Правила заточки ленточных пил по дереву
Ленточная пила – режущий инструмент замкнутого типа, использующийся на лесопильном оборудовании.
Безусловными преимуществами этих элементов считаются высокая производительность и минимальное количество отходов производства. Возможно, что при распиловке обычных досок последний факт не играет существенной роли, но если речь идёт об обработке древесины ценных пород, ширина пропила и качество реза напрямую влияют на экономическую выгоду.
Правильная заточка ленточной пилы по дереву – это гарантия эффективности производства и долговечности инструмента. Обычно такие услуги оказывают специализированные компании, но если знать порядок действий и тонкости процедуры, заточить затупившуюся пилу можно самостоятельно.

Содержание статьи
- Характерные особенности
- Что нужно знать об углах заточки зубьев
- Как правильно заточить ленточную пилу
- Разводка
- Заточка
- Распространённые ошибки
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.

Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.

Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.

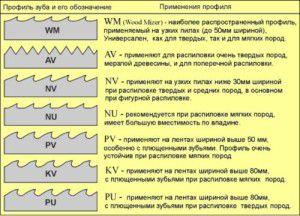
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.

Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.

Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.

Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.

Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.

Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.

Заточка зубьев выполняется вручную или на специализированном оборудовании.
Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.

Для автоматической заточки используются алмазные, эльборовые и корундовые круги. Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной.
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.

Профессионалы рекомендуют не допускать таких ошибок:
- при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
- излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
- на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
- применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем. Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
Особенности заточки ленточных пил

- Применение ленточных полотен
- Типология полотен
- Обслуживание пил
- Особенности разведения ленточных полотен
- Как грамотно заточить полотно?
- Затачивание полотен в зимнее время
- Возможные погрешности при заточке
Грамотно заточенная ленточная пила по металлу и древесине является залогом продуктивности работы и продолжительности срока службы инструментальной оснастки. Как правило, подобные услуги предоставляют специальные организации, но если знать последовательность действий и особенности процесса, наточить ставшую тупой пилу можно собственными силами.

Применение ленточных полотен
Ключевым комплектующим компонентом каждого ленточного станка является ленточная пила (полотно). Ленточнопильные станки обширно используются при работе с древесиной, металлом, резиной, пластиком и различными гибкими материалами.
Имеется три разновидности данных изделий.
- Ручные ленточные устройства – эти машины можно назвать бытовыми, они чаще всего эксплуатируются в домашних условиях.
- Настольные модификации – эти агрегаты чаще приобретают для небольших промышленных мощностей, компаний, занимающихся деревообработкой, мастерских.
- Стационарные агрегаты – такие установки имеют отношение к разряду профессиональных, их эксплуатируют на больших производствах, фабриках, заводах, крупных мастерских и так далее.

Типология полотен
Основой разделения пил данного вида является материал изготовления и элементы, подвергающиеся обработке. В соответствии с такими аспектами можно обособить следующие типы полотен.
- Пилы для дерева. Ключевым материалом для их изготовления являются углеродистые и легированные марки стали, их твердость достигает 40–45 HRC. Все зубья в обязательном порядке подвергаются закаливанию высокочастотными токами. Необходимо подметить, что такой материал полотен можно применять для разрезания тонких цветных металлов либо углеродистых сталей.

- Полотна по металлу. Изготавливают подобные инструменты из быстрорежущей либо пружинной (в структуру добавляют кобальт и вольфрам) стали. Эти пилы уже несут в себе прочность до 69 HRC. Чтоб получить высокую твердость и широкие возможности, на зубы могут наваривать стеллит либо иные типы прочных сплавов.

Обслуживание пил
Для обслуживания полотен недостаточно наточить зубья, необходимо их еще и развести. Две эти процедуры совершают в порядке преемственности: начинают с разводки зубьев, а завершают их затачиванием. Требуется строго соблюдать такую хронология работ. Разведение осуществляют в целях уменьшения трения пилы в процессе распила того или иного материала (дерева, металла, пластмассы и другого). Имеется несколько способов разведения, которые зависят от того, какие элементы нужно получить впоследствии обработки и прочности отправной заготовки.

Особенности разведения ленточных полотен
По мере использования инструментария случается понижение свойств его режущей кромки. Поэтому разведение и грамотная заточка ленточных полотен является технической частью рабочего цикла.
Имейте в виду: разводка обязана осуществляться до заточки, а не после нее!

Разведение – это процесс по отгибанию зубчиков в стороны для предупреждения зажатия полотна инструмента в обрабатываемом материале и снижения силы трения. Имеется 3 типичных метода разведения:
- классический – зубья отводятся в правую и левую стороны строго по очереди;
- зачищающий – каждый третий зуб остается в исходном положении. Особенно значимо для приспособлений, предназначающихся для разрезания, как правило, крепких сплавов и материалов;
- волнистый – всякий зуб имеет собственное значение величины отгиба, следовательно, из них образовывается волна. Это наиболее трудный вид разведения.

Следует учитывать, что при разводке отгибается не целый зуб, а только его доля – 1/3 либо 2/3 части от острого верха.
Рекомендуемые изготовителями параметры величины разводки укладываются в интервал 0,3-0,7 миллиметра. Производится процедура посредством специализированного разводного инвентаря.
Как грамотно заточить полотно?
Согласно статистике, более 80% случаев разрывов приспособления случается по причине неисполнения приемов затачивания полотен. Потребность в заточке выявляется зрительно – по облику самих зубьев либо состоянию места пропила (повышение неравномерности плоскости).

Камни для затачивания ленточных полотен подбирают исходя из жесткости зубьев. Для затачивания изделий из углеродистой и легированной стали пользуются корундовыми камнями. Полотнам из биметалла требуются боразоновые (эльборовые) или алмазные диски. Конфигурацию заточного диска для полотен необходимо определять, беря за основу характеристики инструмента. Она бывает тарельчатой, плоской, чашечной, профильной.
До начала работ желательно дать полотну повисеть в выкрученном положении 10–12 ч.
Условия к заточке полотен своими руками:
- обеспечение планомерного снятия металла по форме сечения зуба;
- недопущения излишнего нажима диска (это в силах вызвать отжиг);
- обеспечение целостности высоты и формы сечения зуба;
- непременное присутствие жидкости для охлаждения;
- контролирование отсутствия задиров.

Типовая инструкция по затачиванию полотен говорит, что затачивание должно осуществляться или по фронтальной поверхности зуба, или и по фронтальной, и по обратной. Но это теоретически. На деле же большинство специалистов, да и умельцев из народа выполняют ее только по задней плоскости – так, считают они, комфортнее.

По большому счету, не обращая внимания на изобилие правил и условий, данные приспособления довольно нетребовательны в вопросе затачивания. С ними можно заниматься как посредством специализированного заточника для ленточных полотен, так и ручным способом. Кроме того, можно использовать для обработки различные по конфигурации и субстанции круги.

Прежде чем затачивать ленточное полотно, желательно ознакомиться с ключевыми методами выполнения этой процедуры.
Метод 1: полнопрофильное затачивание
Этот метод считается особенно качественным, выполняется на автоматическом оборудовании. Эльборовый (боразоновый) диск, в точности подобранный по конфигурации, единственным проходом обрабатывает всю межзубную впадину вкупе с соответствующими плоскостями сопредельных зубьев. Получение неровной конфигурации у основы зубьев при этом исключается. Один изъян подобной заточки – это постоянно иметь под рукой конкретное число сфер для полотен разного назначения.

Метод 2: затачивание кромок зубьев
Может исполняться на специализированном оборудовании или ручным способом.

Если выбрано спецоборудование, то необходимо со знанием дела выбрать круг — как правило, это образцы плоской формы. По большому счету к профессиональному заточному оснащению желательно обращаться исключительно в тех ситуациях, когда масштабность работ довольно велика. Нерегулярные «бытовые» работы предпочтительнее выполнять руками – посредством гравера либо на обыкновенном станке. Во время работы с целью собственной безопасности необходимо непременно применять маску или защитные очки.

Если в вашем хозяйстве ни станка, ни гравера нет, то можно наточить полотно и обыкновенным способом – работая напильником. Всего 3-4 решительных движений по обратной или лицевой грани каждого из зубчиков решат проблему. При постоянном и усердном выполнении работы навык хорошего самостоятельного ручного затачивания сформируется очень быстро.

Затачивание полотен в зимнее время
Если с затачиванием полотен в обычных условиях все понятно, то о заточке в холодное время года надо сказать отдельно. Существует различие в затачивании ленточных полотен в летнюю пору и зимние холода. Оно заключается в перемене градуса заточки. Угол, который действует для полотен в зимнее время, должен составлять 90 градусов, в отличие от лета, когда угол затачивания – 120 градусов.

Рекомендации от специалистов.
- При заточке полотна при помощи станка до начала процесса требуется удостовериться в точности расположения заточного круга по отношению к инструменту.

- Крайне важно убрать из углублений такой объем металла, чтобы все микротрещины были надежно ликвидированы.
- Если полотно функционировало без нормального сопровождения более длительное время, чем дозволял изготовитель, объем металла, убираемого за один проход, необходимо увеличить.
- Для апробации последствий затачивания неизменно применяйте в роли образца новое полотно.

- Конфигурация зуба полотна – отработанный и отъюстированный годами показатель. Следовательно, уповать на то, что приспособление будет резать «без сучка, без задоринки», независимо от того, что вы сделаете с зубьями – громадная ошибка.
- При следовании эксплуатационным стандартам ленточное полотно будет работать добросовестно до тех пор, пока по ширине не убавится до значения, равного 65% от начальных параметров. Убавляется ширина, конечно же, в ходе затачивания.

- Имеется абсолютно неправильный совет о том, что особенной необходимости в удалении задиров после заточки нет. Если его принять к сведению, то возникновение микротрещин в пиле обеспечено.
- По завершении работы ленточное полотно необходимо, не откладывая в долгий ящик, очистить от стружки и смолы, а перед затачиванием – тщательно осматривать. Иначе опасность загрязнения заточных дисков очень высока. А это непременно приведет к некачественному процессу заточки.

Возможные погрешности при заточке
Погрешность 1. Подгоревшие углубления зубьев полотна. Первопричина такого явления скрывается в излишних усилиях точильного камня. Ожидаемый результат – скорое затупление полотна.

Погрешность 2. Неверный градус наклона и несовершенство конфигурации углублений зубьев.

К подобному результату способны привести несколько обстоятельств:
- снос копира заточного приспособления;
- ошибка регулировки градуса наклона головки станка;
- несходство профиля точильного камня.

Теперь вы иметь информацию, каким образом точить полотна правильно, а также какой инструментарий и оборудование могут для этого понадобиться.

Об особенностях заточки ленточных пил вы узнаете из видео ниже.
Содержание статьи:
- Конструкция ленточной пилы
- Формы режущей части и угол заточки
- Разводка ленточной пилы
- Рекомендации по заточке
Срок службы ленточной пилы по дереву напрямую зависит от качества ее заточки. Ее можно выполнять как самостоятельно, так и прибегая к услугам специализированных компаний. В первом случае необходимо детально ознакомиться с технологией и рядом особенностей.
Конструкция ленточной пилы

Станок с ленточной пилой
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
При покупке пилы б/у нужно обращать внимание на наличие ремонтных сварочных швов на полотне. Они указывают на частые поломки инструмента.
Формы режущей части и угол заточки
Виды профилей ленточных пил
На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев. В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
После выполнения работы на станке в идеале эти характеристики должны оставаться неизменными. Для каждой модели производитель определяет максимальное значение отклонения. Если во время эксплуатации оно будет достигнуто – необходимо приобретать новую модель.
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.
Разводка ленточной пилы

Геометрические параметры ленточной пилы
Перед формированием режущей кромки следует сделать правильную разводку зубьев. В течение всего периода эксплуатации из-за постоянных нагрузок их расположение может измениться. Поэтому сначала происходит регулировка геометрии, а затем – заточка.
Разводка представляет собой отгиб зубьев относительно плоскости основного полотна. Эта процедура выполняется только на специальном станке. В случае больших расхождений по всей протяженности ленты возможно преждевременное повреждение или поломка полотна. Поэтому до этого следует определиться с типом разводки.
Угол наклона должен соответствовать изначальному. Также учитывается вид разводки, который может быть следующим:
- классическая. Поочередный отгиб зубьев относительно полотна в правую и левую стороны;
- зачищающая. Первый и второй зубья отклоняются вправо и влево, а третий остается неизменным. Такая методика применяется для пил, которые предназначены для обработки твердых пород;
- волнистая. Угол разводки для каждого зуба индивидуален. В итоге они формируют режущую кромку, напоминающую волну. Самый сложный тип разводки.
Во время выполнения отгиба деформации подвергается не весь зуб, а лишь его часть. Зачастую отклонение происходит по 2/3 общей высоты.
Средняя величина развода ограничивается значениями от 0,3 до 0,7 мм. Это относится к стандартным моделям ленточных пил по дереву.
Рекомендации по заточке

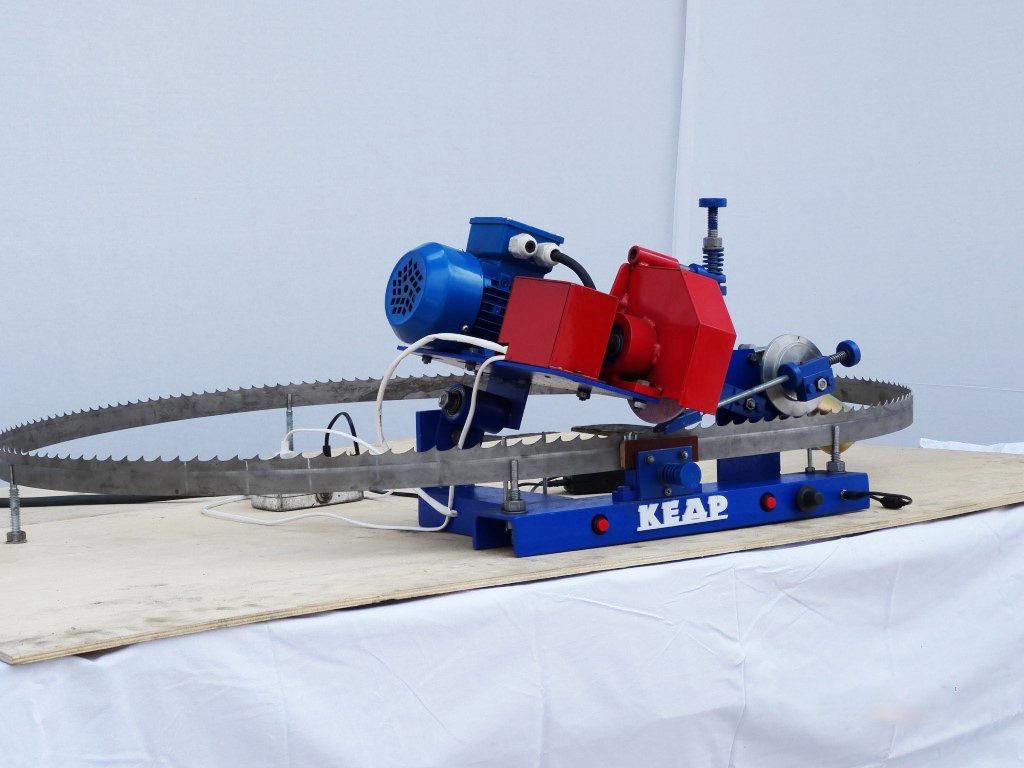
Станок для заточки ленточных пил
Важное значение имеет правильный выбор типа заточного круга. Он должен соответствовать марки стали, из которой изготовлена ленточная пила. Для конструкций из инструментальной стали применяются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
В зависимости от технических возможностей можно выполнить полнопрофильную обработку или каждой режущей части в отдельности. В первом случае понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта выполняется обработка каждого зуба.
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие действия по следующей инструкции.
- Наждак направляется вниз. В это время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный этап позволяет удалить микротрещины и неровности. Важным моментом является снижение поверхностного натяжения, которое является основной причиной деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его режущая кромка.
По такой же методике происходит обновление всех остальных зубьев. Важно, чтобы значения углов входа и выхода были везде одинаковыми. В противном случае при отличиях геометрии в одной из частей ухудшаться эксплуатационные качества.
После завершения обработки рекомендуется выполнить доводку – обработать поверхность мелкозернистым наждаком. В течение этого процесса не должна измениться геометрия полотна.
При длительном контакте круга с металлом может резко повыситься температура на поверхности последней. Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена.
Во избежание появления зазубрин перед обработкой древесины нужно проверить наличие в ней металлических компонентов. Также особое внимание уделяется фиксации и равномерной подаче заготовки для распиливания.
В видеоматериале можно ознакомиться с рекомендациями по самодеятельной заточке:
Для того чтобы обработка разнообразных материалов производилась правильно, необходимо ухаживать и следить за состоянием ленточнопильных приспособлений. С этой целью используются станки для заточки и разводки ленточных пил. Своевременный уход обеспечит длительную эксплуатацию инструментов.
Конструкция ленточной пилы
Ленточные пилы – это особая беспрерывная конструкция, которая характеризуется наличием режущих элементов с одной стороны. Это режущий элемент, с помощью которого производятся работы по дереву. Наиболее часто ленточные пилы применяются в разнообразных ленточнопильных полотнах. С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза. Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать. 
Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
Формы режущей части и угол заточки полотен
Геометрия режущих элементов ленточных пил может быть разнообразной, что напрямую зависит от материала, который предназначается для распиловки. Станки по дереву наиболее часто оснащаются специальными пилы, с помощью которых можно проводить:
- столярные работы;
- распиливать бревна и брусья;
- использовать на делительных пилах.
Угол заточки при этом определяется строго производителем инструмента. Передний угол заточки будет максимально маленьким при использовании твердой древесины. Ленточные пилы по металлу оснащаются пилы с различной формой полотна, что напрямую зависит от используемого для распиловки металла. Если необходимо провести резку тонкостенных металлов и при этом иметь тонкую стружку, передний угол реза при распиловке которого будет равняться нулю, тогда используется стандартная резка. Угол заточки может быть разнообразным. Он напрямую зависит от строения приспособления. 
Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
Формы режущей части и угол заточки полотен
Геометрия режущих элементов ленточных пил может быть разнообразной, что напрямую зависит от материала, который предназначается для распиловки. Станки по дереву наиболее часто оснащаются специальными пилы, с помощью которых можно проводить:
- столярные работы;
- распиливать бревна и брусья;
- использовать на делительных пилах.
Угол заточки при этом определяется строго производителем инструмента. Передний угол заточки будет максимально маленьким при использовании твердой древесины. Ленточные пилы по металлу оснащаются пилы с различной формой полотна, что напрямую зависит от используемого для распиловки металла. Если необходимо провести резку тонкостенных металлов и при этом иметь тонкую стружку, передний угол реза при распиловке которого будет равняться нулю, тогда используется стандартная резка. Угол заточки может быть разнообразным. Он напрямую зависит от строения приспособления. Зуб, который имеет положительный передний угол, имеют те пилы, которые широко используются для распиловки металла с толстыми стенками. Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой. Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса. Изменение расстояния между зубьями напрямую зависит от определенной группы.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.  Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров. Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол. Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.  Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров. Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол. Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду. При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.
 Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Прежде всего, приступая к заточке ленточных пил Вы должны знать. То что от правильности выполнения данного процесса, зависит то, насколько качественным будет ваш пиломатериал — доски, брус, рейки и т.д. В результате, заточка ленточных пил, процесс ответственный, но не очень сложный. Соблюдая рекомендации приведенные ниже, вы быстро научитесь этому нехитрому, но очень полезному в лесопилении процессу.
Подготовка
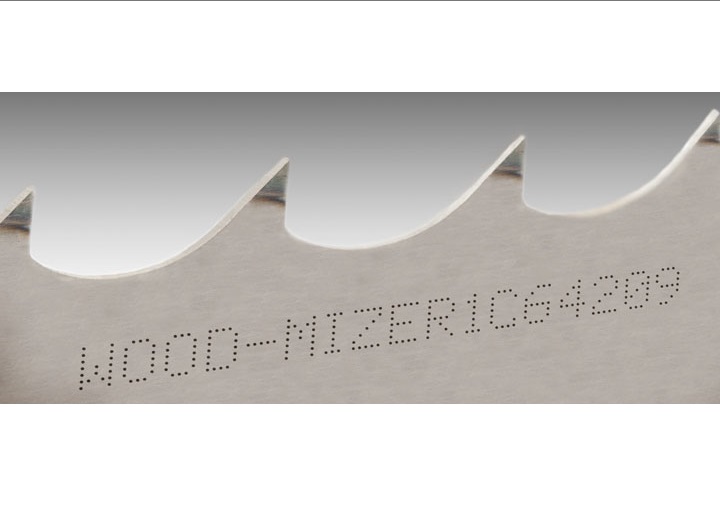
В первую очередь надо осмотреть ленту на наличие видимых трещин, обломанных зубьев. Для этого берёте ленту в руки зубьями от себя и перемещая руки, слегка заламывая ленту начинаете просмотр. При обнаружении дефектов ленту необходимо отправить на ремонт, либо просто выбросить.
 Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Прежде всего, приступая к заточке ленточных пил Вы должны знать. То что от правильности выполнения данного процесса, зависит то, насколько качественным будет ваш пиломатериал — доски, брус, рейки и т.д. В результате, заточка ленточных пил, процесс ответственный, но не очень сложный. Соблюдая рекомендации приведенные ниже, вы быстро научитесь этому нехитрому, но очень полезному в лесопилении процессу.
Подготовка
В первую очередь надо осмотреть ленту на наличие видимых трещин, обломанных зубьев. Для этого берёте ленту в руки зубьями от себя и перемещая руки, слегка заламывая ленту начинаете просмотр. При обнаружении дефектов ленту необходимо отправить на ремонт, либо просто выбросить.
Во вторую очередь ленту необходимо очистить от грязи и налипшей на неё древесной смолы. И только после всех этих процедур лента готова к заточке.
Заточка
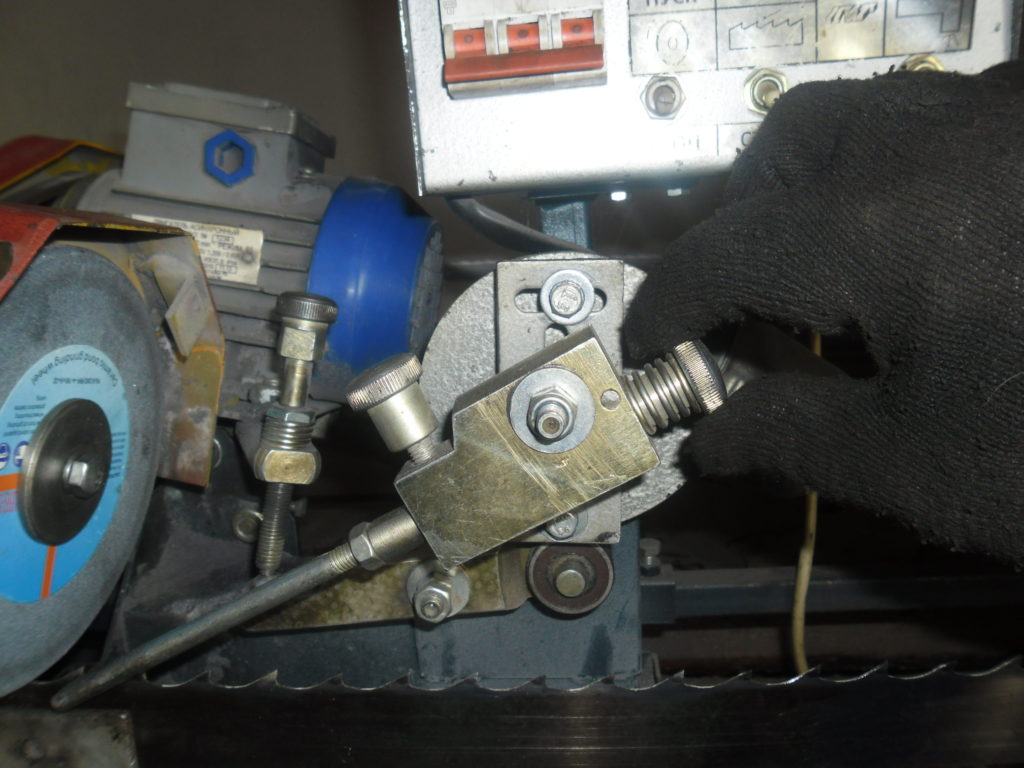
Прежде всего, аккуратно берёте ленту во избежании травм. Потому что, зубья имеют остроту способную повредить Вам руки. И вставляете на станок для заточки. Ленту необходимо установить на все держатели на станке и специальным зажимом зафиксировать.
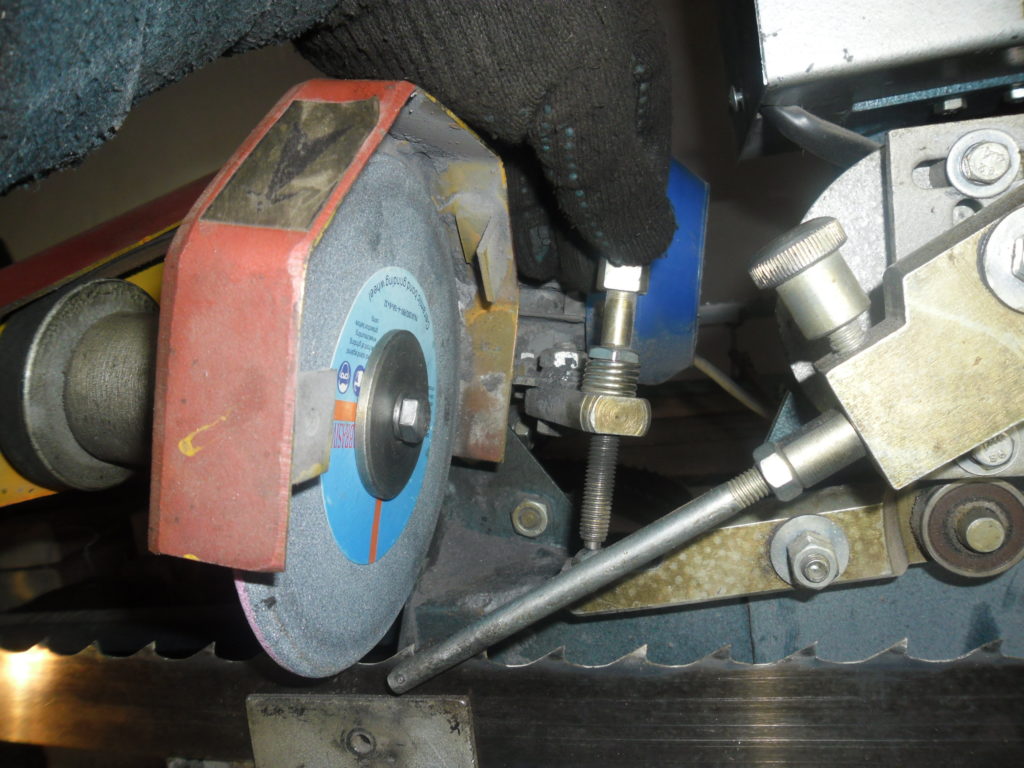
В паз между зубьями опускаем штангу толкателя, с помощью этой штанги регулируется подача ленты. В этот момент сверху на ленту опускается точильный камень, он фиксируется штоком, регулирующим глубину заточки.
Перед началом запуска заточного станка выставляете угол заточки. Обычно для летнего леса этот угол 55-60 градусов, а для зимнего 70-80. Угол выставляется путём поворота станины на которой закреплён камень, согласно делениям, на корпусе станка.
Обратите внимание, камень для заточки имеет фаску под углом 45 градусов. Во время подготовки к процессу заточки Вы должны поправить камень если фаска не соответствует вышеуказанному углу. Отметим что правка производится инструментом алмаз или простым крупным камнем.

Сразу заметим, что правка простым камнем сложнее и требует некоторых навыков. Так же не соответствует правилам техники безопасности.
Запуск заточного станка
Вы подготовили станок и пилу для начала заточки, теперь приступим к самому процессу заточки ленточной пилы.
Первым делом включаете подачу на самой низкой скорости. Для этого предусмотрены тумблеры для включения двигателя и регулятор скорости подачи. Он уменьшает либо увеличивает обороты двигателя.
При помощи винта на штанге подачи отводим зуб пилы вперед либо назад. И следим что бы камень ровной стороной (без фаски) начал касаться прямой стороны зуба.
Затем включаем второй тумблер, который приводит в движение двигатель с камнем. Понемногу без резких движений начинаете опускать камень. С помощью винтового штока который его фиксирует, до тех пор, пока камень не будет полностью проходить карман от одного зуба к другому.
Ни в коем случае нельзя допускать посинения ленты поэтому старайтесь сильно не опускать камень.Так же задвигать шток подачи назад либо вперёд иначе камень у Вас просто «съест» зуб. Заточка ленточных пил, должна проходить плавно согласно заводскому профилю зуба.
 Манипулируя винтами подачи и штока опускания камня надо добиться полного отсутствия заусенцев на кончике зубьев. Законченной работой станка можно считать после прохождения ленточной пилы не менее двух кругов.
Манипулируя винтами подачи и штока опускания камня надо добиться полного отсутствия заусенцев на кончике зубьев. Законченной работой станка можно считать после прохождения ленточной пилы не менее двух кругов.
Заточка ленточных пил в зимний период
Зимняя заточка практически не отличается от летней с единственной разницей. Угол наклона зубьев более прямой доходит до 90 градусов, в зависимости от промерзания древесины. Чем сильнее промерзает древесина, тем больше угол заточки. Но имейте в виду что летом с таким углом усиливается нагрузка на пилу и возможен быстрый выход её из строя.