Вырубной пресс
ML-750

Инструкция по эксплуатации
Содержание
1. Общие сведения
2. Основные технические
параметры
3. Общая конструкция
3.1 Привод (смотрите Рис.1 и Рис.2)
3.2 Корпус и подвижная плита (смотрите Рис.1 и Рис.2)
3.3 Магнитная муфта
3.4 Устройство обеспечения защиты
4. Установка
5. Эксплуатация вырубного пресса
5.1 Пульты управления
5.2 Работа и электронное управление (смотрите
электрическую схему)
5.3 Работа в режиме холостого хода
5.4 Ручная проверка работоспособности
5.5 Установка штанц-формы
6. Регулировка
6.1 Регулировка зазора между плитами (давления)
6.2 Регулировка муфты
7. Система смазки
8. Техническое обслуживание
9. Общие неисправности и их
устранение
10. Схема электрическая
принципиальная
1.
Общие сведения о вырубном прессе
Вырубной пресс ML 750
принадлежит к серии ML – вырубной
пресс, конструкция которых практически одинаковая за исключением размера стола.
Эта вырубной пресс была специально разработана для вырубных
работ по различным видам картона, кож, пластика и т.д. Главным образом вырубной
пресс используют для операций вырубки и биговки картонных изделий, а также для
создания неглубоких объемных выпуклостей (холодное конгревное тиснение)
Серия машин ML 750 имеет стол большого
размера, высокое рабочее давление, стабильна и легка в эксплуатации, быстрый и
чувствительный тормоз.
Допускается эксплуатация вырубного пресса не более 8 часов
в сутки.
2. Основные
технические параметры вырубного пресса
|
№ |
Описание |
Значение |
|
1 |
Внутренний размер |
750мм x 520 |
|
2 |
Производительность, |
1500 |
|
3 |
Максимальная длина |
18 |
|
4 |
Режимы работы |
1. Непрерывный 2. Непрерывный с паузой |
|
5 |
Подача бумаги |
Ручная |
|
6 |
Диапазон регулировки |
10 |
|
7 |
Диапазон регулировки |
0…9,99 |
|
8 |
Двигатель |
2.2 КВт, 940 об/мин., 380В/3 фазы, 50ГЦ |
|
9 |
Габариты (ДxШxВ), |
1360 x 1400 x 1280 |
|
10 |
Вес, кг |
1900 |
3. Общая
конструкция вырубного пресса
3.1 Привод (смотрите Рис.1 и Рис.2)
Вырубной пресс приводится в движение с помощью двигателя
(32). Двигатель приводит в движение маховик (38), который может набирать и
сохранять большую кинетическую энергию, благодаря чему происходит экономия
энергии движения. Передача вращения осуществляется ременной передачей (42). В
процессе работы под действием электромагнитной муфты фрикционный диск (39)
начинает вращаться от маховика и приводит в движение ведущий вал (50). Затем
приводится в движение большая шестерня (46). Эксцентрично расположенная на большой
шестерне (46) ось (43) соединительной тягой (шатуном) (23) приводит в возвратно-поступательное
движение подвижную плиту (8). Защитой от интенсивного износа поверхности оси
является втулка задняя (44).
3.2 Корпус и подвижная плита (смотрите Рис.1 и
Рис.2)
Корпус вырубного пресса (1) является её основной
опорой. При открытии плит рабочая поверхность наклонена под углом 15° к
горизонту. Дуговая опора (7) подвижной плиты, «серьга» (3), соединенная с
подвижной плитой и опирающаяся на подшипник (37) – вместе эти элементы позволяют
столу совершать поворот подвижной плиты по заданной траектории.
При закрытии стола направляющий блок (6) касается
направляющей (5) по горизонтали и поддерживает подвижную плиту. Рабочие
плоскости при этом параллельны. Верхний и нижний «сухари» (34) охватывают
направляющую, а «серьга» позволяет столу перемещаться в горизонтальном
направлении, находясь в вертикальном положении. Таким образом, последние
сантиметры рабочего хода подвижная плита проходит в состоянии, при котором она параллельна
неподвижной плите, что позволяет производить более качественный рез (в особенности
избежать «смазывания» уголков).
3.3 Магнитная муфта
С правой стороны станины находится опорная рама маховика. Магнитный сердечник и обмотка электромагнитной муфты расположены на маховике
и вращаются вместе с ним. Электромагнит преодолевает сопротивление пружины и притягивает
фрикционный диск к муфте. Фрикционный диск приводится в движение и вращает ведущий
вал. При отключении электромагнита разжимная пружина прижимает фрикционный диск
к тормозному диску, после этого вырубной пресс останавливается.
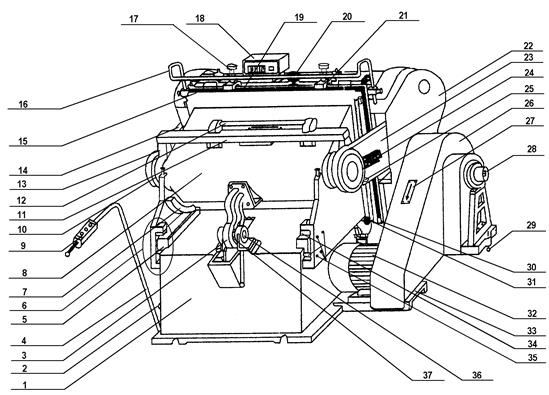
Рис. 1 Общая конструкция вырубного пресса
1. Корпус вырубного пресса.
2. Переключатель защитного рычага. 3. Направляющая подвижной плиты («серьга»). 4.
Ручка с пультом. 5. Направляющая. 6. Направляющий блок (подробнее см. рис. 6а,
стр.9). 7. Дуговая опора. 8. Подвижная плита. 9. Пульт рабочего цикла. 10. Бамперный
блок. 11. Поперечина. 12. Ручка холостого хода. 13. Эксцентриковая втулка. 14.
Левая соединительная тяга. 15. Нажимная защитная планка. 16. Защитная рама.
17. Ручка фиксации заключной рамки. 18. Пульт управления. 19. Заключная рамка (опционально
– заключное устройство). 20. Рым-болт. 21. Фиксатор заключной рамки. 22. Кожух
шестерни. 23. Правая соединительная тяга. 24. Фиксатор. 25. Регулировочный
винт. 26. Кожух маховика. 27. Указатель направления. 28. Ведущий вал (с квадратом
для вращения ручкой). 29. Опорный винт. 30. Упор для рамы. 31. Ролик для
установки заключной рамы. 32. Двигатель. 33. Платформа двигателя. 34. Верхний и
нижний «сухари». 35. Фиксирующие винты. 36. Эксцентриковый вал. 37. Подшипники.
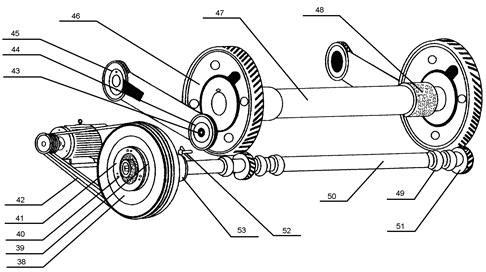
Рис. 2. Привод (вид сзади)
38. Маховик. 39.
Фрикционный диск. 40. Регулировочные винты. 41. Тормозной диск. 42. Ременная
передача. 43. Ось. 44. Втулка задняя. 45. Передний зубчатый эксцентрик. 46. Большая
шестерня. 47. Главный вал. 48. Подшипник главного вала. 49. Подшипник ведущего вала.
50. Ведущий вал. 51. Шестерня. 52. Токосъемная щётка. 53. Токосъемное кольцо.
3.4 Устройство обеспечения защиты
1) Защитная рама
Защитная рама (16), установленная над корпусом вырубного
пресса, позволяет незамедлительно останавливать подвижный стол с помощью срабатывания
концевых выключателей защиты SQ2 и SQ3.
2) Нажимная защитная планка
Нажимная защитная планка (14) установлена у верхней кромки
подвижной плиты; нажмите на неё, это приведёт к срабатыванию концевых
выключателей SQ4 и SQ5, в результате чего произойдёт немедленная остановка
подвижной плиты.
3) Защитный рычаг
Ручка с пультом (4) расположена с левой стороны
подвижной плиты; нажмите её вниз (концевой выключатель SQ6 (2),
расположенный снизу ручки, активизируется) – подвижная плита сразу остановится.
4. Установка
Первоначально вырубной пресс упакован в коробку. При
транспортировке и распаковке старайтесь избегать ударов и рывков, чтобы
избежать проблем с последующей работой вырубного пресса. Если необходимо переместить
вырубной пресс, то переносите её, используя специальный рым-болт (20) на
корпусе вырубного пресса. Перемешайте вырубной пресс только в горизонтальном
положении.
Вырубной пресс должна устанавливаться на твёрдую и
ровную горизонтальную поверхность.
Данная вырубной пресс работает от трёхфазной сети
переменного тока, в связи с этим рядом с машиной должен располагаться рубильник
и предохранитель для её остановки и проведения технического обслуживания.
Установите в крепёжные отверстия специальные болты, а
опорный болт (29) на кронштейне маховика аккуратно затяните, не туго, чтобы
избежать смещения вала. Избегайте поднятия или провисания кронштейна маховика
для предотвращения изгиба и поломки ведущего вала.
Вырубной пресс следует заземлить, сопротивление заземления
– менее 10 Ом.
После установки сначала проверьте затяжку всех винтов
и залейте достаточно масла в масляную систему. Только после этого можете произвести
контрольный запуск вырубного пресса.
Подключите вырубной пресс к трёхфазной сети, проверьте
направление вращения двигателя на соответствие его работы указателю направления
(27), в противном случае, следует изменить подключение фаз.
Дайте машине поработать без нагрузки в течение
нескольких минут, убедитесь, что вырубной пресс работает правильно и не издаёт
посторонних шумов. Проверьте все устройства защиты на предмет их
чувствительности и надёжной работы.
5. Эксплуатация
вырубного пресса
5.1 Пульты управления
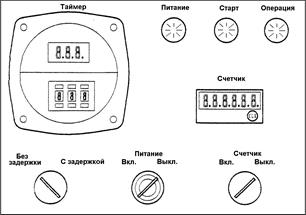

Рис.3
Пульт управления машиной Рис.4 Пульт рабочего цикла
Таймер
служит для выставления времени задержки при работе в цикле – время, на которое вырубной
пресс останавливается в открытом состоянии. Счётчик фиксирует количество отработанных
циклов.
Пульт
рабочего цикла для управления рабочими операциями.
5.2 Работа и электронное управление (смотрите
электрическую схему)
При подаче электропитания загорается красная
индикаторная лампочка (HL1), это означает, что вырубной пресс готова к работе.
Нажмите “Старт” (SB3 или SB4),
включается и замыкается пускатель двигателя (КМ1), запускается двигатель, вращается
маховик, загорается зелёная индикаторная лампочка (HL2), которая
показывает, что двигатель начал работать.
Если двигатель работает, нажмите “Пуск” (SB5 или
SB6), включается и замыкается реле управления (КА) и пускатель
муфты (КМ2). Загорается жёлтая индикаторная лампочка (HL3), которая
показывает включение электромагнитной муфты; происходит движение подвижной плиты.
Любое действие концевых выключателей защиты (SQ2-SQ6) приводит
к разрыву цепи пускателя муфты (КМ2), что вызовет останов подвижной плиты в
любом ее положении.
Нажмите “Стоп” (SB1 или SB2),
двигатель остановится.
При открытии и закрытии плиты активизируется концевик
счетчика (SQ8), что вызывает увеличение показаний счётчика.
Выключите переключатель счётчика (SA3), чтобы заблокировать его. Кнопку
на счётчике сбросит его на ноль.
5.3 Работа в режиме холостого хода
Ручка холостого хода (ручка сброса давления) (12)
крепится к поперечине (11), которая соединяет две эксцентриковые втулки (13) с
обеих сторон подвижного стола. Потяните за ручку холостого хода, поперечина
повернет эксцентриковые втулки, и расстояние между плитами увеличится. Во время
работы, при обнаружении неправильного положения бумаги, потяните за ручку
холостого хода, чтобы избежать рабочего удара плиты и лишнего расхода бумаги.
На холостом ходу счетчик не работает.
5.4 Ручная проверка работоспособности
При заклинивании плиты или при необходимости
регулировки зазоров между плитами можете воспользоваться специальной ручкой для
перемещения подвижной плиты. Сзади вырубного пресса на коробке электронного
управления находится переключатель (SВ1), который обычно стоит в
положении “WORK”; поверните его в положение “Debug” (TEST).
В это время происходит размыкание пускателя двигателя (КМ1), а пускатель
электромагнитной муфты (KM2) автоматически замыкается и растормаживает муфту.
Поверните ручку для осуществления пробной работы вырубного пресса.
Внимание! До
начала тестирования маховик должен быть полностью остановлен. Не насаживайте
ручку на квадрат вала до полной остановки маховика во избежание случайного
повреждения вследствие инерции маховика.
Любая проверка работоспособности должна выполняться после
включения электромагнитной муфты, в противном случае, вырубной пресс будет
оставаться в режиме торможения. После проверки вытащите ручку во избежание
несчастного случая вследствие движения маховика. Переключатель должен быть
переведён в положение “WORK”, в противном случае электромагнитная муфта будет во включенном положении, а пускатель
двигателя (КМ1) заблокирован.
5.5 Установка штанц-формы
Осторожно зафиксируйте штанц-форму с биговально-вырубными
ножами в заключную раму, затем раму закрепите на неподвижном столе вырубного
пресса. Проверьте высоту линии резки и загрузку вырубного пресса. В
соответствии с рис.5 убедитесь, что штанц-форма установлена по центру, в
противном случае это приведет к неравномерной нагрузке и повлияет на качество
продукции и нормальную работу вырубного пресса.
Приложите заключную раму к неподвижному столу,
установив нижнюю её сторону в упор нижнего держателя рамы (30). Зажмите верх
рамы стола при помощи фиксатора заключной рамы (21) и затяните фиксирующую
ручку заключной рамы (17).

После установки проверьте зазор между плитами,
запустив вырубной пресс в ручном режиме – он не должен быть слишком маленьким. Малый
зазор может привести к повреждениям вырубного пресса или штанц-формы
Примечание: При оснащении вырубного пресса
заключным устройством, штанц-форма закрепляется непосредственно на машине.
6.
Регулировка вырубного пресса
6.1 Регулировка зазора между плитами (давления)
Во время работы расстояние между плитами (давление)
должно регулироваться под различные режущие пластины и бумагу в соответствии с требованиями,
предъявляемыми к вырубке.
 Рабочие поверхности станины и подвижной плиты должны
Рабочие поверхности станины и подвижной плиты должны
быть параллельны друг другу, рабочий зазор должен быть одинаковым по всей плоскости,
в противном случае, это отразится на качестве продукции и сроке эксплуатации вырубного
пресса. Отрегулируйте передние зубчатые эксцентрики левой и правой
соединительных тяг (по рис. 6) с тем, чтобы отрегулировать зазор и параллельность
плит. Ослабьте фиксатор, поверните регулировочные винты и отрегулируйте. После
регулировки затяните фиксатор (согласно рисунку 6 a).
Если существует разница между давлением в верхней и
нижней областях, то точно отрегулируйте его посредством верхних и нижних «сухарей»
(34) с обеих сторон подвижного стола. Ослабьте эксцентриковый вал «серьги» (36)
и ослабьте фиксирующие винты (35). Проверьте зазор между «сухарями» (34) и
направляющей (5), зазор d должен быть в пределах 0.5-0.10 мм (по рис.6б). При
этом роликовый подшипник внутри серьги должен крутиться свободно. Затем
затяните эксцентриковый вал серьги.
Если вырубной пресс эксплуатируется на протяжении
большого периода времени, то дуговая опора (7) или направляющая (5) могут
повредиться, что будет вызывать неодинаковое давление верху и внизу. В этом
случае следует отрегулировать «сухари» (рис. 6б).
Точно отрегулируйте зазор между плитами и проверяйте
его постоянно. Во время регулировки особое внимание уделяйте равнозначности зазоров
слева и справа, сверху и снизу. При настройке обязательно сначала выключайте
питание вырубного пресса. В любом случае после регулировки следует проверить
работоспособность вырубного пресса в ручном режиме в несколько циклов.
Проверьте, чтобы все части вырубного пресса работали надлежащим образом и были
в исправном состоянии.
6.2 Регулировка муфты
Данный вырубной пресс оборудована электромагнитной муфтой
постоянного тока.
Обмотка электромагнитной муфты находится в специальном
железном сердечнике и залита несгораемым полиуретаном. Муфта получает
постоянный ток через токосъемную щётку и кольцо. Под действием вырабатываемого
электромагнитного поля рабочий фрикционный диск соединяется с маховиком и приводит
в движение подвижную плиту. При отключении электромагнитного поля под действием
пружины фрикционный диск прижимается к тормозному диску, благодаря чему
происходит торможение вырубного пресса. От зазора между дисками муфты зависят
крутящий момент и скорость торможения; слишком большой зазор будет вызывать
запаздывание, а слишком маленький зазор может привести к заклиниванию вырубного
пресса. В связи с этим очень важно точно отрегулировать муфту.
Электромагнитная
муфта перед поставкой с завода была уже отрегулирована. Как правило, нет
необходимости в её повторной регулировке. Однако после продолжительной
эксплуатации вырубного пресса крутящий момент может уменьшиться, скорость
торможения может стать медленной из-за износа деталей вырубного пресса или
из-за увеличения зазора муфты. Если это произошло, то отрегулируйте электромагнитную
муфту. Она установлена при помощи трёх пар регулировочных винтов (40) на тормозном
диске опоры маховика. В каждой паре этих
винтов один прижимает тормозной диск к фрикционному и тем самым уменьшает
зазор, а другой винт пары оттягивает тормозной диск от фрикционного и тем самым
увеличивает рабочий зазор. Комбинируя состояние всех трех пар винтов можно
настроить требуемый зазор по всей рабочей поверхности муфты.
Как правило, зазор между поверхностями находится в
пределах 0.5-0.7 мм, и должен быть одинаковым по всей площади.
На качество работы электромагнитной муфты могут
оказывать влияние следующие факторы:
1)
Загрязнение деталей муфты маслом и
мелкими частицами. Это приводит к проскальзыванию частей муфты.
2)
Поверхность муфты загрязнена,
некоторые её участки повреждены или соединены неровно.
3)
Ухудшение изоляции и появление утечки
тока.
4)
Слишком сильный износ
электрической щётки и соединительного кольца, что приводит к неплотному
прилеганию и слабому давлению щётки.
5)
Износ пружин, приводящий к
уменьшению толкающего усилия.
6)
Износ подшипника вала.
7)
Износ подшипника маховика.

Понижение напряжения из-за того,
что реле срабатывает слишком медленно, из-за повреждения выпрямителя или
проблем с разрядной цепью.
Если прижимное усилие электромагнитной муфты ослабло,
то проверьте все вышеприведённые факторы.
7. Система
смазки вырубного пресса
Вследствие большого давления и больших нагрузок на
рабочие части вырубного пресса её смазка имеет очень большое значение. При
недостатке масла коэффициент трения может сильно увеличиться, что может привести
к серьёзным повреждениям вырубного пресса. На вырубной прессх, оснащенных
ручной централизованной смазочной системой прокачивайте масляную помпу каждые
2-3 часа работы. На вырубной прессх оснащенных автоматической централизованной
смазочной системой установите режим прокачки масла каждые 2 часа. (Программирование автоматической смазочной системы см. в отдельном руководстве). Это позволит
добиться нормальной работы вырубного пресса на протяжении долгого периода
времени.
Предупреждение: Работа
без смазки строго запрещается.
Масляная помпа смазывает направляющие блоки (6),
дуговые опоры качения (7), эксцентриковый вал (36) «серьги», большие шестерни
(46) и подшипники скольжения (44, 45) соединительных тяг (14, 23).
В течение работы регулярно проверяйте поступление
масла во все рабочие области. Особое внимание следует обращать на поступление
масла в подшипники скольжения (44, 45). Для этого необходимо тщательно вытереть
от масла области вокруг подшипников на тягах (14, 23) и через некоторое время
проверить появление подтеков масла на наружной стороне тяги. Отсутствие
подтеков означает непрохождение масла в данный подшипник скольжения. В
данном случае необходимо немедленно прекратить работу и связаться с сервисной
службой.
Используйте смазочное масло M5, M6, TAД-17
для данного вырубного пресса.
Подшипники главного вала дополнительно, в случае
необходимости смазывается маслом посредством двух стеклянных масляных бачков.
Следите за наличием в них масла. Если требуется смазка, то отрегулируйте
количество поступающего из бачка масла. Если вырубной пресс не используется, то
установите переключатели в соответствующее положение, чтобы прекратить подачу
масла.
8. Техническое
обслуживание вырубного пресса
Данная вырубной пресс имеет простую конструкцию и
проста в эксплуатации. Однако, из-за неправильного обращения с ней, могут
возникнуть различного рода неисправности. Пользователь должен выполнять
требования инструкции по эксплуатации относительно правильной эксплуатации вырубного
пресса, её регулировки и технического обслуживания с тем, чтобы обеспечить
нормальную работу вырубного пресса, повысить качество продукции и увеличить
срок службы данного изделия.
(1) Постоянно проверяйте все части вырубного пресса на
предмет их работоспособности. При обнаружении каких-либо проблем или
неисправных деталей своевременно производите ремонт или замену.
(2) При обнаружении необычного шума со стороны вырубного
пресса найдите источник шума, устраните его причину и только после того, как
убедитесь, что всё в порядке, можете продолжать эксплуатацию вырубного пресса.
(3) Во время работы вырубного пресса запрещается
попадание каких-либо металлических или других твёрдых материалов на рабочие
поверхности, в противном случае, вырубной пресс может быть серьёзно поврежден.
(4) Во время работы периодически удаляйте остатки
бумаги, чтобы избежать их попадания на поверхность направляющей. Вырубной пресс
может быть поврежден при попадании даже тонких кусочков на поверхность
направляющей. Также следите, чтобы остатки бумаги не попадали в ременную
передачу.
(5) При установке и креплении ножей, а также при
корректировке зазора между плитами следите, чтобы вырубной пресс не была
перегружена, держите поверхность станины и подвижной плиты параллельными друг
другу. Нож для резки должен быть острым, в противном случае, с работой вырубного
пресса могут возникнуть серьёзные проблемы. Крайне важно избегать подачи нагрузок,
сверх требуемых. В процессе вырубки ножи должны оставлять следы на металлической
пластине, но не врубаться в нее глубоко. Следы должны обнаруживаться визуально,
и быть едва заметными при проведении ногтём по поверхности декельной плиты.
(6) Перед каждым пуском проверяйте наличие смазки.
(7) При запуске вырубного пресса сначала проверяйте
защитные устройства на предмет их чувствительности и надёжной работы, убедитесь
в безопасной и надёжной работе вырубного пресса.
(8) Проверяйте изоляцию электрической системы вырубного
пресса.
(9)
Масляные каналы системы смазки необходимо регулярно проверять и прочищать при необходимости,
держать под контролем поступление смазки к подшипникам. На вырубной прессх с
ручной централизованной смазочной системой смазку производить каждые 2-3 часа.
(10)
При расположении штампа с биговально-высечными ножами в заключной раме
необходимо учитывать области концентрации ножей и распределять нагрузку на обе
стороны пресса равномерно, во избежание перекосов в подшипниках и заклинивания.
(11) Вырубной пресс должна эксплуатироваться не более 8
часов в сутки.
9. Общие
неисправности вырубного пресса и их устранение
(1) Заклинивание
Заклинивание (когда вырубной пресс неожиданно
останавливается в положении закрытия, происходит проскальзывание ременной
передачи или муфты, остановка двигателя) может быть вызвано следующими
причинами:
1)
Зазор между плитами неправильно
отрегулирован, он слишком мал, а давление слишком велико.
2)
Расстояние отрегулировано
правильно, но используемый картон превышает допустимую толщину и количество
листов.
3)
Перегрузка по суммарной длине
ножей.
4)
Ремень передачи от двигателя
слишком ослаблен или повреждена электромагнитная муфта.
Независимо от причины “заклинивания” сразу же
остановите двигатель, вручную проверните вал в соответствии с п. 5.4 с помощью
специального ключа в сторону обратную (!) рабочему ходу, чтобы открыть
подвижную плиту. Затем проверьте зазор между плитами и отрегулируйте его. Если
причина в подаче картона, то уменьшите подачу бумаги. Если причина в перегрузке
вырубного пресса, то уменьшите её.
Если заклинивание вызвано причиной номер 4, то
натяните ремни или отрегулируйте муфту в соответствии с п. 6.2.
(2) «Сбились»
установочные настройки, подвижный стол отклоняется во время работы, приводя к
неоднородной и неровной линии рубки или двойным линиям. Это может быть
вызвано:
1)
В большинстве случаев это
происходит из-за отклонения линии рубки от симметричной позиции, когда
подвижная плита отклоняется к одной стороне, вызывая перекос в процессе рубки.
2)
Износом прямой или дуговой
направляющих (5,7).
3)
Ослаблением крепежа или износом
верхнего/нижнего «сухарей» (34), что приводит к колебаниям во время работы.
4)
Износом поверхности серьги (3).
5)
Износом втулки задней (44).
Установите ножи и отрегулируйте линии вырубки симметрично
относительно центральных осей плиты настолько, насколько это возможно.
Проверьте и отрегулируйте зазор между верхним и нижним
«сухарями» подвижной плиты и верхней и нижней поверхностью направляющей
основания в пределах 0.05-0.10 мм.
Проверьте соединение направляющей с серьгой и замените
пластину направляющей или подшипники, если это потребуется.
(3) В некоторых местах происходит недоруб.
1)
Ножи не настроены должным образом.
Возможно, потребуются приправочные подкладки.
2)
Режущая кромка ножа затупилась.
3)
Поверхности плит установлены не
параллельно.
4)
Деформация плоскости и неровность
поверхности опорной плиты.
5)
Износ медной втулки соединительной
тяги, прямой направляющей или «сухарей».
(4) Происходит нагрев подшипников, или со стороны
подшипников раздаются сильные посторонние шумы.
1)
Вырубной пресс не отрегулирована.
2)
Подшипники повреждены или плохо
смазаны.
3)
Сальники подшипников слишком тугие
для нормальной работы.
(5) Двигатель не запускается.
1)
Обрыв фазы, перегрузка двигателя
или перегорел предохранитель.
2)
Включение двигателя заблокировано
ручкой ручного вращения (SQ7).
3)
Не работает электрическая цепь
управлением машиной, плохие электрические контакты или выход из строя
электрических компонент.
(6) Не происходит рабочее движение подвижной плиты.
1)
Сработало какое-либо защитное
устройство – концевой выключатель находится в разъединённом положении.
2)
Проблемы с выпрямителем или
питанием муфты.
3)
Токосъемная щётка контактного
кольца находится в недостаточном контакте или происходит увеличение постоянного
тока через сопротивление.
4)
Выход из строя обмотки муфты.
5)
Рабочий зазор электромагнитной
муфты увеличен.
6)
Проблемы с электронной цепью
управления или выход из строя электрических компонентов.
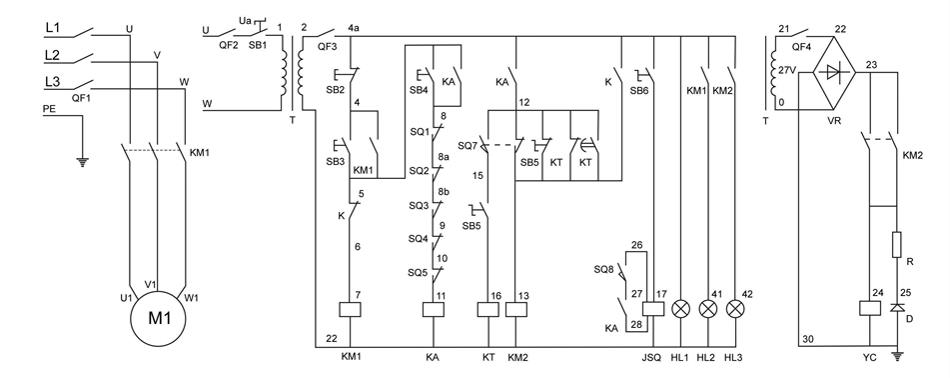
10.
Схема электрическая принципиальная вырубного пресса
Список электрических
компонентов вырубного пресса
|
№ |
Номер кода |
Название |
Спецификация |
Кол-во |
|
1 |
QF1 |
Автоматический выключатель |
DZ47-63 D25/3P |
1 |
|
2 |
QF2, QF3 |
Автоматический выключатель |
DZ47-63 C6/1P |
2 |
|
3 |
QF4 |
Автоматический выключатель |
DZ47-63 C10/1P |
1 |
|
4 |
T |
Трансформатор |
JBK3-300 |
1 |
|
5 |
KM1, |
Пускатель |
3TB41-22/36V |
2 |
|
6 |
KA |
Реле |
3TN80-40/36V |
1 |
|
7 |
KT |
Таймер |
JS11SX4/36 |
1 |
|
8 |
JSQ |
Счетчик |
JY24Z1-C/36V |
1 |
|
9 |
VC |
Диодный |
S25VB |
1 |
|
10 |
V |
Диод |
2CZ10A |
1 |
|
11 |
R |
Резистор |
RX20-20W 51W-1 |
1 |
|
12 |
SB1 |
Переключатель |
LAY16-10Y/2 |
1 |
|
13 |
SB2 |
Кнопка |
AN-K |
1 |
|
14 |
SB3, SB4 |
Кнопка |
AN-H |
2 |
|
15 |
SB5, SB6 |
Переключатель |
LAY16-11X/2 |
2 |
|
16 |
K |
Реле |
KN5 |
|
|
16 |
SQ1 |
Концевой выключатель |
LXK19K—B |
1 |
|
18 |
SQ2, SQ3 |
Микровыключатель |
LXW2-11 |
1 |
|
19 |
SQ4, SQ5 |
Микровыключатель |
LXP2-21S/Z |
2 |
|
20 |
SQ6 |
Концевой выключатель |
LXK3-20S/B |
2 |
|
21 |
SQ7 |
Концевой выключатель |
LXK3-20S/L |
1 |
|
22 |
HL1-HL3 |
Индикаторная лампа |
AD16L.16E,36V |
3 |
Представленная инструкция по настройке и работе с тигелем включает в себя:
>> Общая конструкция
>> Установка
>> Эксплуатация
>> Регулировка
>> Система смазки
>> Техническое обслуживание
>> Общие неисправности и их устранение
>> Схема электрическая принципиальная
Вырубной пресс принадлежит к серии ML – машинам, конструкция которых практически одинаковая за исключением размера стола. Эта машина была специально разработана для вырубных работ по различным видам картона, кож, пластика и т.д. Главным образом машину используют для операций вырубки и биговки картонных изделий, а также для создания неглубоких объемных выпуклостей (холодное конгревное тиснение) Серия машин ML имеет стол большого размера, высокое рабочее давление, стабильна и легка в эксплуатации, быстрый и чувствительный тормоз.
Основные технические параметры представлены на страницах тигельного пресса ML-750A, ML-930A и ML-1040A.
Общая конструкция
1. Привод (смотрите Рис.1 и Рис.2)
Машина приводится в движение с помощью двигателя (32). Двигатель приводит в движение маховик (38), который может набирать и сохранять большую кинетическую энергию, благодаря чему происходит экономия энергии движения. Передача вращения осуществляется ременной передачей (42). В процессе работы под действием электромагнитной муфты фрикционный диск (39) начинает вращаться от маховика и приводит в движение ведущий вал (50). Затем приводится в движение большая шестерня (46). Эксцентрично расположенная на большой шестерне (46) ось (43) соединительной тягой (шатуном) (23) приводит в возвратно-поступательное движение подвижную плиту (8). Защитой от интенсивного износа поверхности оси является втулка задняя (44).
2. Корпус и подвижная плита (смотрите Рис.1 и Рис.2)
Корпус машины (1) является её основной опорой. При открытии плит рабочая поверхность наклонена под углом 15° к горизонту. Дуговая опора (7) подвижной плиты, «серьга» (3), соединенная с подвижной плитой и опирающаяся на подшипник (37) – вместе эти элементы позволяют столу совершать поворот подвижной плиты по заданной траектории.
При закрытии стола направляющий блок (6) касается направляющей (5) по горизонтали и поддерживает подвижную плиту. Рабочие плоскости при этом параллельны. Верхний и нижний «сухари» (34) охватывают направляющую, а «серьга» позволяет столу перемещаться в горизонтальном направлении, находясь в вертикальном положении. Таким образом, последние сантиметры рабочего хода подвижная плита проходит в состоянии, при котором она параллельна неподвижной плите, что позволяет производить более качественный рез (в особенности избежать «смазывания» уголков).

Рис. 1 Общая конструкция машины
1. Корпус машины. 2. Переключатель защитного рычага. 3. Направляющая подвижной плиты («серьга»). 4. Ручка с пультом. 5. Направляющая. 6. Направляющий блок (подробнее см. рис. 6а, стр.9). 7. Дуговая опора. 8. Подвижная плита. 9. Пульт рабочего цикла. 10. Бамперный блок. 11. Поперечина. 12. Ручка холостого хода. 13. Эксцентриковая втулка. 14. Левая соединительная тяга. 15. Нажимная защитная планка. 16. Защитная рама. 17. Ручка фиксации заключной рамки. 18. Пульт управления. 19. Заключная рамка (опционально – заключное устройство). 20. Рым-болт. 21. Фиксатор заключной рамки. 22. Кожух шестерни. 23. Правая соединительная тяга. 24. Фиксатор. 25. Регулировочный винт. 26. Кожух маховика. 27. Указатель направления. 28. Ведущий вал (с квадратом для вращения ручкой). 29. Опорный винт. 30. Упор для рамы. 31. Ролик для установки заключной рамы. 32. Двигатель. 33. Платформа двигателя. 34. Верхний и нижний «сухари». 35. Фиксирующие винты. 36. Эксцентриковый вал. 37. Подшипники.
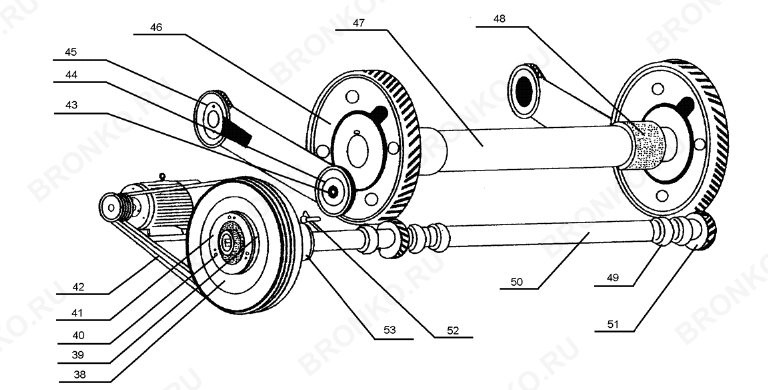
Рис. 2. Привод (вид сзади)
38. Маховик. 39. Фрикционный диск. 40. Регулировочные винты. 41. Тормозной диск. 42. Ременная передача. 43. Ось. 44. Втулка задняя. 45. Передний зубчатый эксцентрик. 46. Большая шестерня. 47. Главный вал. 48. Подшипник главного вала. 49. Подшипник ведущего вала. 50. Ведущий вал. 51. Шестерня. 52. Токосъемная щётка. 53. Токосъемное кольцо.
3. Устройство обеспечения защиты
1) Защитная рама
Защитная рама (16), установленная над корпусом машины, позволяет незамедлительно останавливать подвижный стол с помощью срабатывания концевых выключателей защиты SQ2 и SQ3.
2) Нажимная защитная планка
Нажимная защитная планка (14) установлена у верхней кромки подвижной плиты; нажмите на неё, это приведёт к срабатыванию концевых выключателей SQ4 и SQ5, в результате чего произойдёт немедленная остановка подвижной плиты.
3) Защитный рычаг
Ручка с пультом (4) расположена с левой стороны подвижной плиты; нажмите её вниз (концевой выключатель SQ6 (2), расположенный снизу ручки, активизируется) – подвижная плита сразу остановится.
Установка тигельного пресса
Первоначально машина упакована в коробку. При транспортировке и распаковке старайтесь избегать ударов и рывков, чтобы избежать проблем с последующей работой машины. Если необходимо переместить машину, то переносите её, используя специальный рым-болт (20) на корпусе машины. Перемещайте машину только в горизонтальном положении.
Машина должна устанавливаться на твёрдую и ровную горизонтальную поверхность.
Данная машина работает от трёхфазной сети переменного тока, в связи с этим рядом с машиной должен располагаться рубильник и предохранитель для её остановки и проведения технического обслуживания.
Установите в крепёжные отверстия специальные болты, а опорный болт (29) на кронштейне маховика аккуратно затяните, не туго, чтобы избежать смещения вала. Избегайте поднятия или провисания кронштейна маховика для предотвращения изгиба и поломки ведущего вала.
Машину следует заземлить, сопротивление заземления – менее 10 Ом.
После установки сначала проверьте затяжку всех винтов и залейте достаточно масла в масляную систему. Только после этого можете произвести контрольный запуск машины.
Подключите машину к трёхфазной сети, проверьте направление вращения двигателя на соответствие его работы указателю направления (27), в противном случае, следует изменить подключение фаз.
Дайте машине поработать без нагрузки в течение нескольких минут, убедитесь, что машина работает правильно и не издаёт посторонних шумов. Проверьте все устройства защиты на предмет их чувствительности и надёжной работы.
Эксплуатация тигельного пресса
Работа и электронное управление (смотрите электрическую схему)
При подаче электропитания загорается красная индикаторная лампочка (HL1), это означает, что машина готова к работе.
Нажмите “Старт” (SB3 или SB4), включается и замыкается пускатель двигателя (КМ1), запускается двигатель, вращается маховик, загорается зелёная индикаторная лампочка (HL2), которая показывает, что двигатель начал работать.
Если двигатель работает, нажмите “Пуск” (SB5 или SB6), включается и замыкается реле управления (КА) и пускатель муфты (КМ2). Загорается жёлтая индикаторная лампочка (HL3), которая показывает включение электромагнитной муфты; происходит движение подвижной плиты. Любое действие концевых выключателей защиты (SQ2-SQ6) приводит к разрыву цепи пускателя муфты (КМ2), что вызовет останов подвижной плиты в любом ее положении.
Нажмите “Стоп” (SB1 или SB2), двигатель остановится.
При открытии и закрытии плиты активизируется концевик счетчика (SQ8), что вызывает увеличение показаний счётчика. Выключите переключатель счётчика (SA3), чтобы заблокировать его. Кнопку на счётчике сбросит его на ноль.
Работа в режиме холостого хода
Ручка холостого хода (ручка сброса давления) (12) крепится к поперечине (11), которая соединяет две эксцентриковые втулки (13) с обеих сторон подвижного стола. Потяните за ручку холостого хода, поперечина повернет эксцентриковые втулки, и расстояние между плитами увеличится. Во время работы, при обнаружении неправильного положения бумаги, потяните за ручку холостого хода, чтобы избежать рабочего удара плиты и лишнего расхода бумаги. На холостом ходу счетчик не работает
Ручная проверка работоспособности
При заклинивании плиты или при необходимости регулировки зазоров между плитами можете воспользоваться специальной ручкой для перемещения подвижной плиты. [www.bronko.ru®] Сзади машины на коробке электронного управления находится переключатель (SВ1), который обычно стоит в положении “WORK”; поверните его в положение “Calibration” (TEST). В это время происходит размыкание пускателя двигателя (КМ1), а пускатель электромагнитной муфты (KM2) автоматически замыкается и растормаживает муфту. Поверните ручку для осуществления пробной работы машины.
Внимание! До начала тестирования маховик должен быть полностью остановлен. Не насаживайте ручку на квадрат вала до полной остановки маховика во избежание случайного повреждения вследствие инерции маховика.
Любая проверка работоспособности должна выполняться после включения электромагнитной муфты, в противном случае, машина будет оставаться в режиме торможения. После проверки вытащите ручку во избежание несчастного случая вследствие движения маховика. Переключатель должен быть переведён в положение “WORK”, в противном случае электромагнитная муфта будет во включенном положении, а пускатель двигателя (КМ1) заблокирован.
Установка штанц-формы
Осторожно зафиксируйте штанц-форму с биговально-вырубными ножами в заключную раму, затем раму закрепите на неподвижном столе машины. Проверь-те высоту линии резки и загрузку машины. В соответствии с рис.5 убедитесь, что штанц-форма установлена по центру, в противном случае это приведет к неравномерной нагрузке и повлияет на качество продукции и нормальную работу машины.
Приложите заключную раму к неподвижному столу, установив нижнюю её сторону в упор нижнего держателя рамы (30). Зажмите верх рамы стола при помощи фиксатора заключной рамы (21) и затяните фиксирующую ручку заключной рамы (17).

Рис. 5. Установка штанц-формы
1 – правильная (симметричная) установка; 2, 3 – несим-метричная, неверная установка; 4 – большая площадь дополнительных вставок.
После установки проверьте зазор между плитами, запустив машину в ручном режиме – он не должен быть слишком маленьким. Малый зазор может привести к повреждениям машины или штанц-формы. [www.bronko.ru®]
Примечание: При оснащении машины заключным устройством, штанц-форма закрепляется непосредственно на машине
Регулировка
Регулировка зазора между плитами (давления)

Рис. 6. Узлы регулировки:
а) регулировка зазора между плитами и горизонтальной (право-лево) параллельности; б) регулировка вертикальной (верх-низ) параллельности плит.
Во время работы расстояние между плитами (давление) должно регулироваться под различные режущие пластины и бумагу в соответствии с требованиями, предъявляемыми к вырубке. Целью регулировок является достижение минимально возможной непараллельности поверхностей станины и подвижной плиты, слишком большое отклонение усложняет приладку штанц-формы для достижения качественных результатов вырубки. Отрегулируйте передние зубчатые эксцентрики левой и правой соединительных тяг (по рис. 6) с тем, чтобы отрегулировать зазор и параллельность плит. Ослабьте фиксатор, поверните регулировочные винты и отрегулируйте. После регулировки затяните фиксатор (согласно рисунку 6 a).
Если существует разница между давлением в верхней и нижней областях, то точно отрегулируйте его посредством верхних и нижних «сухарей» (34) с обеих сторон подвижного стола. Ослабьте эксцентриковый вал «серьги» (36) и ослабьте фиксирующие винты (35). Проверьте зазор между «сухарями» (34) и направляющей (5), зазор δ должен быть в пределах 0.5-0.10 мм (по рис.6б). При этом роликовый подшипник внутри серьги должен крутиться свободно. Затем затяните эксцентриковый вал серьги.
Если машина эксплуатируется на протяжении большого периода времени, то дуговая опора (7) или направляющая (5) могут повредиться, что будет вызывать неодинаковое давление верху и внизу. В этом случае следует отрегулировать «сухари» (рис. 6б). Точно отрегулируйте зазор между плитами и проверяйте его постоянно. Во время регулировки особое внимание уделяйте равнозначности зазоров слева и справа, сверху и снизу. При настройке обязательно сначала выключайте питание машины. В любом случае после регулировки следует проверить работоспособность машины в ручном режиме в несколько циклов. Проверьте, чтобы все части машины работали надлежащим образом и были в исправном состоянии.
Регулировка муфты
Данная машина оборудована электромагнитной муфтой постоянного тока.
Обмотка электромагнитной муфты находится в специальном железном сердечнике и залита несгораемым полиуретаном. Муфта получает постоянный ток через токосъемную щётку и кольцо. Под действием вырабатываемого электромагнитного поля рабочий фрикционный диск соединяется с маховиком и приводит в движение подвижную плиту. [www.bronko.ru®] При отключении электромагнитного поля под действием пружины фрикционный диск прижимается к тормозному диску, благодаря чему происходит торможение машины. От зазора между дисками муфты зависят крутящий момент и скорость торможения; слишком большой зазор будет вызывать запаздывание, а слишком маленький зазор может привести к заклиниванию машины. В связи с этим очень важно точно отрегулировать муфту.
Электромагнитная муфта перед поставкой с завода была уже отрегулирована. Как правило, нет необходимости в её повторной регулировке. Однако после продолжительной эксплуатации машины крутящий момент может уменьшиться, скорость торможения может стать медленной из-за износа деталей машины или из-за увеличения зазора муфты. Если это произошло, то отрегулируйте электромагнитную муфту. Она установлена при помощи трёх пар регулировочных винтов (40) на тормозном диске опоры маховика. В каждой паре этих винтов один прижимает тормозной диск к фрикционному и тем самым уменьшает зазор, а другой винт пары оттягивает тормозной диск от фрикционного и тем самым увеличивает рабочий зазор. Комбинируя состояние всех трех пар винтов можно настроить требуемый зазор по всей рабочей поверхности муфты.
Как правило, зазор между поверхностями находится в пределах 0.5-0.7 мм, и должен быть одинаковым по всей площади.
На качество работы электромагнитной муфты могут оказывать влияние следующие факторы:
1) Загрязнение деталей муфты маслом и мелкими частицами. Это приводит к проскальзыванию частей муфты.
2) Поверхность муфты загрязнена, некоторые её участки повреждены или соединены неровно. 3) Ухудшение изоляции и появление утечки тока.
4) Слишком сильный износ электрической щётки и соединительного кольца, что приводит к неплотному прилеганию и слабому давлению щётки.
5) Износ пружин, приводящий к уменьшению толкающего усилия.
5) Износ пружин, приводящий к уменьшению толкающего усилия.
6) Износ подшипника вала.
7) Износ подшипника маховика.
Понижение напряжения из-за того, что реле срабатывает слишком медленно, из-за повреждения выпрямителя или проблем с разрядной цепью.
Если прижимное усилие электромагнитной муфты ослабло, то проверьте все вышеприведённые факторы.
Система смазки
Вследствие большого давления и больших нагрузок на рабочие части машины её смазка имеет очень большое значение. При недостатке масла коэффициент трения может сильно увеличиться, что может привести к серьёзным повреждениям машины. На машинах, оснащенных ручной централизованной смазочной системой прокачивайте масляную помпу каждые 2-3 часа работы. На машинах оснащенных автоматической централизованной смазочной системой установите режим прокачки масла каждые 2 часа. (Программирование автоматической смазочной системы см. в отдельном руководстве). [www.bronko.ru®] Это позволит добиться нормальной работы машины на протяжении долгого периода времени.
Предупреждение: Работа без смазки строго запрещается.
Перед началом каждой смены необходимо закачать масло (например ТАД-17 или 10W-40) через пресс-масленки (А) на эксцентриках между плитой и тягами, и налить жидкое масло (например И-20) в воронкообразные масленки (В) спереди и сзади каждой тяги.

Во время работы все узлы смазываются централизованной системой.
Масляная помпа смазывает направляющие блоки (6), дуговые опоры качения (7), эксцентриковый вал (36) «серьги», большие шестерни (46) и подшипники скольжения (44, 45) соединительных тяг (14, 23).
В течение работы регулярно проверяйте поступление масла во все рабочие области. Особое внимание следует обращать на поступление масла в подшипники скольжения (44, 45). Для этого необходимо тщательно вытереть от масла области вокруг подшипников на тягах (14, 23) и через некоторое время проверить появление подтеков масла на наружной стороне тяги. Отсутствие подтеков означает непрохождение масла в данный подшипник скольжения. В данном случае необходимо немедленно прекратить работу и связаться с сервисной службой БРОНКО. Используйте индустриальное масло И-20 для данной машины.
Подшипники главного вала дополнительно, в случае необходимости смазывается маслом посредством двух стеклянных масляных бачков. Следите за наличием в них масла. Если требуется смазка, то отрегулируйте количество поступающего из бачка масла. Если машина не используется, то установите переключатели в соответствующее положение, чтобы прекратить подачу масла.
Техническое обслуживание
Данная машина имеет простую конструкцию и проста в эксплуатации. Однако, из-за неправильного обращения с ней, могут возникнуть различного рода неисправности. Пользователь должен выполнять требования инструкции по эксплуатации относительно правильной эксплуатации машины, её регулировки и технического обслуживания с тем, чтобы обеспечить нормальную работу машины, повысить качество продукции и увеличить срок службы данного изделия.
(1) Постоянно проверяйте все части машины на предмет их работоспособности. При обнаружении каких-либо проблем или неисправных деталей своевременно производите ремонт или замену.
(2) При обнаружении необычного шума со стороны машины найдите источник шума, устраните его причину и только после того, как убедитесь, что всё в порядке, можете продолжать эксплуатацию машины.
(3) Во время работы машины запрещается попадание каких-либо металлических или других твёрдых материалов на её рабочие поверхности, в противном случае, машина может быть серьёзно повреждена.
(4) Во время работы периодически удаляйте остатки бумаги, чтобы избежать их попадания на поверхность направляющей. Машина может быть повреждена при попадании даже тонких кусочков на поверхность направляющей. Также следите, чтобы остатки бумаги не попадали в ременную передачу.
(5) При установке и креплении ножей, а также при корректировке зазора между плитами следите, чтобы машина не была перегружена, держите поверхность станины и подвижной плиты параллельными друг другу. Нож для резки должен быть острым, в противном случае, с работой машины могут возникнуть серьёзные проблемы. Крайне важно избегать подачи нагрузок, сверх требуемых. В процессе вырубки ножи должны оставлять следы на металлической пластине, но не врубаться в нее глубоко. Следы должны обнаруживаться визуально, и быть едва заметными при проведении ногтём по поверхности декельной плиты.
(6) Перед каждым пуском проверяйте наличие смазки.
(7) При запуске машины сначала проверяйте защитные устройства на предмет их чувствительности и надёжной работы, убедитесь в безопасной и надёжной работе машины.
(8) Проверяйте изоляцию электрической системы машины.
(9) Масляные каналы системы смазки необходимо регулярно проверять и прочищать при необходимости, держать под контролем поступление смазки к подшипникам. [www.bronko.ru®] На машинах с ручной централизованной смазочной системой смазку производить каждые 2-3 часа.
(10) При расположении штампа с биговально-высечными ножами в заключной раме необходимо учитывать области концентрации ножей и распределять нагрузку на обе стороны пресса равномерно, во избежание перекосов в подшипниках и заклинивания.
(11)Машина должна эксплуатироваться не более 8 часов в сутки.
Общие неисправности и их устранение
(1) Заклинивание
Заклинивание (когда машина неожиданно останавливается в положении закрытия, происходит проскальзывание ременной передачи или муфты, остановка двигателя) может быть вызвано следующими причинами:
1) Зазор между плитами неправильно отрегулирован, он слишком мал, а давление слишком велико.
2) Расстояние отрегулировано правильно, но используемый картон превышает допустимую толщину и количество листов.
3) Перегрузка по суммарной длине ножей.
4) Ремень передачи от двигателя слишком ослаблен или повреждена электромагнитная муфта.
Независимо от причины “заклинивания” сразу же остановите двигатель, вручную проверните вал в соответствии с п. 5.4 с помощью специального ключа в сторону обратную (!) рабочему ходу, чтобы открыть подвижную плиту. Затем проверьте зазор между плитами и отрегулируйте его. Если причина в подаче картона, то уменьшите подачу бумаги. [www.bronko.ru®] Если причина в перегрузке машины, то уменьшите её.
Если заклинивание вызвано причиной номер 4, то натяните ремни или отрегулируйте муфту в соответствии с п. 6.2.
(2) «Сбились» установочные настройки, подвижный стол отклоняется во время работы, приводя к неоднородной и неровной линии рубки или двойным линиям. Это может быть вызвано:
1) В большинстве случаев это происходит из-за отклонения линии рубки от симметричной позиции, когда подвижная плита отклоняется к одной стороне, вызывая перекос в процессе рубки. 2) Износом прямой или дуговой направляющих (5,7).
3) Ослаблением крепежа или износом верхнего/нижнего «сухарей» (34), что приводит к колебаниям во время работы.
4) Износом поверхности серьги (3).
5) Износом втулки задней (44).
Установите ножи и отрегулируйте линии вырубки симметрично относительно центральных осей плиты настолько, насколько это возможно.
Проверьте и отрегулируйте зазор между верхним и нижним «сухарями» подвижной плиты и верхней и нижней поверхностью направляющей основания в пределах 0.05-0.10 мм.
Проверьте соединение направляющей с серьгой и замените пластину направляющей или подшипники, если это потребуется.
(3) В некоторых местах происходит недоруб.
1) Ножи не настроены должным образом. Возможно, потребуются приправочные подкладки.
2) Режущая кромка ножа затупилась.
3) Поверхности плит установлены не параллельно.
4) Деформация плоскости и неровность поверхности опорной плиты.
5) Износ медной втулки соединительной тяги, прямой направляющей или «сухарей».
(4) Происходит нагрев подшипников, или со стороны подшипников раздаются сильные посторонние шумы.
1) Машина не отрегулирована.
2) Подшипники повреждены или плохо смазаны.
3) Сальники подшипников слишком тугие для нормальной работы.
(5) Двигатель не запускается.
1) Обрыв фазы, перегрузка двигателя или перегорел предохранитель.
2) Включение двигателя заблокировано ручкой ручного вращения (SQ7).
3) Не работает электрическая цепь управлением машиной, плохие электрические контакты или выход из строя электрических компонент.
(6) Не происходит рабочее движение подвижной плиты.
1) Сработало какое-либо защитное устройство – концевой выключатель находится в разъединённом положении.
2) Проблемы с выпрямителем или питанием муфты.
3) Токосъемная щётка контактного кольца находится в недостаточном контакте или происходит увеличение постоянного тока через сопротивление. [www.bronko.ru®]
4) Выход из строя обмотки муфты.
5) Рабочий зазор электромагнитной муфты увеличен.
6) Проблемы с электронной цепью управления или выход из строя электрических компонентов.
Схема электрическая принципиальная


Тигельный пресс MAGIKON ML-750 используется для вырубки таких материалов как картон, бумага, пластмасса, кожа и т.д. формата А2.
Данный вид оборудования используется для перфорации, декорирования, бигования и высекания кроя заготовок коробок из картона, бумаги, пластмассы, кожи и иных материалов.
Тигельный пресс MAGIKON ML-750 разработан для проведения работ по вырубке различных видов картона, пластмассы, кожи и т.д. Главным образом машину используют для операций вырубки и биговки картонных изделий, а также для создания неглубоких объемных выпуклостей.
Тигельный пресс MAGIKON ML-750 отличается высокой надежностью, простотой в использовании, а также безопасностью при работе.
Как оформить заказ
Оформить заказ на нашем сайте легко. Просто добавьте выбранные товары в корзину, а затем перейдите на страницу Корзина, проверьте правильность заказанных позиций и нажмите кнопку «Оформить заказ» или «Быстрый заказ».
Быстрый заказ
Функция «Быстрый заказ» позволяет покупателю не проходить всю процедуру оформления заказа самостоятельно. Вы заполняете форму, и через короткое время вам перезвонит менеджер магазина. Он уточнит все условия заказа, ответит на вопросы, касающиеся качества товара, его особенностей. А также подскажет о вариантах оплаты и доставки.
По результатам звонка, пользователь либо, получив уточнения, самостоятельно оформляет заказ, укомплектовав его необходимыми позициями, либо соглашается на оформление в том виде, в котором есть сейчас. Получает подтверждение на почту или на мобильный телефон и ждёт доставки.
Оформление заказа в стандартном режиме
Если вы уверены в выборе, то можете самостоятельно оформить заказ, заполнив по этапам всю форму.
Заполнение адреса
Выберите из списка название вашего региона и населённого пункта. Если вы не нашли свой населённый пункт в списке, выберите значение «Другое местоположение» и впишите название своего населённого пункта в графу «Город». Введите правильный индекс.
Доставка
В зависимости от места жительства вам предложат варианты доставки. Выберите любой удобный способ. Подробнее об условиях доставки читайте в разделе «Доставка».
Оплата
Выберите оптимальный способ оплаты. Подробнее о всех вариантах читайте в разделе «Оплата»
Покупатель
Введите данные о себе: ФИО, адрес доставки, номер телефона. В поле «Комментарии к заказу» введите сведения, которые могут пригодиться курьеру, например: подъезды в доме считаются справа налево.
Оформление заказа
Проверьте правильность ввода информации: позиции заказа, выбор местоположения, данные о покупателе. Нажмите кнопку «Оформить заказ».
Наш сервис запоминает данные о пользователе, информацию о заказе и в следующий раз предложит вам повторить к вводу данные предыдущего заказа. Если условия вам не подходят, выбирайте другие варианты.
Вы можете выбрать один из трёх вариантов оплаты:
Оплата наличными
При выборе варианта оплаты наличными, вы дожидаетесь приезда курьера и передаёте ему сумму за товар в рублях. Курьер предоставляет товар, который можно осмотреть на предмет повреждений, соответствие указанным условиям. Покупатель подписывает товаросопроводительные документы, вносит денежные средства и получает чек.
Также оплата наличными доступна при самовывозе из магазина, оплаты по почте или использовании постамата.
Безналичный расчёт
При оформлении заказа в корзине вы можете выбрать вариант безналичной оплаты. Мы принимаем карты МИР, Visa и Master Card. Для оплаты (ввода реквизитов Вашей карты) Вы будете перенаправлены на платежный шлюз ПАО СБЕРБАНК. Соединение с платежным шлюзом и передача информации осуществляется в защищенном режиме с использованием протокола шифрования SSL. В случае если Ваш банк поддерживает технологию безопасного проведения интернет-платежей Verified By Visa или MasterCard SecureCode для проведения платежа также может потребоваться ввод специального пароля. Настоящий сайт поддерживает 256-битное шифрование. Конфиденциальность сообщаемой персональной информации обеспечивается ПАО СБЕРБАНК. Введенная информация не будет предоставлена третьим лицам за исключением случаев, предусмотренных законодательством РФ. Проведение платежей по банковским картам осуществляется в строгом соответствии с требованиями платежных систем МИР, Visa Int. и MasterCard Europe Sprl.
Вам могут отказать от авторизации в случае:
- если ваш банк не поддерживает технологию 3D-Secure;
- на карте недостаточно средств для покупки;
- банк не поддерживает услугу платежей в интернете;
- истекло время ожидания ввода данных;
- в данных была допущена ошибка.
В этом случае вы можете повторить авторизацию через 20 минут, воспользоваться другой картой или обратиться в свой банк для решения вопроса.
Оплата происходит через ПАО СБЕРБАНК с использованием Банковских карт следующих платежных систем:
Безналичным расчётом можно воспользоваться при курьерской доставке, использовании постамата или самовывоза из магазина.
Электронные системы*
Для оплаты вы можете воспользоваться одной из электронных платёжных систем:
- PayPal;
- WebMoney;
- Яндекс.Деньги.
Вас перенаправит на страницу платежного сервиса, следуя инструкциям, заполните правильную форму.
Наша компания предлагает несколько вариантов доставки:
- курьерская;
- самовывоз из магазина;
Курьерская доставка*
Вы можете заказать доставку товара с помощью курьера, который прибудет по указанному адресу в будние дни с 10.00 до 17.00. Курьерская служба, свяжется с вами и предложит выбрать удобное время доставки. Уточнит адрес.
Вы вскрываете упаковку при курьере, осматриваете на целостность и соответствие указанной комплектации. Время осмотра и примерки ограничено 15 минутами.
*Действует ли в вашем городе курьерская служба, уточняйте у менеджера магазина.
Самовывоз из магазина
Вы можете забрать товар в одном из магазинов. Список торговых точек, которые принимают заказы от нашей компании появится у вас в корзине. Когда заказ поступит в ваш город, вам придёт уведомление. Вы просто идёте в этот магазин, обращаетесь к сотруднику и называете номер заказа.
Срок доставки
Если товара нет на нужном вам складе, в зависимости от вашего региона проживания, доставка занимает разное время.
|
Регион |
Курьерская доставка |
Самовывоз из магазина |
Постамат |
Почта России |
|
Московская область, Ленинградская область |
2 рабочих дня |
5 дней |
||
|
Урал и Поволжье |
5-7 рабочих дней |
6-9 рабочих дней |
5 дней |
14 дней |
|
Сибирь |
8-10 рабочих дней |
12 рабочих дней |
8 дней |
14-21 день |
О доставке в другие регионы России и страны СНГ уточняйте у менеджеров магазина.
Заказы в Службе доставки «Магикон» принимаются:
Понедельник-Четверг: 9.00 — 18.00
Пятница: 9.00-17.00
Доставка по России осуществляется до терминала транспортной компании в г. Москве. Выбор транспортной компании остается за клиентом.
Список транспортных компаний с которыми мы работаем: DHL, Автотрейдинг, Байкал-сервис, ДАЙМЭКС, Деловые Линии, Желдорэкспедиция, ПЭК, Реил Континент, СПСР, Энергия.
Стоимость доставки в пределах МКАД и ограниченной ТТК — 350 рублей.
Стоимость доставки за МКАД, но не далее 40 км. — 1000 рублей плюс 40 рублей за каждый километр после МКАД.
Оставить отзыв
У данного товара нет отзывов. Станьте первым, кто оставил отзыв об этом товаре!
Если вы не нашли ответы на интересующие вопросы, или вам нужна дополнительная консультация, мы всегда рады ответить вам по нашим телефонам.
Так же вы можете запросить любую дополнительную информацию , фото , видео или более детальное описание.
ML-750 тигельный высекальный пресс под формат вырубки А2. Широко применяется в отделочных процессах и работает с материалами, такими как: бумага, картон, кожа, пластмасса и т.д.
Тигельные прессы широко применяются в отделочных процессах для перфорации, декорирования, бигования и высекания кроя заготовок коробок из бумаги, картона, гофрокартона, микрогофрокартона, кожи, пластмассы и других материалов.
Модель ML-750 оснащена пультом управления, позволяющим задавать рабочие программы и регулировать расстояние между плитами, удобное реле времени позволит Вам установить время выстоя тигельной плиты в крайних точках.
Модель ML-750 оснащена системой автоматической подачи смазки в зоны трения деталей.
В каждый пресс вмонтирован датчик безопасности, блокирующий работу машины в случае попадания руки оператора в опасную зону. Защитные механизмы с тормозными барабанами позволяют мгновенно остановить тигель в экстренных ситуациях и исключают возможность получения травм.
Эта машина была специально разработана для вырубных работ по различным видам картона, кож, пластика и т.д. Главным образом машину используют для операций вырубки и биговки картонных изделий, а также для создания неглубоких объемных выпуклостей (холодное конгреваное тиснение).
| Рабочая скорость, лист/мин | 25 |
| Максимальная длина контура высечки, м | 15 |
| Мощность мотора, кВт | 2.2 |
| Внутренний размер заключной рамки, мм | 750 x 520 |
| Скорость, удар/мин | 25 |
| Длина, мм | 1450 |
| Ширина, мм | 1450 |
| Высота, мм | 1600 |
| Масса, кг | 2000 |
Для покупки товара в нашем интернет-магазине выберите понравившийся товар и добавьте его в корзину. Далее перейдите в Корзину и нажмите на «Оформить заказ» или «Быстрый заказ».
Когда оформляете быстрый заказ, напишите ФИО, телефон и e-mail. Вам перезвонит менеджер и уточнит условия заказа. По результатам разговора вам придет подтверждение оформления товара на почту или через СМС. Теперь останется только ждать доставки и радоваться новой покупке.
Оформление заказа в стандартном режиме выглядит следующим образом. Заполняете полностью форму по последовательным этапам: адрес, способ доставки, оплаты, данные о себе. Советуем в комментарии к заказу написать информацию, которая поможет курьеру вас найти. Нажмите кнопку «Оформить заказ».
Дополнительная вкладка, для размещения информации о магазине, доставке или любого другого важного контента. Поможет вам ответить на интересующие покупателя вопросы и развеять его сомнения в покупке. Используйте её по своему усмотрению.
Вы можете убрать её или вернуть обратно, изменив одну галочку в настройках компонента. Очень удобно.