размер по толщине на фрезерных станках), а также изготовленные из
листовой стали марок Ст3сп, Ст3пс ГОСТ 380-88, сталь 20, 45.
Размеры пластины-вставки и порядок производства работ указан
в маршрутных картах настоящего технологического процесса.
Работы по подготовке наклонной плоскости к ремонту методом
постановки пластины-вставки должны производиться в следующей
последовательности:
надрессорная балка при подготовительных работах
устанавливается в кантователе, повернутой на 180º
относительно
положения, которое она занимает в рабочем состоянии для вырезки дефектных
наклонных плоскостей.
для резки применяются резаки ручной кислородной резки по ГОСТ
5191-79Е и специальный кондуктор для вырезки окна.
на надрессорную балку устанавливается кондуктор,
центрирующийся относительно продольной оси балки.
в стенке наклонной плоскости вырезается окно. В процессе
резки мундштук резака опирается на внутреннюю кромку отверстия соответствующей
стороны кондуктора. Положение резака в процессе резки, последовательность
выполнения резки показаны на рисунке 9. Резка осуществляется за два прохода по
контурам 1-2-3-4 и 5-6-7. В процессе резки, не прекращая ее, в местах поворота
изменяется положение резака на 90 º на середине участков I, III.
Допускается вырезка изношенной части наклонной
поверхности электродами для воздушно-дуговой строжки (ВДС) марок АНР — 3, АНР — М.
Рекомендуемые режимы ВДС (воздушно-дуговой
строжки) приве-дены в таблице 3.
Таблица 3. Рекомендуемые режимы сварки при ремонте наклонных
плоскостей надрессорной балки
|
Марка электрода |
Диаметр |
Сила тока, А |
|
АНР-2М |
4 5 |
280-320 340-360 |
|
АНР-3 |
4 5 |
280-320 340-360 |
|
ОЗР |
3 4 5 |
110-170 180-260 |
после резки удаляется науглероженный слой металла по кромкам
на глубину 0,5-1,0 мм. Науглероженный слой металла удаляется ручной
шлифовальной машиной с абразивным кругом малого диаметра.
измеряются отрезки l, h и заготовленная ранее пластина — вставка
доводится до размеров вырезанного окна с учетом зазоров под сварку (2+1 мм).
для монтажа пластины — вставки должно применяться
специальное центрирующее приспособление, которое устанавливается на надрессорную
балку.
Пластина — вставка вставляется в окно и
прижимается рукой с внутренней стороны балки через её торцовое отверстие к
опорной поверхности «А» центрирующего приспособления для монтажа.
Выдерживая равномерный зазор между пластиной —
вставкой и кромками окна производится прихватка электродом Ø3 мм или полуавтоматической сваркой в местах.
Прихватки должны быть очищены и осмотрены.
Некачественные (сечением менее 1/3 полного шва, укороченные, имеющие свищи,
неметаллические включения и прочее) прихватки должны быть удалены и выполнены
вновь.
Проварка корневого шва пластины-вставки
производится электродами Ø 3 мм, второй и
последующие слои могут выполняться электродами диаметром 4-5 мм. Начало и
окончание каждого прохода при заполнении разделки кромок не должны находиться
на углах ввариваемой пластины-вставки.
Ремонт надрессорной балки с приваркой пластины
(при толщине оставшейся стенки наклонной плоскости не менее 6 мм, без
проведения модернизации тележек по проекту М1698)
Технология ремонта постановкой планок заключается в:
дефектоскопии наклонной плоскости;
устранении дефектов наклонной плоскости (продольных трещин,
не переходящие на ограничительные бурты и нижний пояс);
механической обработкой наклонной плоскости до определенного
размера, толщина оставшейся стенки наклонной плоскости должна быть не менее 6
мм);
постановка и прихватка планки;
обварка планки по контуру и заварка пяти дуговых точечных
соединений (электрозаклепок);
контроль качества и геометрии сварных швов.
Планки изготавливаются из листовой стали марок Ст3сп, Ст3пс
ГОСТ 380-88, сталь 20, 45.
Размеры планок приведены в маршрутных картах настоящего
технологического процесса.
При ремонте постановкой планки необходимо устранить
допустимые дефекты согласно Инструкции по сварке и наплавке при ремонте вагонов
и контейнеров РТМ 32 ЦВ 201-78 с последующей механической обработкой наклонных
плоскостей до толщины 6-8 на универсальном фрезерном станке с применением
специальной оснастки для приварки ремонтных планок толщинами 10 или 12 мм
соответственно.
Подготовка поверхности под установку планки должна
контролироваться бригадиром подсобно-заготовительного цеха или тележечного цеха
(в зависимости, где деталь ремонтируется). Перед проведением работ по установке
планок должны быть проведены работы по неразрушающему контролю согласно ТИ-18
«Технологическая инструкция по проведению неразрушающего контроля деталей
подвижного состава на участке неразрушающего контроля».
Планка устанавливается на подготовленную поверхность и
прихватывается. При выполнении прихваток ручной дуговой сваркой должна быть
удалена шлаковая корка.
Проварка корневого шва пластины-вставки
производится электродами Ø 3 мм, второй и
последующие слои могут выполняться электродами диаметром 4-5 мм. Начало и
окончание каждого прохода не должны находиться на углах привариваемой пластины.
Устранение износа плоскости трения съемного колпака скользуна
тележки более 2 мм устраняют наплавкой с последующей механической обработкой до
чертежных размеров или постановкой накладки с обваркой по всему периметру.
Размеры опоры скользуна после ремонта должны быть:
высота — 76 +2-1 мм (относительно
опорной плоскости подпятника);
ширина — 102 +2-1 мм;
длина — 227 -5 мм;
высота опоры скользунов относительно плоскости опирания балки
на рессорный комплект — 315-6 мм, разность высот скользунов — не
более 2 мм.
Колпак скользуна надрессорной балки должен иметь предельные
размеры:
высота узких сторон — не менее 70 мм,
высота боковых сторон — не менее 76 мм — и закрепляться
сквозным болтом диаметром 12 мм с гайкой и шплинтом.
Высота опорной поверхности скользунов надрессорной балки
относительно опорной поверхности подпятника должна быть 76+2-1
— на балках изготволение до 1986 г., 83+2-1 —
изготовления с 1986 г.
При износе шкворня более 3 мм, но не более 5 мм при всех видах
ремонта разрешается наплавка изношенной поверхности. Изгиб шкворня более 5 мм
не допускается.
Ремонт надрессорной и шкворневой балок тележек
модели 18-102 (трехосных)
Износ трущихся поверхностей литых деталей трехосных тележек
допускается не более 3 мм.
В надрессорных балках при ремонте разрешается:
наплавка направляющих вдоль и поперек балки;
наплавка опорной поверхности;
наплавка нижней плоскости в местах опирания нажимного клина
фрикционного амортизатора с последующей механической обработкой.
В боковых рамах тележек разрешается ремонт следующих частей:
наплавка опорного выступа для верхней части корпуса буксы;
наплавка направляющих для пазов корпусов буксы и пазов
надрессорной балки;
заварка трещин по сварному шву в местах приварки верхней
опоры к хоботу боковой рамы;
наплавка изношенной опорной поверхности конца боковой рамы;
наплавка мест выработки стенок для валика в хоботе боковой
рамы и изношенных боковых поверхностей хобота.
Кронштейны боковых рам тележек, у которых отверстия или
втулки для валиков подвесок триангеля разработаны по диаметру более, чем на 3
мм, ремонтировать.
Отремонтированные боковые рамы тележек типов КВЗ-1М и УВЗ-9М
должны удовлетворять следующим требованиям:
расстояние между внутренними поверхностями буксовых челюстей
у тележек типов КВ3-1М и УВЗ-9М допускается не более 342 мм;
ширина боковых челюстей у тележек КВЗ-1М и УВЗ-9М допускается
не менее 156 мм;
высота опорного выступа буксовых челюстей балансира и боковой
рамы должна быть не менее 3 мм.
В шкворневых балках при ремонте разрешается:
наплавка подпятникового места балки при глубине износа
опорной поверхности не более 7 мм; толщина стенки внутреннего бурта не менее 7
мм, наружного — не менее 11 мм;
наплавка или приварка планки на опорную плоскость скользуна;
заварка трещин в сварных швах в местах приварки кронштейнов
скользунов;
наплавка опорных поверхностей шкворневой балки в зоне
прилегания к надрессорным балкам;
заварка не более двух трещин в подпятнике при суммарной длине
их не более 120 мм;
заварка трещин в окне для прохода тяги тормоза;
заварка трещин на крайних челюстях шкворневых балок с
последующим усилием накладками при условии, что после разделки трещин сечение
уменьшается не более, чем на 20%.
Ремонт соединительной балки тележек модели 18-101
(четырехосных)
Допускаемый срок соединительной балки четырехосной тележки
составляет 15 лет. Балки с большим сроком эксплуатации допускаются к ремонту и
установке под вагоны при условии отсутствия трещин по нижнему листу в зоне
перегиба над надрессорной балкой.
Дефектация соединительной балки производится после выполнения
неразрушающего контроля согласно Приложения №13 настоящего технологического
процесса. Дефектация производится визуальным способом и инструментальными
замерами. Наличие трещин в соединительной балке не допускается.
Допускается оставлять без восстановления соединительные балки
с размерами, не менее указанных в таблице 7.
Таблица 7. Размеры соединительной балки тележки модели 18-101
|
Наименование |
При деповском |
При капитальном |
|
Износ |
||
|
центральных, не |
2 |
Не допускается |
|
концевых, не |
2 |
Не допускается |
|
Глубина |
48,5 |
45+1-2 |
|
Диаметр |
459,0 |
452±1,5 |
|
Износ крайних |
3 |
Не допускается |
Очистку соединительной балки при значительных загрязнениях
производятся с применением огневой очистки газовой горелкой ГАО-2-72 ГОСТ
1077-79 или с применением газовых резаков по ГОСТ 5191-79. Механическая
очистка, зачистка поверхности разделанных трещин и обработка поверхности
металла выполняется пневматической шлифовальной машинкой типа ИП-2014 с
круговыми металлическими щетками с последующей протиркой ветошью и обдувкой
сжатым воздухом.
Засверловку трещин необходимо производить с применением
сверлильных пневматических или электрических машинок. При разделке трещин
применяется газовый резак по ГОСТ 5191-79.
Разделительную резку и строжку рекомендуется необходимо производить
с применением кислорода, ацетилена, карбида кальция, природного газа или
электродов стальных марки ОЗР или АНР.
Сварочные электроды, применяемые при ручной дуговой сварке
целесообразнее применять типа Э50А (УОНИ 13/55, ОЗС-25, АНО-25 ОЗС-29).
Для наплавки цилиндрических поверхностей центрального
подпятника, концевых пятников, а также скользунов применяется сварочная
стальная проволока марок Св-08-Г2С, Св-08ГС, Св-08ХГ2С допускается применение
для этой цели электродов типа Э-42, Э-46 и Э50.
Измерение величин износов производится с целью определения
объема восстановительных работ.
Контроль диаметра подпятника
Измерение проводится штангеном подпятника и пятника
соединительной балки черт. Т 914.14.000 ТУ 32 ЦВ 2432-96 вдоль и поперек оси
соединительной балки (рисунок 20).
Предельные допустимые размеры диаметра подпятника при
деповском ремонте:
без производства ремонта вдоль оси пути D = 452 ÷ 462 мм
без производства ремонта поперек оси пути D = 452 ÷ 460 мм
после производства ремонта D = 452±1,5 мм.
При капитальном ремонте подпятник соединительной балки
восстанавливается до альбомного размера D = 452±1,5 мм.
Контроль глубины подпятника
Измерение глубины производится штангеном подпятника
соединительной балки черт. Т 914.14.000 ТУ 32 ЦВ 2432-96 по четырем точкам
вдоль оси соединительной балки 1,2,01,02 (на расстоянии от бурта подпятника
соответственно 25 мм и 170 мм) и четырем точкам поперек оси 3,4,03,04 (на
расстоянии от бурта подпятника соответственно 15 и 160 мм) соединительной балки
(рисунок 20,21). В качества базовой поверхности принимается верхняя часть бурта
подпятника или зона на расстоянии 20 мм от внешнего контура кольцевого сварного
шва, соединяющего верхний лист с подпятником.
Предельные размеры глубины подпятника
без производства ремонта при деповском ремонте
Н = 43÷48 мм
При капитальном ремонте и после производства ремонта Н = 45+1-2
мм
Контроль толщины центральных скользунов
Для определения требуемой величины восстановления центральных
скользунов первоначально определяется их остаточная толщина, которая должна
быть при деповском ремонте В = 15 мм. При восстановлении соединительной балки и
капитальном ремонте толщина скользуна должна быть В = 18+2 мм.
Измерения толщины центральных скользунов производится
штангенциркулем ШЦ-1-125-0,1 ГОСТ 166-89-89 в четырех точках по краям
скользунов вдоль и поперек оси соединительной балки.
Далее проводятся замеры расстояния от плоскости центральных
скользунов до тех базовых точек, которые использовались при определении
величины износа подпятника по глубине поперек продольной оси соединительной
балки (точки 3,03, указанные на рисунке 21).
Для проведения замеров на скользуны устанавливается планка Т
914.15.000Сб с опорами.
Требуемая величина восстановления центральных скользунов
определяется следующим образом:
Штангенциркулем или металлической линейкой замерить на
расстоянии 250-300 мм от центра подпятника (общее расстояние для замеров
~500-600 мм) высоты от планки до плоскости соединительной балки (расстояние h1, h2).
Вычислить разницу расстояний
Δ h = h1 — h2 (1)
Вычислить требуемую величину восстановления левого
центрального скользуна Δ h1v по формуле
Δ h1v = 83 — (h1 + Δ h) (2)
Вычислить требуемую величину восстановления правого
центрального скользуна Δ h1v по формуле:
Δ h2v = 83 — (h2 — Δ h) (3)
При вычислении Δ h1v, Δ h2v величина подставляется
со знаком, полученным при ее вычислении по зависимости в формуле (1).
Пример 1: При замерах h1 = 73 мм, h2 = 76 мм
Δ h = 73-76 = -3 мм
Δ h1v = 83 — (73 +
(-3)) = 83 — (73-3) = 13 мм
Δ h2v = 83 — (76 —
(-3)) = 83 — (76+3) = 4 мм
Таким образом левый центральный скользун необходимо
восстановить на 13 мм, правый — на 4 мм.
Контроль расстояния от плоскости подпятника до
плоскости центральных скользунов
Расстояние от плоскости подпятника до плоскости центральных
скользунов проверяется при помощи планки Т 914.15.000Сб с опорами,
штангенциркуля или металлической линейки. За действительное расстояние
принимается разница между расстоянием от нижней части планки Т 914.15.000Сб и
высоты ее опор.
При капитальном, деповском ремонте и восстановлении
расстояние от плоскости подпятника до плоскости центральных скользунов должно
составлять 127± 3 мм.
Контроль диаметра отверстия под шкворень
Измерение диаметра отверстия под шкворень производится
штангенциркулем ШЦ-1-0-125 ГОСТ 166-89-89 в двух плоскостях вдоль и поперек оси
балки.
Предельные размеры диаметра отверстия при деповском ремонте d =63 мм, при капитальном
ремонте и восстановлении d =60+0,74 мм.
Контроль непараллельности (пропеллеровидность)
соединительной балки по центральным и крайним скользунам
Для определения величины непараллельности соединительной
балки по скользунам используется устройство Т914.16.000Сб, состоящее из уровня
длиной более 1600 мм, с установленным на нем с одной стороны микрометрическим
винтом 2, а с другой стороны — игольчатой опорой 3.
Перед проведением замеров верхние (нерабочие) поверхности
подкрылков крайних скользунов и центральные скользуны должны быть тщательно
зачищены. Устройство Т914.16.000Сб устанавливается на центральные скользуны, уровень
при помощи микрометрического винта устанавливается «на ноль». Вычисляется
разница Δ hц выбега микрометрического винта hцмв и высоты игольчатой
пластины hцмо. При этом, для определения непараллельности крайних скользунов
относительно восстановленной поверхности центральных скользунов из величины
выбега микрометрического винта hцмв вычитается ранее определенная величина Δ h1v или Δ h2v в зависимости от того, с какой стороны
относительно продольной оси соединительной балки он был установлен. А из высоты
игольчатой опоры вычитается противоположная величина Δ h1v или Δ h2v.
Пример 2: предположим, что обмеряемая соединительная
балка наклонена в сторону 1, уровень устройства Т914.16.000Сб установлен в
соответствии с рисунком 23. При замерах высота hцмв = 54 мм, высота hцмо = 40 мм.
Используя данные примера 1, где Δ h1v = 13 мм, Δ h2v = 4 мм
Δ hц = hцмв — Δ h1v — (hцмо — Δ h2v) = 54 — 13 — (40 — 4)= +5
мм
Далее устройство Т914.16.000Сб устанавливается на крайние
скользуны с одной из сторон соединительной балки (относительно ее поперечной
оси).
Уровень установить «на ноль». Замерить выбег
микрометрического винта hкрмв и высоту игольчатой опоры hкрно. При установке
устройства Т914.16.000Сб необходимо, чтобы микрометрический винт располагался с
той же стороны относительно продольной оси соединительной балки, что и при его
установке на центральные скользуны.
С помощью штангенциркуля замерить расстояние от рабочей
плоскости крайних скользунов до верхней части соответствующих подкрылков t1кр, t2кр.
К выбегу микрометрического винта hкрмв и высоте игольчатой
пластины hкрно добавляется толщина соответствующего тому подкрылку
скользуна, на котором каждый их них был установлен при проведении замеров.
Записывается разница полученных сумм Δ hкр. При вычислении Δ hкр аналогично центральным скользунам из выбега микрометрического
винта вычитается высота игольчатой пластины, а не наоборот.
Разница Δ n между величиной Δ hц и Δ hкр соответствует величине
непараллельности центральной и одной из пар крайних скользунов. Эта величина, в
дальнейшем, учитывается при определении размеров крайних скользунов
после восстановления.
Аналогичные расчеты производятся с другой парой крайних
скользунов..
При проведении геометрических параметров соединительной балки
получены следующие результаты (рисунок 24) выбег микрометрического винта hкрмв =48 мм, высота
игольчатой пластины hкрно =40 мм, расстояние от рабочей плоскости крайних скользунов
до верхней части подкрылков t1кр = 131 мм, t2кр = 123 мм.
Найдем разницу сумм выбега микрометрического винта плюс
толщина первого подкрылка и высоты игольчатой пластины плюс толщина второго
подкрылка Δ hкр
Δ hкр = hкрмв + t1кр — (hкрно + t2кр) = 48+131 — (40+123)=+16
мм
Определим величину непараллельности центральных и одной из
пар крайних скользунов Δn, что является величиной
наплавки одного из крайних скользунов.
Δn = Δ hц— Δ hкр, где
Δ hц -разница между величиной
выбега микрометрического винта и высотой игольчатой пластины (согласно данных
примера 2 Δ hц =+5 мм)
Δn = +5 — (+16) =
— 11 мм
Знак «минус» в данном случае означает, что при наплавке
крайних скользунов для восстановления параллельности центральныхх и крайних
скользунов скользун со стороны 2 должен быть наплавлен на 11 мм больше, чем
скользун со стороны 1.
Контроль износа пятника
Контроль диаметра подпятника
Для измерения диаметра пятника используется штанген пятника и
подпятника соединительной балки Т 914.14.000.
Предельно допустимые размеры диаметра пятников при выпуске из
деповского ремонта без производства ремонта
вдоль оси пути D =294 ÷300 мм
поперек оси пути D =295
÷300
мм
при капитальном ремонте и после восстановления D = 300-1,3 мм.
Контроль высоты пятника
Для измерения высоты пятника используется штанген пятника и
подпятника соединительной балки Т 914.14.000 и штанген-глубиномер ШГ-300 ГОСТ
162-90.
Предельно допустимая высота пятников при выпуске из
деповского ремонта без производства ремонта Н =33 мм при капитальном ремонте и
после восстановления Н = 36+4 мм.
Для контроля результатов с помощью штангенциркуля провести
замер толщины пятниковой отливки в районе шкворня, которая после восстановления
должна быть 100÷105 м.
Контроль величины износа крайних скользунов и
непараллельности зеркала подпятника и пятников
При помощи регулируемых винтовых устанавливается разность
высот регулируемых опор 5,6 в соответствии с полученными ранее значениями
неплоскостности пары крайних и центральных скользунов — величина Δn (в примере 3 Δn =-11 мм). Для этого в
зависимости от знака величины Δn уменьшается или
увеличивается величина той опоры, со стороны которой устанавливался
микрометрический винт при выполнении действий при проверке непараллельности
(пропеллеровидности) крайних и центральных скользунов.
Если рассматривать данные результатов, приведенных в примере
3, то для обеспечения параллельности центральных и крайних скользунов при
установлении разности высот опор величина hоп2 (рисунок 25) должна быть
установлена на 11 мм больше, чем величина hоп1.
После установления разности высот с помощью микрометрических
винтов 7,9 определить расстояние до основания зеркала пятника. Разница в высоте
одной из опор hоп2, hоп1 и выбега соответствующего микрометрического
винта hмв1, hмв2 соответствуют расстоянию от зеркала пятника до
скользуна.
Для определения требуемой величины восстановления скользуна
необходимо к полученной разности добавить ранее определенную требуемую толщину
наплавки зеркала пятника (учитывая, что толщина отливки пятника после наплавки
должна составлять 100÷105 мм) и вычесть
соответствующий чертежный размер между плоскостью скользуна и пятника (рисунок
25). При этом минимально допустимая величина скользуна 5 мм.
Пример 4: Предположим, что для восстановления толщины отливки
пятника необходимо произвести наплавку слоем толщиной 10 мм и при проведении
измерений получены данные замеров согласно рисунка 25
hоп1 =146 мм
hоп2 =155 мм
hмв2 =59 мм
hмв1 =50 мм
Требуемая величина восстановления крайних скользунов со
стороны 1 и 2 соответственно равна
Δ hкр1восстан = hоп1 — hмв1 + hкпнап — 100 = 146-49+10-100=7
мм
Δ hкр2 восстан = hоп2 — hмв2 + hкпнап — 100 = 155-50+10-100=15
мм
Если при проведении замеров используется устройство с
нерегулируемыми постоянными по высоте опорами 5,6 (рисунок 25), то при
проведении расчетов требуемой величины наплавки крайних скользунов должна быть
учтена ранее определенная величина Δn.
При восстановлении пятников наплавкой до проведения
восстановительных работ следует оценить величину их непараллельности зеркалу
центрального подпятника. Этой величине соответствует разность высот
микрометрических высот 7,8 (рисунок 25).
Для удобства определения требуемой величины восстановления
центральных и крайних скользунов необходимо использовать таблицу, изложенную в
Приложении №15 настоящего технологического процесса.
Визуальный контроль и измерение износов
кронштейна крепления торсиона
Деформированный кронштейн крепления торсиона или имеющий
износы желоба свыше допускаемых норм, указанных в Приложениях №14,15 настоящего
технологического процесса, подлежит ремонту. При наличии трещины в сварном шве,
соединяющий торсион с соединительной балкой, или трещины самого кронштейна —
удалить дефектную часть (или весь торсион) и приварить новую часть кронштейна
(или весь кронштейн).
При износе овального отверстия кронштейна для торсиона до 3
мм на сторону кронштейн оставляется без ремонта, при износе более 3 мм на
сторону — произвести наплавку и обработку отверстия.
При производстве дефектации (осмотра, измерений)
соединительной балки необходимо руководствоваться требованиями, изложенными в
Приложении №14 настоящего технологического процесса.
Дефектные места соединительной балки должны обводиться и
указываться мелом.
Результаты дефектации должны быть занесены в Журнал входного
контроля и дефектации соединительной балки тележки 18-101. Форма журнала
входного контроля и дефектации соединительной балки тележки 18-101 указана в
Приложении №16 настоящего технологического процесса.
Производство сварочных и наплавочных работ на
соединительной балке
Перечень допускаемых работ сварочных работ при ремонте
соединительной балки тележки модели 18-101 указан в приложениях №14,15
настоящего технологического процесса.
Разрешается восстановление до чертежных размеров наплавкой с
последующей механической обработкой или приваркой накладок и вставок следующих
рабочих поверхностей:
боковой поверхности подпятника при износе более 6 мм;
рабочей плоскости зеркала подпятника при износе более 3 мм;
отверстия под шкворень при износе свыше 2 мм на сторону;
боковой поверхности яблока пятника (по диаметру) вдоль
продольной оси соединительной балки при износе свыше 6 мм, поперек продольной
оси — свыше 5 мм;
рабочей плоскости зеркала яблока пятника при износе свыше 3
мм;
овального отверстия кронштейна для торсиона при износе свыше
3 мм на сторону;
центрального скользуна толщиной менее 15 мм.
Литые соединительные балки выпуска до 1975 г. должны
изыматься из эксплуатации и заменяться штампосварными.
При заварке трещин, наплавке изношенных поверхностей и
приварке элементов соединительной балки следует обязательно производить местный
подогрев до температуры 250-300 о С. При перерывах в работе подогрев
необходимо повторять.
Режимы и технология заварки трещин в элементах соединительной
балки должны соответствовать следующим требованиям:
заварка трещин должна производиться сварочными электродами
типа Э50А ГОСТ 9466-75. Режимы сварки в зависимости от применяемых сварочных
материалов, диаметра электрода и положения сварки указаны в таблице 2;
после заварки трещин должен быть удален шлак, брызги металла,
выполнены мероприятия по уменьшению концентрации напряжений в зоне
технологического усиления шва (проковка);
ремонтные сварные швы опорной поверхности подпятника и
верхней стороны пятниковой отливки должны быть обработаны шлифовальной машинкой
заподлицо с опорной поверхностью. При этом риски от механической обработки
должны располагаться по нормали в продольной оси шва. После обработки подрезы и
шлаковые включения не допускаются;
сварные швы должны очищаться, подвергаться контролю внешним
осмотром и замеряться;
выводные планки после разделки должны быть удалены.
Поверхность металла в месте реза должна быть зачищена заподлицо с основным
металлом.
Таблица 8. Перечень сварочных материалов, применяемых при
ремонте соединительной балки тележки 18-101
|
Марка электрода |
Положение |
Диаметр |
Сварочный ток, |
|
УОНИ-13/55 |
Н |
3 |
80-100 |
|
4 |
130-160 |
||
|
5 |
180-210 |
||
|
6 |
210-240 |
||
|
В |
3 |
70-90 |
|
|
4 |
130-140 |
||
|
5 |
160-180 |
||
|
УОНИ-13/45 |
Н |
3 |
80-100 |
|
4 |
130-150 |
||
|
5 |
170-200 |
||
|
В |
3 |
70-90 |
|
|
4 |
130-140 |
||
|
5 |
160-180 |
Приварка нового кронштейна для крепления торсиона или его
частей должна производиться ручной дуговой сваркой электродами марки УОНИ-13/55
диаметром 4 мм (таблица 8).
Приварка концевого скользуна и варка втулки в отверстие
подпятника должны производиться ручной дуговой сваркой в нижнем положении
электродами типа Э50А ГОСТ 9466-75 диаметром 4-5 мм.
Допускается одноразовая наплавка пятниковых зон. Вварка
ремонтной втулки в отверстие подпятника осуществляется до наплавки.
Основные положения по восстановлению наплавкой поверхности
подпятника:
восстановление наплавкой горизонтальной поверхности
центрального подпятника может производиться на соединительных балках, имеющих
износ по глубине подпятникового места не более 12 мм;
при устранении износа 6-10 мм по глубине восстановительная
наплавка производится в два слоя. При двухслойной наплавке толщина первого слоя
должна составлять 0,5-1,0 толщины второго слоя;
при восстановлении опорных поверхностей подпятника с износом
10-12 мм рекомендуется наплавка в три слоя. При этом толщина первого слоя 3-4
мм, второго и третьего слоев — около 4 мм;
Ручная дуговая наплавка всей опорной поверхности подпятника и
концевых пятников, а также наплавка завершающего валика на цилиндрической
поверхности производятся на режимах, указанных в таблице 9.
Таблица 9. Режимы сварки при ремонте соединительной балки
тележки 18-101
|
Марка, тип |
Диаметр |
Сварочный ток, |
Род тока |
Полярность |
Примечание |
|
МР-3 (Э46) |
4 |
160-200 |
постоянный и |
обратная |
Сварка короткой |
|
5 |
180-260 |
||||
|
6 |
280-320 |
Опорную поверхность подпятника после наплавки обрабатывают
механизированным способом, проверяют на шероховатость с помощью контрольной
планки и металлической линейкой длиной 150 мм, установленной на ребро. Местные
зазоры между нижней кромкой планки и наплавленной поверхностью не должны
превышать 2 мм.
После наплавки допускаются отдельные цепочки пор диаметром
1,5 мм суммарной длиной цепочек до 50 мм.
Приемка соединительной балки из ремонта
На принятую из ремонта соединительную балку должно быть
нанесено клеймо ремонтного предприятия, наносимое на верхнем поясе со стороны
торсиона между технологическим отверстием и пятником. Запрещается
снимать клеймо заводского ремонта.
10.4 Ремонт узла «клин-фрикционная планка»
При любых видах ремонта запрещается установка в один комплект
фрикционных клиньев и фрикционных планок грузовых тележек, изготовленных по
проекту М1698 и С03.04.
Трещины в ребрах жесткости и поверхностях клина, отколы и
другие дефекты фрикционных клиньев не допускаются. Допускается установка при
деповском ремонте грузовых тележек фрикционных клиньев с суммарным износом
наклонной и вертикальной плоскостей клина не более 3 мм, при этом износ одной
из плоскостей клина допускается не более 2 мм. При капитальном ремонте грузовых
тележек производится установка только новых фрикционных клиньев.
Для фрикционного клина, изготовленного с удлиненной
вертикальной поверхностью полнота клина должна быть не менее 228 мм при
деповском ремонте, при выпуске из капитального ремонта — не менее 235,5 мм
(237±1,5 мм).
Расстояние от вертикальной плоскости фрикционного клина до
упорного ребра должно быть не более 72 мм и не менее 66 мм при выпуске вагона
из деповского ремонта и не менее 69 мм — при выпуске из капитального ремонта.
Не допускается установка фрикционных планок (подвижных и
неподвижных), имеющих трещины, отколы, сверхнормативные износы. Допускается
износ неподвижной фрикционной планки по проекту М1698 не более 1,5 мм
поверхности, взаимодействующей с подвижной фрикционной планкой.
При всех видах ремонта разрешается установка подвижной
фрикционной планки, изготовленной по чертежу М1698.02.004 взамен изымаемой из
эксплуатации подвижной фрикционной планки, изготавливаемой по чертежу
М1698.02.003.
Допускается износ подвижных фрикционных планок по проекту
М1698.002.004, устанавливаемых с одной стороны боковой рамы с суммарным износом
по толщине не более 2 мм, но не более 1,5 мм с одной стороны.
При капитальном ремонте в тележки устанавливаются только
новые фрикционные подвижные и неподвижные фрикционные планки, причем
устанавливаются новые подвижные фрикционные планки только по чертежу
М1698.02.004.
Если вагон поступает в ремонт без модернизации тележек, а
вагону необходимо произвести модернизацию по проекту М1698 старотипные планки
толщиной 16 мм должны быть заменены на подвижные толщиной 6 мм чертеж
М1698.02.004 и неподвижные планки толщиной 10 мм чертеж М1698.02.01.
При осмотре состояния крепления фрикционных планок при
ослаблении хотя бы одной заклепки все заклепки должны быть переклепаны и замены
на новые. Запрещается ослабшие заклепки фрикционных планок заваривать, подтягивать
и подчеканивать. Запрещается приваривать фрикционные планки к боковой раме.
При постановке и креплении планки неподвижной чертеж
М1698.02.01 отверстия в боковой раме под заклепки должны быть 21+0,84.
Планки крепятся заклепками Ø20 мм, отвечающие требованиям
ГОСТ 10299-80. Усилия клепки горячей заклепки должно быть не менее 25 тс.
Клепка фрикционных планок производится на установке УИН-2. Температура нагрева
заклепки должна быть в пределах 1050-1100ºС (температура
допускается определяется визуально до нагрева заклепок до ярко-красного цвета).
Заклепки не должны выходить за поверхность планки, соприкасающиеся с
поверхностью подвижной планки. После остывания заклепки до температуры
окружающего воздуха проконтролировать качество заклепочного соединения.
Фрикционные планки, прикрепленные к колонкам боковых рам,
должны плотно прилегать по плоскости, при этом допускается:
зазор между сопрягаемыми поверхностями (в промежутках между
заклепками) фрикционной планки и колонки боковой рамы не более 1 мм;
местный зазор на 1/3 часть окружности головки заклепки, при
проверке которого щуп 1 мм не должен проходить до стержня заклепки;
западание головки заклепки относительно плоскости планки не
более 2 мм.
При установке фрикционных планок в вертикальной плоскости они
должны быть непараллельны, расстояние между планками книзу должно увеличиваться
на 4-10 мм, непараллельность в горизонтальном положении допускается не более 3
мм.
Расстояние между фрикционными планками б (Приложение
№4 к настоящему технологическому процессу) должно быть:
При планках фрикционных толщиной 16 мм — не более 642 мм
При толщине неподвижной фрикционной планки 10 мм — не более
630 мм.
Разность расстояний между фрикционными планками в верхней и
нижней части допускается не более 3 мм.
10.5 Требования к пружинному комплекту
После разборки тележки все пружины должны быть очищены,
осмотрены, промеры, испытаны и подобраны в комплект по высоте. Контроль
качества поверхности пружин производится визуально с применением лупы 4-х
кратного увеличения ЛАЗ-4 ГОСТ 25706-88. Внешние дефекты пружин должны быть
зачищены.
Вновь изготовленные пружины должны соответствовать ГОСТ 1452
с обязательной термической обработкой и упрочнением наклепом дробью. Размеры
внутренних и наружных пружин указаны в таблице 10.
При капитальном ремонте устанавливаются внутренние пружины,
изготовленные из прутка диаметром 21 мм.
На боковой поверхности опорного витка пружин при изготовлении
должна быть нанесена следующая маркировка:
условный номер завода-изготовителя;
марку стали.
Знаки маркировки наносятся глубиной не более 2 мм методом
штамповки или другим методом с учетом сохранности знаков в течении всего срока
службы пружины.
Таблица 10. Параметры пружин грузовых тележек
|
Тип тележки |
Наименование |
Высота пружины |
Диаметр прутка, |
Диаметр пружины |
Диаметр пружины |
|
18-100 (2-осн, |
внутренняя |
249+7-2 |
19/ 21 |
124±1,5/ |
86/90 |
|
наружная |
249+7-2 |
30 |
200±2,5 |
140±2,5 |
|
|
18-101 (3-осн) |
внутренняя |
249+7-2 |
19/ 21 |
124±1,5/ |
86/90 |
|
наружная |
249+7-2 |
30 |
200±2,5 |
140±2,5 |
|
|
18-101 (3-осн) |
внутренняя |
284+7-2 |
22 |
122±1,5 |
78±1,5 |
|
наружная |
284+7-2 |
36 |
200±1,5 |
128±1,5 |
|
|
18-101 (3-осн) |
внутренняя |
284+7-2 |
22 |
127±1,5 |
83±1,5 |
|
наружная |
284+7-2 |
36 |
205±2,5 |
133±2,5 |
Контроль высоты пружин производится при помощи специального
приспособления для измерения высоты пружин или на разметочной плите стенда для
испытания пружин с помощью измерительной линейки, укрепленной на стенде. Высота
пружин свободном состоянии должна быть в пределах 249-2+7 мм.
Контроль внутреннего диаметра наружных пружин производится
калибр-пробкой с диаметром, равным 137,5 -0,2 мм. Внутренний диаметр
наружных пружин должен быть равным Ø
133 ±2,5 мм.
Калибр-пробка при измерении не должна входить внутрь наружной пружины. Диаметр
прутка новой пружины должен быть Ø 36 мм.
Контроль наружного диаметра внутренних пружин производится
калибр-стаканом с диаметром, равным 125,5 +0,2 мм. Наружный диаметр
внутренних пружин должен быть равным 124 +1,5 мм. Калибр-стакан при
измерении должен свободно надеваться на внутреннюю пружину. Диаметр прутка
новой пружины должен быть Ø 21 мм.
Контроль разности между максимальным и минимальным шагом
пружин производится при помощи штангенциркуля ШЦ 125 0,1 ГОСТ 166-89-89.
Допускаемый шаг пружин: 54,75 мм — для наружных пружин, 32,8 мм — для
внутренних пружин.
Контроль перпендикулярности опорных поверхностей пружины по
отношению к ее оси производится на разметочной плите с помощью угольника УП
2-250 ГОСТ 3749-77 и измерительной линейки 300 ГОСТ 427-75. Максимальная
величина неперпендикулярности в свободном состоянии должна быть не более 5 мм.
Испытание пружин на специализированном стенде
Испытание производится после визуальной и инструментальной
проверки пружин. Перед испытанием установить пружину на стенд, проверить
расположение ее легким проворачиванием вокруг вертикальной оси, закрыть предохранительную
решетку, произвести пробную статическую нагрузку на пружину давлением,
указанным в таблице и проверить отклонение от первоначальной величины. Сравнить
полученное отклонение с допускаемым (согласно таблицы 11).
|
Тип тележки |
Наименование |
Высота пружины |
Пробная |
Полная нагрузка |
||
|
Усилие, H1, атм (тс) |
Предельное |
Усилие, H2, атм (тс) |
Предельное |
|||
|
18-100 (2-осн, |
внутренняя |
249+7-2 |
0,80 (0,80) |
51+6-4 |
1,47 (1,46) |
90,7 |
|
наружная |
249+7-2 |
1,90 (1,90) |
48,5+6-4 |
3,68 (3,66) |
88,7 |
|
|
18-101 (3-осн) |
внутренняя |
249+7-2 |
0,80 (0,80) |
51+6-4 |
1,47 (1,46) |
90,7 |
|
наружная |
249+7-2 |
1,90 (1,90) |
48,5+6-4 |
3,68 (3,66) |
88,7 |
|
|
18-101 (3-осн) |
внутренняя |
284+7-2 |
1,24 (1,23) |
41,3+5-3 |
2,36 (2,35) |
78,7 |
|
наружная |
284+7-2 |
3,76 (3,74) |
41,3+5-9 |
6,53 (6,50) |
71,6 |
|
|
18-101 (3-осн) |
внутренняя |
284+7-2 |
1,31 (1,30) |
46+5,5-3,6 |
2,41 (2,40) |
85+10,4-6,8 |
|
наружная |
284+7-2 |
3,56 (3,54) |
46+5,5-3,6 |
6,57 (6,54) |
85+10,4-6,8 |
После замера высот пружин снять пробную нагрузку полностью.
Произвести полную статическую нагрузку на пружину давлением, указанным в
таблице 11, проверить отклонение от первоначальной высоты пружин, замеренной до
приложения нагрузки, сравнить полученное значение с допускаемым.
После замера высот пружин снять полную нагрузку полностью.
На пружины, прошедшие испытания нанести клейма на
подвешиваемую на пружины бирку с указанием номера предприятия — хххх, месяца,
года ремонта и испытания.
С 1989 г. внутренние пружины изготавливаются из прутка
диаметром 21 мм. В случае смешанного комплектования внутренних пружин,
изготовленных из прутка диаметром 19 мм и 21 мм, количество их в комплекте
должно быть одинаково и симметрично расположено (напротив друг друга).
Произвести подбор испытанных пружин в один комплект.
Запрещается постановка пружин в один комплект с разницей высоты более 4 мм. Из
числа пружин, подобранных для рессорного комплекта, под фрикционные клинья
устанавливаются пружины, имеющие наибольшую высоту.
ремонт тележка вагон грузовой
Инструкция по ремонту тормозного оборудования вагонов
Введение
железнодорожный
транспорт триангель вагон
Железнодорожный транспорт в России — одна из
крупнейших железнодорожных сетей в мире. Эксплуатационная протяжённость сети
железных дорог общего пользования составляет 86 тыс км (2010),
электрифицировано43,033 км (3 кВ пост. — 19,000 км, 25 кВ 50 Гц — 41,033 км).По
протяжённости электрифицированных дорог Россия занимает 1-е место в мире.
Характерной особенностью железнодорожного транспорта в России является высокая
доля электрифицированных дорог.
Сформулированы основные направления повышения
технического уровня грузовых вагонов. Предстоит решить следующие технические
задачи:
· Увеличение срока службы основных
деталей и узлов вагонов в 1,5-2 раза;
· Обеспечение межремонтных сроков
службы трущихся деталей и узлов с 400-500 тыс. км до 1 млн. км;
· Сокращение частоты поступления
вагонов в текущий внеплановый ремонт с 3,5 до 0,3 раза в год.
Триангель является одним из основных элементов
рычажной передачи тормозного оборудования вагона. От его технического состояния
в значительной, мере зависит эффективность процессов торможения вагона, а
значит и обеспечение безопасности движения. Кроме того техническое состояние
триангеля и других элементов рычажной передачи существенно влияет на
техническое состояние колесных пар. Так при неправильной регулировке рычажной
передачи, при износе трущихся пар колодок и других факторах могут происходить
кратковременные и длительные воздействия сил трения от тормозной колодки на
колесо, превосходящие силы сцепления колеса с рельсом, что может привести,
соответственно, к кратковременным (мгновенным) или длительным заклиниваниям
колесной пары и её движению по рельсам юзом, следствием чего на поверхности
катания колеса могут появиться специфические дефекты — навары, ползуны и другие
повреждения.
С целью поддержания всей рычажной передачи
тормоза, и триангелей в частности, в технически исправном состоянии при всех
периодических ремонтах, рычажная передача разбирается и отправляется для
осмотра, испытаний и ремонта в специализированные отделения вагонных депо и
ВРЗ.
В данном курсовом проекте излагаются основные
понятия конструкции триангелей тележек грузовых вагонов, сведения об износах и
повреждениях основных элементов триангеля и методы ремонта триангелей в
условиях вагонных депо и вагоноремонтных заводов.
Конструкция и технические
характеристики
Триангель тележки грузового вагона
изготавливается из стали 09Г2СД ГОСТ 19282-73 или ст. 3 ГОСТ 380-71 и имеет
конструкцию, представленную на рисунке 1.
Рисунок 1
. чека 1 ГОСТ 1203-75 100.40.014 или чека
2 ГОСТ 1203-75 100.40.014-01;
. колодка тормозная
. подвеска 100.40.051-0;
. втулка 100.40.028-2 или Т258.00.01;
. триангель;
. наконечник триангеля левый
100.40.011-1;
. наконечник триангеля правый 100.40.009-1;
. башмак неповоротный ГОСТ 3269-78
100.40.016-2;
. закладка триангеля 100.40.008-2 или
100.40.008-3;
. шплинт 6,3х63 ГОСТ 397-79;
. гайка 100.40.012-0 или 100.40.012-1 или
гайка по ГОСТ 5918-73: М30-6Н.5 или 2М30-6Н.5 или гайка по ГОСТ 5932-73: М30-6Н.5
или 2М30-6Н.5
Триангель работает в сложных условиях: он с
помощью подвесок и валиков укреплен на кронштейнах боковых рам тележки модели
18-100, Боковые рамы являются необрессореными элементами тележки и поэтому все
возмущающие силовые факторы, действующие на боковые рамы передаются и на
триангели.
С другой стороны от тормозного цилиндра на
триангель передается тормозное усилие, принимаемое в работах равным Р=10000
кгс.
Триангель можно рассчитывать как статически
неопределимую стержневую систему, образованную осевыми линиями элементов
конструкции.
Характерные неисправности и
требования в эксплуатации
Многолетний опыт эксплуатации триангелей
позволяет с достаточной объективностью указать наиболее повреждаемые зоны,
которые представлены на рисунок 4.
Рисунок 4. Износы и повреждения триангелей.
Одним из наиболее часто встречаемых дефектов
является износ резьбовой части 1 на конце цапфы. Эти износы и деформации резьбы
появляются в результате недостаточной затяжки гайкой башмака в горизонтальном
направлении. Ослабление затяжки башмака может происходить также при срезании
шплинта и самоотворачивания гайки при смещениях башмака с колодкой в
вертикальной плоскости.
При всех видах периодических ремонтов часто
встречаются износы посадочной поверхности цапфы и упорного буртика 2. Эти
износы происходят от постоянного взаимного трения с соответствующим посадочным
отверстием башмака.
Иногда, встречаются также дефекты по сварным
швам приварки вставки к триангелю 3 и по сварному шву приварки струны к вставке
4.
Достаточно большую частоту имеют дефекты в зоне
распорки. Появляются трещины в зоне приварки, распорки к швеллеру 5. В
результате взаимодействия с валиком, которым триангель крепится к вертикальным
рычагам, происходит износ отверстия 6. Износ этого отверстия неравномерный,
происходит овализация отверстия с максимальным диаметром в горизонтальной
плоскости.
Свободный конец распорки от взаимодействия со
струной получает износ 7. Зазор в этой зоне не допускается, т.к. этот зазор приводит
к увеличению силового воздействия на триангель и дальнейшему интенсивному его
разрушению.
На рисунке 5 представлены износы башмака. Он
изготавливается отливкой из сталей 15л; 20л; 25л ГОСТ 977-75. Износ 1
прямоугольного отверстия образуется от взаимодействия с цапфой триангеля. Этот
износ допускается восстанавливать при глубине не более 5 мм на сторону. Износ 2
— выработка паза для ушка колодки. Износ 3 — износ углубления для подвески,
который образуется при постоянном покачивании башмака с колодкой относительно
подвески.
Цифрой 4 обозначены разрушения скоб для
удержания чеки. Эти скобы изготавливаются из полосовой стали Ст.З толщиной не
менее 8 мм и привариваются ручной сваркой.
Рис.
Износы 5 — износы концевых выступов башмака в
местах прилегания колодки, которые устраняются при глубине не более 10 мм.
Изношенные поверхности деталей триангеля
допускается восстанавливать наплавкой с последующей механической обработкой;
подвески тормозных башмаков, имеющие диаметр поперечного
сечения в местах наибольшего износа менее 22 мм, а по усиленному сечению в
углах гиба менее 26 мм, а также подвески, у которых при дефектоскопировании
обнаружены трещины, ремонтировать и ставить на вагон не разрешается;
изношенную и поврежденную резьбу цапф триангеля
допускается восстанавливать наплавкой с последующей ее нарезкой,
восстановленную резьбу необходимо контролировать резьбовыми калибрами;
каждая подвеска тормозного башмака подлежит
дефектоскопированию в соответствии с руководящими документами по неразрушающему
контролю деталей вагонов;
на проушине изогнутой ветви прошедшей контроль
подвески должно быть нанесено клеймо;
при постановке нового клейма ранее поставленное
клеймо необходимо зачистить, при этом маркировка и клеймо завода- изготовителя
на проушине прямой ветви должны быть сохранены; дефектоскопирование подвесок,
подлежащих ремонту, необходимо производить после их ремонта; каждый триангель
до сборки его с башмаками должен быть испытан в соответствии с методикой
испытаний на растяжение деталей грузовых и пассажирских вагонов, при этом на
узкой стороне распорки выдержавшего испытание триангеля, ближе к струне, должно
быть нанесено клеймо; при постановке нового клейма ранее поставленное клеймо
необходимо зачеканить или зачистить шлифовальным инструментом, при этом
маркировка и клеймо завода-изготовителя должны быть сохранены.
Плановые виды обслуживаний и
ремонта, и условия их проведения
Для грузовых вагонов установлены следующие виды
ремонта:
капитальный ремонт (КР) вагонов для восстановления
ресурса вагонов наиболее близкого к полному.
деповской ремонт (ДР) вагонов для восстановления
их работоспособности с заменой или ремонтом отдельных узлов и деталей.
Виды технического обслуживания и ремонта вагонов
и их периодичность устанавливают в зависимости от пробега, км, или предельно
допустимых сроков эксплуатации между ремонтами. Так, например, крытые грузовые
вагоны, изготовленные после 1984 г., проходят КР через 13 лет после постройки и
через 12 лет — после очередного КР; их подвергают ДР через 3 года после
постройки и через 2 года после ДР и КР или пробега 100 тыс. км.
Технология ремонта. Демонтаж
триангеля с тележки
Триангель с тележки демонтируется на позиции её
разборки, рисунок 6,при этом необходимо:
— демонтировать с тележки вертикальные
рычаги и затяжку вертикальных рычагов, для чего извлечь валики (оси) 1, 2 и 11,
предварительно удалив из них шплинты и сняв с них шайбы;
— удалить шплинты 8 правой и левой
подвесок, снять шайбы 9;
— удалить фиксаторы 3 из
предохранительных скоб 4 (для скобы конструкции ПКБ ЦВ) или сжать свободные
концы фиксатора 12, вывести его из паза скобы 13 (для предохранителя
конструкции ОАО «РИТМ»);
— извлечь оси 10 из кронштейна боковой
рамы тележки и снять скобы 4 или скобы 13;
— снять триангель в сборе с башмаками
и подвесками с тележки;
— удалить замки 5 со скоб 6 по
равномерному износу колодки;
— снять скобы 6 с распорок триангелей
7.
Триангель в сборе с башмаками и подвесками
перемещается в отделение (на позицию) его ремонта (разборки).
Последовательность демонтажа триангеля с тележки
обусловлена
технологическим процессом конкретного ремонтного
предприятия.
Рисунок 6.
— валик;
— валик;
— фиксатор предохранительной скобы;
— замок устройства по равномерному износу
колодок;
— скоба устройства по равномерному износу
колодок;
— распорка триангеля;
— шплинт 8х50 или шплинт 8х45 ГОСТ 397-79;
— шайба 100.40.048-0 или шайба 32.02 ГОСТ
9649-78;
— ось 100.40.013-1;
— валик;
— фиксатор предохранителя валика подвески;
— скоба предохранителя валика подвески.
Рисунок 7
— чека 1 ГОСТ 1203-75 100.40.014 или чека 2 ГОСТ
1203-75 100.40.014-01;
— колодка тормозная
— подвеска 100.40.051-0;
— втулка 100.40.028-2 или Т258.00.01;
— триангель;
— наконечник триангеля левый 100.40.011-1;
— наконечник триангеля правый 100.40.009-1;
— башмак неповоротный ГОСТ 3269-78 100.40.016-2;
— закладка триангеля 100.40.008-2 или
100.40.008-3;
— шплинт 6,3х63 ГОСТ 397-79;
— гайка 100.40.012-0 или 100.40.012-1 или гайка
по ГОСТ 5918-73: М30-6Н.5 или 2М30-6Н.5 или гайка по ГОСТ 5932-73: М30-6Н.5 или
2М30-6Н.5
Разборка
Триангель закрепить на специальном
приспособлении для его разборки и разобрать, рисунок 2:
извлечь чеки 1, снять колодки 2;
вывести подвески 4 из зацепления с башмаками 10
и снять их;
удалить шплинты 12, отвернуть гайки 13, снять
правый 9 и левый 8
наконечники, башмаки 10 и закладки 11.
удалить втулки 5 из подвесок 4.
Все детали и узлы после разборки должны быть
очищены от загрязнений
с применением, при необходимости, металлической
щетки.
Последовательность разборки триангеля
обусловлена технологическим
процессом конкретного ремонтного предприятия,
поэтому может отличаться от приведенной в настоящем Руководстве.
Испытание триангеля
Перед сборкой триангель без закладок, башмаков и
наконечников необходимо испытать на растяжение в соответствии с Методикой
испытаний на растяжение деталей грузовых и пассажирских вагонов 656-2000 ПКБ
ЦВ.
Установить триангель без закладок, башмаков и
наконечников на испытательный стенд, при этом прямоугольные части цапф должны
разместиться на упорах.
В отверстие распорки установить валик диаметром
40 мм.
На распорке и струне, ближе к распорке, набить
керны на расстоянии 50-60 мм один от другого, рисунок 8.
Измерить расстояние между кернами
штангенциркулем ШЦ-II-150-0,05 ГОСТ 166.
С целью уменьшения погрешности измерения концы
штангенциркуля рекомендуется заточить под углом, соответствующим углу заточки
кернера, используемого для нанесения кернов перед испытанием триангеля.
Рисунок 8
Триангель нагрузить усилием 117,6 кН (12 тс). В
нагруженном состоянии струну и швеллер триангеля обстучать слесарным молотком с
массой головки 0,8 кг ГОСТ 2310.
Триангель в нагруженном состоянии осмотреть с
применением лупы 4-х кратного увеличения, проверить наличие трещин и других
повреждений.
Снизить действующее на триангель усилие до
6,8-7,8 кН (0,7-0,8 тс) и затем вторично увеличить нагрузку до 117,6 кН (12
тс), повторно обстучать триангель и осмотреть.
Триангель разгрузить, снизив нагрузку до нуля.
Измерить расстояние между кернами
штангенциркулем ШЦ-II-150-0,05 ГОСТ 166 (определить остаточную деформацию,
которая рассчитывается как разность показаний измерения расстояния между
кернами до и после нагрузки триангеля).
Триангель считается выдержавшим испытание на
растяжение и пригодным для дальнейшей эксплуатации, если при визуальном осмотре
дефекты не обнаружены, а остаточная деформация составляет не более 0,5 мм.
При большей остаточной деформации необходимо
установить неисправности, вызвавшие увеличенную деформацию. После устранения
неисправностей триангель должен быть испытан вновь.
При удовлетворительных результатах испытания на
узкой стороне распорки триангеля, ближе к струне, необходимо нанести клеймо
ремонтного предприятия в соответствии с требованиями Методики № 656-2000 ПКБ
ЦВ.
Сборка
Установить на триангель, рисунок 7, закладки 11,
башмаки 10, наконечники 8 и 9, закрутить гайки 13 и установить шплинты 12.
Установить на триангель шаблон измерения длины Т
542.05.000 в соответствии с Т 542.00.000 РЭ, рисунок 9. Сдвинуть концевые губки
шаблона до соприкосновения с наконечниками триангеля. Затем раздвинуть
подвижные указатели расстояния между тормозными башмаками до упора их в
тормозные башмаки.
Проконтролировать основные размеры: длину
триангеля по наконечникам, которая должна быть не менее 1836 мм и не более 1863
мм, расстояние между тормозными башмаками, которое должно быть не менее 1514 мм
и не более 1520 мм. При этом разница между показаниями шкал двух сторон шаблона
не должна превышать 3 мм.
Триангель, не отвечающий этим требованиям,
должен быть переформирован.

Рисунок 9
После проверки основных размеров необходимо:
в отверстия подвески 4 установить новые втулки 5
(при деповском ремонте вагонов допускается повторное использование втулок, не
имеющих трещин и потертостей) и вставить подвеску в паз башмака 10;
вставить колодки 2 в башмаки 10;
установить чеки 1.
Новые подвески, не имеющие маркировки и клейма,
а также имеющие нечеткую маркировку и клеймо завода-изготовителя, устанавливать
на триангель запрещается.
В процессе сборки необходимо:
проконтролировать установку тормозных башмаков —
тормозные башмаки должны быть установлены так, чтобы при не закрепленной гайке
они не качались на цапфе, допускается устранять зазор между нажимной плоскостью
цапфы и плоскостью отверстия башмака постановкой между ними стальной прокладки
размером 80х80 мм и толщиной, которая определяется размером зазора в соединении
и условием, что прокладка должна устанавливаться с натягом;
контролировать крутящий момент при закручивании
гайки на цапфе триангеля — он не должен превышать 23 кгс·м;
шплинты ставить только новые — повторное
использование шплинтов запрещено;
шплинты ставить головками вверх, шплинт должен
проходить через прорези гайки — для регулировки совмещения отверстия цапфы и
прорези гайки допускается устанавливать под гайку шайбу 32 по ГОСТ 9649;
обе ветви шплинта разводить между собой на угол не
менее 90о;
резьбовые поверхности цапф триангеля и гаек
смазать индустриальным маслом ГОСТ 20799;
проконтролировать отсутствие зазоров между
башмаком, закладкой и наконечником — они должны быть жестко закреплены гайкой.
Монтаж триангеля на тележку
На распорку триангеля 7 установить скобу по
равномерному износу тормозных колодок 6.
Ветви скобы сжать замком 5.
Скоба должна быть выполнена из прутка диаметром
16 мм и иметь внутренний охватывающий размер (226+2) мм.
Скобы и замки должны устанавливаться только
годные: не имеющие изломов и трещин. При деповском ремонте допускается износ (потертость)
скобы не более 1,5 мм, при капитальном — скобы должны устанавливаться только
новые.
Триангель в сборе с башмаками и подвесками
разместить на тележке.
Закрепить триангель на кронштейнах боковых рам
тележки, рисунок 1:
соединить подвески триангеля с кронштейнами
осями 10, предварительно установив между головками подвески и кронштейном
предохранительные скобы 4 (вариант ПКБ ЦВ ОАО «РЖД») или 13 (вариант ОАО
«РИТМ»);
установить на оси 10 шайбы 9 и шплинты 8;
установить фиксаторы 3 на предохранительные
скобы 4 (вариант ПКБ ЦВ ОАО «РЖД») или сжать свободные концы фиксатора 12 и
ввести их в паз скобы 13 (вариант ОАО «РИТМ»).
При сборке тормозной рычажной передачи тележек
необходимо:
валики устанавливать при капитальном ремонте
новые или отремонтированные, при деповском ремонте вагонов допускается
постановка валиков, имеющих износ не более 1 мм;
шплинты ставить только новые и разводить обе
ветви шплинта под углом между ними не менее 90º,
повторное использование шплинтов запрещено;
все шарнирные соединения тормозной рычажной
передачи должны быть смазаны маслом осевым по ГОСТ 610.
Виды инструктажей по охране труда
. Вводный инструктаж.
. Первичный инструктаж.
. Повторный инструктаж.
. Внеочередной инструктаж.
. Целевой инструктаж.
Вводный инструктаж.
Вводный инструктаж по безопасности труда
проводят со всеми вновь принимаемыми на работу независимо от их образования,
стажа работы по данной профессии или должности, с временными рамками,
командированными, учащимися и студентами, прибывшими на производственное обучение
или практику.
Вводный инструктаж на предприятии проводит
инженер по охране труда или лицо, на которое приказом по предприятию возложены
эти обязанности.
Вводный инструктаж проводят в кабинете охраны
труда или специально оборудованном помещении с использованием технических
средств обучения и наглядных пособий (плакатов, макетов, диафильмов,
видеофильмов и т.п.).
Вводный инструктаж проводят по программе,
разработанной инженером по охране труда с учетом требований стандартов ССБТ,
правил, норм и инструкции по охране труда, а также всех особенностей
производства, утвержденной руководителем (главным инженером предприятия).
О проведении вводного инструктажа делается
запись в журнале регистрации вводного инструктажа с обязательной подписью
инструктируемого, а также в документе о приеме на работу (форма Т-1) или
контрольном листе.
После прохождения вводного инструктажа работник
проходит инструктаж по противопожарной безопасности. Текст инструктажа
утверждается главным инженером предприятия.
О проведении инструктажа делается запись в
журнале с обязательными росписями инструктирующего и инструктируемого.
Данные о прохождении вводного противопожарного
инструктажа заносятся в приказ.
Первичный инструктаж.
После прохождения вводного инструктажа работник
обязан пройти Первичный инструктаж непосредственно на рабочем месте.
Первичный инструктаж на рабочем месте до начала
производственной деятельности проводят:
со всеми работниками, вновь принятыми на
предприятие и переводимыми из одного подразделения в другое;
с работниками, выполняемыми новую для них
работу, командированными, временными работниками;
со строителями, выполняемыми
строительно-монтажные работы на территории действующего предприятия;
со студентами и учащимися, прибывшими на
производственное обучение или практику перед выполнением новых видов работ.
Примечание. Лица, которые не связаны с
обслуживанием, испытанием, наладкой и применением сырья и материалов, первичный
инструктаж не проходят. Перечень профессий и должностей работников,
освобожденных от первичного инструктажа на рабочем месте, утверждает
руководитель предприятия по согласованию с профсоюзным комитетом и службой
охраны труда.
Первичный инструктаж на рабочем месте проводят
по программам, разработанным и утвержденным руководителями производственных и
структурных подразделений предприятия, учебного заведения для отдельных
профессий или видов работ с учетом требований стандартов ССБТ, соответствующих
правил, норм и инструкций по охране труда, производственных инструкций и другой
методической и технической документации.
Первичный инструктаж на рабочем месте проводят с
каждым работником индивидуально с практическим показом безопасных приемов и
методов труда.
Первичный инструктаж возможен с группой лиц,
обслуживающих однотипное оборудование и в пределах общего рабочего места.
Работники комплексных бригад должны проходить
инструктаж по всем видам работ, выполняемым ими.
Проведение первичного инструктажа возлагается на
непосредственного руководителя работ (руководителя подразделения, бригадира,
мастера) или опытного специалиста.
Результаты первичного инструктажа заносятся в
журнал регистрации инструктажей на рабочем месте.
Все работники, в том числе выпускники
профтехучилищ, после первичного инструктажа на рабочем месте должны в течение
первых 2-14 смен (в зависимости от характера работы, квалификации работника)
пройти стажировку на рабочем месте под руководством лиц, назначенных приказом
(распоряжением) по предприятию.
Ученики и практиканты прикрепляются к
квалифицированным специалистам на все время практики.
Примечание. Руководитель цеха, участка по
согласованию с инженером по охране труда и профсоюзным комитетом может
освобождать от стажировки работника, имеющего стаж работы по специальности не
менее 3 лет, переходящего из одного цеха в другой, если характер его работы и
тип оборудования, на котором он работал ранее, не меняется.
Рабочие допускаются к самостоятельной работе
после стажировки, проверки теоретических знаний и приобретенных навыков
безопасных методов, способов работы их непосредственным руководством.
Список лиц, разрешающих допускать к
самостоятельной работе, утверждает руководитель предприятия, учреждения,
организации.
Повторный инструктаж.
В процессе трудовой деятельности работники
проходят повторный инструктаж.
Повторный инструктаж проходят все работники
независимо от квалификации, образования, стажа, характера выполняемых работ, не
реже одного раза в квартал.
Повторный инструктаж проводят индивидуально или
с группой работников, обслуживающих однотипное оборудование и в пределах общего
рабочего места по программе первичного инструктажа на рабочем месте в полном
объеме.
Проведение повторного инструктажа осуществляется
оформлением в журнале регистрации инструктажа на рабочем месте.
Внеплановый инструктаж.
Внеочередной инструктаж проводят:
при введении в действие новых или переработанных
стандартов, правил, инструкций по охране труда, а также изменений к ним;
при изменении технологического процесса, замене
или модернизации оборудования, приспособлений и инструмента, исходного сырья,
материалов и других факторов, влияющих на безопасность труда;
при нарушении работающими и учащимися требований
безопасности труда, которые могут привести или привели к травме, аварии,
взрыву, или пожару, отравлению;
по требованию органов надзора;
при перерывах в работе — для работ, к которым
предъявляют дополнительные (повышенные) требования безопасности труда более чем
на 30 календарных дней, а для остальных работ — 60 дней.
Внеочередной инструктаж проводят индивидуально
или с группой работников одной профессии. Объем и содержание инструктажа
определяют в каждом конкретном случае в зависимости от причин и обстоятельств
вызвавших его проведения.
Внеочередной инструктаж отмечается в журнале
регистрации инструктажа на рабочем месте с указанием его проведения.
Целевой инструктаж.
Целевой инструктаж проводится при выполнении
разовых работ, не связанных с обязанностями по специальности (погрузка,
выгрузка, уборка территории, разовые работы вне предприятия, цеха и т. п.);
ликвидации последствий аварии, стихийных бедствий, производственных работ, на
которое оформляется наряд-допуск, разрешение и др. документы; проведении
экскурсии на предприятии.
Целевой инструктаж проводится руководителями
подразделений и фиксируется в журнале инструктажей и в необходимых случаях в
наряде-допуске.
Целевой инструктаж с работниками, проводящими
работы по наряду-допуску, разрешению и т. п., фиксируется в наряде-допуске или
другой документации, разрешающие производство работ
Перед допуском к самостоятельной работе работник
должен получить под роспись должностную инструкцию, ознакомиться с её
содержанием и выполнять все требования изложенные в ней.
Кроме этого для выполнения каждого вида работ,
каждого технологического процесса на предприятии имеются инструкции по охране
труда и безопасному производству работ. Эти инструкции согласовываются с
профсоюзным комитетом, утверждаются главным инженером, разрабатываются
руководителем подразделения и согласовываются с отделом охраны труда. При
изменении технологических процессов, замены оборудования и т. д. эти инструкции
перерабатываются и заново утверждаются.
Срок действия инструкций — 5 лет.
Содержание этих инструкций:
требования безопасности перед работой;
требования безопасности во время работы;
требования безопасности в экстренных случаях;
требования безопасности по окончании работ.
Нарушение требований должностной инструкций по
охране труда и безопасному производству работ влечет за собой дисциплинарную,
административную и уголовную ответственность.
Охрана труда и техника безопасности
Железнодорожный транспорт как среда, в которой
формируются факторы повышенной опасности и вредности, создает для работников на
их рабочих местах комплексы негативных воздействий, определяя их сочетанное
влияние на человека.
Объекты железнодорожного транспорта потребляют
большое количество кислот, щелочей и других химикатов, которые отработав, могут
попасть в стоки, а затем, после недостаточной очистки, — в сбросы, далее в
реку, откуда возвращаются в производственную и бытовую среду. Такими
загрязняющими объектами являются промывочно-пропарочные пункты обработки
вагонов, шпалопропиточные заводы, локомотивные и вагонные депо. Загрязнение
водных объектов негативно сказывается на здоровье населения железнодорожных
поселков, примыкающих к указанным объектам.
Загрязнение рабочих зон происходит распыляемыми
сыпучими грузами. При погрузке и выгрузке они попадают в организм работников,
осуществляющих грузовые операции, при транспортировании — в организм путевых
рабочих, нанося таким образом ущерб здоровью и сокращая продолжительность жизни
людей.
Правила техники безопасности на железнодорожных
путях
. На железнодорожных путях следует быть
осторожными;
2. Железнодорожные пути следует переходить под
прямым углом, не наступая на головки рельс, предварительно нужно посмотреть
влево и вправо чтобы не было движущегося локомотива;
. Стрелочные переводы нужно обходить; 4. Если
пути заняты вагонами, переходить следует на расстоянии 5 метров от последнего
вагона;
. Между расцепленными вагонами расстояние должно
быть 10 метров, переходить по середине; 6. Проходя по междупутью нужно идти по
середине с особой бдительностью смотреть под ноги; 7. В ночное время нужно
чтобы глаза привыкли к темноте; 8. На электрифицированных участках железных
дорог запрещается подниматься на крышу вагона; 9. При обнаружении обрыва
контактного провода следует оградить место обрыва любыми подручными средствами
и сообщить любому работнику железной дороги (нарядчик, диспетчер); 10. При
обрыве высоковольтного контактного провода под напряжением к нему нельзя подходить
ближе 2 метров; 11. Когда оборванный провод касается земли образуется зона
шагового напряжения радиусом около 10 метров (Шаговое напряжение — касание двух
точек (провод — ноги)); 12. Выходить из зоны шагового напряжения, следует,
шаркающими шагами не отрывая ступню от ступни и ступни от земли; 13. Особую
осторожность и бдительность во время снегопадов и тумана, так как ухудшается
видимость. 14. Если
железнодорожные пути заняты грузовым поездом — переходить следует через
тормозную площадку или технические обустройства станции.
При производстве ремонтных работ в депо или
отдельно стоящих вагонов должны выполняться все требования по охране труда и
производственной санитарии, предусмотренные соответствующими инструктажами.
Перед началом работы рабочее место должно быть
приведено в полный порядок, а все механизмы проверены на холостом ходу. В
процессе работы необходимо пользоваться только исправным инструментом. При
выполнении работ с использованием переносных ламп они должны быть в исправном
состоянии и иметь напряжение не более 36 В. При рубке ручным или пневматическим
инструментом или при работе на станках исполнитель должен быть в защитных
очках. Нарушения в технике безопасности должны устранять или уменьшать до
допустимого уровня воздействия на работников при техническом обслуживании и
ремонте вагонов опасных и вредных факторов.
Все работники, связанные с обслуживанием и
ремонтом вагонов, должны проходить предварительное и периодическое медицинское
освидетельствование. К работе по техническому обслуживанию и ремонту вагонов
допускаются лица, имеющие право на выполнение этих работ и талон по технике
безопасности. Работники, связанные с обслуживанием электрооборудования, в том
числе сварочных агрегатов, электроинструмента, должны пройти обучение правилам
технической эксплуатации электроустройства потребителей и сдать экзамен на
допуск.
При проведении работ по техническому
обслуживанию и ремонту вагонов необходимо, кроме настоящих правил,
руководствоваться утвержденными нормами и нормативно-техническими документами.
При проведении работ в депо по ремонту вагонов стационарным методом характерны
особые условия охраны труда. В сборочном цехе, при подъемке вагона должны быть
исправны и испытаны подъемные средства. На ставнюги должны подкладываться
деревянные прокладки из твердых пород дерева толщиной не менее 20 мм.
При токарных, фрезерных работах исполнители
должны быть в защитных очках. Слесарные работы должны проводиться в рукавицах и
только исправным инструментом. При сварочных работах агрегат должен быть закреплен
к контуру заземлений, который проходит по всему периметру здания. Он должен
иметь сопротивление не более 4 Ом и регулярно проверяться. В газосварочном
отделении должна быть приточно-вытяжная вентиляция. Продукты газосварки должны
храниться в отдельном помещении. Рабочие связанные с электрооборудованием,
должны использовать инструмент работы в резиновых электрозащитных перчатках.
Помещение или здание, где проводятся работы,
должно быть достаточно освещено. На каждом участке должен быть разработан стандарт
на основе «Положения об организации обучения и проверки знаний по охране труда
на железнодорожном транспорте УСР-325» утвержденного 4 мая 1996 года МПС с
учетом особенностей некоторых подразделений депо, который устанавливает единые
требования и нормы по обучению и проверка знаний по охране труда у работников
вагонного депо. Большое внимание в вагонном депо должно уделяться «Технике
безопасности и производственной санитарии». При проведении каких-либо новых
работ или переводе на другое рабочее место, работник обязан пройти инструктаж
по технике безопасности.
Список литературы
.Инструкция
по ремонту тормозного оборудования вагонов ЦВ-ЦЛ-945
.Руководство
по ремонту Р 001 ПКБ ЦВ-2009 РК
Страница 38 из 96
Г Л А В А IX
ТЕХНОЛОГИЯ РЕМОНТА ДЕТАЛЕЙ ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ
Основные неисправности деталей передачи и их ремонт
Рычажная передача является ответственной частью тормозного оборудования вагонов. При периодических ремонтах детали рычажной передачи тщательно осматриваются, погнутые, изношенные и оборванные ремонтируются или заменяются новыми.
К наиболее характерным повреждениям относится износ цапф триангелей и траверс, отверстий башмаков, тяг, рычагов, подвесок и других деталей передачи и автоматического регулятора, который устраняется электродуговой, вибродуговой и газовой наплавкой.
Триангели, траверсы и башмаки, имеющие износ и повреждения, ремонтируются электродуговой сваркой (рис. 174). Трещины 1 в швах, износы 2 и 3 элементов триангелей и траверс завариваются и наплавляются электродами типа Э42 с предварительной подготовкой мест сварки и наплавки. При этом износ, который можно восстановить, не должен превышать 5 мм на сторону. Износ 4 гнезд, распорок, торцов хомутов и угольников, а также разработанные отверстия восстанавливаются электродуговой наплавкой при условии, что разработка гнезд и отверстий не превышает 5 мм на сторону, а износ торцов хомутов — 10 мм по ширине. Приварка вкладышей 5 к струнам и наращивание швеллеров и угольников производятся контактной или газопрессовой сваркой, причем количество стыков на каждой части триангеля не должно быть более двух. Заварка трещин 6 и плен у кованых триангелей производится электродами типа Э42 с предварительной разделкой и зачисткой их под сварку, а места заварки трещин 7 в швеллерах и угольниках должны затем усиливаться накладками.
Триангели после ремонта или изготовления испытываются растягивающим усилием на специальных прессах. Нагрузка устанавливается исходя из усилий нажатия тормозных колодок и максимальных допускаемых напряжений в опасных сечениях. Триангели тележек четырехосных грузовых вагонов испытываются усилием 12 т. а тормозные траверсы тележек цельнометаллических пассажирских вагонов и триангели тележек пассажирских загонов с продольными балансирами — усилием 10 т. Триангели остальных типов испытываются усилием 7 т.
Испытание производится следующим образом. Нагрузку пресса постепенно доводят до установленной величины, а затем снимают. Производят замер расстояния между балкой и вершиной струны триангеля (стрелы триангеля). Далее нагрузка вторично доводится до установленной величины, триангель выдерживается под этой нагрузкой в течение 2 — 3 мин и обстукивается ручным молотком.

Рис. 174. Тормозные триангеля, траверсы и башмаки с повреждениями, отремонтированными сваркой:
а — триангель четырехосного грузового вагона; б —триангель двухосного вагона; в —триангель пассажирского вагона с деревянным кузовом; г —траверса пассажирского вагона ЦМВ; д—башмак пассажирского вагона; е — башмак двухосного грузового вагона; ж —башмак четырехосного грузового вагона
После этого нагрузка снова снимается, триангель тщательно осматривается, особенно в местах наложения сварных швов, и замеряется стрела триангеля. Триангель считается годным, если при осмотре не обнаружено никаких пороков и стрела осталась такой же, какой она была после первого нагружения.
Траверсы испытываются на прессе одновременно по несколько штук, соединенных в одну цепочку (рис. 175). Между собой траверсы соединяются двумя парами скоб, а крайние траверсы — специальными кронштейнами, имеющими форму триангеля со скобой для набрасывания крюка испытательного пресса. В таком виде траверсы нагружаются усилием Р—10 т (по 5 т на каждую пару ушков) и разгружаются. После этого измеряются расстояния а, б и в (рис. 176) на каждой траверсе. Затем они вторично нагружаются усилием 10 м, разгружаются и вторично измеряются те же расстояния. Траверсы признаются годными, если размеры а, б и в остались неизменными.
В разработанные отверстия 8 (см. рис. 174) тормозных башмаков вставляются втулки с толщиной стенок 4 — 5 мм, которые привариваются электродами типа Э42. Заварка разработанных отверстий 9 допускается только у стальных башмаков при износе до 5 мм на сторону. Места износа 10, не превышающие 5 мм, восстанавливаются электронаплавкой электродами типа ЭНХ25. На поврежденное или изношенное место 11 стальных башмаков привариваются электродами Э42 скобки толщиной 5 мм из стали марки Ст. 3.
Аналогично восстанавливаются разработанные отверстия 2, 4, 5 и 8 (рис. 177), изношенные поверхности 7, а также производится приварка усиливающих шайб 1, 6, 9 и запрессованных втулок 3 тормозных кронштейнов, державок и подвесок.

Рис. 175. Траверсы цельнометаллических пассажирских вагонов, испытываемые на прессе

Рис. 176. Схема соединения траверс цельнометаллических пассажирских вагонов для испытания на прессе:
1 — траверсы; 2 — большая серьга; 3 — малая серьга; 4 — валик
Рычаги, затяжки, распорки, траверсы и другие детали рычажной передачи, имеющие износ и повреждения, ремонтируются электросваркой (рис. 178) с последующей механической обработкой до альбомных или допускаемых правилами ремонта размеров. Рычаг тормозной колодки и затяжка вертикального рычага с износом 1 не более 10 мм, разработанными отверстиями 2 не более 5 мм на сторону, изношенными усиливающими шайбами 3 и упорами 4 ремонтируются электросваркой электродами типа ЭНХ25 диаметром 4 — 5 мм при сварочном токе 160—200 а. Тормозной валик с износом 5 не более 3 мм на сторону целесообразно восстанавливать вибродуговой наплавкой электродной проволокой из стали марки Св-10Г2. Изношенная поверхность 7 пальца башмака для крепления зубчатого поводка восстанавливается газовой сваркой электродной проволокой из стали марки Св-08 при условии, что износ не превышает 3 мм по диаметру.
Рис. 177. Тормозные кронштейны, державки и подвески с взносами и повреждениями, отремонтированные сваркой: а — кронштейн подноски башмака; б —кронштейн вертикального рычага; в — кронштейн ручного тормоза; г —державки; д—подвеска башмака четырехосного грузового вагона; е— подвеска башмака пассажирского вагона
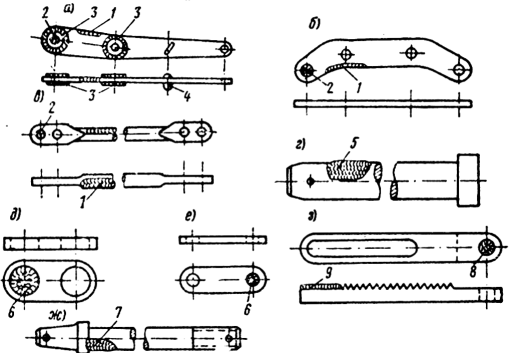
Рис. 178. Детали рычажной передачи, отремонтированные сваркой: а — рычаг тормозной колодки; б —затяжка вертикального рычага; в—распорка; г—валик; д — соединительное звено траверсы; е — подвеска затяжки; ж — палец башмака для крепления зубчатого поводка; з — зубчатый поводок

Разработанные отверстия 6 и 8 соединительного звена траверсы, подвески затяжки и зубчатого поводка завариваются электросваркой электродами типа Э42, затем производятся разметка и просверливание новых отверстий. Изношенные зубья 9 наплавляются и затем обрабатываются на фрезерном станке до альбомных размеров.
Тормозные тяги с трещинами 1 и 5 (рис. 179) в местах приварки элементов головок, разработанными отверстиями 2, изношенными поверхностями 3 и 4 ремонтируются путем заварки и наплавки электродами типа Э42 или ЭНХ25 с последующей механической обработкой до альбомных размеров. Приварка головок и сварка стержня тяги производится контактной или газопрессовой сваркой. Расстояние между стыками должно быть не менее 0,5 м, а количество стыков не больше двух на тягах длиной до 4 мм и трех на тягах 4 мм и более. Для обеспечения хорошего контакта между зажимными колодками машины и свариваемыми частями тяги поверхности концов этих частей очищаются до металлического блеска наждачным кругом или напильником.

Рис. 179. Тормозные тяги и предохранительные скобы, отремонтированные сваркой: а— тяга тормоза четырехосного полувагона: б —тяга ручного тормоза четырехосного полувагона; в —тяга ручного тормоза двухосной платформы; г — предохранительная скоба; д — муфта
Как при контактной, так и газопрессовой сварке перед осадкой свариваемых частей торцы должны быть равномерно оплавлены по всей поверхности. Величина осадки должна быть около 0,3 диаметра свариваемой тяги. После сварки и удаления грата должна производиться проковка места сварки в нагретом состоянии до температуры 950—1000°.
Тормозные тяги испытываются на растяжение при новом изготовлении, периодических ремонтах вагонов и во всех случаях ремонта сваркой нагрузкой 16 кг на 1 мм наименьшего поперечного сечения тяги. Величины нагрузок зависят от диаметра тяги (табл. 38).
Таблица 38
Величина нагрузки при испытании тяг
| Диаметр стержня тяги в мм |
20 |
22 |
25 |
28 |
30 |
32 |
з« |
|
Нагрузка в т …………… |
5 |
6 |
8 |
10 |
11 |
13 |
18 |
Примечание. Распорные тяги вертикальных рычагов тележек грузовых вагонов испытываются нагрузкой 14 т.
Перед постановкой на пресс тяги очищают и осматривают. Затем на расстоянии 100 мм в обе стороны от мест сварки головки со стержнем или самого стержня ставят керны и измеряют расстояние между ними. После этого тягу устанавливают на испытательный пресс. Допускается установка нескольких тяг, имеющих одинаковое сечение стержней, соединенных в цепочку.
В нагруженном состоянии тормозная тяга с соблюдением мер предосторожности обстукивается ручным молотком около мест сварки и осматривается. Далее нагрузка снимается, тяга снова осматривается и измеряется расстояние
между кернами. Тяга считается годной, если расстояние между кернами не изменилось и на ней не обнаружено никаких пороков.
При испытании тяг в отверстия скоб и головок должны ставиться валики, принадлежащие прессу, а не те, которые будут поставлены на вагон с рычажной передачей.

Рис. 180. Детали автоматического регулятора рычажной передачи вагона:
1 — упорная втулка; 2 — сцепной диск; 3 — стопорная пружина: 4 — нажимная пружина; 5 — кривошипная втулка; 6 — неподвижная втулка; 7 — ушко со втулкой; 8 — сцепная муфта; 9 — защитная труба; 10 — поворотная цапфа; 11 — втулка гайки; 12 — стопорный болт; 13 — регулирующая гайка;14 — регулирующая труба; 15 — упорное кольцо; 16 — предохранительная гайка; 17 — регулирующий винт

Рис. 181. Детали воздухопровода автотормоза, отремонтированные электросваркой:
а — головка соединительного рукава; б —кулачок концевого крана; в—стержень концевого крана; г—заглушка стоп-крана; д — рукоятка стоп-крана
Все тяги после испытания на разрыв подвергаются магнитной дефектоскопии с последующей маркировкой. В предохранительных скобах допускается наплавка изношенных мест 6 (см. рис. 179), а в муфтах—устранение пороков 7 в сварных швах. Сечение скобы в месте износа до наплавки должно быть не менее 60% альбомного.
В автоматическом регуляторе рычажной передачи наиболее часто встречается износ ушка со втулкой 7 (рис. 180), отверстия регулирующего винта 17, кривошипной втулки 5, а также просадка пружин 3 и 4. Изношенные поверхности стальных деталей регулятора восстанавливаются электродуговой наплавкой электродами типа ЭНХ25 диаметром 4 — 5 мм с присадкой ферромарганца в толстую обмазку, а чугунные детали наплавляются газовой сваркой чугунными прутками марки Б с последующей механической обработкой до альбомных размеров. Просевшие пружины подвергаются калибровке шага с последующей термообработкой по той же технологии, что и при обработке пружин тележек вагонов.
Детали воздухопровода с износом и повреждениями ремонтируются электросваркой (рис. 181) с последующей механической обработкой до альбомных размеров. Сварочные или наплавочные работы производятся электродами типа Э42, а при газовой сварке — чугунными прутками марки Б.
При сборке рычажной передачи на вагоне все валики, расположенные вертикально, должны ставиться головками вверх, а горизонтально — головками наружу в одну сторону. Размеры плеч рычагов проверяются в соответствии со схемой для каждого типа вагона.
Рычажная передача регулируется так, чтобы вертикальные рычаги имели одинаковый наклон с обеих сторон, а горизонтальный рычаг со стороны штока поршня тормозного цилиндра имел больший наклон, чем противоположный ему рычаг. При этом размеры выхода штока тормозного цилиндра должны находиться в строго определенных пределах: для пассажирских тормозов с тройными клапанами 130—160 мм, а для вагонов с тормозами системы Матросова — 75 — 125 мм.
Увеличение срока службы деталей рычажной передачи
Наиболее слабым местом рычажной передачи является частый износ отверстий в рычагах и тягах. Продление срока службы рычажных передач требует прежде всего усиления этих мест. Поэтому при разработке отверстий в деталях рычажной передачи необходимо рассверливать их на больший диаметр, если позволяет сечение в этом месте, и запрессовывать в них термически обработанные втулки под валики с номинальным диаметром. Целесообразно также подвергать термической обработке поверхности цапф, что значительно увеличивает срок службы триангелей и траверс.
Современный уровень техники позволяет в несколько раз увеличить срок службы деталей рычажной передачи термообработкой, электроискровым упрочнением или поверхностной закалкой токами высокой частоты.
Исследования ЦНИИ МПС показывают, что наименьший износ деталей рычажной передачи достигается при их нитроцементации и цементации. Следовательно, для продления срока службы рычажных передач и уменьшения трудоемкости их ремонта, особенно в условиях эксплуатации, необходимо более широко внедрять указанные методы обработки их деталей.