Сварка углекислотой для начинающих пошаговая инструкция
Технология сварки полуавтоматом для новичков: первый опыт
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
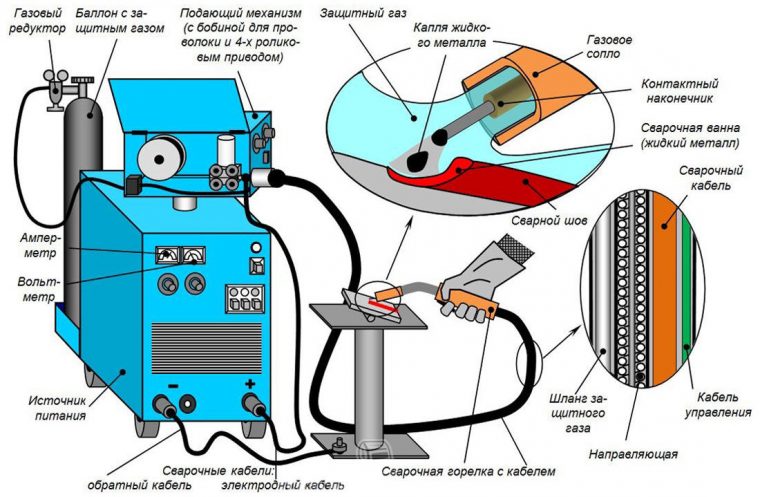
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
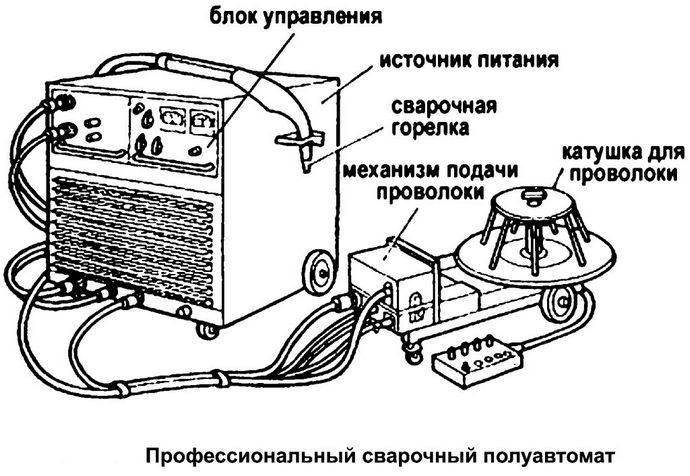
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
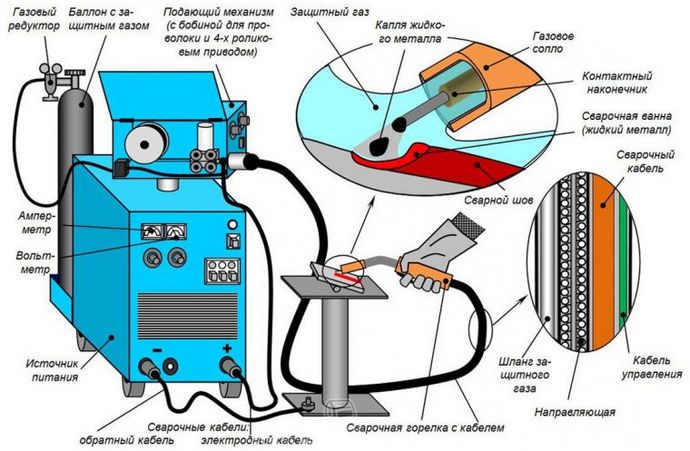
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

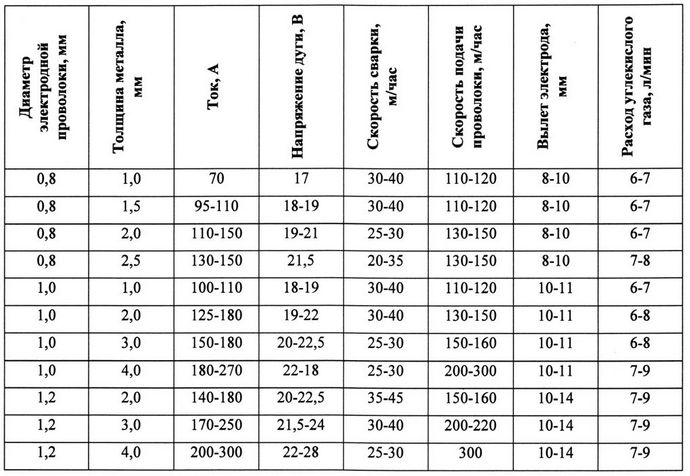
Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
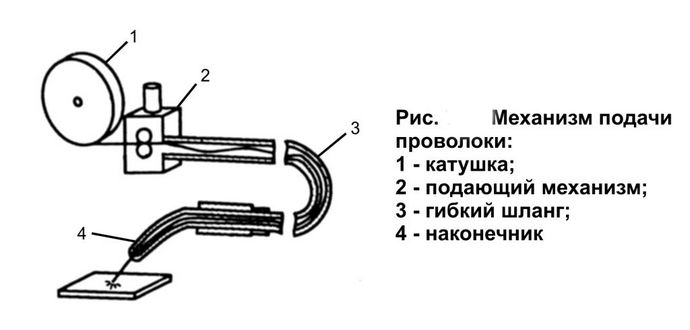
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
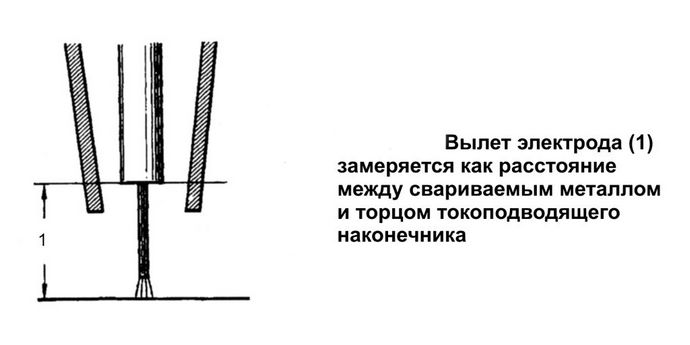
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
Сварка полуавтоматом в среде углекислого газа для начинающих
С помощью аналогичного оборудования разные заготовки соединяются надежно и плотно, при этом не имеет особого значения химический состав металла, но влияет толщина. По сравнению с ручной сваркой КПД намного выше, а материальные затраты незначительные. Сварка полуавтоматом для начинающих начинается с изучения теории, затем переходят к практическому применению полученных знаний.
Что такое полуавтомат и его виды
 Это электромеханическое устройство, подающее проволоку для припоя в зону горения дуги, у исполнителя одна рука занята плавящимся электродом, а другой он регулирует подачу газа. Начинающих сварщиков интересует вопрос, как варить полуавтоматом и какие специфические знания и навыки для этого требуются?
Это электромеханическое устройство, подающее проволоку для припоя в зону горения дуги, у исполнителя одна рука занята плавящимся электродом, а другой он регулирует подачу газа. Начинающих сварщиков интересует вопрос, как варить полуавтоматом и какие специфические знания и навыки для этого требуются?
Все зависит от того, с каким материалом приходится работать, важно знать, каким металлом можно пользоваться, и какое оборудование при этом используется, немаловажное значение имеет и технология: дуговая, контактная, лазерная или плазменная. Чтобы точно знать, как нужно самостоятельно правильно варить промышленным полуавтоматом, достаточно изучить виды аналогичного оборудования и правильно их применять.
В быту и на производстве используются такие полуавтоматы:
- Бытового назначения. В основном это инверторы различной модификации, при их использовании от исполнителя не требуется большого опыта и высокой квалификации.
- Полупрофессиональные аппараты.
- Промышленное профессионально оборудование.
Каждый из перечисленных вариантов имеет личные преимущества и особенности, например, профессиональные оснащаются дополнительными функциями, увеличивающими эффективность их применения на производстве, они выпускаются в стационарном или мобильном виде.
Описание процесса
Сварочное полуавтоматическое оборудование разработано для соединения металлоконструкция при промышленном производстве. Основная задача — обеспечивать непрерывную подачу проволоки в активную зону горения сварочной дуги, а исполнитель производит движение горелки вдоль соединения заготовок. Скорость подачи плавящейся проволоки регулируется вручную.
По степени защиты зоны сварки от воздействия среды устройства разделяются на полуавтоматы для сварки с флюсом, в газовой среде и при использовании специальной порошковой проволокой. В первом случае флюс входит в состав проволоки, она в самодельных аппаратах применяется редко из-за своей дороговизны. Наиболее распространена сварка в газовой среде, а использование порошковой проволоки обычно совмещено с применением защиты газом.
Такое оборудование используется в промышленности для сварки тонкостенных конструкций, например, кузова легковых автомобилей, при этом сварочный шов, выполненный полуавтоматом, получается аккуратным и малозаметным.
Какие материалы следует использовать в работе
В качестве плавящегося электрода применяется проволока, диаметр которой варьируется в пределах 0,5—3,0 мм, что напрямую зависит от толщины соединяемых конструкций. Чем меньше диаметр, тем глубже провариваются заготовки, при его увеличении существенно возрастает сила тока, примерно 100 ампер на каждый дополнительный миллиметр.
Защитные газы, находящиеся в баллонах, используются в чистом или смешанном виде — это зависит от режима сварных работ и видов соединяемых металлов. Наибольшее применение в промышленности в чистом виде имеет аргон, так как по себестоимости он занимает лидирующее место.
Сила тока и напряжение
От силы подаваемого тока зависит производительность, установка тока производится на основании размеров диаметра используемой электродной проволоки и толщины заготовок. Чем больше ампер, тем глубже проплавливается шов. Большое влияние на весь процесс сварки оказывает скорость подачи проволоки.
Напряжение напрямую зависит от силы тока, а регулировка производится путем изменения холостого хода источника питания. При повышении напряжения ухудшается газовая защита, снижается целостность и однородность шва, так как возрастает разбрызгивание металла. Глубина проварки также снижается, практика показывает, что при полуавтоматическом процессе соединения деталей применяют высокую силу тока и небольшую величину напряжения.
Расход газа
Этот параметр сильно зависит от диаметра используемой проволоки и силы тока. При проведении сварочных работ на открытом пространстве и при наличии сквозняков, надо существенно увеличивать подачу газа, а это приводит к лишнему перерасходу. Для более эффективной защиты зоны горения сварочной дуги снижают скорость или сопло горелки располагают ближе к поверхности металлоконструкций. Эффективна защита места работы сварщика от влияния сквозняка специальными переносными экранами.
Техника сварки
Вопрос — как же правильно надо сваривать полуавтоматом, чтобы образовался красивый качественный шов, волнует многих начинающих сварщиков. Для этого нужно знать и выполнять порядок необходимых действий, как говорится, инструкция для чайников:
- Выбрать ток (переменный или постоянный), полярность, прямую или обратную.
- Подобрать актуальный диаметр проволоки, наиболее часто используемым считается 0,8 мм, но его применение оправдано для сварки конструкций не толще 5 мм.
- Выбрать нужную величину тока, всё полуавтоматическое оборудование выпускается с фиксированным положением переключателей, которые имеют дополнительные регулировки, а таблицы соответствия силы тока с толщиной заготовок приведены на лицевой стороне аппаратуры.
- Установить нужную скорость подачи проволоки для сварки.
- Расход защитного газа корректировать в зависимости от скорости сварочного процесса.
- Постоянно следить за наклоном и выносом сопла горелки.
В качестве защиты применяется смесь из аргона, углекислого газа и кислорода — при этом процесс происходит мягко, сварочная дуга горит стабильно, нет затухания, в результате шов получается плотный и без видимых изъянов.
В среде защитного газа
Такой вид соединения металлов выполняется при помощи специального оборудования, например, сварка полуавтоматом для начинающих в среде углекислого газа выполняется на специально оборудованном посту, где имеется все необходимые инструменты и баллон с углекислым газом, в том числе.
Если сравнивать с другими видами сварочных работ, то сварка с применением углекислого газа довольно проста и имеет такие особенности:
- проводится на обратной полярности, чтобы исключить деформацию конструкции и добиться стабильных параметров дуги;
- при наплавке металла используется прямая полярность, КПД во время проведения этой операции возрастает в 1,8 раза, по сравнению с первым вариантом;
Сварку лучше проводить с подключением к сети переменного тока, для этого используется осциллятор.
Технология для алюминия
Полуавтоматические аппараты используют для сварки изделий из алюминия, в качестве защиты применяется аргон, но при этом нужно учитывать, что цветной металл обладает высокой текучестью при расплавлении. Особенностью этого метода является обратная полярность, когда к горелке подключается минус, а на свариваемые заготовки — плюс.
Поверхностная амальгама алюминия успешно разрушается, деталь начинает плавиться без помех. При значительном слое окиси нужно провести предварительную механическую обработку для удаления окисной пленки с поверхности конструкции.
С проволокой
В качестве плавящегося электрода используется специальная проволока в мотках, которая заправляется в автомат ее подачи в зону горения дуги. Из газов не рекомендуется пользоваться водородом, так как при этом происходит сильное разбрызгивание и шов получается плохого качества. Специальный ГОСТ нормирует применение сварочной проволоки 75-ти марок, поэтому сварщику надо сопоставлять ее с маркой свариваемых деталей, давать какие-то рекомендации здесь трудно.
Стандартный комплект сварочного оборудования для MIG/MAG сварки.
Основные правила при проведении работ
Исполнитель должен помнить и строго выполнять следующие важные моменты:
- Перед началом основной сварки сделать пробный шов на постороннем куске металла — так проводится регулировка подачи проволоки и силы тока, чтобы шов был высокого качества.
- Сварку изделий производить строго по инструкции, которая имеется у любого аппарата.
- При проведении работ сварщик должен быть экипирован в защитную одежду. Если работы проводятся в помещении, то надо обеспечить надежную вентиляцию.
- Для каждого вида проволоки существует канавка определенной формы. У припоя без присадок углубление имеет V-образную форму, при наличии в составе проволоки флюса — аналогичная, но с боковыми насечками.
- Нельзя проводить сварку, когда на поверхности металлов имеются горючие материалы — они должны удаляться, а свариваемые поверхности перед соединением хорошо зачистить.
Первый опыт
Чтобы научиться использовать сложное оборудование, нужно внимательно ознакомиться с инструкцией, обратить особое внимание на раздел: как правильно пользоваться полуавтоматом. Затем настроить его, потому что верная регулировка силы тока позволит выполнить сварочный шов без изъянов и досадных пропусков.
Баллон с редуктором
Для сварки используются только проверенные баллоны, на поверхности которых указана дата заполнения. Наиболее бюджетный вариант — использование углекислого газа в качестве зашиты места сварки от окисления, для этого приобретается баллон с редуктором. Устанавливается манометр, чтобы надежно контролировать давление газа в системе — оптимальная величина около 0,2 атмосфер.
Основные компоненты регулирования подачи газа от баллона к горелке.
Защитная маска
Для защиты лица и глаз используются специальные сварочные маски с затемненным окошком, которые надеваются на голову и высвобождают руки для работы. Производители современных аналогов разработали уникальную систему наподобие очков Хамелеон — стекло маски мгновенно становится непроницаемым при активации сварочной дуги.
Во время прекращения сварки окно становится прозрачным, так что маску можно не снимать, что намного упрощает действия сварщика, особенно когда он не обладает большим опытом проведения подобных работ.
Технология
После тщательной подготовки оборудования исполнитель делает легкое касание проволоки о поверхность свариваемых деталей для активации дуги. После её появления проволока ведется вдоль стыка на постоянном расстоянии, при этом одна рука занята горелкой, а второй — сварщик придерживает конструкцию. Зазор при толщине заготовок до 10 мм — 1 мм, далее он составляет не более 10% от толщины детали.
Проволока подается автоматически с выставленной заранее скоростью, а исполнитель формирует шов при плавлении металлов. Полуавтоматические аппараты выпускаются с газовой защитой или с применением флюса, каждый вариант имеет характерные особенности, но оба эффективны и позволяют получить качественное соединение конструкции.
Виды швов: коренные, заполняющие и косметические
При толщине металла 1,5 мм или менее, сплошной шов не применяется, так как возникает коробление от высокой температуры, при этом делается сварка с использованием точек диаметром 3—4 мм и шагом 10—25 мм. Заготовки с толщиной до 4 мм соединяют поэтапно, сначала с лицевой стороны, а потом с изнанки.
Для сварки конструкций, имеющих толщину 6 мм и более, требуется подготовка: кромки подтачивают до плотного соединения, с лицевой стороны снимается фаска под углом в 30 0 . Перед сваркой детали закрепляют в струбцинах с зазором не менее 0,5 и не более 2 мм. Вначале выполняют коренной шов при циклическом замыкании и заполняют дно стыка до начала скоса фасок.
Затем аппаратура переводится в режим сварки методом распыления, производят полное заполнение шва на всю глубину за несколько заходов. После окончания работ поверхность зачищается металлической щеткой или кругом с абразивом. Теперь покрывается заполненный зазор косметическим швом, при этом скорость подачи проволоки снижают, а сварку ведут широким фронтом по ширине 8—15 мм, что напрямую зависит от толщины заготовки.
Проволокой делаются поперечные движения по переднему краю сварочной ванны при интенсивной скорости, чтобы края шва не остывали, а наплывы были минимальными. Горелка двигает по направлению к себе, а края косметического шва проплавливаются качественно, но высота валика не должна превышать 2 мм.
Дефекты швов, причины их возникновения
Классификация возможных дефектов приведена в ГОСТ 30242-97, они подразделены на такие группы:
- Растрескивание поверхности шва.
- Кратеры, полости, свищи и раковины от усадки металла.
- Вкрапления твердых частиц.
- Не проварка или не сплавление участков шва.
- Нарушена форма сварного шва.
- Другие дефекты.
Причинами появления таких негативных факторов может быть нарушение приемов при подготовке, сборке, термообработке соединений, а также низкая квалификация исполнителя или небрежности в работе.
Возможные дефекты, возникающие на сварном соединении металлов.
Сваривание толстых деталей
При соединении толстых конструкций дугу ведут не только вдоль соединяемых кромок, но и производят колебательные движения горелкой. Видов такой технологий много, но чаще всего используют возвратно-поступательные колебания и зигзаг. При этом ширина захода шва на поверхность конструкции пропорциональна ее толщине.
Свариваемым заготовкам задают зазор, так как при его отсутствии соединение будет непрочным из-за большой толщины конструкций. При соединении тавровых деталей из толстого металла готовый шов проваривается по нижней и верхней кромке с заходом на поверхность детали. Этим достигается упрочнение сварочного шва.
Выводы
Работа на полуавтоматическом стенде или при использовании аналогичного аппарата требует от исполнителя точности движений и строгого выполнения технологии. Вначале закрепляют полученные теоретические знания на практике, а потом уже получают допуск на эксплуатацию промышленного оборудования.
Правильная настройка и сварка полуавтоматом
Сварка полуавтоматом позволяет повысить производительность труда и получить качественное соединение металлических частей конструкции или изделия. Научиться варить металлы на аппаратах не так сложно, если знать принцип работы конкретного полуавтомата, нюансы подбора расходных материалов, режимов и технологию ведения сварочного процесса. Источники питания полуавтоматического типа используют на предприятиях, в мастерских, СТО и дома при выполнении соединения своими руками. В процессе обучения сварщика в специализированных заведениях уроки получения необходимых навыков проводят опытные мастера, но можно и самостоятельно варить полуавтоматом с защитой зоны расплавленного металла и без углекислоты. Главное – правильно настроить величину сварочного тока и умело осуществлять манипулирование горелкой.

Основные правила при проведении сварки полуавтоматом
Как правильно варить полуавтоматом? Этот вопрос волнует новичков, особенно тех, кто решил технологию ведения процесса освоить самостоятельно. Вначале необходимо разобраться с видами полуавтоматов: какие они бывают и чем отличаются друг от друга. От этого зависят выбор расходных материалов и технология ведения процесса.
Различают аппараты по таким признакам:
- тип исполнения (переносной, передвижной, стационарный);
- назначение (бытовые, полу— и профессиональные);
- напряжение питания (220, 380 В);
- способ защиты дуги (без защиты, в защитных газах инертных и активных, под слоем флюса, комбинированного типа);
- способ охлаждения горелки (естественное, искусственное);
- тип проволоки (сплошная стальная, алюминиевая, включая проволоку из сплавов, порошковая, комбинация указанных видов);
- способ регулирования скорости подачи проволоки (ступенчатый, плавный, плавно-ступенчатый);
- способ подачи проволоки (толкающий, тянущий и комбинированный – сочетание указанных двух видов);
- место установки аппаратуры управления (отдельно стоящая, встроенная).
Основные аспекты ведения технологии сварки зависят от модели конкретного аппарата, которые производят компании в разных странах мира. Во всех моделях механизируется подача электродной проволоки, перемещение и манипулирование горелкой осуществляется самим сварщиком. Проволока Ø от 0,6 до 2,5 мм подается по специальному кабелю, который называют гибким шланговым. В конструкции аппаратов присутствуют такие узлы:
- механизм подающий;
- провод шланговый;
- горелка.
Механизм подающий состоит из электрического двигателя и редуктора. Его назначение – осуществлять вращение роликов, настраивать скорость подачи проволоки и проталкивать ее по кабелю. Он может быть с одной или двумя парами роликов. Скорость подачи может изменяться плавно или ступенчато в зависимости от конструктивных особенностей подающего механизма. Выпускают аппараты с механизмами закрытого или открытого типа, включая открытый на тележке. Различаются они весом устанавливаемой кассеты (1,5; 2; 3,5; 4; 5; 12,5; 15; 20,0 или 50 кг).
Провод шланговый подводит ток к держателю или горелке и проводу, идущему к цепи управления. Его длина может быть 1,5; 2,5 и 3,0 м. При сварке в защитных газах предусматривается канал или устройство для его подвода.
Горелка – рабочий инструмент сварщика. С ее помощью подводится и настраивается сварочный ток, а также флюс и защитный газ, если соединение ведется с такой защитой.
Производители полуавтоматов делают все, чтобы облегчить процесс соединения, сделать его более производительным и качественным, варить без особых усилий. Режим работы зависит от правильного подбора расходных материалов. Они напрямую связаны с маркой свариваемого металла и его толщиной. Ориентировочно параметры скорости подачи проволоки и зависимость величины тока от вида проволоки указаны в таблице.
| Вид проволоки | Диаметр проволоки, мм | Скорость подачи проволоки, м/ч | Ток сварочный, А |
|---|---|---|---|
| Стальная | 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5 | 120 ÷ 720 | 60 ÷ 630 |
| Алюминиевая | 0,8; 1,0; 1.2, 1,6 | 120 ÷ 960 | 60 ÷ 315 |
| Порошковая | 0,8; 0,9; 1,0; 1.2, 1,6; 2,0 | 120 ÷ 720 | 120 ÷ 630 |
Варить в защитных газах нужно, предварительно укомплектовав рабочее место необходимым оборудованием. Там должен находиться баллон с редуктором, аппаратура для измерения расхода газа и его регулирования, подогреватель газа при соединении с применением баллона с углекислотой.
Подготовка полуавтомата, проволоки и газа
Полуавтомат должен быть настроен с учетом двух факторов: марки металла и его толщины. От этого будет зависеть выбор диаметра проволоки, расход газа при сварке в защитном газе и расход флюса при соединении под его слоем. Нормы расхода указаны на шильдике и в технической документации к аппарату. Проволока на кассете должна быть чистой, без налета ржавчины и следов влаги. Ее необходимо правильно установить в механизм подачи. Нужно проследить за величиной вылета проволоки. Как это правильно это сделать, указано в инструкции по эксплуатации конкретной модели аппарата. Установив кассету с необходимым диаметром и подготовив кромки заготовок в зависимости от толщины и загрязненности, поступают следующим образом:
- включают подачу газа, если установлен баллон высокого давления;
- возбуждают дугу, коснувшись проволокой заготовки;
- нажимают на кнопку, с помощью которой осуществляется подача проволоки.
Необходимо соблюдать такие правила:
- варить так, чтобы видеть сварочную ванну, т. е. держать проволоку, а значит и горелку, прямо или под небольшим углом наклона;
- соблюдать одинаковый зазор между деталями (при толщине деталей 1 см он должен составлять не менее 1 мм, далее его рассчитывают исходя из толщины свариваемого металла – 10% от толщины);
- при необходимости вести соединение на подкладке ее размещают плотно к деталям снизу.
Внимание! Настройка сварочного полуавтомата зависит от модели аппарата и должна соответствовать толщине изделия и марке металла. Поэтому необходимо прочитать указания производителя, которые он описывает в сопроводительных документах, и только после этого варить.
Возможные регулировки в процессе сварки
Чтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Более подробно о регулировке на видео:
Сварка при помощи проволоки
Этот вид соединения частей полуавтоматом осуществляется с помощью порошковой проволоки, у которой в конструкции имеется специальная шихта. Она еще называется самозащитной, т. к. ограждает металл расплавленного шва в процессе соединения частей от вредных компонентов, находящихся в воздухе. Варить полуавтоматом без газа можно при выполнении монтажных и строительных работ по месту их проведения. Используют в гаражах при ремонте кузова автомобиля и других домашних работах, связанных с соединением или наплавлением. Варить можно металлические заготовки толщиной 0,5÷10 мм.
Общий вид полуавтомата для сварки порошковой проволокой и внешний вид качественно выполненного соединения показаны на рис. 2:

Характерные неполадки указаны в таблице:
| Вид неисправности | Причина или причины возникновения | Способ или способы устранения |
|---|---|---|
| Невозможно зажечь дугу | Отсутствует контакт в цепи | Необходимо проверить: — контакты (зачистить их и подтянуть); — конец проволоки (очистить от корочки флюса – сбить или откусить небольшой кусок кусачками) |
| Дуга в процессе соединения обрывается | Большой сварочный ток | Уменьшить |
| Скорость подачи проволоки мала | Увеличить | |
| Не поступает в канал электродная проволока | Отсутствует контакт в кнопке пуска | Зачистить |
| Перегорели предохранители | Променять на новые | |
| Обрыв фазы в цепи электродвигателя | Устранить обрыв, отключив управление от сети | |
| Проволока прилипает к металлу свариваемых частей | Сила тока мала | Увеличить |
| Скорость подачи проволоки завышена | Уменьшить | |
| Проволока подается рывками или с непостоянной скоростью | Слабый зажим верхними прижимными роликами | Изменить усилие пружин |
| Износ поверхности ведущих роликов | Заменить на новые | |
| Заедание в наконечнике сварочной головки | Прочистить или заменить в случае износа или подгорания | |
| Изгибы сварочного кабеля | Выровнять | |
| Происходит быстрый износ подающих роликов | Высокое усилие нажатия прижимных роликов | Ослабить |
| Корпус горелки под напряжением | Пробита изоляция между контактным наконечником и корпусом горелки | Восстановить изоляцию |
| Между корпусом и наконечником имеется посторонний металлический предмет | Удалить | |
| Возникают поры в шве при сварке в защитных газах | Нарушена газовая защита | Проверить: — качество газа; — напряжение на дуге; — соответствие марки проволоки металлу, подлежащему соединению |
| Газ не поступает в зону с варки | Неполадки со шланговым кабелем (пережат или оборван) | Устранить причину |
| Не сработал отсекатель газа | Проверить питание катушки электромагнита | |
| Отверстие редуктора закупорилось | Редуктор необходимо отогреть | |
| Закрыто выходное отверстие сопла брызгами металла | Удалить брызги или заменить сопло | |
| Флюс не поступает в сварочную горелку | Давление сжатого воздуха низкое | Увеличить |
| Засорился инжектор или флюсовая трубка | Прочистить, при необходимости, просушить флюс |
Возможные дефекты шва при сварке полуавтоматом и как их не допустить
Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
Чаще всего дефекты возникают в случае, если варит человек, у которого отсутствуют навыки ведения сварочного процесса. Поделитесь своим опытом сварки полуавтоматом в комментариях к статье.
Как правильно сварить полуавтоматом с углекислотой?
Сварка в среде нейтрального газа является надёжным и прочным соединением заготовок в одно целое. Стоимость углекислоты по отношению к аргону и гелию значительно ниже и это улучшает соотношение цены и качества работы. Необходимо знать, как правильно варить полуавтоматом с углекислотой, добиваясь при этом хорошего качества шва. Можно варить, используя смеси газов, когда необходимо повышенное качество, а можно обучиться сварке в углекислотной среде с использованием полуавтомата и регулируемой подачи сварочной проволоки. Мы расскажем подробно об этом процессе, позволяющем сэкономить немалые средства и добиться необходимого результата.
Способы сварки в защитной среде
Сварка с регулируемой полуавтоматической подачей проволоки в среду воздействия дуги короткого замыкания, может происходить в активном газовом составе или же в инертном, препятствующем окислению в зоне соединения заготовок. Углекислый газ изолирует сварной шов от воздействия кислорода и придаёт эластичность и прочность месту стыка деталей.
Использование полуавтоматических инверторов придало новый качественный уровень процессу соединения заготовок и большие возможности ремонта дефектных узлов и деталей. Это особенно важно при сварке различных сплавов алюминия, титана и нержавеющих и легированных сталей.
Итак, как варить полуавтоматом и какие методы при этом используются в наше время? Наиболее популярными способами соединения металлов в инертной газовой среде являются схемы с использованием защитной оболочки, которая препятствует окислению, свариваемых металлов или сплавов.
В настоящее время используются наиболее активно следующие способы:
- соединение металлов и сплавов методом TIG с применением чрезвычайно тугоплавкого вольфрамового электрода в среде инертного газа и ручной подачей необходимой присадочной проволоки в сварочную ванночку;
- метод MIG/MAG, позволяющий осуществлять полуавтоматическую, регулируемую подачу сварочной проволоки в зону дуги короткого замыкания под действием защитного газа.
Нужно отметить, что метод TIG более дешёвый, но менее технологичный, поскольку при нём необходима ручная подача сварочной проволоки в ванночку тогда, как при способе MIG/MAG подразумевается полуавтоматический процесс. Инверторы MIG/MAG позволяют сваривать огромное количество материалов с помощью устройства автоматической, регулируемой подачи сварочной проволоки различного состава в зону действия дуги короткого замыкания. Этот процесс происходит с помощью протяжки проволоки со встроенного барабана через еврорукав и горелку непосредственно в зону сварки.
Эта совершенная схема позволяет задействовать электрическую цепь задержки подачи импульсного тока на проволоку, являющуюся электродом, после подачи защитного газа. Горелка снабжается насадками, которые позволяют подавать проволоку разного диаметра в зону воздействия сварочного тока с необходимой скоростью.
Преимущества и недостатки сварки в углекислотной среде
У сварки этим методом, как и всяким другим, есть свои преимущества и недостатки, которые облегчают выбор в пользу наилучшего варианта по цене и качеству работы. Чтобы понять, как правильно варить полуавтоматом с углекислотой, необходимо оценить перспективы использования именно этого метода, заключающиеся в следующем:
- стоимость углекислоты ниже стоимости аргона или смеси инертных газов;
- качество сварки сравнимо с использованием инертных газов;
- производительность и узкая зона температурного воздействия позволяет сваривать тонкий листовой металл и всевозможные сплавы;
- примеси приводят к образованию шлака, который легко удаляется после застывания шва.
- отсутствие чувствительности ко многим загрязнениям заготовок;
- высокая чистота углекислого газа до 99%, что обеспечивает высокое качество сварочного шва;
- подача проволоки необходимого для сварки состава в зону плавления с регулируемой скоростью;
- после очистки от шлака имеется возможность повторного прохождения шва с целью увеличения его прочностных характеристик.
Как и у каждого метода, у углекислотной сварки имеются и некоторые недостатки, прежде всего связанные с химическим составом среды, в которой происходит соединение металлов, они заключаются в следующем:
- углекислотная сварка уступает по качеству работе в среде инертных газов;
- шов получается более пористым и требует дополнительной очистки;
- подача газа требует экспериментальной настройки;
- выбор проволоки корректируется к условиям сварки в углекислоте.
Химический состав проволоки зависит от реакций, происходящих в зоне горения дуги короткого замыкания, и требует особо тщательного согласования состава свариваемых заготовок с составом присадочного материала. Но недостатки носят временный характер и обусловлены привыканием к неоднозначному процессу. В целом подбор проволоки типа СВ-08 ГС или же СВ-08ХГСМФ полностью решает проблему свариваемости заготовок. В дальнейшем процесс зависит от скорости сварки, величины тока и согласования состава деталей и проволоки, подаваемой в зону плавления металла. А это приходит только с опытом и обучением, как и подбор вылета проволоки в сварочную ванночку.

Порядок действия и технология работ при сварке углекислотой
Необходимость подготовки заготовок заключается в зачистке будущего шва от оксидной плёнки, загрязнений и формирования краёв для наилучшего соединения деталей. Практически толщина металла также влияет на выбор особого режима сварки, например, при толщине металла в 1,5−2 мм диаметр сварочной проволоки подбирается в диапазоне от 0,8 до 1,2 мм.
Весь процесс крайне индивидуален и настраивается экспериментально вплоть до расхода газа и вылета проволоки в зоне действия углекислоты. Важно соблюдать следующие принципы:
- обеспечить правильный подбор силы тока для сварки в углекислотной среде;
- выставить скорость подачи соответствующей проволоки в зону сварочной ванночки;
- обеспечить подготовку заготовок для наилучшего сочленения в зоне шва;
- выставить оптимальную подачу газа в зону сварочной дуги короткого замыкания;
- проверить герметичность соединений во избежание утечки углекислоты.
После проведения этих процедур необходимо опробовать качество и скорость сварки на пробных деталях, и отредактировать параметры действия схемы сварочного процесса. При большой толщине заготовок первый шов необходимо вести с малым током, а при повторном прохождении увеличивать силу тока пропорционально скорости движения горелки.
Провар вертикального шва должен проходить снизу вверх для обеспечения последовательного затвердения нижней части соединения металла, при этом расход углекислого газа следует немного увеличить. Расход газа может колебаться в зависимости от условий процесса от 5 л/мин до 20 л/мин. Последовательность проходящего движения руки сварщика при полуавтоматическом процессе в ореоле углекислого газа должна напоминать нанесение чешуек расплавленного металла на поверхность шва.
Подводя итоги, нужно сказать, что сварка полуавтоматом в среде углекислого газа является практически полноценной заменой инертным газовым средам, но при этом обходится значительно дешевле. Практическое применение этой схемы работы вынуждает более внимательно относиться к технологическому процессу сварки деталей и узлов, которое мало отличается от сварки в среде аргона или гелия. Мы постарались максимально подробно рассказать об этом виде деятельности.
Особенности сварки газом с помощью полуавтомата для начинающих, видео
 Сварочный полуавтомат является доступным современным оборудованием, используемым в бытовых работах внутри дома и на подворье. Приобретая аппарат, начинающий сварщик получает возможность без усилий научиться выполнять сварку черных и цветных металлов. С применением полуавтоматической сварки в среде углекислого газа появляется возможность быстро соединять поверхности металлических деталей без дополнительного усиления. Применяются другие элементы, способствующие сварке металлов повышенного качества.
Сварочный полуавтомат является доступным современным оборудованием, используемым в бытовых работах внутри дома и на подворье. Приобретая аппарат, начинающий сварщик получает возможность без усилий научиться выполнять сварку черных и цветных металлов. С применением полуавтоматической сварки в среде углекислого газа появляется возможность быстро соединять поверхности металлических деталей без дополнительного усиления. Применяются другие элементы, способствующие сварке металлов повышенного качества.
Для работы сварочного полуавтомата разработан механический способ подачи в рабочую зону проволоки, применяемой в качестве электрода. Проволоку изготавливают из специально разработанного сплава. Оборудование является простым в эксплуатации и его может с успехом освоить каждый новичок.
Особенности работы
Для тех, кто не имеет большого опыта, лучшим способом освоить соединение металлов является сварка полуавтоматом для начинающих. Видео сварочного процесса с подробными комментариями можно посмотреть в интернете. Полуавтомат относится к типу приборов, эффективность работы которого наполовину зависит от умения оператора. Конструкция сварочного полуавтомата состоит из определенного числа узлов:
- прибор преобразования напряжения в сети до нужных параметров;
- горелка сварочная для среды углекислого газа;
- механизм для постоянного передвижения проволоки;
- автоматическая система поступления газа.
Принцип действия
 Очень важным рабочим приспособлением является горелка, которая образовывает определенную среду проведения сварки и защитную атмосферу из газов, используемых для работы сварочного полуавтомата. Без применения инертных газов увеличивается разбрызгивание капель горячего металла и уменьшается яркость горения электрической дуги. Учитывая показатели работы сварочного полуавтомата, можно говорить о незаменимости приборов для определенных технологических циклов в производственном процессе при работе с металлами любого качества.
Очень важным рабочим приспособлением является горелка, которая образовывает определенную среду проведения сварки и защитную атмосферу из газов, используемых для работы сварочного полуавтомата. Без применения инертных газов увеличивается разбрызгивание капель горячего металла и уменьшается яркость горения электрической дуги. Учитывая показатели работы сварочного полуавтомата, можно говорить о незаменимости приборов для определенных технологических циклов в производственном процессе при работе с металлами любого качества.
Среда с инертными показателями создается применением определенных газов. К ним относят аргон, гелий, углекислый газ или их смешанные составы. Чаще всего применяется аргон и углекислый газ для придания сварочному процессу инверторного способа, если такой необходим в процессе. Рабочим источником питания является постоянный ток обратного направления, при этом на деталь подается отрицательный импульс. Применение газа усложняет сам процесс работы, но качество получаемого шва перекрывает небольшое неудобство. Смесь газа применяется в заданных пропорциях, которые определяются для каждого инертного носителя отдельно.
Разновидности работы сварочных полуавтоматов
 Существует несколько видов по способу подачи проволоки, отличающихся друг от друга. В некоторых агрегатах предусмотрен тянущий принцип действия, другие сварочные полуавтоматы проталкивают проволоку в рабочую область. Эффективными в работе оказываются те автоматы, которые предусматривают два принципа работы – проталкивающий и тянущий.
Существует несколько видов по способу подачи проволоки, отличающихся друг от друга. В некоторых агрегатах предусмотрен тянущий принцип действия, другие сварочные полуавтоматы проталкивают проволоку в рабочую область. Эффективными в работе оказываются те автоматы, которые предусматривают два принципа работы – проталкивающий и тянущий.
Для сварки различных металлов иногда применяется стальная проволока, соединение других деталей требует применения проволоки из алюминия. Некоторые ответственные производственные этапы требуют использования проволоки универсального состава, определенного в производственных документах. Защита шва во время его создания выполняется тремя основными способами:
- выбирается способ использования флюсовой реакции;
- сварочный полуавтомат работает в среде углекислого газа;
- сварка производится с помощью порошкового электрода в виде проволоки.
Классификация выбранного оборудования выделяет три типа, отличающего агрегаты друг от друга:
- в зависимости от разновидности применяемой проволоки;
- от варианта защиты полученного сварного шва;
- по виду перемещения проволоки и горелки.
Характеристика работы позволяет разделить сварочное оборудование для сварки на три вида:
- стационарные агрегаты, установленные для продолжительного использования;
- передвижное оборудование на небольшие расстояния;
- переносные компактные приборы для бытового использования.
Соединение металлов при помощи полуавтомата
Начало работы
 Для качественного проведения процесса сварки определяются с наименованием инструментов, необходимых для работы. Сварщик подготавливает угловую шлифовальную машину (болгарку) с установленным кругом по металлу для зачистки поверхности. Потребуется дырокол и два — три зажима и сам аппарат для сварки металла в среде с применением углекислого газа. Ручная непромышленная сварка переносного типа позволяет соединять металлические поверхности толщиной до 6 мм.
Для качественного проведения процесса сварки определяются с наименованием инструментов, необходимых для работы. Сварщик подготавливает угловую шлифовальную машину (болгарку) с установленным кругом по металлу для зачистки поверхности. Потребуется дырокол и два — три зажима и сам аппарат для сварки металла в среде с применением углекислого газа. Ручная непромышленная сварка переносного типа позволяет соединять металлические поверхности толщиной до 6 мм.
Перед сваркой очищают место прокладки шва, кромки зачищаются болгаркой. Сначала устанавливают бухту с проволокой и проверяют возможность беспрепятственного нормированного попадания флюса. Состыковывают две поверхности в намеченных местах и прижимают их зажимами. После этого нужно пустить электрический отрицательный заряд на одну из приготовленных поверхностей.
Процесс сварки
Ставим переключатель полуавтомата в положение «три» и выбираем оптимальную подачу. Полуавтоматическая сварка производится встык, вначале делают небольшие участки прихваток через промежутки, после этого проваривают стыкующиеся плоскости деталей сплошным швом. При выполнении шва наконечник прибора располагают наклонно к поверхности под углом около 20º. Подобным образом сваривают поверхности внахлест или под заданным углом.
Имеет значение модель аппарата и вид проволоки, применяемой в качество электродов, которые подбирают под вид металла. Оптимальными и самыми распространенными типами электродов считаются МП-3 и ОЗС-12. Они могут варить металл разной толщины, но имеют недостаток в виде большой массы шлака.
Чтобы не допустить затекания шлака в ванну от сгоревшего сварочного флюса, как в стандартной классической сварке с применением обычного типа электродов, рекомендуется после выполнения шва его очистить и наложить еще один сверху. Это поможет получить качественное герметичное соединение.
Порошковая проволока имеет большую хрупкость и малую толщину стенки, следовательно, малую жесткость конструкции. При выполнении работы применяют подающий механизм с небольшим сжатием, а поворот шланга выполняют медленно, без резких поворотов. Обязательно сохранять правильность подачи фаз на детали и держателе. От этого зависит горение электрической дуги и выделение защитного газового слоя.
Выбор режима полуавтоматической сварки
 При работе на сварочном полуавтомате определяют рабочий режим, но для этого нужно изучить все возможные варианты доступного выбора. Показатель режима определяется, главным образом исходя из толщины свариваемого металла и его типа. Для выполнения сварки металла до 5 мм используется одинарный шов, а соединение поверхностей с толщиной от 5 и 6 мм потребуют прокладки второго шва, который идет точно по проекции очищенного первого шва. Такая сварка производится в два этапа.
При работе на сварочном полуавтомате определяют рабочий режим, но для этого нужно изучить все возможные варианты доступного выбора. Показатель режима определяется, главным образом исходя из толщины свариваемого металла и его типа. Для выполнения сварки металла до 5 мм используется одинарный шов, а соединение поверхностей с толщиной от 5 и 6 мм потребуют прокладки второго шва, который идет точно по проекции очищенного первого шва. Такая сварка производится в два этапа.
Для выполнения соединения металла с помощью сварки нужно следить за расходом и поступлением газа. Напор газа не делается большим. Он только обдувает место сварки с негромким шипением, но не вылетает из горелки под давлением. Для качественной сварки принят расход газа, который определяется семью литрами за минуту. Такое потребление позволяет эффективно выполнить полуавтоматическую сварку без искривления или деформации металла. Правильный расход уменьшает зону теплового действия на рабочую поверхность, и шов получается идеальным в соответствии с требованиями. Опытный мастер самостоятельно определяет скорость работы и выбирает требуемую высоту сварного шва.
Сварка своими руками
В начале работы следует определить и подобрать силу тока, зависящую от толщины соединяемого металла. Эту работу делают с помощью таблицы, напечатанной в инструкции к агрегату. Снижение силы тока приводит к уменьшению производительности сварочного полуавтомата.
Настраивают необходимую скорость подачи проволоки к автомату, это делают подбором разного типа шестеренок, продаваемых вместе с агрегатом. Выбирают необходимую величину напряжения тока.
Для определения правильности подбора вышеуказанных параметров делают пробную сварку на участке металла с подобными характеристиками. Правильные настройки позволят автомату дать устойчивую дугу и выделить достаточное количество флюса.
Выбирают положение «вперед» на переключателе подачи проволоки и наполняют флюсом приемную воронку. Устанавливают держатель, подводя мундштук в рабочую сварочную зону. Открыть заслонку для флюса, нажать «пуск» и выполнять касательные движения к месту предполагаемого шва для зажигания дуги.
Особенности сварки алюминия
 На алюминиевой поверхности при сварке в условиях поступления кислорода обычно образовывается пленка из оксида алюминия, туго плавящаяся и имеющая плотность выше, чем само металлическое основание. Для успешной сварки алюминия кромки и место наложения шва обрабатываются химическими растворителями для удаления пленки или зачищаются абразивным механическим способом.
На алюминиевой поверхности при сварке в условиях поступления кислорода обычно образовывается пленка из оксида алюминия, туго плавящаяся и имеющая плотность выше, чем само металлическое основание. Для успешной сварки алюминия кромки и место наложения шва обрабатываются химическими растворителями для удаления пленки или зачищаются абразивным механическим способом.
Следить за качеством шва при сварке алюминия очень сложно, сильное подогревание приводит к хрупкости кромок, которые разрушаются. Проследить степень нагревания металла очень трудно, так как он не меняет цвет при подогреве. Текучесть алюминия приводит к просачиванию металла через шов, и контролировать размеры ванны затруднительно. Чтобы избежать прожогов металла, используют прокладки из керамики или другого металла для коррекции размера шва.
Алюминий и его сплавы отличаются большим коэффициентом расширения, но при этом имеют низкую упругость. Чтобы избежать деформации, детали предварительно подогревают или производят сварку с оптимальными параметрами.
В процессе остывания металла шва происходит растрескивание, вызванное деформации при остывании материала ванны. Чтобы избежать разрушительного явления, в материал шва добавляют пластификаторы, а соединения алюминия не располагают близко друг к другу.
Для алюминиевой сварки лучше использовать механизм подачи проволоки тянущего типа. Провариваемая глубина напрямую зависит от силы сварочного тока. Ширина шва не зависит от величины электрического тока. На увеличение провариваемой глубины влияет уменьшение диаметра электрода, что особенно проявляется при невысоко силе тока. При повышении величины тока зависимость от диаметра электрода проявляется не так явно. При увеличении диаметра электрода становится шире сварной шов.
Применение в быту полуавтомата для сварки очень эффективно, так как он не требует большого потребления тока, может варить все металлы без исключения и пользоваться таким агрегатом может каждый желающий научиться сварке.
Содержание
- Преимущества сварки полуавтоматом
- Выбор полуавтомата для новичка
- Выбор сварочной проволоки и ее заправка
- Выбор защитного газа и настройка подачи
- Настройка режимов работы полуавтомата
- Техника сварки полуавтоматом
- Возможные ошибки в настройке и работе полуавтомата
Преимущества сварки полуавтоматом
Сварка полуавтоматом – это разновидность электродуговой сварки. В качестве присадочного материала используется сварочная проволока, а защита зоны сварки от атмосферного воздействия происходит подачей сварочного защитного газа. Специальный подающий механизм полуавтомата автоматически подает в зону сварки сварочную проволоку, а перемещение сварочной горелки при сварке производит с необходимой скоростью сварщик.
Для обеспечения качественных параметров результата сварочных работ, необходимо выполнение несколько условий:
- Мастерство и опыт сварщика
- Качество и функциональность сварочного полуавтомата и его настройки
- Качество расходных материалов
В данной статье мы и рассмотрим все эти наиболее важные моменты, чтобы сварка полуавтоматом для начинающих стала намного понятнее.

Основные преимущества полуавтоматов по сравнению с ММА-сваркой:
- Высокое качество шва при сварке в защитных газах и отсутствие шлаковой корки
- Более высокая скорость проведения сварочных работ и производительность
- Возможность сварки изделий с малыми толщинами до 1 мм
- Благодаря высокой скорости сварки, происходит умеренное термическое воздействие на материал и меньшее коробление изделий
- Возможность проведения работ во всех пространственных положениях
- Возможность выполнения, как протяженных сварочных швов, так и прихваток
- Научиться работать сварочным полуавтоматом намного проще, чем сваркой штучными электродами, поэтому данную технологию можно рекомендовать новичку
Наряду с преимуществами имеются так же недостатки и ограничения:
- Относительная сложность настройки полуавтомата
- Оборудование имеет ограничения по мобильности
- Значительная стоимость оборудования и расходных материалов
Выбор полуавтомата для новичка
Современное предложение полуавтоматов на рынке достаточно велико и разобраться в этом разнообразии достаточно сложно. На какие характеристики стоит обратить внимание при выборе сварочного полуавтомата?
Важный совет! Выбор оборудования стоит делать из ассортимента проверенных временем брендов.
Основные характеристики, конструктивные решения и функционал сварочных полуавтоматов в порядке приоритета выбора приведены ниже:
-
Режимы сварки: однорежимный или универсальный источник
- Max сварочный ток, А
- ПВ%
- Наличие синергетического режима MIG/MAG-сварки
- Дополнительные настройки и режимы
- Двух- или четырехроликовый механизм подачи сварочной проволоки
- Сварочные аксессуары и комплектация
Если сварочный источник приобретается не только для режима MIG/MAG-сварки, но и для проварки толстых заготовок и габаритных изделий или качественной сварки нержавейки, то стоит обратить внимание на универсальные сварочные полуавтоматы. Такие источники дополнительно могут иметь еще один или два режима работы: ММА- и TIG-сварку.

Сварочный ток определяет возможности по сварке изделий различной толщины. Например, для сварки стального профиля толщиной 1…2 мм вполне достаточно аппарата с max сварочным током 160А. Если материал имеет толщину 2…4 мм, то рекомендуем выбрать аппарат с max сварочным током 200А. Аппараты с большими значения сварочного тока уже требуют подключения к промышленной сети 380В.
Для работы дома, в гараже, небольшой мастерской можно выбрать полуавтомат с ПВ40%, для интенсивной и профессиональной работы требуются источники с ПВ60% и выше.
На заметку! Для повышения ПВ% полуавтомата рекомендуется приобретать сварочный аппарат с большим запасом по сварочному току. Например, аппарат с max сварочным током 200А будет более продолжительно работать и обеспечивать ПВ% значительно выше, чем заявлено, на сварочном рабочем токе в 100А.
Настройка полуавтомата требует определенного опыта работы с этими сварочными технологиями. Как минимум, любой полуавтомат имеет две регулировки (два потенциометра):
- Настройка скорости подачи сварочной проволоки, которая напрямую связана со сварочным током. Чем больше скорость подачи, тем больше сварочный ток
- Настройка напряжения сварочной дуги
Сложность именно в том, чтобы выставить верное соотношение двух настраиваемых параметров.
Синергетический режим или синергетика – это упрощенная настройка полуавтомата, путем установки/задания определенной сварочной программы. Задавая или выбирая значения диаметра сварочной проволоки, материала и защитного газа полуавтомат автоматически подбирает параметры скорости подачи сварочной проволоки/сварочного тока, А и напряжения сварочной дуги, В.

В случае корректировки скорости подачи, в большую или меньшую сторону, сварочная программа также автоматически производит корректировку напряжения. Напряжение дуги, если это требуется, можно корректировать отдельно. Таким образом, полуавтомат с синергетическим управлением будет актуален для новичков и пользователей с небольшим опытом работы с данным оборудованием.
Помимо основных базовых настроек полуавтомата по скорости подачи проволоки/сварочного тока и напряжения, в зависимости от профессионального уровня оборудования и уровня бренда, сварочный источник может иметь или не иметь ниже перечисленные дополнительные настройки и режимы.
Проранжируем эти профессиональные настройки в зависимости от степени полезности для сварщиков:
- Переключение полярности горелки – для сварки в защитных газах или флюсовой самозащитной проволокой
- Кнопка бестоковой заправки проволоки и проверка продувки газа: для удобной и безопасной подготовки и настройки оборудования;
- Регулировка индуктивности позволяет более точно настроить «мягкую» или «жесткую» сварочную дугу, которая влияет на глубину провара и форму сварного валика;
- Выбор защитного газа (СО2 – углекислота или СО2+Ar – сварочная смесь) обеспечивает более точную и адаптивную настройку полуавтомата под сварочный процесс;
- 2/4 STEP – 2-х или 4-х тактный режим работы сварочной горелки – для удобства выполнения протяженных швов или точечной сварки;
- SPOT-режим – для выставления времени горения дуги для работы в режиме прихваток/ сварочных точек;
- Pre/Post flow – настройка подачи защитного газа по времени до начала и после завершения сварки – для улучшения защитной газовой среды;
- Soft start («мягкий» старт) – плавное нарастание скорости подачи проволоки обеспечивает удобство и качество начала сварочных работ;
- Burn back (отжиг проволоки) – предотвращает приварку проволоки к изделию или контактному наконечнику после завершения сварки;
- PULSE/ DUAL PULSE/ EASY PULSE (импульный режим/ двойной импульс/ упрощенный режим настройки импульсного режима) – режимы, которые применяются для улучшения качества сварного шва/ для уменьшения разбрызгивания металла.
Стоит отметить, что необходимо разумно и обдуманно подходить к выбору данного функционала и режимов работы полуавтомата. Во-первых, необходимо знать и уметь настраивать и работать в этих режимах, а во-вторых каждая функциональная возможность реализованная в оборудовании повышает его стоимость.
Большинство однофазных полуавтоматов оснащены двухроликовыми механизмами протяжки проволоки. Для работы проволокой 0,8…1,0 мм и горелкой длиной 3 м такой конструктив будет оптимальным. Но для работы по алюминию, большими диаметрами сварочной проволоки, 4 или 5 метровыми горелками для стабильности и равномерности подачи проволоки лучше применять полуавтоматы с четырехроликовыми механизмами подачи.

Иногда, при первой покупке и выборе сварочного аппарата при одинаковом по функционалу и характеристикам предложениях делают выбор в пользу более бюджетной модели, не обращая внимания на сварочные аксесcуары. Удобство работы полуавтоматом и качественные характеристики сварного шва во многом зависят от сварочной горелки. На какие особенности горелки стоит обратить внимание:
- Лучше, если горелка будет съемной;
- Качественный термоустойчивый пластик ручки;
- Высокие эргономические характеристики ручки и разгружающий запястье шарнир подвода шланг-пакета;
- Качественные расходные материалы (газовое сопло, контактный наконечник и адаптер) и их надежное крепление и центрирование на сварочном гусаке.
Универсальные полуавтоматы могут оснащаться электрододержателем для ММА-сварки.
Выбор сварочной проволоки и ее заправка

Сварочная проволока
по диаметру и марке подбирается в зависимости от материала и толщины свариваемых заготовок.
Проволока диаметром 0,8 мм наиболее популярна и чаще всего используется на однофазных аппаратах. Она наиболее универсальна и применима для стальных заготовок 0,8…3 мм.
В зависимости от свариваемого материала сварочная проволока подразделяется:
- Для низкоуглеродистых и низколегированных сталей;
- Для нержавеющих сталей;
- Для алюминия и алюминиевых сплавов.
Для стальных заготовок и профиля из низкоуглеродистой стали самой популярной является омедненная сварочная проволока СВ-08Г2С-О.
В полуавтоматах для сварки с защитным газом используется сплошная сварочная проволока, а для сварки без газа – самозащитная флюсовая проволока (см. рис.1.).
Важная рекомендация! При работе самозащитной флюсовой проволокой без защитных газов полуавтомат должен иметь возможность изменения подключения сварочной горелки на прямую полярность (горелка на «-», а зажим заземления на «+»).
Стоит предупредить всех, кого интересует сварка полуавтоматом для начинающих, что при работе флюсовой самозащитной проволокой есть свои плюсы и минусы.
Рисунок 1. Флюсовая сварочная проволока

Преимущества флюсовой самозащитной проволоки:
- Отсутствие громоздких баллонов с защитным газом, что повышает мобильность;
- Возможность сварки на улице и сквозняках.
Ограничения применения флюсовой самозащитной проволоки:
- Высокая стоимость;
- Низкое качество сварного шва (рекомендована для неответственных конструкций);
- Необходимость отделять шлаковую корочку.
Поставляется сварочная проволока в различных бухтах:
- D 100 мм (~ 1 кг);
- D 200 мм (~ 5 кг);
- D 300 мм (~ 15 кг).
Как правило, катушки диаметрами D 100 мм и D 200 мм применяются на однофазных аппаратах, а D 300 мм – на трехфазных.

Заправка сварочной проволоки осуществляется в соответствии с рекомендациями, изложенными в инструкции по эксплуатации:
1. Подключить съемную горелку на полуавтомат
2. Снять газовое сопло и контактный наконечник
3. Установить катушку на кронштейн и создать условие затяжкой резьбы, чтобы она свободно не раскручивалась
4. Канавки на подающем ролике должны соответствовать диаметру устанавливаемой сварочной проволоки
5. Обеспечить заправку сварочной проволоки в подающий механизм с минимальным перегибом и необходимым прижатием (указывается либо в инструкции по эксплуатации, либо на механизме затяжки)

6. Используя кнопку бестоковой заправки, обеспечить протяжку проволоки и выхода ее из адаптера на гусаке
Важное замечание! Не использовать для протяжки проволоки кнопку управления на горелке!
7. прикрутить контактный наконечник и установить газовое сопло.
Важное замечание! Контактный наконечник должен соответствовать диаметру устанавливаемой проволоки! Например, если диаметр сварочной проволоки 0,8 мм, то и контактный наконечник должен быть с отверстием диаметром 0,8 мм!
Выбор защитного газа и настройка подачи
При работе полуавтомата сплошной сварочной проволокой применяется защитный газ. Защитный газ под давлением по шланг-пакету через сопло подается в зону сварки для предотвращения окисления расплавленного металла и стабилизации процесса горения дуги.
Защитные сварочные газы подразделяются на следующие виды:
- Активные;
Инертные;
Смеси активных и инертных газов в разных соотношениях.
В качестве активных защитных газов применяют углекислоту. Это наиболее дешевый вариант и в основном применим для сварки тонких изделий и различного профиля из низкоуглеродистой стали или, как ее называют «черного» металла. Наиболее распространенная проблема при интенсивной работе связана с тем, что углекислота замерзает и необходимо применять газовый редуктор с подогревом.
В основном инертные газы (аргон чаще всего) применяют для сварки алюминия и MIG-пайки.
Для улучшения технологических свойств защитной среды, уменьшению разбрызгивания, лучшего формирования сварного шва применяют смеси активного и инертного газа в определенной пропорции (Аr + СO2). Для сварки низкоуглеродистой и низколегированной сталей применяют следующие смеси: 80% Аr + 20% СO2 или 78% Аr + 22% СO2 . Для сварки высоколегированных и нержавеющих сталей могут применяться специализированные сварочные смеси: 90% Аr + 2% СO2 или 92% Аr + 8% СO2 .
Рекомендация! Для получения качественных сварных швов рекомендуется работать со сварочными защитными смесями. Как правило, сварочные защитные активные газы и смеси приобретаются готовыми в баллонах в специализированных организациях. Баллоны для сварочных смесей можно приобрести разного объема: 5, 10, 40 или 50 л.
Для подключения баллона со сварочным защитным газом к полуавтомату потребуется редуктор для защитных газов. Расход газа при работе однофазным полуавтоматом сварочной проволокой диаметром 0,8 мм и сварочном токе 100А выставляют порядка 8…12 л/мин. Меньший выставленный расход приведет к ухудшению защитных свойств газовой среды, а больший — к неоправданному повышенному расходу газа и возможному «подсосу» воздуха в зону сварки и окислению сварного шва.
Рекомендация! Для выставления необходимого расхода газа на редукторе, необходимо воспользоваться кнопкой продувки газа на панели управления.
Настройка режимов работы полуавтомата
Как мы уже разбирали, настройка полуавтомата достаточно сложный процесс, который требует практического опыта работы с данными технологиями и оборудованием. Необходимо учесть большое количество факторов, такие как толщина и материал заготовок, вид сварного соединения, диаметр сварочной проволоки, защитный газ, пространственное положение сварного шва, температура окружающей среды и т.д..

Настройка полуавтомата начинается с выбора режима по скорости подачи сварочной проволоки и сварочному току. Это две взаимозависимые величины: чем выше скорость подачи, тем больше сварочный ток. Для начала настройки можно обратиться к общим рекомендациям (см. табл. 1.) и затем более точно откорректировать программу сварки.
Таблица 1. Ориентировочные режимы сварки для углеродистых сталей
|
Диаметр сварочной проволоки, мм |
Сварочный ток, А |
Напряжение дуги, В |
|
0,8 |
60…150 |
18…21 |
Определить несоответствие скорости подачи проволоки/сварочного тока достаточно просто. Если скорость слишком высокая, то сварочный валик будет слишком высокий, со значительным наплавлением, а также возможны сдвиги металла на сварном шве. Если скорость слишком низкая, то сварной шов теряет правильную форму, становится прерывистый, «проседает» и появляются волнистые углубления.
Скорость подачи должна быть такой, чтобы сварщик мог полностью контролировать процесс плавления металла в сварочной ванне.
Настройка напряжения дуги влияет на процесс нагрева и расплавления металла. Для больших толщин изделий выставляют большее значение напряжения дуги. О верном соответствии установленного напряжения можно судить по проплавлению металла и ширине дорожки цветов побежалости около сварного шва. Если металл прожигается насквозь и дорожка цветов побежалости значительно превышает ширину сварного шва, то необходимо уменьшить значение установленного напряжения.
Индуктивность сварочной дуги – это настройка, которая все чаще появляется в современных инверторных полуавтоматах и позволяет более тонко настроить сварочные параметры под конкретный сварочный процесс. Настройка индуктивности корректирует «жесткость» сварочной дуги. При минимальной индуктивности снижается температура дуги и глубина проплавления металла, шов получается более выпуклый. Для более глубокого проплавление выставляют большее значение индуктивности, дуга становится «жесткой».
Отличным решением для новичка будут полуавтоматы с режимом синергетики, который обеспечит качественную настройку параметров даже при минимальном опыте сварщика.
Рекомендация! Для получения навыка работы и настройки сварочных параметров полуавтомата рекомендуется потренироваться на стальной пластине формированию валиков сварного шва. Изменение основных параметров при настройке наглядно будет отражаться на форме сварного шва.
Техника сварки полуавтоматом

Конечно, навык работы полуавтоматом придет со временем и опытом. Однако общие рекомендации новичкам такие:
- Расстояние от сопла до изделия должно быть 8…12 мм
- Вести горелку необходимо углом вперед 45…60° (от себя)
Рекомендация! Для получения качественного сварного шва кромки изделия должны быть очищены от краски, загрязнений и обезжирены. Перед началом работы обработать внутреннюю поверхность газового сопла антипригарным спреем, для предотвращения налипания/легкой очистки от сварочных брызг.
Возможные ошибки в настройке и работе полуавтомата
Громкий «треск» при сварке может указывать на слишком малую скорость подачи сварочной проволки, также можно уменьшить выставленное значение регулировки индуктивности.
Сильное разбрызгивание металла может быть вызвано недостаточной газовой защитой. Также можно уменьшить значение настройки индуктивности. Применение качественной сварочной защитной смеси также снижает разбрызгивание металла.
Прожиги металла и непровары сварного шва можно устранить настройкой напряжения, а также регулировкой индуктивности.
Равномерность по ширине и высоте сварного шва связаны с корректной настройкой скорости подачи сварочной проволоки и техникой выполнения работ непосредственно сварщика.
Надеемся, что теперь сварка полуавтоматом для начинающих перестала быть чем-то из ряда вон выходящим. Пользуйтесь рекомендациями данной статьи, чтобы не допускать ошибок при использовании сварочного полуавтомата.
Правильная настройка и сварка полуавтоматом
Советы начинающим сварщикам по настройке и использованию полуавтомата. Уроки и видео, как правильно варить в углекислотной среде и без газа. Узнайте главные правила и тонкости, а так же, как избежать дефектов шва.

Сварка полуавтоматом позволяет повысить производительность труда и получить качественное соединение металлических частей конструкции или изделия. Научиться варить металлы на аппаратах не так сложно, если знать принцип работы конкретного полуавтомата, нюансы подбора расходных материалов, режимов и технологию ведения сварочного процесса. Источники питания полуавтоматического типа используют на предприятиях, в мастерских, СТО и дома при выполнении соединения своими руками. В процессе обучения сварщика в специализированных заведениях уроки получения необходимых навыков проводят опытные мастера, но можно и самостоятельно варить полуавтоматом с защитой зоны расплавленного металла и без углекислоты. Главное – правильно настроить величину сварочного тока и умело осуществлять манипулирование горелкой.

Оглавление
- 1 Основные правила при проведении сварки полуавтоматом
- 2 Подготовка полуавтомата, проволоки и газа
- 3 Возможные регулировки в процессе сварки
- 4 Сварка при помощи проволоки
- 5 Возможные дефекты шва при сварке полуавтоматом и как их не допустить
Основные правила при проведении сварки полуавтоматом
Как правильно варить полуавтоматом? Этот вопрос волнует новичков, особенно тех, кто решил технологию ведения процесса освоить самостоятельно. Вначале необходимо разобраться с видами полуавтоматов: какие они бывают и чем отличаются друг от друга. От этого зависят выбор расходных материалов и технология ведения процесса.
Различают аппараты по таким признакам:
- тип исполнения (переносной, передвижной, стационарный);
- назначение (бытовые, полу— и профессиональные);
- напряжение питания (220, 380 В);
- способ защиты дуги (без защиты, в защитных газах инертных и активных, под слоем флюса, комбинированного типа);
- способ охлаждения горелки (естественное, искусственное);
- тип проволоки (сплошная стальная, алюминиевая, включая проволоку из сплавов, порошковая, комбинация указанных видов);
- способ регулирования скорости подачи проволоки (ступенчатый, плавный, плавно-ступенчатый);
- способ подачи проволоки (толкающий, тянущий и комбинированный – сочетание указанных двух видов);
- место установки аппаратуры управления (отдельно стоящая, встроенная).
Основные аспекты ведения технологии сварки зависят от модели конкретного аппарата, которые производят компании в разных странах мира. Во всех моделях механизируется подача электродной проволоки, перемещение и манипулирование горелкой осуществляется самим сварщиком. Проволока Ø от 0,6 до 2,5 мм подается по специальному кабелю, который называют гибким шланговым. В конструкции аппаратов присутствуют такие узлы:
- механизм подающий;
- провод шланговый;
- горелка.
Механизм подающий состоит из электрического двигателя и редуктора. Его назначение – осуществлять вращение роликов, настраивать скорость подачи проволоки и проталкивать ее по кабелю. Он может быть с одной или двумя парами роликов. Скорость подачи может изменяться плавно или ступенчато в зависимости от конструктивных особенностей подающего механизма. Выпускают аппараты с механизмами закрытого или открытого типа, включая открытый на тележке. Различаются они весом устанавливаемой кассеты (1,5; 2; 3,5; 4; 5; 12,5; 15; 20,0 или 50 кг).
Провод шланговый подводит ток к держателю или горелке и проводу, идущему к цепи управления. Его длина может быть 1,5; 2,5 и 3,0 м. При сварке в защитных газах предусматривается канал или устройство для его подвода.
Горелка – рабочий инструмент сварщика. С ее помощью подводится и настраивается сварочный ток, а также флюс и защитный газ, если соединение ведется с такой защитой.
Производители полуавтоматов делают все, чтобы облегчить процесс соединения, сделать его более производительным и качественным, варить без особых усилий. Режим работы зависит от правильного подбора расходных материалов. Они напрямую связаны с маркой свариваемого металла и его толщиной. Ориентировочно параметры скорости подачи проволоки и зависимость величины тока от вида проволоки указаны в таблице.
| Вид проволоки | Диаметр проволоки, мм | Скорость подачи проволоки, м/ч | Ток сварочный, А |
|---|---|---|---|
| Стальная | 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5 | 120 ÷ 720 | 60 ÷ 630 |
| Алюминиевая | 0,8; 1,0; 1.2, 1,6 | 120 ÷ 960 | 60 ÷ 315 |
| Порошковая | 0,8; 0,9; 1,0; 1.2, 1,6; 2,0 | 120 ÷ 720 | 120 ÷ 630 |
Варить в защитных газах нужно, предварительно укомплектовав рабочее место необходимым оборудованием. Там должен находиться баллон с редуктором, аппаратура для измерения расхода газа и его регулирования, подогреватель газа при соединении с применением баллона с углекислотой.
Подготовка полуавтомата, проволоки и газа
Полуавтомат должен быть настроен с учетом двух факторов: марки металла и его толщины. От этого будет зависеть выбор диаметра проволоки, расход газа при сварке в защитном газе и расход флюса при соединении под его слоем. Нормы расхода указаны на шильдике и в технической документации к аппарату. Проволока на кассете должна быть чистой, без налета ржавчины и следов влаги. Ее необходимо правильно установить в механизм подачи. Нужно проследить за величиной вылета проволоки. Как это правильно это сделать, указано в инструкции по эксплуатации конкретной модели аппарата. Установив кассету с необходимым диаметром и подготовив кромки заготовок в зависимости от толщины и загрязненности, поступают следующим образом:
- включают подачу газа, если установлен баллон высокого давления;
- возбуждают дугу, коснувшись проволокой заготовки;
- нажимают на кнопку, с помощью которой осуществляется подача проволоки.
Необходимо соблюдать такие правила:
- варить так, чтобы видеть сварочную ванну, т. е. держать проволоку, а значит и горелку, прямо или под небольшим углом наклона;
- соблюдать одинаковый зазор между деталями (при толщине деталей 1 см он должен составлять не менее 1 мм, далее его рассчитывают исходя из толщины свариваемого металла – 10% от толщины);
- при необходимости вести соединение на подкладке ее размещают плотно к деталям снизу.
Внимание! Настройка сварочного полуавтомата зависит от модели аппарата и должна соответствовать толщине изделия и марке металла. Поэтому необходимо прочитать указания производителя, которые он описывает в сопроводительных документах, и только после этого варить.
Возможные регулировки в процессе сварки
Чтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Более подробно о регулировке на видео:
Сварка при помощи проволоки
Этот вид соединения частей полуавтоматом осуществляется с помощью порошковой проволоки, у которой в конструкции имеется специальная шихта. Она еще называется самозащитной, т. к. ограждает металл расплавленного шва в процессе соединения частей от вредных компонентов, находящихся в воздухе. Варить полуавтоматом без газа можно при выполнении монтажных и строительных работ по месту их проведения. Используют в гаражах при ремонте кузова автомобиля и других домашних работах, связанных с соединением или наплавлением. Варить можно металлические заготовки толщиной 0,5÷10 мм.
Общий вид полуавтомата для сварки порошковой проволокой и внешний вид качественно выполненного соединения показаны на рис. 2:

ПОСМОТРЕТЬ Сварочный полуавтомат на AliExpress →
Нюансы сварки самозащитной проволокой на видео:
Характерные неполадки указаны в таблице:
| Вид неисправности | Причина или причины возникновения | Способ или способы устранения |
|---|---|---|
| Невозможно зажечь дугу | Отсутствует контакт в цепи | Необходимо проверить: — контакты (зачистить их и подтянуть); — конец проволоки (очистить от корочки флюса – сбить или откусить небольшой кусок кусачками) |
| Дуга в процессе соединения обрывается | Большой сварочный ток | Уменьшить |
| Скорость подачи проволоки мала | Увеличить | |
| Не поступает в канал электродная проволока | Отсутствует контакт в кнопке пуска | Зачистить |
| Перегорели предохранители | Променять на новые | |
| Обрыв фазы в цепи электродвигателя | Устранить обрыв, отключив управление от сети | |
| Проволока прилипает к металлу свариваемых частей | Сила тока мала | Увеличить |
| Скорость подачи проволоки завышена | Уменьшить | |
| Проволока подается рывками или с непостоянной скоростью | Слабый зажим верхними прижимными роликами | Изменить усилие пружин |
| Износ поверхности ведущих роликов | Заменить на новые | |
| Заедание в наконечнике сварочной головки | Прочистить или заменить в случае износа или подгорания | |
| Изгибы сварочного кабеля | Выровнять | |
| Происходит быстрый износ подающих роликов | Высокое усилие нажатия прижимных роликов | Ослабить |
| Корпус горелки под напряжением | Пробита изоляция между контактным наконечником и корпусом горелки | Восстановить изоляцию |
| Между корпусом и наконечником имеется посторонний металлический предмет | Удалить | |
| Возникают поры в шве при сварке в защитных газах | Нарушена газовая защита | Проверить: — качество газа; — напряжение на дуге; — соответствие марки проволоки металлу, подлежащему соединению |
| Газ не поступает в зону с варки | Неполадки со шланговым кабелем (пережат или оборван) | Устранить причину |
| Не сработал отсекатель газа | Проверить питание катушки электромагнита | |
| Отверстие редуктора закупорилось | Редуктор необходимо отогреть | |
| Закрыто выходное отверстие сопла брызгами металла | Удалить брызги или заменить сопло | |
| Флюс не поступает в сварочную горелку | Давление сжатого воздуха низкое | Увеличить |
| Засорился инжектор или флюсовая трубка | Прочистить, при необходимости, просушить флюс |
Возможные дефекты шва при сварке полуавтоматом и как их не допустить

ПОСМОТРЕТЬ Сварочный аппарат на AliExpress →
Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
Чаще всего дефекты возникают в случае, если варит человек, у которого отсутствуют навыки ведения сварочного процесса. Поделитесь своим опытом сварки полуавтоматом в комментариях к статье.
Автор статьи
Специалиста сварочного производства 4-го уровня. Эксперт сайта WikiMetall.ru
Поиск записей с помощью фильтра:
Как правильно сварить полуавтоматом с углекислотой?
Опубликовано: 15.04.2017
Сварка в среде нейтрального газа является надёжным и прочным соединением заготовок в одно целое. Стоимость углекислоты по отношению к аргону и гелию значительно ниже и это улучшает соотношение цены и качества работы. Необходимо знать, как правильно варить полуавтоматом с углекислотой, добиваясь при этом хорошего качества шва. Можно варить, используя смеси газов, когда необходимо повышенное качество, а можно обучиться сварке в углекислотной среде с использованием полуавтомата и регулируемой подачи сварочной проволоки. Мы расскажем подробно об этом процессе, позволяющем сэкономить немалые средства и добиться необходимого результата.
Способы сварки в защитной среде
Сварка с регулируемой полуавтоматической подачей проволоки в среду воздействия дуги короткого замыкания, может происходить в активном газовом составе или же в инертном, препятствующем окислению в зоне соединения заготовок. Углекислый газ изолирует сварной шов от воздействия кислорода и придаёт эластичность и прочность месту стыка деталей.
Использование полуавтоматических инверторов придало новый качественный уровень процессу соединения заготовок и большие возможности ремонта дефектных узлов и деталей. Это особенно важно при сварке различных сплавов алюминия, титана и нержавеющих и легированных сталей.
Итак, как варить полуавтоматом и какие методы при этом используются в наше время? Наиболее популярными способами соединения металлов в инертной газовой среде являются схемы с использованием защитной оболочки, которая препятствует окислению, свариваемых металлов или сплавов.
В настоящее время используются наиболее активно следующие способы:
- соединение металлов и сплавов методом TIG с применением чрезвычайно тугоплавкого вольфрамового электрода в среде инертного газа и ручной подачей необходимой присадочной проволоки в сварочную ванночку;
- метод MIG/MAG, позволяющий осуществлять полуавтоматическую, регулируемую подачу сварочной проволоки в зону дуги короткого замыкания под действием защитного газа.

Нужно отметить, что метод TIG более дешёвый, но менее технологичный, поскольку при нём необходима ручная подача сварочной проволоки в ванночку тогда, как при способе MIG/MAG подразумевается полуавтоматический процесс. Инверторы MIG/MAG позволяют сваривать огромное количество материалов с помощью устройства автоматической, регулируемой подачи сварочной проволоки различного состава в зону действия дуги короткого замыкания. Этот процесс происходит с помощью протяжки проволоки со встроенного барабана через еврорукав и горелку непосредственно в зону сварки.
Эта совершенная схема позволяет задействовать электрическую цепь задержки подачи импульсного тока на проволоку, являющуюся электродом, после подачи защитного газа. Горелка снабжается насадками, которые позволяют подавать проволоку разного диаметра в зону воздействия сварочного тока с необходимой скоростью.
Важно отметить, что состав и диаметр сварочной проволоки завит от толщины и состава заготовок и подбирается индивидуально для каждого процесса.
Преимущества и недостатки сварки в углекислотной среде
У сварки этим методом, как и всяким другим, есть свои преимущества и недостатки, которые облегчают выбор в пользу наилучшего варианта по цене и качеству работы. Чтобы понять, как правильно варить полуавтоматом с углекислотой, необходимо оценить перспективы использования именно этого метода, заключающиеся в следующем:
- стоимость углекислоты ниже стоимости аргона или смеси инертных газов;
- качество сварки сравнимо с использованием инертных газов;
- производительность и узкая зона температурного воздействия позволяет сваривать тонкий листовой металл и всевозможные сплавы;
- примеси приводят к образованию шлака, который легко удаляется после застывания шва.
- отсутствие чувствительности ко многим загрязнениям заготовок;
- высокая чистота углекислого газа до 99%, что обеспечивает высокое качество сварочного шва;
- подача проволоки необходимого для сварки состава в зону плавления с регулируемой скоростью;
- после очистки от шлака имеется возможность повторного прохождения шва с целью увеличения его прочностных характеристик.
Как и у каждого метода, у углекислотной сварки имеются и некоторые недостатки, прежде всего связанные с химическим составом среды, в которой происходит соединение металлов, они заключаются в следующем:
- углекислотная сварка уступает по качеству работе в среде инертных газов;
- шов получается более пористым и требует дополнительной очистки;
- подача газа требует экспериментальной настройки;
- выбор проволоки корректируется к условиям сварки в углекислоте.
Химический состав проволоки зависит от реакций, происходящих в зоне горения дуги короткого замыкания, и требует особо тщательного согласования состава свариваемых заготовок с составом присадочного материала. Но недостатки носят временный характер и обусловлены привыканием к неоднозначному процессу. В целом подбор проволоки типа СВ-08 ГС или же СВ-08ХГСМФ полностью решает проблему свариваемости заготовок. В дальнейшем процесс зависит от скорости сварки, величины тока и согласования состава деталей и проволоки, подаваемой в зону плавления металла. А это приходит только с опытом и обучением, как и подбор вылета проволоки в сварочную ванночку.
Крайне важен квалифицированный подбор состава проволоки при сварке в углекислоте, поскольку физико-химический процесс термического воздействия на шов, сильно влияет на качество соединения металлов и сплавов.

Порядок действия и технология работ при сварке углекислотой
Необходимость подготовки заготовок заключается в зачистке будущего шва от оксидной плёнки, загрязнений и формирования краёв для наилучшего соединения деталей. Практически толщина металла также влияет на выбор особого режима сварки, например, при толщине металла в 1,5−2 мм диаметр сварочной проволоки подбирается в диапазоне от 0,8 до 1,2 мм.
При толщине деталей от 3 до 8 мм, диаметр проволоки равен от 1,2 до 1,6 мм, а сварочный ток колеблется от 90 А до 250 А. Напряжение сварочной дуги меняется от 18 до 30 В, а скорость подачи проволоки зависит от качественного процесса сварки и колеблется от 150 м/час до 500 м/час.
Весь процесс крайне индивидуален и настраивается экспериментально вплоть до расхода газа и вылета проволоки в зоне действия углекислоты. Важно соблюдать следующие принципы:
- обеспечить правильный подбор силы тока для сварки в углекислотной среде;
- выставить скорость подачи соответствующей проволоки в зону сварочной ванночки;
- обеспечить подготовку заготовок для наилучшего сочленения в зоне шва;
- выставить оптимальную подачу газа в зону сварочной дуги короткого замыкания;
- проверить герметичность соединений во избежание утечки углекислоты.
После проведения этих процедур необходимо опробовать качество и скорость сварки на пробных деталях, и отредактировать параметры действия схемы сварочного процесса. При большой толщине заготовок первый шов необходимо вести с малым током, а при повторном прохождении увеличивать силу тока пропорционально скорости движения горелки.
Провар вертикального шва должен проходить снизу вверх для обеспечения последовательного затвердения нижней части соединения металла, при этом расход углекислого газа следует немного увеличить. Расход газа может колебаться в зависимости от условий процесса от 5 л/мин до 20 л/мин. Последовательность проходящего движения руки сварщика при полуавтоматическом процессе в ореоле углекислого газа должна напоминать нанесение чешуек расплавленного металла на поверхность шва.
Очень важно, особенно в труднодоступных условиях соблюдать правила техники безопасности и пользоваться защитными средствами и сварочной маской, а также соблюдать осторожность при использовании углекислого газа.
Итог
Подводя итоги, нужно сказать, что сварка полуавтоматом в среде углекислого газа является практически полноценной заменой инертным газовым средам, но при этом обходится значительно дешевле. Практическое применение этой схемы работы вынуждает более внимательно относиться к технологическому процессу сварки деталей и узлов, которое мало отличается от сварки в среде аргона или гелия. Мы постарались максимально подробно рассказать об этом виде деятельности.
Технология сварки полуавтоматом для новичков: первый опыт
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Содержание
- Сварочный полуавтомат: принцип работы
- Сварка полуавтоматом: первый опыт
- Баллон с редуктором
- Защитная маска
- Технология сварки
- Сварка алюминия
- Заключение
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.
Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.
Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Видео-инструкция: настройка.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.
Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.
Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.
Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.