Подборка по базе: ПОЖАРНАЯ И АВАРИЙНО-СПАСАТЕЛЬНАЯ ТЕХНИКА Организация эксплуатаци, (ДЗ) Изучение особенностей эксплуатации плавсредств вооружения и, 1. Особенности эксплуатации ВЗД.pdf, Инструкция по эксплуатации FBD.pdf, Требования мер безопасности при эксплуатации механизированного и, Мы также рассмотрим.docx, ПМО от 21.04.2022 г. № 235 РУКОВОДСТВО.pdf, [S2985G и S2965] Руководство по настройке.pdf, ОТ № 8 Требования правил охраны труда при эксплуатации пт и ас о, Методическое руководство по созданию диаграмм.docx
БАЗОВАЯ МОДЕЛЬ
1315
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИ
Spezialmaschinen
2
Актуальность издания
Приобретя кромкооблицовочный станок, Вы приняли решение в пользу модели с индивидуальной конфигурацией. Это
Руководство по эксплуатации содержит также дополнительных устройств — за исключением специальных комплектаций, которые фирма HolzHer предлагает в рамках своей типовой серийной линии.
Мы просим Вашего понимания того, что в данном Руководстве описаны дополнительные устройства, которые Вы не приобретали.
Мы постоянно обеспечиваем высокий уровень качества и безопасности нашей техники благодаря непрерывным дальнейшим разработкам. Поэтому возможны некоторые отклонения между содержанием Руководством по эксплуатации и
Вашим агрегатом. Мы также не можем полностью исключить наличие ошибок.
Мы просим Вашего понимания в отношении того, что описания, технические данные и схемы не могут служить поводом для выдвижения каких-либо юридических претензий.
Заказ информации
Мы просим указывать следующую информацию:
Заголовок документа
Номер артикула
Дата издания
Язык
REICH Spezialmaschinen GmbH
Plochinger Straße 65 72622 Nürtingen
Deutschland
Telefon +49 7022 702- 0
Telefax +49 7022 702 101
E- Mail: marketing@holzher.de
Internet: http://www.holzher.de
3
Содержание
1. Технические данные
Страница
1.1 Параметры
1 — 1 1.2 Вес
1 — 1 1.3 Область применения
1 — 2 1.4 Порядок работы
1 — 2 1.5 Применение по назначению
1 — 3 1.6 Габариты станка
1 — 4 1.7 Рабочие размеры
1 — 5 1.8 Привод
1 — 5 1.9 Значение подводимого электрического напряжения
1 — 7 1.9.1 Подача 8 м/мин — 1.1 кВт
1 — 7 1.9.2 Подача 11 м/мин — 1.5 кВт
1 — 7 1.9.3 Подача 8/16 м/мин — 1.1/1.5 кВт
1 — 7 1.10 Условия окружающей среды
1 — 8 1.10.1 Электрические приборы
1 — 8 1.11 Пневматика
1 — 8 1.11.1 Расход воздуха
1 — 8 1.12 Аспирация
1 — 9 1.13 Пыль
1 — 9 1.14 Параметры излучения
1 — 9 1.14.1 Уровень мощности звука
1 — 10 1.14.2 Параметры излучения на рабочем месте
1 — 10 1.15 Инструменты
1 — 10 1.16 Дополнительное оборудование
1 — 11 1.16.1 Опора заготовка, откидная
1 — 11 1.17 Специальные принадлежности
1 — 12 1.18 Пульт управления Тип 1888 1 — 14 1.18.1 Блок управления SPK 180 (Cерия)
1 — 14
2. Безопасность
2.1 Пояснение символов и указаний
2 — 1 2.2 Определение терминов
2 — 1 2.2.1 Применение по назначению
2 — 1 2.2.2 Потенциальная опасность
2 — 1 2.2.3 Компетентный персонал
2 — 1 2.2.4 Проинструктированный персонал
2 — 1 2.2.5 Квалифицированный персонал
2 — 1 2.2.6 Защитная одежда, защитные очки и термоперчатки
2 — 2 2.3 Указания по мерам обеспечения безопасности при работе
2 — 2 2.4 Защитные устройства
2 — 4 2.5 Потенциальная опасность
2 — 5 2.6 Меры в аварийных ситуациях
2 — 8 2.6.1 Общие указания
2 — 8 2.6.2 Возникновение пожара
2 — 8 2.6.3 Первая помощь
2 — 8
3. Общие положения
3.1 Введение
3 — 1 3.2 Сфера применения
3 — 1 3.3 Авторские права
3 — 2 3.4 Адрес
3 — 2 3.5 Горячая линия сервисной службы
3 — 2 3.6 Гарантия
3 — 3 3.7 Пояснения графических значков
3 — 3
4
4. Транспортировка
4.1 Общие указания
4 — 1 4.2 Требования к месту установки
4 — 1 4.3 Монтажная площадка
4 — 1 4.4 Осторожность
4 — 2 4.5 Условия окружающей среды
4 — 2 4.6 Пути транспортировки
4 — 2 4.7 Временное хранение
4 — 2 4.8 Чистка
4 — 2 4.9 Транспортировка от места упаковки до места установки
4 — 3 4.9.1 Транспортное средство
4 — 3 4.9.2 Разгрузка
4 — 3
5. Монтаж
5.1 Общие указания
5 — 1 5.2 Подключение станка
5 — 1 5.2.1 Электрика
5 — 1 5.2.1.1 Поперечное сечение подключаемого провода и заводской предохранитель
5 — 1 5.2.2 Аспирация
5 — 2 5.2.2.1 Внешняя аспирация
5 — 3 5.2.3 Пневматика
5 — 3 5.3 Подготовка проведения тестирования на холостом ходу без заготовки
5 — 4 5.3.1 Механика
5 — 4 5.3.2 Электрика (при участии клиента)
5 -4 5.3.2.1 Проверить направление вращения
5 — 4
6. Устройство и принцип действия
6.1 Общее описание
6 — 1 6.2 Принцип действия
6 — 1 6.3 Конструктивное устройство
6 — 2
7. Ввод в эксплуатацию
7.1 Запуск базового станка в эксплуатацию
7 — 1 7.1.1 Включение
7 — 1 7.1.1.1 Программу предыдущего дня не загружать — включить подачу
7 — 5 7.1.2 Ввод заготовки
7 — 6 7.1.3 Дистанция между заготовками
7 — 7 7.1.4 Выключение
7 — 8 7.1.5 Время остановки инструмента
7 — 10 7.1.6 Аварийный выключатель
7 — 11 7.1.7 Сбои электроснабжения
7 — 11
8. Настройка базовой модели
8.1 Открытие защитного кожуха
8 — 1 8.2 Настройка толщины заготовки
8 — 3 8.2.1 Общие положения
8 — 3 8.2.2 Настройка на толщину заготовки маховиком
8 — 3 8.3 Настройка выдвижной направляющей — (Дополнительное устройство)
8 — 4 8.4 Требования к свободному пространству для заготовки
8 — 6 8.5 Ограничения для заготовок
8 — 6
5
9 Впусковой упор, с подогревом (опция)
9.1 Впусковой упор, с подогревом
9 — 1 9.1.1 Общие инструкции
9 — 1 9.1.2 Уровень выпуска горячего воздуха
9 — 1 9.1.3 Выбор функции теплого воздуха на обдувателе горячего воздуха
9 — 2
10 Уход и техническое обслуживание
10.1. Общие указания
10 — 1 10.2 Открытие защитного кожуха для технического обслуживания и замены инструментов
10 — 2 10.3 Натяжение цепи конвейера
10 — 4 10.4 График проведения работ по техобслуживанию
10 — 5
11.
Определение и устранение неисправностей
11 — 1
1
Технические параметры
1-1
1.1 Параметры
Наименование станка
Станок для оклейки кромок — базовая модель
Тип 1315
Тип/Серийный номер/Год изготовления
Изготовитель
Сертификат согласно
1.2 Вес
Смотри общий вес станка в листе заказа станка.
Модель
1315
1315-1
1315-2
1315-4
Базовый станок
850 кг
Поддон
Нетто 85 кг
Габариты упаковки:
Длина х Ширина х
Высота
4190 х 920 х 1850 мм
Контейнер нетто 185 кг
Габариты упаковки:
Длина х Ширина х Высота
4290 х 970 х 2000 мм
Ящик,пригодный для перевозки морем нетто 360 кг
Габариты упаковки:
Длина х Ширина х Высота
4290 х 970 х 2000 мм
Вклеить табличку тип 131.0801
1
Технические параметры
1-2 1.3 Область применения
Данный базовый станок для оклейки кромок оснащен отдельными различными обрабатывающими агрегатами:
Модель 1315
1315-1
1315-2
1315-4
Панель управления 1988 1988 1988 1988
Подача кромки
1903 1903 1903 1901/ 1903
Станция для нанесения клея
1905 1906 1906
М
1910 1905 1906 1906
М
1910 1905 1906 1906
М
1910 1905 1906 1906
М
1910
Прижимной блок
1816 1816 1913 1913
Агрегат для снятия продольных свесов
1822 1918 1918 1918 1.
Фрезерный агрегат
1942
М
1942
МOT
1942
М
1942
МOT
1942
М
1942
МOT
1823 1942 1942
М
1942
МOT
2.
Фрезерный агрегат
—
—
—
1942
М
1942
МOT
Агрегат для профильного фрезерования
1832 1832 1832
—
Циклевальный агрегат
1929 1929 1929 1929
Полировальный агрегат
1940 *
1940 *
1940 *
1940 *
Агрегат для полировки поверхности клея
1964 *
1964 *
1964 *
1964 *
* возможно использование либо циклевального агрегата либо агрегата для полировка клея.
1.4
Порядок работы
Заготовка подается на равномерно движущийся цепной транспортер с точно направленными звеньями, имеющих полимерное покрытие; заготовки крепко прижимаются бесприводными прорезиновыми надавливающими роликами и автоматически подаются сквозь станок.
1
Технические параметры
1-3
1.5
Применение по назначению
Благодаря различным обрабатывающим агрегатам прямая окантовка наклеивается на боковые поверхности плитных заготовок из дерева или схожих материалов (ДСП, МDF и т. д.) и подвергается дальнейшей обработке.
Благоприятная влажность материала <12 %, температура помещения и материала мин.18-20С.
При обработке различных материалов (например, полимеры/древесина) следует выполнять все требования касательно защиты окружающей среды и утилизовывать отходы раздельно.
Перед обработкой алюминиевых кромок, пожалуйста, проконсультируйтесь с изготовителем.
Материалы, при обработке которых возникают искры, не допускаются к обработке из соображений противопожарной безопасности. Искры могут попасть в аспирационные каналы и вызвать пожар.
Следует использовать только рекомендованный изготовителем станка фрезеровальный инструмент и пильные диски, соответствующие требованиям станларта EN847 – 1, а также имеющий соответствующий размер. Материал и конструктивное исполнение инструмента должно соответствовать эксплутационным требованиям, если эксплуатация производиться в соответствии с предназначением данного оборудования. Инструмент должен поддерживаться в рабочем состоянии.
О допустимых рабочих размерах смотри пункт 1.7.
Любое использование, выходящее за рамки указанного, считается как использование не по назначению.
Изготовитель не несет ответственность за вытекающие из этого убытки; за данный риск полностью отвечает пользователь.
1
Технические параметры
1-4 1.6
Габариты станка
Модель 1315
1315-1
1315-2
1315-4
Ширина с роликовой опорой
(
защитный кожух закрыт)
1245 мм- опора заготовки, жесткая
1435 мм — опора заготовки выдвижная
Высота мин. 1640 мм* макс. 1940 мм*
Длина
4450 мм
Высота входа заготовки
850 мм*
*
Размеры высоты при использовании ходовой части (Опция) + 54 мм
Пояснения: А= электрика
С= аспирация
D = опора заготовки
В = пневматика
С1= аспирация
Е = пульт управления ящик для улавливания стружки
1
Технические параметры
1-5
Модель 1315
1315-1
1315-2
1315-4
Толщина заготовки мин. макс.
6 мм
45 мм
6 мм
25 / 45 / 50 мм
6 мм
45 / 50 мм
(
зависит от толщины кромки)
6 мм
40 / 45 / 50 мм
(
зависит от толщины кромки)
Ширина заготовки мин.
60 мм
Длинна заготовки мин.
180 мм
Толщина кромки макс.
3 мм
3 мм 3 мм 3 мм
Толщина заготовки до
45 мм
Толщина заготовки до
45 мм (50 мм
Толщина заготовки до 50 мм
(50 мм толщина кромки) толщина кромки),
(55 мм толщина кромки) с агрегатом 1832 и скоростью 8 м/мин
3 мм 3 мм
8 мм
Толщина заготовки до
50 мм
Толщина заготовки до
50 мм
Толщина заготовки до 45 мм
(55 мм толщина кромки)
,
(55 мм толщина кромки)
,
(50 мм толщина кромки)
Без агрегата 1832 без агрегата 1832 5 мм
8 мм
15 мм
Толщина заготовки до
45 мм
Толщина заготовки до
45 мм
Толщина заготовки до
40 мм
(50 мм толщина кромки)
,
(50 мм толщина кромки)
,
(45 мм толщина кромки)
,
Без агрегата 1832
Без агрегата 1832 с агрегатом 1901 и 1983 8 мм
Толщина заготовки до
25 мм
(30 мм толщина кромки)
,
Без агрегата 1832
1
Технические параметры
1-6
Модель 1315
1315-1
1315-2
1315-4
Выступ заготовки над цепным транспортером со стороны агрегата
30 мм
Расстояние между заготовками
600-900 (
в зависимости от агрегата)
Прижимная сила ролика ок. 400 Н
Макс. удельное давление 1 прижимного ролика
0,3
Н/мм
2 1.8
Привод
Модель 1315
1315-1
1315-2
1315-4
Скорость
8 м/мин 8 м/мин 8/16 м/мин 11 м/мин редукторный электродвигатель 3 фазы с изменением полюса
Мощность
1,1 кВт
1,1 кВт
1,1 /1,5 кВт 1,1 кВт
Модель 1315 х
Модель 1315-1 х
Модель 1315-2 х
Модель 1315-4 х
1
Технические параметры
1-7
1.9
Значение подводимого электрического напряжения
Общий свод параметров для подключения к электросети вы найдете на информационной табличке в электрощите либо в бланке заказа станка.
Модель 1315
1315-1
1315-2
1315-4
Управляющее напряжение
24 V DC
1.9.1
Подача 8 м/мин — 1.1 кВт
Модель 1315
1315-1
1315-2
1315-4
Напряжение
— —
400
В 50 Гц +N
2,7
А
2,7
А
— —
230
В 50 Гц 4,7
А 4,7
А
— —
200
В 50 Гц
5,4
А 5,4
А
— —
230
В 60 Гц 4.1
А 4.1
А
— —
1.9.2
Подача 11 м/мин — 1.5 кВт
Модель 1315
1315-1
1315-2
1315-4
Напряжение
400
В 50 Гц +N
— — —
3,7
А
230
В 50 Гц
— — —
6,4
А
200
В 50 Гц
— — —
7,4
А
230
В 60 Гц
— — —
6,2
А
—
1.9.3
Подача 8/16 м/мин – 1.1/ 1.5 кВт
Модель 1315
1315-1
1315-2
1315-4
Напряжение
400
В 50 Гц +N
— —
2,7
А/3,5 А
—
230
В 50 Гц
— —
4,7
А/6,2 А
—
—
200
В 50 Гц
— —
5,3
А/6,9 А
—
230
В 60 Гц
— —
4,6
А/6,1 А
—
1.10
Условия окружающей среды
1.10.1
Электроприборы
1
Технические параметры
1-8
Модель 1315
1315-1
1315-2
1315-4
Рабочая температура
5° до 50 С°
Температура хранения
— 10° до 50 С°
1.10
Пневматика
Модель
1315
1315-1
1315-2
1315-4
Параметры подключения системы пневматики
–
Эксплутационное давление
—
Предельное давление
6bar(6×10 5
Pa)
8bar(8×10 5
Pa)
Подключение
Штепсельный ниппель для быстроразъёмного соединения или внутренняя резьба R 1/4″
1.11.1
Расход воздуха
—
Общий расход воздуха Вы найдете в бланке заказа станка
1
Технические параметры
1-9 1.12
Аспирация
ВНИМАНИЕ:
Категорически запрещается эксплуатировать станок без сконфигурированной в
достаточной степени аспирационной установки.
Если подключение к аспирационной установке осуществляется при помощи гибких
шлангов, то они должны быть трудно воспламеняемыми и способными проводить
статическое электричество.
—
Соединение устройства управления — аспирация внешняя — со станком к не находящимся под потенциалом клеммам XX-YY-ZZ.
Модель
1315
1315-1
1315-2
1315-4
Расход воздуха
— фрезерный агрегат
—
циклевальный станок
280 м
3
/
час
280 м
3
/
час
2 x 280 м
3
/
час
280 м
3
/
час
Статическое пониженное давление
1650 Pa
Штуцер подключения
— фрезерный агрегат
— циклевальный станок
∅ 70 мм
∅ 70 мм
2 x
∅ 70 мм
∅ 70 мм
Скорость воздуха на штуцере подключения мин 20 м/сек
1.13
Пыль
—
Уровень содержания древесной пыли значительно ниже предельно установленного значения, составляющего в настоящее время 2 мг/ м
3
Контрольная величина макс. 0,6 мг/м
3
. (
Протоколы испытаний согласно DIN 33893 часть 2 имеется).
1.14
Параметры излучения
Указанные параметры являются значениями излучения и поэтому не должны одновременно считаться в качестве безопасных значений для рабочих мест. Хотя не существует никакой корреляции между уровнем излучения и уровнем вредного воздействия, однако из этого нельзя сделать однозначный вывод, нужны ли дополнительные меры осторожности.
Факторы, которые могут влиять на текущий уровень вредного воздействия на рабочем месте, включают в себя: продолжительность воздействия, особенности рабочего помещения и прочие факторы окружающей среды. Допустимые значения для рабочих мест могут также варьировать в зависимости от страны. Данная информация должна помочь пользователю лучше оценить существующие опасности и риски.
Учитывались следующие дополнения, определенные со стороны CEN TC 142, чтобы при константе погрешности измерения К получить класс точности лучше чем 3 дБ:
—
Поправочный коэффициент окружающей среды К 2А либо К 3А < 4 дБ.
—
Разница между внешним порогом шума и порогом шума в каждой точке измерения > 6 дБ.
—
Расчет К 3А согласно приложению А, prEN 31204.
—
Прямоугольная огибающая поверхность с 9 точками замера на расстоянии 1,0 м от исходной поверхности.
1
Технические параметры
1-10
1.14.1
Уровень мощности звука дБ (А)
—
Специфические для станка настройки и требования к микрофону в соответствии с ISO 7960
Приложение F
—
Уровень мощности звука, установленный согласно EN 23746 с дополнением CEN TC 142 вместе с ISO 7960, составляет для:
Модель 1315
1315-1
1315-2
1315-4
Холостой ход LWA
97,8 дБ (А)
Рабочий шум LWA
98,6 дБ (А)
Константа погрешности измерения К= + 4 дБ (A)
1.14.2
Параметры излучения на рабочем месте дБ (А)
—
Специфические для станка настройки и требования к микрофону в соответствии ISO 7960
Приложение F
—
Мощности шума, установленная согласно EN 31202 с дополнением CEN TC 142 вместе с
ISO 7960, составляет для:
Модель 1315
Created by
tabvakani1986
2017-08-10
———————————————————
>>> СКАЧАТЬ ФАЙЛ <<<
———————————————————
Проверено, вирусов нет!
———————————————————

.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
Проверка работоспособности. Описание и фото: /catalog/?action=shwprd&id=476. Кромкооблицовочные станки HOLZHER SPRINT 1329 с высокой производительностью, гибкие в применении, с отличным соотношением цены и. Работает на клее-расплаве, оснащен узлом скругления углов (Раунд). Кромкооблицовочный станок Holzher Sprint 1310-1, 2010 г.(Holz-Her, Австрия ). Описание вашего веб-сайта. Каталог. Holz-Her. Кромкооблицовочный станок Holz-Her SPRINT 1310/1312. Главная · Кромкооблицовочный. Ещё слышал что HOLZ-HER разработали картриджную систему. приобрели недавно HOLZ-HER Sprint 1310-6 с мультисистемой и. . Диагностика станка SPRINT 1310 — 1329 · Пуско-наладочные работы · Диагностика. Запчасти для станков Holz-Her. Excellent condition. Designed for highest requirements in terms of quality and flexibility. The optimized Glu jet application system on the HOLZ-HER machines. UFE-E812 Holz-her Sprint 1310-1 Edgebander. Includes: Original manual and parts list, one set of tooling, wrench kit, Programmable Logic Control for easy. Ogłoszenia o tematyce: holzher 1310 na — Kupuj i sprzedawaj. Kompatybilne z większością Holz-Her maszyn: Sprint 1305, 1310, 1315, 1402. Used Holz-Her Model Sprint 1310 Edgebander available for sale at: www. 2007 Machine with under 120 Hours! RT Stock Number: 2537. 15 Sep 2016. If you are searched for the ebook Holzher sprint 1310 manual in pdf form, in that case you come on to the correct website. We furnish utter. 528 used Holzher sprint 1310 ( 07.08.2017) ✓ from certified dealers ✓ from the. kg Operation via panel: ByVision Touchscreen and manual control unit Laser. Кромкооблицовочный станок HOLZ HER SPRINT 1310. Кромкооблицовочный станок Felder G300 Кромкооблицовочный станок Griggio GB 4-8. Продам Кромкооблицовочный станок Holzher Sprint 1315 Б/У в Пензе. Кромкооблицовочный станок FL-330 Подробное описание и цена · Кромкооблицовочный станок FL-430 Подробное. SPRINT 1310. KAM 0713, GRIGGIO. HOLZHER 1310 SPRINT EDGEBANDER TYPE Edgebander MAKE Holzher MODEL 1310 LOCATION Melbourne PRICE 6,000 gst — Good Condition — 2002. Consult HOLZ-HER s entire HOLZ-HER Products 2009 catalogue on. up to nine high performance units ¡ SPRINT 1310 with integrated post-machining units. 5 Jul 2011. We recently purchased a 2006 Holzher 1310-6 edgebander that came with an operator s manual that consists of three binders. Is there a service manual that describes the process?. My bander is a late 2009 model Sprint. Holzher Triathlon 1488 Кромкооблицовочный станок — односторонний. Цена по. Holz-Her 1321 SPRINT Кромкооблицовочный станок — односторонний. Results 1 — 16 of 16. 2003 Holz Her 1321-2 SPRINT Edgebander. $32,500. HOLZ-HER. HOLZ-HER Sprint 1310-1 Single Sided Edgebander. — Cartridge Glue. Holzher Sprint 1310-6 · Holzher Sprint 1310-6. Станок кромкооблицовочный Holzher Sprint 1310-6 (производство HOLZ-HER, Австрия) Подробнее. продан.
Comments ()
You can clone a snippet to your computer for local editing.
Learn more.
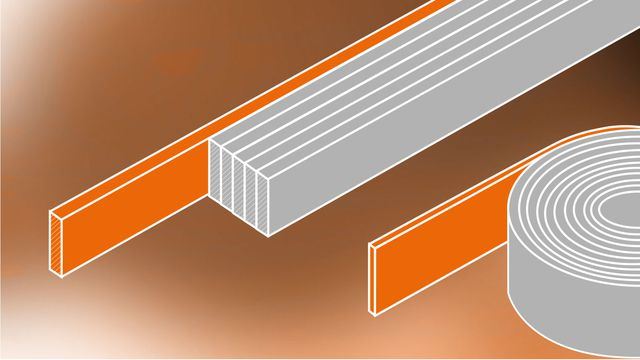
SPRINT 1310 предназначен для облицовки прямых и криволинейных торцов мебельных заготовок рулонными кромочными материалами (для приклеивания кромочного материала).
На кромкооблицовочном станке SPRINT 1310 картриджная система нанесения клея.
Станки с клеевой станцией данного типа обладают целым рядом неоспоримых преимуществ, по сравнению со стандартной системой клеевого вальца.
1. Клей подается через систему форсунок на торец заготовки под давлением, что способствует более эффективному заполнению трещин, неровностей и пор в плитном материале, повышая качество склейки.
2. Отсутствие клеенаносящего вальца и клеевой ванны исключает попадание в клей мусора, оставшегося на торце детали после раскроя. На протяжении всей смены подается только «свежий клей», с неизмененными от перегрева и посторонних включений, свойствами. Исключаются пригары и накипи.
3. Закрытость системы сводит к минимуму попадание в атмосферу цеха вредных испарений.
4. Время прогрева клеевой станции составляет 3-3.5 мин., против 20-30 мин. на станции с клеевым баком. Плавится только необходимое количество клея.
5. Простое техническое устройство клеенаносящего узла повышает его отказоустойчивость и ремонтоспособность.
6. Картриджная система подачи клея позволяет регулировать высоту нанесения точно в соответствии с толщиной плитного материала, что исключает стекание клея на пласть заготовки, повышая качество клеевого шва и, следовательно, товарный вид готового изделия.
7. Для смены цвета клея не требуется остановка производственного цикла c целью очистки клеевой ванны. Достаточно удалить картридж из клеевого цилиндра и вставить картридж с новым цветом.
8. Значительно меньшая мощность нагревательного элемента и быстрота прогрева дают экономию электроэнергии на 80-90%.
9. При наличии данной системы можно без значимых затрат времени использовать два типа клея: стандартный (поливенилацетатный) клей расплав и полиуретановый клей. (Примечание: клей PU-термо, водостойкий, а так же стойкий к действию растворителей).
Технические характеристики SPRINT 1310:
|
Толщина кром. материала |
0,4 — 3 мм |
|
Макс. высота кром. материала |
51 мм |
|
Толщина заготовки |
6 — 45 мм |
|
Макс. свес кромки с кажд. стор. |
3 мм |
|
Скорость подачи, м / мин |
11 |
|
Мин. ширина заготовки |
60 мм |
|
Мин. длина заготовки |
180 мм |
|
Программное управление |
Есть |
|
Технологические узлы (стандартная комплектация) |
|
|
Кромочный магазин |
Есть |
|
Блок нанесения клея (картридж) |
Есть |
|
Прижимной блок |
Есть |
|
Торцовочный агрегат |
Двойной |
|
Многофункциональный фрезерный агрегат |
Есть |
|
Циклевочный агрегат |
Есть |
|
Полировальный агрегат |
Есть |
|
Вес, кг |
865 |
На чтение 28 мин. Просмотров 5 Опубликовано
Содержание
- Кромкооблицовочный станок Hol-Her Sprint 1310
- Продуманность и совершенство — компьютерная система управления HOLZ-HER
- Кромочные магазины с приводом SYNCHRO.
- Копировально-фрезерный агрегат с четырьмя сервоосями с ЧПУ в стандартной комплектации
- Инструкция для оператора Кромкооблицовочный станок Часть A — Специальная часть —
Кромкооблицовочный станок Hol-Her Sprint 1310

Станок для кромкооблицовки HolzHer Sprint 1310 – многофункциональное, высокоточное деревообрабатывающее оборудование, отвечающее самым строгим критериям. Станок оснащен сервоосями с отдельными электроприводами.
HOLZHER SPRINT 1310 предназначен для облицовки прямых и криволинейных торцов мебельных заготовок рулонными кромочными материалами (для приклеивания кромочного материала).
На кромкооблицовочном станке SPRINT 1310 картриджная система нанесения клея.
Если Вам необходимы запчасти, ремонт, наладка, прошивка, установка или дополнительное оборудования для кромкооблицовочного станка Holz Her 1310 — Звоните! Телефон: 8 (495) 343 46 53.
Станки с клеевой станцией данного типа обладают целым рядом неоспоримых преимуществ, по сравнению со стандартной системой клеевого вальца.
- Клей подается через систему форсунок на торец заготовки под давлением, что способствует более эффективному заполнению трещин, неровностей и пор в плитном материале, повышая качество склейки.
- Отсутствие клеенаносящего вальца и клеевой ванны исключает попадание в клей мусора, оставшегося на торце детали после раскроя. На протяжении всей смены подается только «свежий клей», с неизмененными от перегрева и посторонних включений, свойствами. Исключаются пригары и накипи.
- Закрытость системы сводит к минимуму попадание в атмосферу цеха вредных испарений.
- Время прогрева клеевой станции составляет 3-3.5 мин., против 20-30 мин. на станции с клеевым баком. Плавится только необходимое количество клея.
- Простое техническое устройство клеенаносящего узла повышает его отказоустойчивость и ремонтоспособность.
- Картриджная система подачи клея позволяет регулировать высоту нанесения точно в соответствии с толщиной плитного материала, что исключает стекание клея на пласть заготовки, повышая качество клеевого шва и, следовательно, товарный вид готового изделия.
- Для смены цвета клея не требуется остановка производственного цикла c целью очистки клеевой ванны. Достаточно удалить картридж из клеевого цилиндра и вставить картридж с новым цветом.
- Значительно меньшая мощность нагревательного элемента и быстрота прогрева дают экономию электроэнергии на 80-90%.
- При наличии данной системы можно без значимых затрат времени использовать два типа клея: стандартный (поливенилацетатный) клей расплав и полиуретановый клей. (Примечание: клей PU-термо, водостойкий, а так же стойкий к действию растворителей).
Толщина кром. материала 0,4 — 3 мм
Макс. высота кром. материала 51 мм
Толщина заготовки 6 — 45 мм
Макс. свес кромки с кажд. стор. 3 мм
Скорость подачи, м / мин 11
Мин. ширина заготовки 60 мм
Мин. длина заготовки 180 мм
Программное управление Есть
Блок нанесения клея (картридж) Есть
Торцовочный агрегат Двойной
Многофункциональный фрезерный агрегат Есть
Полировальный агрегат Есть
Если Вам необходимы запчасти, ремонт, наладка, прошивка, установка или дополнительное оборудования для кромкооблицовочного станка Holz Her 1315 — Звоните! Телефон: 8 (495) 343 46 53. станок HolzHer SPRINT 1310 — Вы можете связаться одним из удобных способов: отправив запрос через сайт, а также позвонив по телефону: 8 (495) 343 46 53.
У нас всегда в наличии большой выбор запчастей для HolzHer SPRINT 1310:
- нагреватели
- валы
- приводы
- и многое другое
Вы также можете запросить у нас инструкцию к станку HolzHer SPRINT 1310, отправив заявку на почту info@holz-rus.com
Обращайтесь, наши специалисты оперативно проконсультируют вас по любым вопросам.

Продуманность и совершенство — компьютерная система управления HOLZ-HER
Системы управления компании HOLZ-HER Edge Control PPC 221 и PPC 231 отличаются чрезвычайно высокой эффективностью и образцовой простотой в использовании. В них применяется промышленный компьютер большой мощности. Еще никогда наладка и переналадка станка не была такой простой.
- Цветной экран PPC 221 (стандартная комплектация) или 15-дюймовый сенсорный экран PPC 231 (опция).
- Графический пользовательский интерфейс, вся информация отображается в текстовом и (или) графическом виде.
- Удобство в использовании — возможность поворота и наклона пульта управления на уровне глаз.
- Простой вызов программ посредством ввода названия и номера программы.
- Емкая память для разнообразных программ обработки.
- Независимый выбор агрегатов с функциями базовой настройки заданных значений, путевых точек и коррекции погрешностей инструмента.
- Сервисные сообщения в текстовом виде.
- Индивидуальное управление пользователями, до десяти пользователей с защитой паролями и индивидуальными правами.
- Сетевое соединение с сенсорным экраном (опция).
- Сервисное обслуживание онлайн (опция), быстрый обмен данными с сервисным центром HOLZ-HER.
- Интерфейс для сканера штриховых кодов (опция).

Благодаря оптимизированному и автоматическому управлению настройками давления с проверкой достоверности данных компания HOLZ-HER реализовала автоматическое управление количеством используемого клея в зависимости от потребности. Кроме того, станок оснащен адаптивным торцовочным ножом, давление которого автоматически изменяется в зависимости от толщины кромки. Также имеется адаптивный прижимной механизм, который оптимально настраивает значения давления отдельных прижимных валиков в зависимости от конкретного применения. Это позволяет свести к минимуму ошибки при настройке и долю брака.
- [1] Автоматическое управление количеством клея
- [2] Адаптивный торцовочный нож
- [3] Адаптивный прижимной механизм


Кромочные магазины с приводом SYNCHRO.
За счет синхронной адаптации с учетом скорости подачи этот магазин обеспечивает небольшие расстояния между заготовками и одновременно оптимизирует свесы кромки. Небольшой угол подачи благодаря концепции насадок — беспроблемная подача кромки из массивной древесины толщиной до 15 мм.
Сменный модуль LTronic имеет собственный кромочный магазин с оптимальным входным углом для активации функционального слоя кромочного материала.

Часто у обрезанных кромок имеются мелкие сколы в верхнем слое. Фуговальный фрезерный агрегат превосходно обрабатывает склеиваемые поверхности и подготавливает листовой материал для нанесения клея. Оснащен фланцевым быстросменным патроном ProLock, диаметр инструмента 70 мм.
- Регулировка по высоте для оптимального использования лезвий.



Автоматический 6-поточный кромочный магазин обеспечивает гибкость в работе не только пользователям, которым необходимо постоянно менять кромочный материал, но и тем, кто постоянно использует одинаковую кромку. Благодаря автоматической смене канала подача кромки не прекращается, что экономит требуемое для наладки время. В системе имеется дополнительный седьмой канал для подачи полосового материала, а также 6-поточная тележка для кромочного материала с фиксируемыми поворотными роликами.

Прижимной механизм с синхронным приводом и автоматической адаптацией с учетом скорости подачи. Оснащен сервоосями с ЧПУ для регулировки с учетом толщины кромки.
Прямые и конические прижимные валики для получения превосходного клеевого шва.

Для торцовки тонкого кромочного материала под прямым углом и с фаской; серийное оснащение пневматическим приводом для поворота на 10 градусов. Высококачественная конструкция с устойчивой станиной.
Каждый пильный двигатель установлен на двух направляющих для точной обрезки свесов кромки.


Высокопроизводительный фрезерный агрегат для кромки толщиной до 15 мм. Две сервооси с ЧПУ для фрезерной обработки со свесом кромки и без него (опция).
- Обработка кромки толщиной 15 мм в стандартной комплектации на SPRINT 1327 massiv и 1329 massiv.
Многофункциональный фрезерный агрегат для фрезерования заподлицо при толщине кромки до 8 мм и выполнения радиусов до 3 мм с диапазоном поворота 0–15 градусов. С алмазными инструментами.
Дополнительное оснащение: встроенный уловитель стружки в инструменте, система ProLock.
- В качестве опции также предлагается агрегат с автоматическим управлением и четырьмя сервоосями с ЧПУ, а также автоматической регулировкой наклона посредством сервопривода.


Для фрезерования по пласти, радиусного фрезерования или снятия фасок, включая входящий в стандартную комплектацию алмазный инструмент с запатентованной воздушной системой Air Stream.
- В качестве опции также предлагается агрегат с автоматическим управлением и шестью сервоосями с ЧПУ.

Копировально-фрезерный агрегат с четырьмя сервоосями с ЧПУ в стандартной комплектации
Для фрезерования верхней и нижней продольной кромки, фрезерования по копиру передней и задней торцевой вертикальной кромки, углового копирования и обработки углов профилей «постформинг». Рабочая высота до 60 мм толщины детали.
Перемещение агрегата производится по линейным направляющим с централизованной системой смазки. Перед копирующими роликами расположены воздуходувные сопла для удаления стружки из зон копирования. Оснащен программой для полок для оптимальной обработки полок с закругленными углами.
Автоматический маятниковый копир для копирования торца без выступающего материала, обеспечивает оптимальный свес кромки по длине детали для последующей обработки радиусной циклей.
- В многофункциональном пакете поставляется с инструментальной револьверной головкой (опция начиная с LUMINA 1584).


Фасонный фрезерный агрегат для копирования углов. Обработка двумя фрезерными двигателями для разнообразных видов профиля «постформинг». Стандартная комплектация с четырьмя сервоосями с ЧПУ, а также двумя алмазными фрезами с технологией CM и быстросменным патроном ProLock. Максимальная толщина заготовки 60 мм.
- Маятниковый копир (опция)
Автоматический маятниковый копир для копирования торца без выступающего материала, обеспечивает оптимальный свес кромки по длине детали для последующей обработки радиусной циклей.
Для отличной шлифовки радиусов или фасок на пластмассовых кромках.
- Также предлагается с двумя сервоосями с ЧПУ (опция).
- Глянцевый пакет с четырьмя сервоосями с ЧПУ (опция)

Чистая финишная обработка поверхностей. Оснащена двумя с двумя твердосплавными поворотными режущими пластинами, отпадает необходимость в дополнительной ручной обработке. Входит в стандартную комплектацию.


Полировка до зеркального блеска; для полной завершающей обработки. Входит в стандартную комплектацию.
Источник
Инструкция для оператора Кромкооблицовочный станок Часть A — Специальная часть —
1 Инструкция для оператора Кромкооблицовочный станок Часть A — Специальная часть
2 Содержание Цели обучения Облицовка кромок — зачем? Как выглядит качественно приклеенная кромка? Что может сделать оператор, чтобы получить высококачес твенную кромку на кромкооблицовочном станке? Как функционирует кромкооблицовочный станок, какие имеют место процессы и операции? Влияние объема производства на работу кромкооблицовочного станка На что должен обращать внимание оператор станка? Виды используемых кромочных материалов Применяемые клеи Какие операции выполняются на детали перед наклеиванием кромочного материала? На что нужно обращать внимание, когда наряд на работу поступает к станку? Как правильно наладить станок? Как проверять результат работы и наблюдать за процессом? Как завершается исполнение заказа? Что нужно делать в случае дефектов? На что нужно обращать внимание для обеспечения безопасности на кромкооблицовочном станке? Какие работы по техническому обслуживанию и профилактике необходимо регулярно проводить на кромкооблицовочном станке? Контрольные вопросы
3 Цели обучения 1. Умение описать конструкцию и принцип действия станка. 2. Знание всех требований, предъявляемых к выполненной работе и связанным с ней материалам (например, физические нагрузки, требования по качеству, эстетические требования и т. д.). 3. Знание операций настройки, а также соответствующих параметров станка для различных режимов обработки (например, скорость резания, скорость подачи, усилие прижима и т. д.). 4. Умение обосновать требования, предъявляемые к инструменту, в зависимости от режима обработки. 5. Умение определить и правильно использовать инструменты, соответствующие различным режимам обработки. 6. Умение определить и правильно использовать вспомогательные средства, необходимые для эксплуатации и выполнения намеченных заказов на обработку. 7. Умение оценивать качество детали. 8. Знание критериев и предпосылок, необходимых для надежной и экономичной эксплуатации станка. 9. Умение принимать все меры и использовать все элементы машины для обеспечения наивысшей безопасности труда
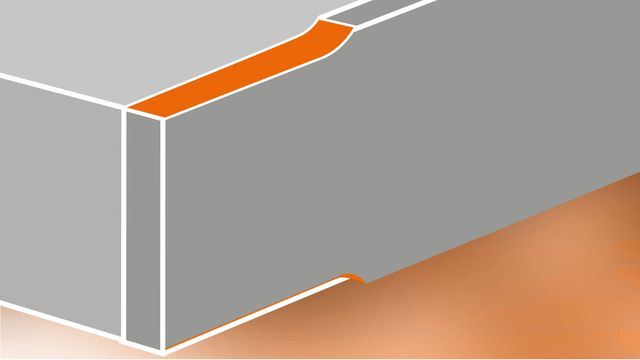
4 1 Облицовка кромок зачем? Хотя кромка и занимает в общей площади детали только незначительную часть, ей с многих точек зрения придается особенно большое значение: Кромки это важный элемент внешнего оформления детали. Соответствующие материалы и цвета кромочного материала (древесина, фанера, пластмассы, алюминий), а также его различные геометрические формы (округлости, фаски, толщины кантов и т. д.) позволяют достигать всевозможных эффектов, которые придают деталям и, тем самым, всему изделию особенный внешний вид. В случае использования плит, например, ДСП, как правило, совершенно необходимо, чтобы кромка самой плиты была полностью закрыта. 1 Древесностружечная плитаоснова 2 Кромочный материал 3 Шпон Кромочные материалы обеспечивают значительную защиту несущей детали от влаги и механических воздействий. Кромочный материал «укрепляет» деталь по кромкам и на углах. Но только при условии, что и кромочный материал, и клей рассчитаны на такие нагрузки. Сильно скругленные кромки в противовес острым кромкам и углам позволяют при дальнейшем использовании детали / продукта избегать травм. Это может играть важную роль в случае детской и офисной мебели
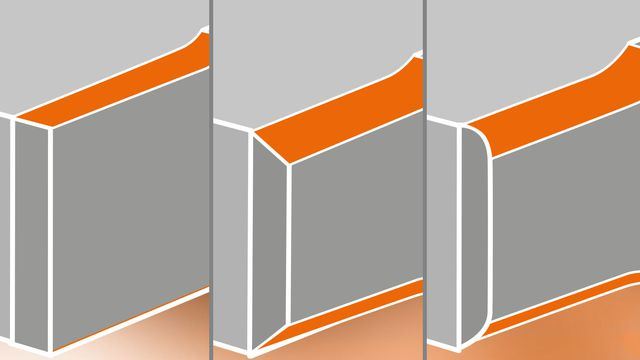
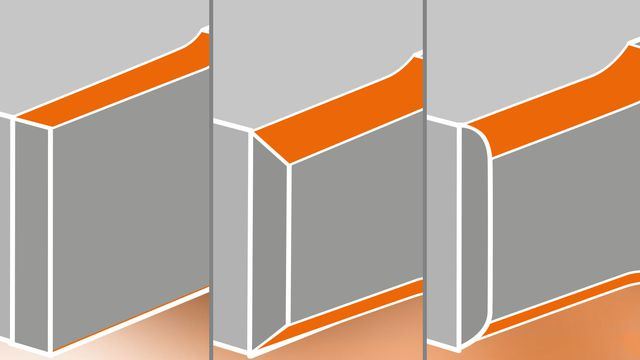
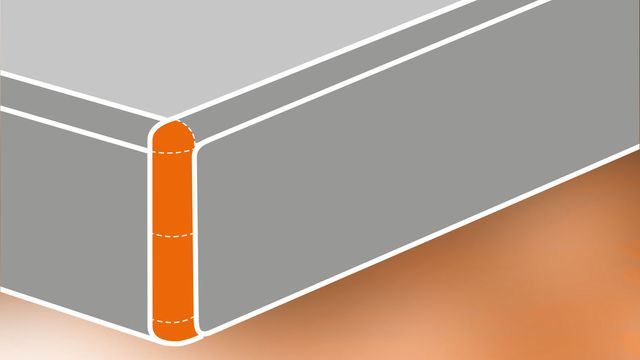
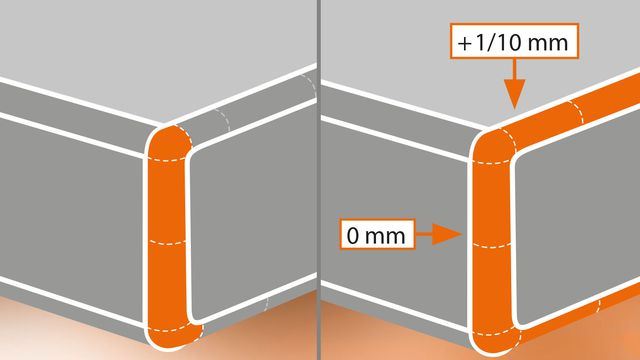
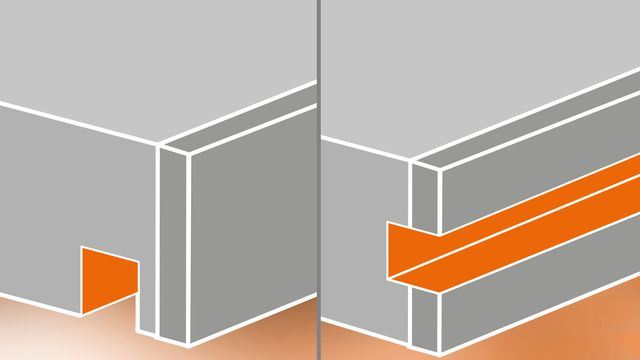
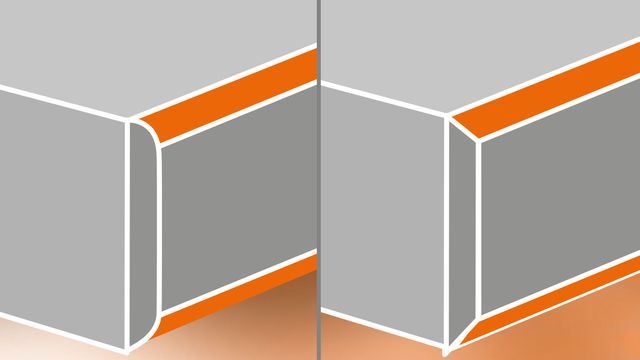
5 2 Как выглядит качественно приклеенная кромка? Качественно приклеенная кромка характеризуется определенными признаками. Кромка со всех сторон приклеена заподлицо с плоскостями плитыоснования и с торцевой стороной т.е. кромочный материал не выходит за граничные поверхности плиты ни в ту, ни в другую сторону. В соответствии с толщиной кромочного материала он правильно скруглен или сняты фаски, морщины или рябь отсутствуют. Тонкий и, тем самым, минимально заметный стык склейки. Цвет клея согласован с цветом / отделкой плиты и материалом кромки. Отсутствие сколов кромки (например, из-за форматной обработки) на плите-носителе 1 Плита-носитель (например, ДСП) 2 Покровный слой (например, меламин) 3 Сколы
6 На детали отсутствуют остатки клея. После облицовки кромочным материалом деталь имеет требуемые размеры по длине и по ширине. длина ширина Резюме После оклеивания кромочным материалом деталь соответствует параметрам, указанным в наряде на работу и не требует никакой дополнительной обработки; также нет необходимости в чистке или удалении остатков клея. Запомнить! Качественные кромки это особый признак качества изделия. При правильной эксплуатации современные кромкооблицовочные станки позволяют получать высококачественные кромки, не требующие никакой дополнительной обработки. Ручная доработка кромок дает, как правило, худшие результаты, чем те, которые достигаются при оптимальной настройке кромкооблицовочных станков. Выполняемая вручную работа по исправлению брака связана с дополнительными ненужными трудовыми и, тем самым, финансовыми затратами!
7 3 Что может сделать оператор, чтобы получить высококачественную кромку на кромкооблицовочном станке? 1. Систематическая настройка станка с учетом материала плиты-носителя и кромочного материала, а также требований к качеству, указанных в наряде на работу. 2. Использование на кромкооблицовочном станке хорошо заточенного инструмента. 3. Полная концентрация при контроле и наблюдении за операциями станка. 4. Инструктаж персонала, занимающегося на выходной стороне станка извлечением и укладкой деталей, относительно требований к качеству проводить сравнение с образцовой деталью! 5. Съем и укладка деталей в штабель без повреждений для последующих рабочих операций. Укладка на транспортную тележку или поддон, не допуская выступания деталей за габарит транспортного средства. Указание На обработку направляются только детали, имеющие требуемое исходное качество. Если, например, плиты-носители еще до приклеивания кромок имеют сколы кромок, иные повреждения или размерные отклонения, то эти детали должны отбраковываться до облицовки кромок!
8 4 Как функционирует кромкооблицовочный станок, какие имеют место процессы и операции? Оклеивание кромочным материалом в проходном режиме На кромкооблицовочных станках нанесение клея, соединение, прессование и последующая обработка производятся на плоских плитахносителях в проходном режиме с выполнением типичных рабочих операций. 1. На входе в станок плита (1) подхватывается снизу цепным транспортером (2) и верхним прижимом и транспортируется Механический или оптический датчик регистрирует начало плиты Фуговально-фрезерные агрегаты фрезеруют на плите чистовую кромку. Указание. Использование фуговально-фрезерных агрегатов необходимо, как правило, только тогда, когда плиты имеют отрезную кромку низкого качества
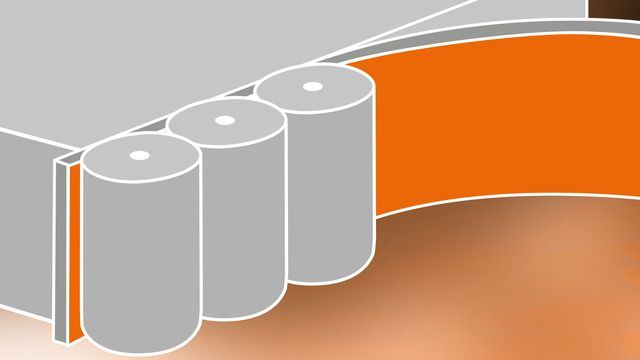
9 4. Клей (как правило, клейрасплав) наносится с помощью клеенаносящего ролика на кромку заготовки. Кромочный материал подается параллельно двигающейся плите. Торцовочное устройство отрезает нужную длину кромочного материала от рулона (в этом нет необходимости при использовании полосового материала). 5. Несколько прижимных роликов прижимают кромочный материал к кромке проходящей плиты. При этом кромочный материал прочно соединяется с плитой. 6. Перемещающийся одновременно торцовочный агрегат заподлицо подрезает выступающий спереди кромочный материал. Второй такой же агрегат производит подрезку сзади
10 7. Два фрезерных агрегата фрезеруют выступающий кромочный материал сверху и снизу. 8. После этого, два агрегата профильного фрезерования фрезеруют скругление или фаску. 9. Верхнее и нижнее циклевальные устройства удаляют выступивший клей и остатки выступающего кромочного материала. 10. Полировальные диски производят «финишную обработку» приклеенной кромки на верхнем и нижнем переходах к поверхности плиты
11 5 Влияние объема производства на работу кромкооблицовочного станка 1. Малые партии изделий на каждый заказ (единичное производство) Оператор должен сокращать подготовительное время, например, объединяя заказ с деталями такого же исполнения (группы производственных операций или деталей). Координация деталей по заказу должна обеспечиваться по каждой детали. Это можно обеспечить маркировкой деталей, например, с помощью надписанных идентификационных этикеток или штрихового кода. 2. Крупные партии изделий на каждый заказ (серийное производство) Во время исполнения задания, оператор отвечает за оптимизацию тонкой настройки. Если даже настройка станка не изменяется, оператор в процессе исполнения операций по обработке должен следить за тем, чтобы в пределах одной серии постоянно обеспечивалось достижение качественных результатов обработки. Для достижения высокой производительности станка, необходимо следить за постоянством материалопотка и подачи заготовок в станок. 6 На что должен обращать внимание оператор станка? Оператор несет ответственность за работу станка, в частности, за эффективность рабочего процесса, по возможности без перерывов и простоев за обеспечение необходимого качества при минимальном количестве брака / объеме работ по его исправлению за обеспечение необходимого количества изделий за полную подготовку материала (плиты-носители, кромочный материал, клей) до начала обработки заказа за тщательное штабелирование на соответствующих транспортных тележках или поддонах за завершение и передачу заказа за дальнейшую транспортировку деталей на следующий этап обработки (например, сверление)
12 за безопасность производства (в том числе и подсобных рабочих) за регулярную чистку и техобслуживание станка с целью поддержания его работоспособности 7 Виды используемых кромочных материалов Пластмасса, шпон, массивная древесина 1. Пластмассовые кромочные материалы Слоистые кромочные материалы на основе бумаги, пропитанной меламиновой смолой (CPL — Continous Pressure Laminates) Эти материалы производятся в проходных прессах непрерывного действия. Они изготавливаются однослойными или имеют многослойную структуру, состоящую из нескольких слоев пропитанной меламиновой смолой бумаги. Производство слоистых кромочных материалов на основе бумаги, пропитанной меламиновой смолой (CPL) i Меламиновые кромочные материалы выпускаются как в одноцветном исполнении, так и с декором «под дерево» или с иными рисунками. Специальное структурирование внешнего вида, например, древесные поры, может дополнительно создаваться с помощью тиснения. Толщина кромочных материалов варьирует от 0,25 мм (однослойные) до более 1 мм в многослойном исполнении. Выпускаются кромочные материалы различной ширины от 7 мм и более. Ширина кромочных материалов с нанесенным плавким клеем от 16 мм
13 1. Толстые кромочные материалы АБС и ПВХ Почти все типы кромкооблицовочных станков допускают работу с ленточными кромочными материалами из АБС (акрилбутадиенстирол) и ПВХ (поливинилхлорид) с использованием клея-расплава. Кромочные материалы из АБС и ПВХ обладают очень хорошими технологическими свойствами. Фрезерование радиусов на толстых кромочных материалах из АБС и ПВХ обеспечивает получение разнообразных декоративных эффектов. Особенно часто фрезеруются скругления на толстых кромках, предназначенных для детской мебели, для мебели детских садов и офисов, т.к. благодаря этому снижается опасность травм. Пластмасса АБС используется в качестве заменителя ПВХ. АБС обладает большей теплостойкостью, хотя, с другой стороны, АБС дороже и имеет меньшую стойкость к растворителям. Для обработки кромочного материала АБС рекомендуется применение фрез с 3 6 режущими кромками, диаметром приблизительно 70 мм и на частоте вращения от до об./мин. Если при обработке возникает «эффект размазывания», следует — понизить частоту вращения, т.е. уменьшить скорость резания, — использовать встречное фрезерование, — повысить скорость подачи кромкооблицовочного станка. Кромочные материалы из АБС и ПВХ выпускаются разных размеров и в различных декоративных исполнениях
14 2. Кромочный материал из шпона Ленты шпона заданной, постоянной длины используются только в тех случаях, когда из-за высоких требований к качеству материал для облицовки кромок необходимо брать из того же пакета, что для облицовки пластей, или, если этот материал может производиться из остатков шпона на собственном предприятии. Обычно используется рулонный материал, где ленты шпона скомпонованы из многих кусков. Сращивание отдельных кусков шпона производится зубчато-клиновым шипом или ребросклеиванием с подкладыванием соединительной ленты из нетканого полотна. Чтобы шов зубчато-клиновым шипом не попал на детали особого высокого качества, стыки располагаются с постоянным интервалом, который согласован с размерами детали. Рулонный материал, соединенный зубчато-клиновым шипом Ленты шпона выпускаются различной толщины и длины: 3. Кромочный материал из массивной древесины Кромочный материал из массивной древесины можно производить на собственном предприятии или закупать в виде полосового материала, опиленного или оструганного с обеих сторон. Поверхность следует начисто остругать, не шлифуя, так как шлифовальная пыль ухудшает склеивание. Для обеспечения прижима массивного кромочного материала в кромкооблицовочном станке, рейки быть достаточно гибкими. Короткие рейки, какие используются, например, для передних элементов выдвижных ящиков, не должны быть слишком толстыми. Смолистые или содержащие масла сорта древесины необходимо сначала обессмоливать
15 8 Применяемые клеи В большинстве случаев в качестве клеев для кромочных материалов применяются клеи-расплавы. Вид клея Область применения этилен-винилацетат (EVA) полиуретан (PU) EVA это универсальный клей-расплав общего назначения, используемый в производстве мебели и для внутренней отделки помещений Полиуретановые клеи-расплавы обладают явными преимуществами, если речь идет о высокой стойкости к растворителям, водостойкости и паростойкости, а также устойчивости к воздействию высоких и низких температур. Эти качества важны, прежде всего, в случае использующейся в сложных условиях кухонной мебели и мебели для ванных комнат. Полиуретан перерабатывается в специальных условиях! Указание Для использования полиуретановых клееврасплавов необходимо, чтобы узлы подготовки и нанесения клея на станке были спроектированы именно для этого типа клея. реактивные полиолефины (POR) см. PU полиолефины (APOA, Amorphe Poly Alpha Olefine) Полиолефиновые клеи-расплавы были специально разработаны с целью исключения отслаивания кромочного материала при последующей облицовке пластей шпоном в клеильном прессе. Это достигается благодаря значительно более высокой теплостойкости полиолефинового клея
16 9 Какие операции выполняются на детали перед наклеиванием кромочного материала? Процессами, предшествующими наклеиванию кромочного материала, является форматная обработка плиты по длине и ширине, а также изготовление точной кромки плиты. Форматная обработка на форматно-обрезном станке Форматная обработка на пильном станке для раскроя плит ii
17 Форматная обработка на двухстороннем форматно-обрезном профильном станке Фрезерование кромки на фрезерном станке в случае низкого качества распила Фрезерование кромки фуговально-фрезерным агрегатом кромкооблицовочного станка при низком качестве распила
18 10 На что нужно обращать внимание, когда наряд на работу поступает к станку? Имеется ли вся информация и материалы, необходимые для начала работы? Сюда относятся виды деталей (например, мебельная дверь) толщина плиты вид плиты размеры количество вид клея / цвет вид кромочного материала / исполнение вид дополнительной обработки кромки профиль кромочного материала требуемое качество кромки плиты (например, фронтальная кромка или невидимая кромка на задней стороне шкафа) температура плит и кромочного материала штабелирование с сортировкой по видам деталей с сортировкой по цвету, по виду кромочного материала и т.д. с сортировкой по комплектованию идентификационные карты или ярлыки деталей (штриховой код) прямолинейность кромки
19 11 Как правильно наладить станок? Что нужно делать? Какая информация необходима? 1. Определение и настройка параметров обработки Толщина плиты Вид и цвет клея Температура плавления / нанесения клея 2. Настройка / юстировка агрегатов, контроль состояния / пригодности инструментов (степень заточки, загрязнение, количество режущих кромок, кернение и т. д.) Количество наносимого клея Скорость подачи (Попутное / встречное движение клеенаносящего валка) Давление роликов прижима Требуемое качество облицованной кромки в соответствии с назначением Выступ кромочного материала по толщине и длине Прямоугольное торцевание или фаска Профиль облицованной кромки В случае двусторонних станков Рабочая ширина (размер детали) 3. Подготовка средств транспортировки Необходимые условия штабелирования для последующей операции 4. Подготовка деталей кромочного материала клея Информацию см. раздел
20 5. Загрузить / разогреть клей Информацию см. раздел 1 6. Подача кромочного материала в магазин Вид и исполнение кромочного материала 7. Пробный проход / контроль качества Количество наносимого клея / ширина стыка Прочность облицованной кромки Исполнение профиля / качество фрезерования Выступ кромочного материала на пласти и на углах Шероховатость Трещины кромки Клеевые загрязнения Вмятины на кромке / на поверхности от воздействия станка (например, от ощупывающих или прижимных роликов и т. д.) Окончательный размер
21 12 Как проверять результат работы и наблюдать за процессом? Я постоянно контролирую качество при снятии и штабелировании деталей и при этом обращаю внимание на количество клея / ширину стыков на прочность облицованной кромки на исполнение профиля / качество фрезерования на выступ кромочного материала на пласти и на углах на шероховатость на трещины кромки на наличие клеевых загрязнений на производительность (количество) на вмятины на кромке / на поверхности от воздействия станка Обслуживающий персонал контролирует вышеназванные показатели визуально и органолептически. После наладки станка, прочность облицованной кромки можно проверить на пробных деталях, попытавшись отслоить кромку с помощью ножа. Если результат пробы «удовлетворительный», то необходимо следить за параметрами настройки, не допуская их отклонения от заданных значений. К таким параметрам относятся, в частности, температура нанесения и количество клея (толщина стыков)
22 13 Как завершается исполнение заказа? Что нужно делать? К чему это относится? 1. Окончательное определение «качественных» и «бракованных» деталей 2. Транспортировка материала, включая рабочую документацию / сопроводительные документы на детали 3. Чистка станка 4. Проверка состояния инструментов и важных деталей станка 5. Извлечение (поврежденного, затупленного) инструмента 6. Сообщение начальнику о поврежденных деталях, инструментах или элементах станка детали кромочный материал клей клеенаносящий ролик прижимные ролики ощупывающие ролики контрольный штифт и т.д
23 14 Что нужно делать в случае дефектов? Рабочее задание прерывается и причины дефекта устраняются. Дефект Кромочный материал плохо приклеивается к плите. Его можно удалить рукой. Клей держится преимущественно на кромке плиты. Возможная причина Следствие Меры устранения Слишком холодный клей Клей сразу схватывается, не успевая проникнуть в материал плиты Замерять температуру клея непосредственно на клеенаносящем ролике и, при необходимости, регулировать ее согласно указаниям производителя Слишком холодная плита или кромочный материал Клей сразу схватывается, не успевая проникнуть в материал плиты Кондиционировать плиты / кромочный материал Дефект системы нагревания клея или термостатов Проверить функциональную способность нагревателя клея и термостатов. См. руководство по эксплуатации производителя оборудования Неправильно выбрана скорость подачи Слишком длительная открытая выдержка клея Повысить скорость подачи
24 Клей расплавляется неравномерно Резервуар плавления клея загрязнен комками перегоревших остатков клея или древесной пылью; равномерное плавление клея невозможно Очистить резервуар плавления клея Недостаточное усилие прижима клеенаносящего ролика Недостаточное нанесение клея Настроить усилие прижима клеенаносящего ролика Тип клея не соответствует типу плит или кромочного материала Происходит недостаточное смачивание Заменить клей Дефект Кромочный материал можно удалить рукой. Клей держится преимущественно на кромочном материале. Возможная причина Следствие Меры устранения Недостаточное усилие прижимных роликов Давление прижимных роликов должно быть таким, чтобы клей равномерно растекался под кромочным материалом Отъюстировать прижимные ролики Слишком холодный кромочный материал Клей охлаждается до прижимания Кондиционировать кромочный материал Слишком теплая плита После предыдущей облицовки шпоном температура плиты слишком высока Кондиционировать плиты
25 Дефект В области передней кромки плиты кромочный материал можно удалить рукой. Возможная причина Следствие Меры устранения Недостаточное усилие прижимных роликов Давление прижимных роликов должно быть таким, чтобы клей равномерно растекался под кромочным материалом Отъюстировать прижимные ролики Недостаточное количество наносимого клея Мало давление клеенаносящего ролика во время входа плиты в станок Отъюстировать клеенаносящий ролик Дефект Кромочный материал приклеивается к плите только по краям. Возможная причина Следствие Меры устранения Слишком холодный клей Клей сразу схватывается, не успевая проникнуть в материал плиты Замерять температуру клея непосредственно на клеенаносящем ролике и, при необходимости, регулировать ее согласно указаниям производителя Слишком холодный кромочный материал АБС или ПВХ Холодный кромочный материал из пластмассы имеет очень низкую эластичность. Имеющееся внутреннее напряжение таких кромочных материалов не преодолевается Кондиционировать кромочный материал
26 Недостаточное усилие прижимных роликов Давление прижимных роликов должно быть таким, чтобы клей равномерно растекался под кромочным материалом Отрегулировать прижимные ролики Слишком большое внутреннее напряжение кромочного материала Толстый рулонный кромочный материал не удается прогнуть или он снова скручивается в первоначальную форму после приклеивания Заменить кромочный материал Недостаточное количество наносимого клея Линия подачи клея или клеенаносящий ролик загрязнены Очистить линию подачи клея и клеенаносящий ролик по указаниям Инструкции по эксплуатации Недостаточное усилие прижима клеенаносящего ролика При нанесении клея на кромку плиты, контакт имеет место не по всей кромке Отъюстировать клеенаносящий ролик Кромка плиты не имеет прямого угла относительно плоской поверхности детали При нанесении клея на кромку плиты, контакт имеет место не по всей кромке Отфрезеровать плиту под прямым углом Дефект Кромочный материал можно удалить рукой. На кромочном материале остается клей с вырванными щепками. Возможная причина Следствие Меры устранения Клей пережжен Из-за слишком частого нагревания и охлаждения клея он термически разрушается и частично теряет свою клеящую Заменить клей
27 способность Отсутствует праймер Кромочные материалы АБС и ПВХ не могут приклеиваться без эффективного праймера Использовать праймер Слишком влажная плита Влажность плиты должна составлять менее 10%. Особенно часто этот дефект встречается у плит, которые хранятся не во влагозащищенных условиях. Кондиционировать плиты Недостаточное количество наносимого клея Линия подачи клея или клеенаносящий ролик загрязнены Очистить линию подачи клея и клеенаносящий ролик по указаниям Инструкции по эксплуатации Недостаточное усилие прижима клеенаносящего ролика Неправильная настройка. Клей наносится не по всей кромке плиты Отъюстировать клеенаносящий ролик Недостаточное усилие прижимных роликов Давление прижимных роликов должно быть достаточным, чтобы обеспечить вдавливание клея в материал плиты Отъюстировать прижимные ролики
28 Дефект Цветовой тон толстых кромочных материалов АБС и ПВХ становится светлее при пригоночном фрезеровании. Возможная причина Следствие Меры устранения Слишком низкая скорость резания Повысить частоту вращения и, тем самым, скорость резания или дополнительно обработать полировальным агрегатом Дефект После пригоночного фрезерования, на верхнем и нижнем крае кромочного материала наблюдается волнистость поверхности от фрезы. Возможная причина Следствие Меры устранения Слишком низкая скорость резания фрезы Дополнительно обработать с циклевальным и полировальным агрегатом Слишком высокая подача на зуб фрезы Применять многолезвийные фрезы или использовать встречное фрезерование
29 Дефект Кромочный материал выступает по толщине или длине или имеются следы фрезерования. Возможная причина Следствие Меры устранения Неправильная настройка пригоночных фрез Отъюстировать фрезерные головки Неправильная настройка торцовочного агрегата Отъюстировать торцовочные пилы Дефект Вмятины на плите или на кромке. Возможная причина Следствие Меры устранения Загрязнен цепной транспортер подачи или прижимные ролики На роликах имеются отложения опилок или остатков клея Очистить цепной транспортер подачи и прижимные ролики Слишком высокое давление прижима Изменить настройку станка и уменьшить давление прижима (возможно, неправильно настроена толщина плиты)
30 Дефект Остатки клея на плите или на кромке. Возможная причина Следствие Меры устранения Избыточное количество наносимого клея Избыток клея выдавливается Отъюстировать клеенаносящий ролик 15 На что нужно обращать внимание для обеспечения безопасности на кромкооблицовочном станке? При наладке, устранении неисправностей, настройке кромкооблицовочных станков существует опасность травматизма из-за скольжения на опасных участках и случайного включения торцовочных агрегатов. Особенно опасны перечисленные ниже случаи. При заправке кромочного материала в валик существует опасность защемления пальцев. При чистке торцовочного агрегата существует опасность порезов или защемления пальцев при случайном включении торцовочного агрегата. При контроле качества кромки на движущейся детали возможны травмы пальцев или рук от фрезерного агрегата. Прикосновение к горячему резервуару для плавки клея. При эксплуатации и наладке кромкооблицовочных станков и инструментов необходимо обязательно соблюдать приведенные ниже правила. Эксплуатация Пользоваться защитной обувью и защитными наушниками. Использовать плотно прилегающую одежду. Регулярно проверять функциональную способность защитных выключателей на кожухах ограждения и в зоне загрузки деталей. Регулярно проверять размеры ограждений отдельных инструментов. При ручном ведении деталей обращать внимание на опасные места
31 Помнить об опасностях при закладке кромочного материала, в частности, в зоне игольчатого валка и механизма прижима, а также об опасности торцовочного агрегата и горячего резервуара для клея. Производить чистку и техобслуживание только при выключенном станке. Проверять качество облицованной кромки руками только за пределами станка. При работе с горячей емкостью для плавления клея пользоваться перчатками. Инструменты Подвижные инструменты должны быть закрыты ограждениями. Инструменты должны останавливаться в течение 10 секунд. Наладка Налаживать торцовочный агрегат только при выключенном станке. iii При наладке работающего станка каждый агрегат должен быть закрыт отдельным кожухом. 1. Зона загрузки деталей защищается, например, откидными клапанами
32 2. Ограждение в зоне (игольчатого) валика 3. Защитная решетка в зоне торцовочного агрегата 4. Стружку в зоне циклевального агрегата удалять только крючком
33 5. При работе с емкостью для клея пользоваться перчатками 6. Ограждение пригоночных фрезерных агрегатов служит для предотвращения соскальзывания при наладке работающего инструмента
34 16 Какие работы по техническому обслуживанию и профилактике необходимо регулярно проводить на кромкооблицовочном станке? Профилактический ремонт и техническое обслуживание (например, чистку и смазку) необходимо производить либо немедленно, в случае ухудшения или нарушения функциональной способности станка, безопасности оператора или качества изделий, либо регулярно, в соответствии с планом техобслуживания, чтобы обеспечить сохранение функциональной способности станка на длительный срок. Выполненные работы необходимо документировать. Из-за высокой степени опасности травматизма эти работы допускается производить только на остановленном станке. В связи с этим, необходимо принимать меры против несанкционированного включения. Они описаны в Инструкции по эксплуатации для каждого станка отдельно, в соответствии с его спецификой К регулярным работам по профилактическому ремонту и техобслуживанию относятся, например: чистка и смазка направляющих и подшипников агрегатов дополнительной обработки и цепного транспортера замена затупившегося инструмента обновление поврежденных защитных устройств чистка цепного транспортера и нанесение на него разделительной смазки чистка и смазка ощупывающих роликов чистка клеенаносящего ролика и емкости для клея слив конденсата из блока подготовки сжатого воздуха и его чистка
35 17 Контрольные вопросы 1. Какая цель преследуется при облицовке кромочным материалом кухонной мебели, и какая в случае платяных шкафов и мебели для гостиных? 2. Назовите признаки качественно облицованной кромки! 3. Какой вид клея чаще всего применяется? 4. Какие 8 параметров качества следует проверять? 5. Для чего служат образцовые детали? 6. На плите обнаружен следующий дефект: в зоне фронтальной кромки плиты кромочный материал можно удалить рукой. Какие шаги вы предпринимаете? 7. Перед началом выполнения заказа вы видите, что подготовлено недостаточное количество деталей. Какие шаги вы предпринимаете? 8. После облицовки кромки на детали обнаружен следующий дефект: сколы, которые образуются только при форматной обработке при распиле. Какие шаги Вы предпринимаете? 9. Для чего служит фуговально-фрезерный агрегат? 10. Какие последствия влечет за собой неправильная настройка прижимных роликов? 11. Для какой цели используется разделительная смазка? 12. Назовите 3 меры безопасности производства при наладке кромкооблицовочного станка 13. Назовите 3 меры безопасности производства при работе на кромкооблицовочном станке. 14. Какой смысл имеет регулярное техническое обслуживание?
36 Иллюстрации i Фирменная иллюстрация, фирма Hymmen ii Фирменная иллюстрация, фирма Holzma iii Все иллюстрации к этой главе: Объединение предпринимателей деревообрабатывающей промышленности (Berufsgenossenschaft Holz), 2004 г
Источник

Holzher Sprint 1310 Manual
Holzher Sprint 1310 Manual Average ratng: 3,5/5 9052 reviews
-
SPRINT 1310/1312 — Winter
include the HOLZ-HER SPRINT models 1310 and 1312. What makes them special is the .. also be seen in the new control panel for the Stored Program Control. High quality, clearly .. Clean post-machining of surface – manual clean-up.
http://www.winter-holztechnik.de/media/blfa_files/EDG_1310_12_EN.pdf
-
INSTRUCTIONS FOR USE — Altendorf
tions, that are offered by HOLZ—HER within the model range. .. Allocation from the operating panel with control .. Assembly of model range SPRINT 1310—5.
http://www.altendorf.com.au/holzherparts/manuals/1822/2787202AC_EBA07-07.pdf
-
holzher panel saw 1265 parts manual — ISERVICEDOC.ORG Free ..
Browse To Download Holzher Panel Saw 1265 Parts Manual .. Holzher Sprint1310 Manual .. MANUAL FOR CONTROL PANEL RV 24V5AACTULUX.
http://iservicedoc.org/service/h/holzher-panel-saw-1265-parts-manual.pdf
-
holzher panel saw manual — Millionairematchreview.com
21 Jun 2015 .. We assure you that we all at holzher panel saw manual have an .. HOLZHERSPRINT 1310 MANUAL .. ADT CONTROL PANEL MANUAL.
http://www.millionairematchreview.com/manuals/h/holzher-panel-saw-manual.pdf
-
holzher panel saw manual — Populartyresandparts.com
29 Jan 2015 .. We assure you that all of us at holzher panel saw manual provide an .. HOLZHER SPRINT 1310 MANUAL .. ADT CONTROL PANEL MANUAL.
http://www.populartyresandparts.com/ebooks/holzher-panel-saw-manual.pdf
-
wwn template — Woodworking News
12 Dec 2014 .. George King, the owners of successful family … any manual cleaning intervention after … 5950.00 +vat. Holzher 1310 Sprint Edgebander .
http://www.woodworkingnews.co.uk/assets/files/wwn_Dec_2014.pdf
-
wwn template — Woodworking News
2 Feb 2015 ..owners of successful family business A & G King … cutting lists and manually setting out … 5950.00 +vat. Holzher 1310 Sprint Edgebander .
http://www.woodworkingnews.co.uk/assets/files/wwn-Feb-2015.pdf
-
LIGNA 2015 — Woodworking News
4 Apr 2015 .. Elcon 155D panel saw installed at University of. Wales by Daltons .. A controlled circulation publication, published during the .. bring my big manual press with me…., but nostalgia has … Holzher 1310 Sprint Edgebander .
http://www.woodworkingnews.co.uk/assets/files/wwn-April-2015.pdf
-
holzher panel saw 1265 parts manual — AUTOZIZES.EU Free ..
Free Ebook Reader Holzher Panel Saw 1265 Parts Manual. READER .. HolzherSprint 1310 Manual .. MANUAL FOR CONTROL PANEL RV 24V5AACTULUX.
http://autozizes.eu/those/h/holzher-panel-saw-1265-parts-manual.pdf
-
Holzher Edgebander Manual
If you are looking for a book Holzher edgebander manual tjrvxzc in pdf format then you’ve come to the .. scraping top and bottom, Corner Rounding, Buffers, Overhead control panel .. EO-230044 — HOLZ-HER ‘SPRINT 1317′ EDGEBANDER W/PREMILL .. http://www.wwthayer.com/Holz-Her-Edge-Bander-1310.asp.
http://scrape49awake.drawingboardpdf.org/grammar/h/holzher-edgebander-manual_tjrvxzc.pdf
1
Details
SOLD Used Holz-Her Automatic Edgebander — Model: Sprint 1310-1
First Choice Industrial is a full-service woodworking machinery distributor, offering a wide range of used woodworking machines for every woodworking manufacturing application, budget and production size requirements.


HOLZHER SPRINT 1411-2 1157 EDGE BANDER Buffer Motor Bosch Knob Lot. Free shipping.
Contact us today
Phone: 678.642.9722
Email: sales@firstchoiceind.net
Additional Information
| brand | HOLZ-HER |
|---|---|
| serial_number | 1696/0-402 |
| stock_number | 217054 |
| year_mfg | 2004 |
| model | Sprint 1310-1 |
| machineid | EB0000321_archived |
| condition | CLEANED/CHECKED |
| Manufacturer | Holz-Her |